Casting Processes and their Advantages/Disadvantages
1/46
Earn XP
Description and Tags
Slides 61-113
Name | Mastery | Learn | Test | Matching | Spaced |
|---|
No study sessions yet.
47 Terms
Expendable-mold Processes
Economic disadvantage because a new mold is needed for every cast
shell molding
expanded-polystyrene process
investment casting
plaster-mold and ceramic-mold casting
Permanent Mold Processes
Mold is removed and reused several times
Die Casting
Hot Chamber Die Casting
Cold-chamber die casting
Squeeze Casting
Semisolid Metal Casting
Centrifugal Casting
Shell Molding
Casting process in which the mold is a thin shell of sand held together by a thermosetting resin
Final sand mold prepared for casting
Advantages of Shell Molding
Smoother cavity surface permits easier flow of molten metal and better surface finish
Good dimensional accuracy
Mold collapsibility minimizes cracks in casting
Can be mechanized for mass production
Disadvantages of Shell molding
More expensive metal pattern
difficult to justify for small quantities
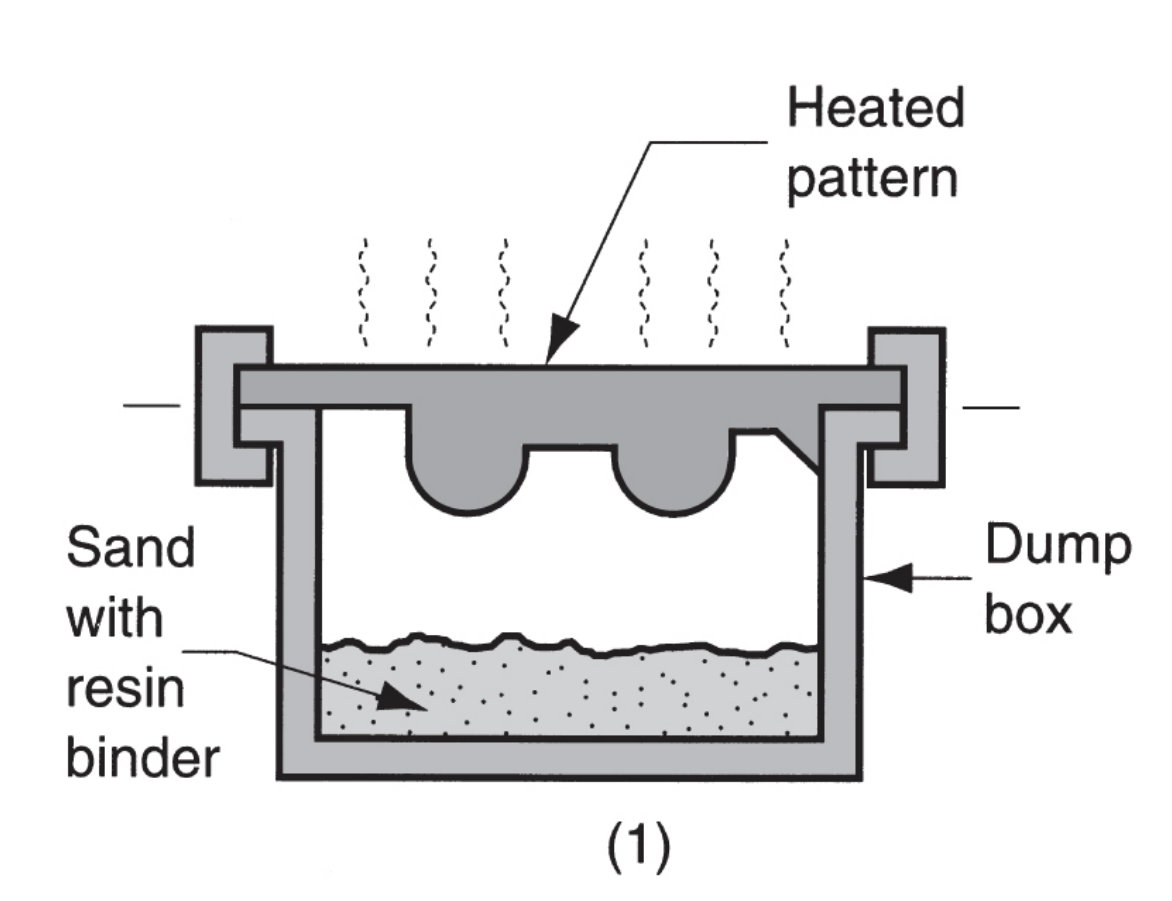
Steps in Shell Molding
Metal pattern is heated and placed over a box of sand mixed with TS resin
Box is inverted causing sand to fall and cure on the heated pattern
Box is flipped back so uncured sand falls off the pattern
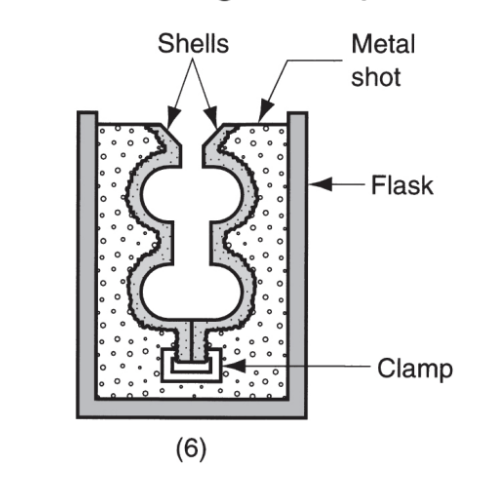
Sand shell is heated in an oven to finish curing, and then it is stripped from the pattern
two halves of the shell are assembled and supported by sand in a box, pouring commences
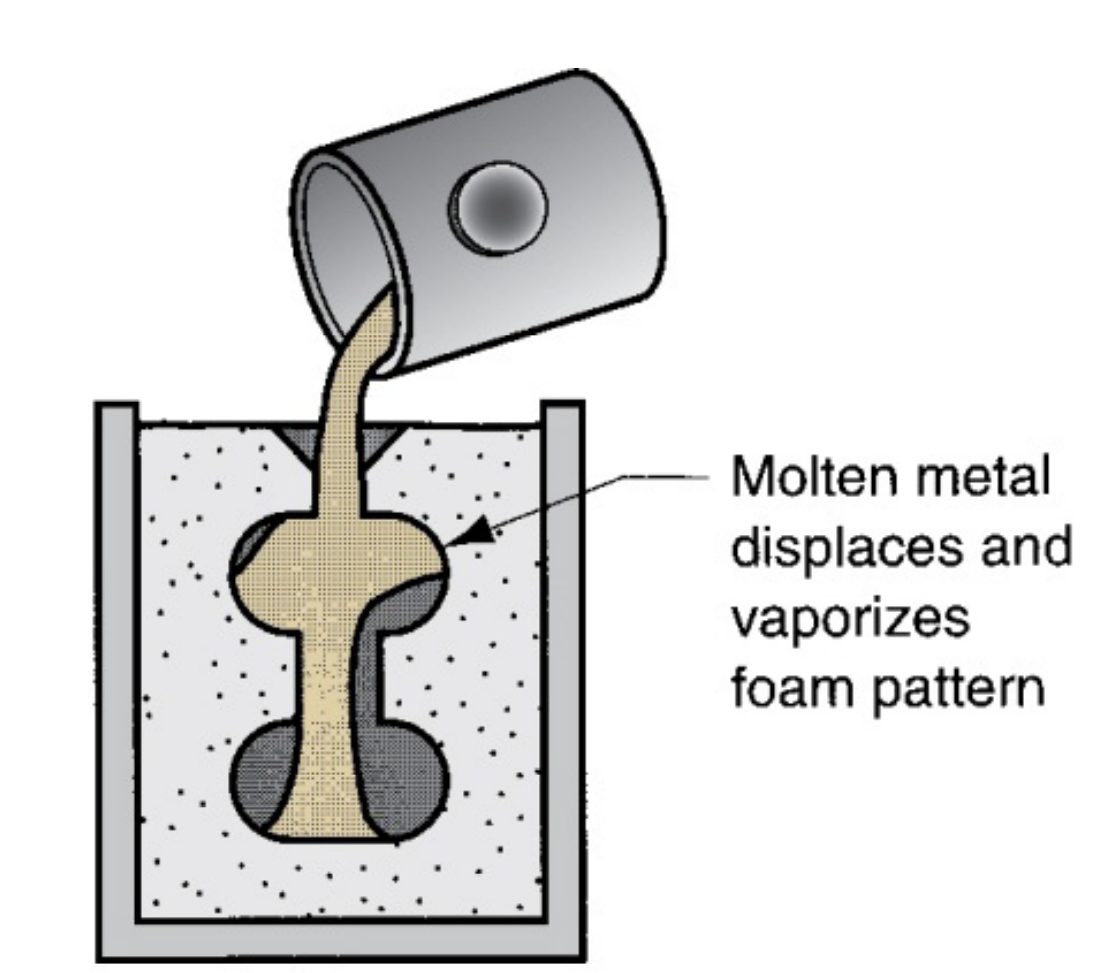
