chapter 25 - welding
1/69
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced |
|---|
No study sessions yet.
70 Terms
welding is
a joining technique for materials with the same melting point, it fuses the materials together.
prevent oxidisation techniques
apply non-reactive gas - protective layer, apply flux - paste, powder, flux coated filler rod
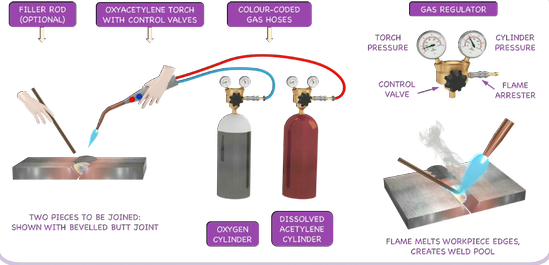
oxy-acetylene (oa) welding equipment
filler rod (hand held), oxyacetylene torch, oxygen cylinder, dissolved acetylene cylinder, gas regulator
oxy-acetylene process
oxygen + acetylene are mixed and ignited to produce a very hot flame, flame melts the joint edges, fuses materials, flux coated filler rod - provides an extra material, slag layer forms over weld if flux is used.
types of oxy-acetylene flames (heat source)
neutral, carburising, oxidising
neutral flame
1:1 ratio of oxygen and acetylene, small round core, white flame, no outer feather
carburising flame
10:9 ratio of acetylene, cooler, has outer feather, large inner light, green/blue flame, alloys steels and aluminium, stops rusting
oxidising flame
1.5:1 ratio oxygen, hotter, narrow pointed inner white blue flame, weld copper, brass, bronze, bazing
uses of gas welding
light gauge metals, steel pipes, vehicle repairs
pros of gas welding
portable, easy, cheap, wide variety of metals, used for welding, cutting, brazing, soldering
cons of gas welding
rough apperance, may warp, flame can affect properties
risks of gas welding
explosion, skin burns, eye damage (arc eye), breathing
safety features of oxy-acetylene welding
colour coding - oxygen black with white cap, acetylene marron, oxygen hose blue, acetylene hose red, different screw threads - right hand oxygen, left hand acetylene, flashback arrestors - prevent flame travelling back into cylinder, pressure regulators, dissolved acetylene - dissolved in acetone for storage of large containers, as acetylene gas will explode if compressed
safety precaution for welding
wear goggles, protect eyes, protective clothing, mask
electric arc welding
uses the heat from an electric arc to melt the material, the arc is created in a small gap between an electrode and the workpiece, an earth clamp returns the current to the power supply
MMA is
stick welding, manual, for thicker steels, leaves slag, flux coated consumable electrode/filler rod
MIG/MAGS is
metal insert / active gas, semi automated, for thin and thick, clean, fast
TIG/TAGS is
tungsten inert/active gas, semi automated, percise, thin aluminium + stainless steel, non - consumable tungsten electrode feeds shielding gas, separate bare wire filler rod
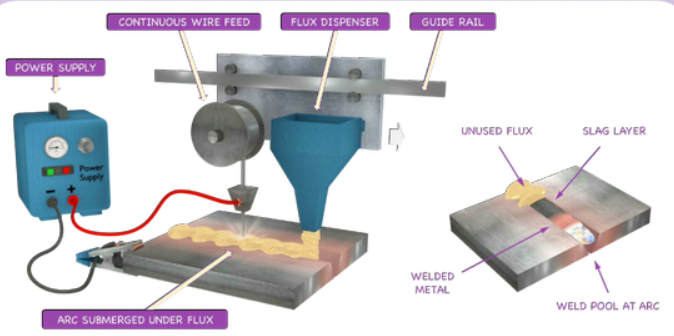
SAW is
