introduction, safety, differential scanning calorimetry, cutting, polishing, grain structure, and image analysis
clothing requirements
long sleeves, closed toed shoes, and provided gloves, safety glasses, and lab coats
lab policies
wear PPE, no food or drink, no chatting with friends, no visitors
what to do if abrasions are sustained from grinding or polishing samples
bandage and report to the TA
what to do if major or critical safety incidents occur
report to the instructor so a First Report of Injury may be submitted to the CoE
the 3 functions of a differential scanning calorimeter (DSC)
measuring the temperature at which phase transformation occurs
measuring the change in enthalpy when a phase transformation occurs
measuring the heat capacity or specific heat capacity as a function of temperature
how a differential scanning calorimeter (DSC) works
a sample and reference are heated or cooled and the DSC measures the energy that is absorbed or released as a function of temperature
the sample and reference are heated by separate heaters to keep their temperatures equal but while maintaining separate heat flows
peaks on the produced graph appear when phase transformations or transitions occur
positive peaks on a DSC mean
an endothermic reaction is occurring
melting
glass transition
evaporation/volatilization
enthalpic recovery
polymorphic transitions
some decompositions
negative peaks on a DSC mean
an exothermic reaction reaction is occurring
crystallization
cure reactions
polymorphic transitions
oxidation
decomposition
purpose of the purge gas
purpose of the protective gas
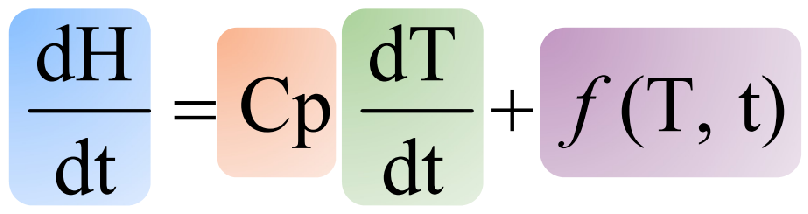
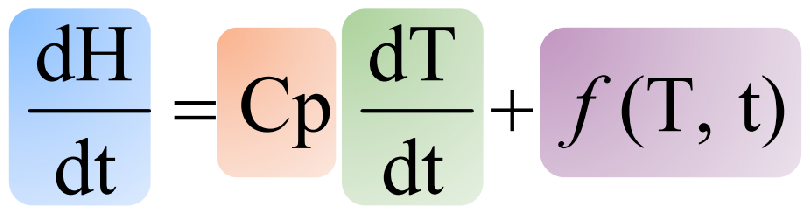
DSC heat flow equation
define the elements of the DSC heat flow equation
dH/dt - DSC heat flow signal [mW or mJ/s]
Cp - sample heat capacity
dT'/dt - heating rate [C/min]
f(T,t) - heat flow as a function of time at an absolute temperature (kinetic)
why is sample preparation necessary before microscopy
to make the surface of the sample clear enough of defects to be able to be imaged properly
characteristics of a high speed saw
used for relatively large samples
> 1000 rpm
uses visual inspection
characteristics of a low speed saw
used for relatively small or delicate samples
< 1000 rpm
uses a slide caliper rule
purposes of abrasive sectioning
to make a flat cut close to the area of interest
to make minimal microstructural damage
undesirable effects possible from abrasive sectioning
heat affected zones (burns during cutting)
excessive subsurface damage (cracking in ceramics)
smeared metal (plastically deformed)
damage to secondary phases (grain pull out, graphite flaks, etc.)
purposes of precision wafer sectioning
to section very delicate material or precision location
for use on electronic materials, ceramics, minerals, composites, and metallic materials
uses a wafering blade, either of diamond or cubic boron nitride
purposes of cutting fluids
to remove and suspend the cutting swarf
to lubricate the blade and sample
to reduce corrosion in the sample, blade, and cutting parts
notes on cutting fluids
check the coolant level and replace it when low or excessively dirty
water-based cutting fluids are easier to clean, while oil-based cutting fluids lubricate more
cutting fluids need to be diluted with water before use
cutting fluids cannot be disposed of down the drain
fine grit vs medium/coarse grit
finer abrasives produce less damage, best for brittle materials, saves time on polishing
medium/coarse grit requires more effort to remove the damaged surface through grinding and polishing, okay for brittle materials
purpose of wafer blade dressing
to remove smeared material on the cutting edge of the abrasive due to the sectioning process
what to do immediately after sectioning
clean and dry equipment with paper towel and leave hood open to dry components
purposes of sample mounting
to better hold the sample to be ground and polished
to provide protection to the edges of the sample
advantages of epoxy resin
most common and best performing resin
low shrinkage
relatively clear
relatively low exotherms
excellent adhesion
excellent chemical resistance
good hardness
relatively inexspensive
advantages of compression mounting
quick to mount samples (only takes minutes
better sample edge retention
can add various fillers in the compounds to improve hardness and conductivity
NOT suitable for for soft materials as temperature and pressure can deform samples
What would be the consequence if the hardener is significantly less than the required mixing ratio?
What would be the consequence if you did not apply the silicon mold release?
definition of mechanical preparation
removing material using abrasive particles in successively finer steps until the required result is achieved
abrasive grinding > rough polishing > final polishing
purposes of abrasive grinding
to remove damage on the sample’s surface caused by sectioning
to retain structural elements (especially precipitates)
to remove scratches and deformation
to remove foreign matter that may have been introduced
to create a highly reflective plane on the specimen
is it possible to damage a sample during grinding?
yes, it’s possible to create even more damage during grinding than sectioning
variables abrasive grinding depends on
abrasive type, abrasive grit, grinding speed, grinding load, lubrication
how does pressure effect the abrasive grinding process?
higher pressure increases stock removal rates and increases the amount of surface and subsurface damage
silicon carbide (SiC) abrasive grinding paper
commonly used due to high hardness and sharp edges
self-sharpening, as it is somewhat brittle and cleaves easily, producing sharp new edges
surface damage
damage that is >= 3 times the depth of the surface roughness into the surface, damage being deformations on grains or dislocations on lattices. they are not visible on SEM images
alumina abrasive
softer, more commonly used for final polishing than grinding
comet tails
scratches on the surface of a sample from imbedded abrasives
edge rounding
non uniform polishing due to hardness difference between the sample and the mounting material
purposes of rough polishing
to make viewing the true microstructure of a sample visible
to clean the surface such that it can be etched and/or analyzed
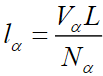
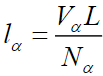
grain size measurement formula
l - average grain size
V - volume fraction of alpha phase
L - length of intercept line
N - number of grains intercepting the line