Expanded Polystyrene Processes
uses a mold of sand packed around a polystyrene foam pattern, the foam vaporizes when molten metal is poured
Does not need to be opened into cope and drag sections
A.K.A. lost-foam process, lost pattern process, evaporative-foam process, and full-mold process
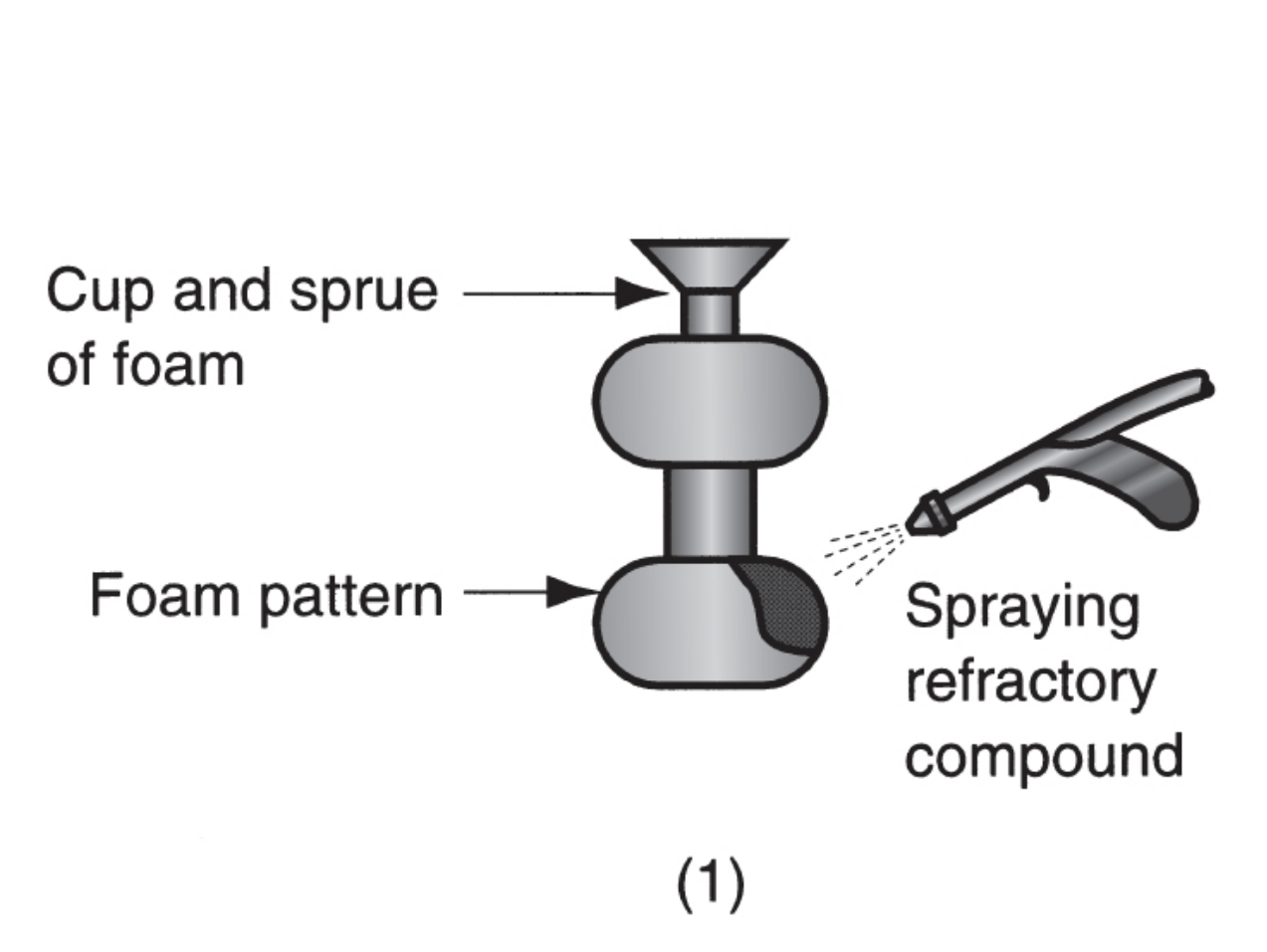
Steps in Polystyrene Process
polystyrene foam pattern is coated with refractory compound
Foam pattern is placed in a mold box and sand is placed around it
Molten metal is poured into the part of the mold that has the pouring cup and sprue