submerged arc welding, automated, for large long continuous welds, pipes, beams, hopper dispenses thick layer powdered flux, consumable filler wire electrode
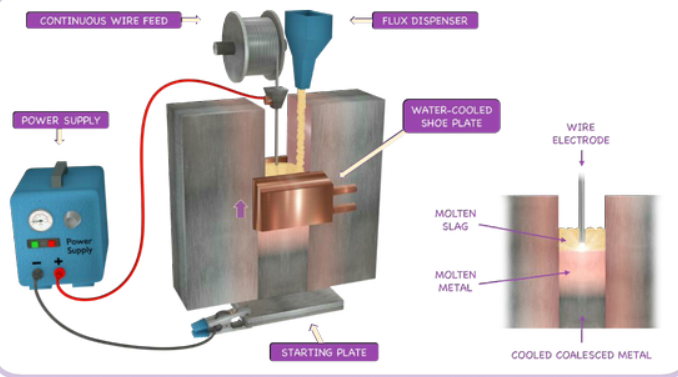
ESW is
electro slag, automated, for very thick plates, tanks ships, pours flux into large vertical gap between thick plates
manual metal arc welding features
earth clamp, flux coated consumable electrode, power supply
manual metal arc process
operator holds electrode holder which clamps on to consumable flux coated filler electrode, stick brought closer to metal +hot electric arc is formed, flux and filler metal drop into the weld, slag is created on top
manual metal arc applications
heavier gauge, mild steel, gates, chairs, tables
pros of MMA
easy to learn slag layer slows down cooling - prevents brittle joints, slag layer collects impurities, windy conditions
cons of MMA
slag layer has to be chipped/machined off, not suitable for light gauge, produce a lot of fumes, short lengths
safety precautions MMA
curtain -light, protect or people, welding mask - uv light, hot metal, free from moisture environment, ventilation, fire extingushers
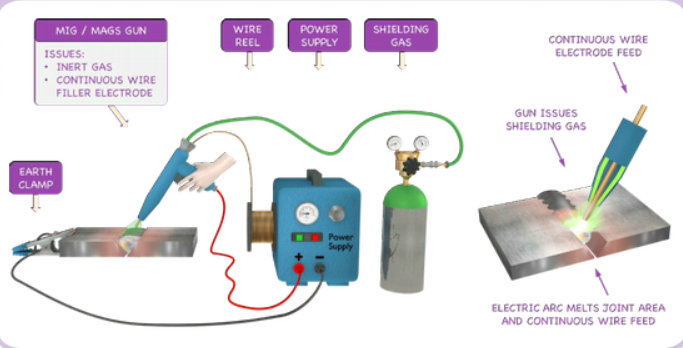
MIG/MAGS welding features
power supply, earth clamp, mig/mags gun, wire reel, shielding gas
MIG/MAGS process
a gun which feeds a consumable filler wire electrode from a reel, gun issues gas over the weld area - prevents oxidising, MIG uses inert gas such as argon/helium, MAGS uses mixture of gases
MIGS/MAGS electrodes
continuously feed consumable bare filler wire acts as the electrode
MIG/MAGS applications
speed, required steel, aluminium, alloy steels, thin and thick
MIG/MAGS pros
very fast, clean, no slag
MIG/MAGS cons
fumes, expensive, not suitable for wind
MIG/MAGS safety
gases are not flammable but cause suffication, physical injury
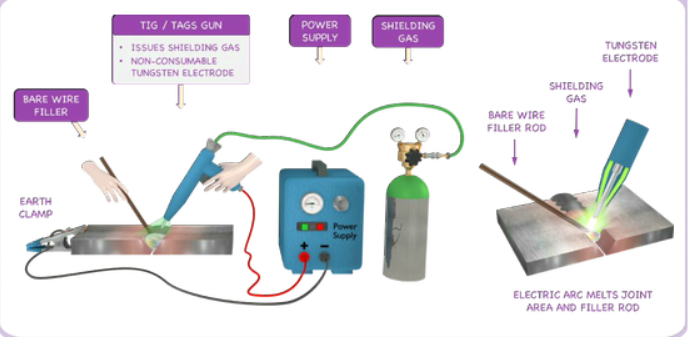
TIG/TAGS features
power supply, earth clamp, bare wire filler, shielding gas
TIG/TAGS process
non consumable electrode, separate wire filler rod, gas prevents oxidising, TIG insert gas argon/helium, TAGS mixture of gases
TIG/TAGS filler rod
seperate filler rod
TIG/TAGS applications
high precision, thin alloy steel, aluminium
TIG/TAGS pros
highest quality, control temperature this is way its suitable for aluminium as aluminium oxides very quick, very clean, no slag
TIG/TAGS cons
slower than MIG, difficult to learn need 2 hands
SAW features
earth clamp, power supply, continuous wire feed, guide rail, flux dispenser, arc submerged under flux
SAW process automated
layer of powdered flux is placed in hopper, the flux is dispenced to completely cover the joint, a continuously fed bare wire electrode fed automatically, generates an electric arc between it and the piece, a slag layer is formed, and unused flux is hovered.