As the metal enters the mold the polystyrene foam is vaporized
Advantages of expanded polystyrene process
Pattern does not need to be removed from the mold
simplifies and expedites mold making because two halves are not required
Disadvantages of expanded polystyrene processes
New pattern needed for every casting
Economic justification for the process is dependent on the price of producing patterns
Applications of expanded polystyrene
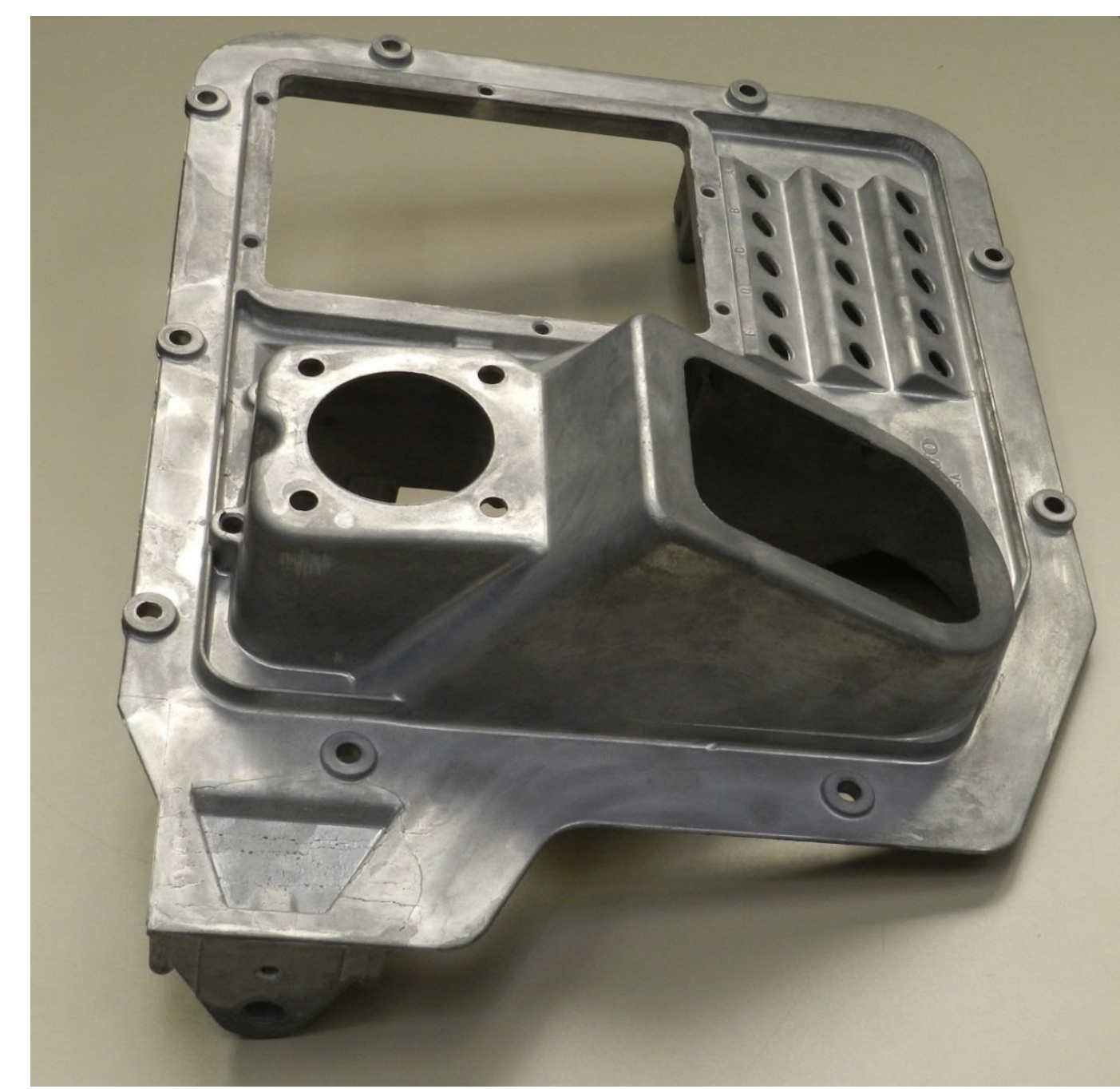
mass production of automobile engines