SAW applications
long continuous welds, pipes, beams, plates for construction, mainly used for steel
SAW automation
fully automated, machine travels along an overhead guide rail over straight joint, or machine stays still and the pipe seam to be joined rotates underneath
SAW pros
fast, no arc flare, no smoke and fumes
SAW cons
straight joints, slag
ESW features
power supply, continuous wire feed, flux dispenser, water cooled shoes, earth clamp, starting plate
ESW process
a large gap between two thick vertical plates is filled with flux, an electric arc melts the flux forming molten slag, electric current keeps it molten, melts continuously fed filler wire and plate edges, water cooled shoes on either side.
ESW applictaions
thick steel plates, tank walls, ship plates
ESW pros
fast, unlimited thickness, low distortion
ESW cons
plates must be vertical, expensive
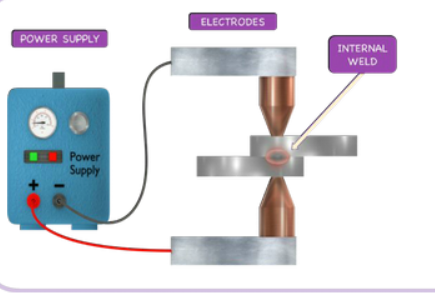
resistance welding -
passes a large electric current through the material to melt and fuse the parts. no shielding flux or gas is needed because the join is internal.
resistance welding suitable
for robotic control, simple process, fast, high quality, consistent, economical, efficient
resistance spot welding process
the materials to be joined are overlapped, two electrodes press in on the materials from either side, a large current is passed between the electrodes, the materials melt and fuse in one spot or nugget, the elctrodes open, and move get ready for next spot weld, portable spot welders are also available.
resistance spot applications
robotic assembly of car body parts, permanent joining of products like filing cabinets and equipment casings
ESW pros
fast, high-quality, consistent, efficient, easily automated, no filler, flux, gas, cleaning
ESW cons
joins are not as strong as other forms of welding
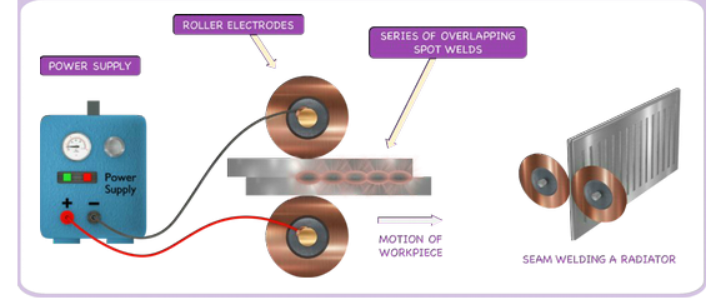
resistance seam welding features
power supply, roller electrodes, overlapping spot welds
resistance seam process
the material to be joined are overlapped, materials are moved between two roller electrodes, pulses of current are supplied between the roller electrodes, each pulse creates spot weld, the pulses are timed so that the spot welds overlap and create a continuous seam
resistance steam aplications
domestic radiators, fuel tanks, drums, containers
resistance seam cons
restricted to straight lines
multi run welds
welding the same joint more than once, this leads to a better, tougher joint, as each new weld re-heats the previous run, and this anneals the metal so they are less hard and brittle.
oxy-acetylene diagram
MMA diagram

MIG/MAGS diagram
TIG/TAGS diagram
SAW diagram
ESW diagram
resistance spot diagram
resistance steam diagram
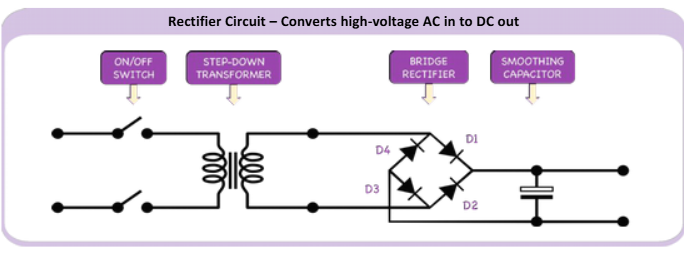
power supply, for electric arc welding
a rectifier circuit is used to convert high voltage AC to low voltage high current DC