Automated and integrated manufacturing systems can be used to mold the patterns and then feed them to a casting operation
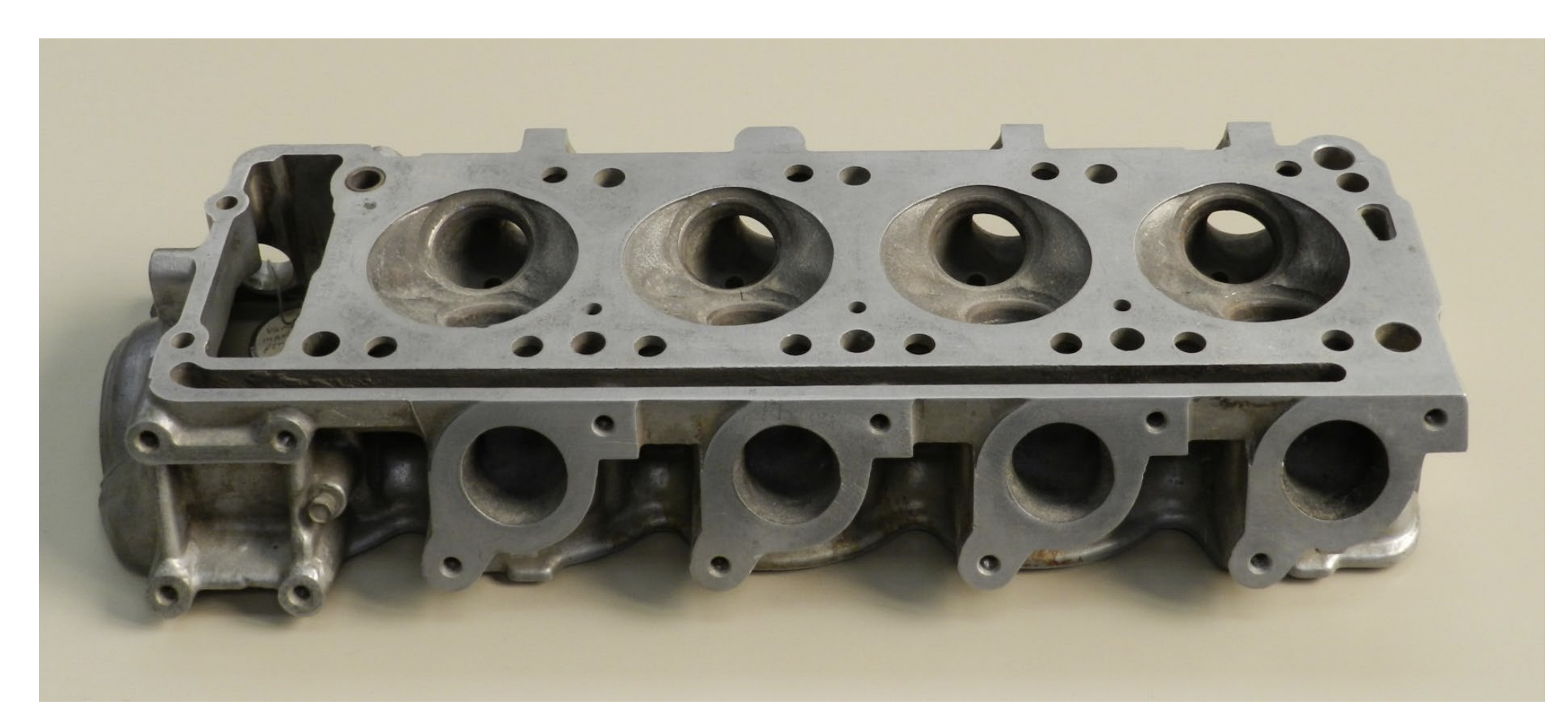
aluminum engine head from expanded polystyrene process
Investment Casting (Lost Wax Process)
Wax pattern is coated with a refractory material to make the mold, wax is then melted away prior to pouring metal
a high precision casting process that can produce castings with high accuracy and intricate details
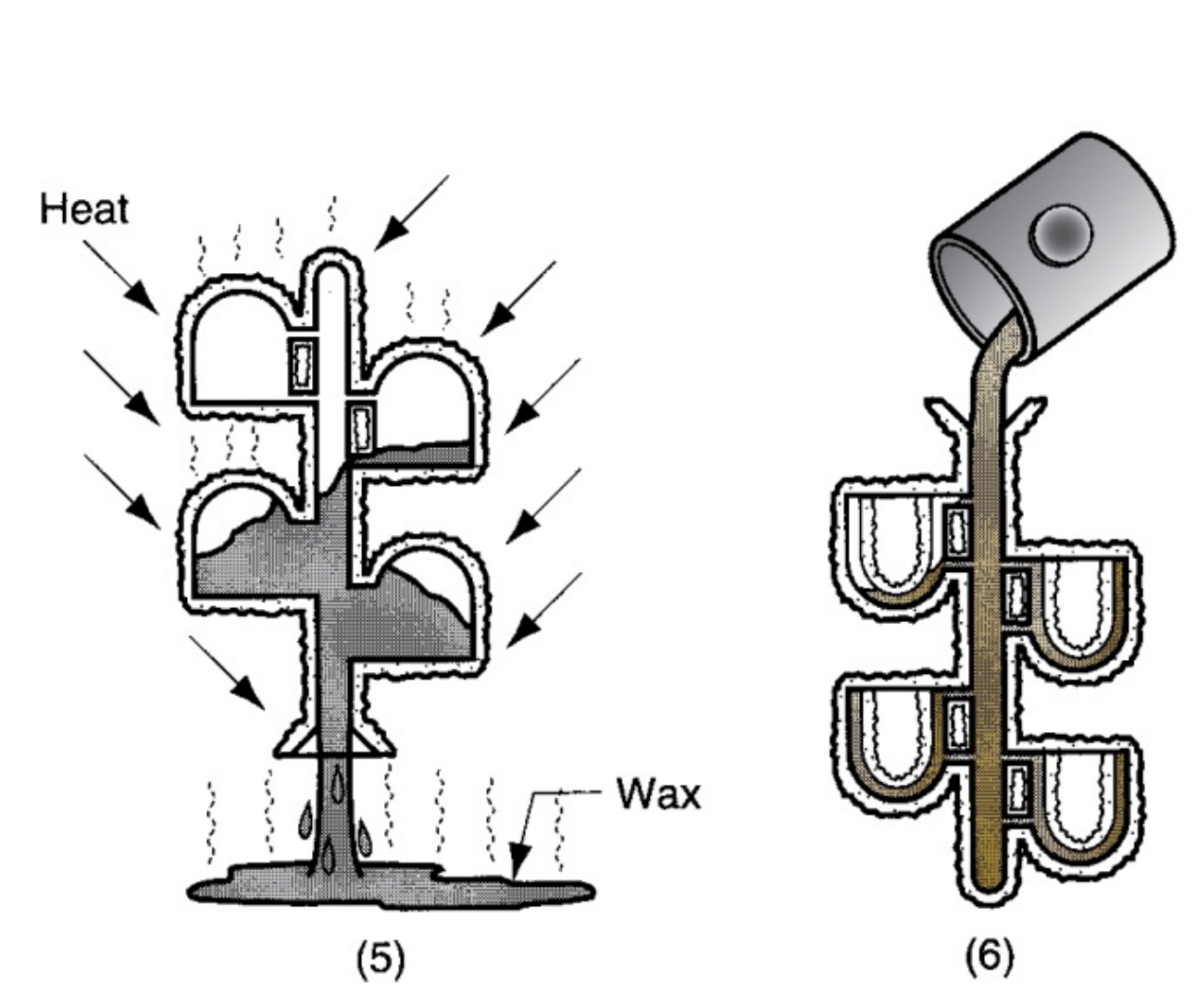
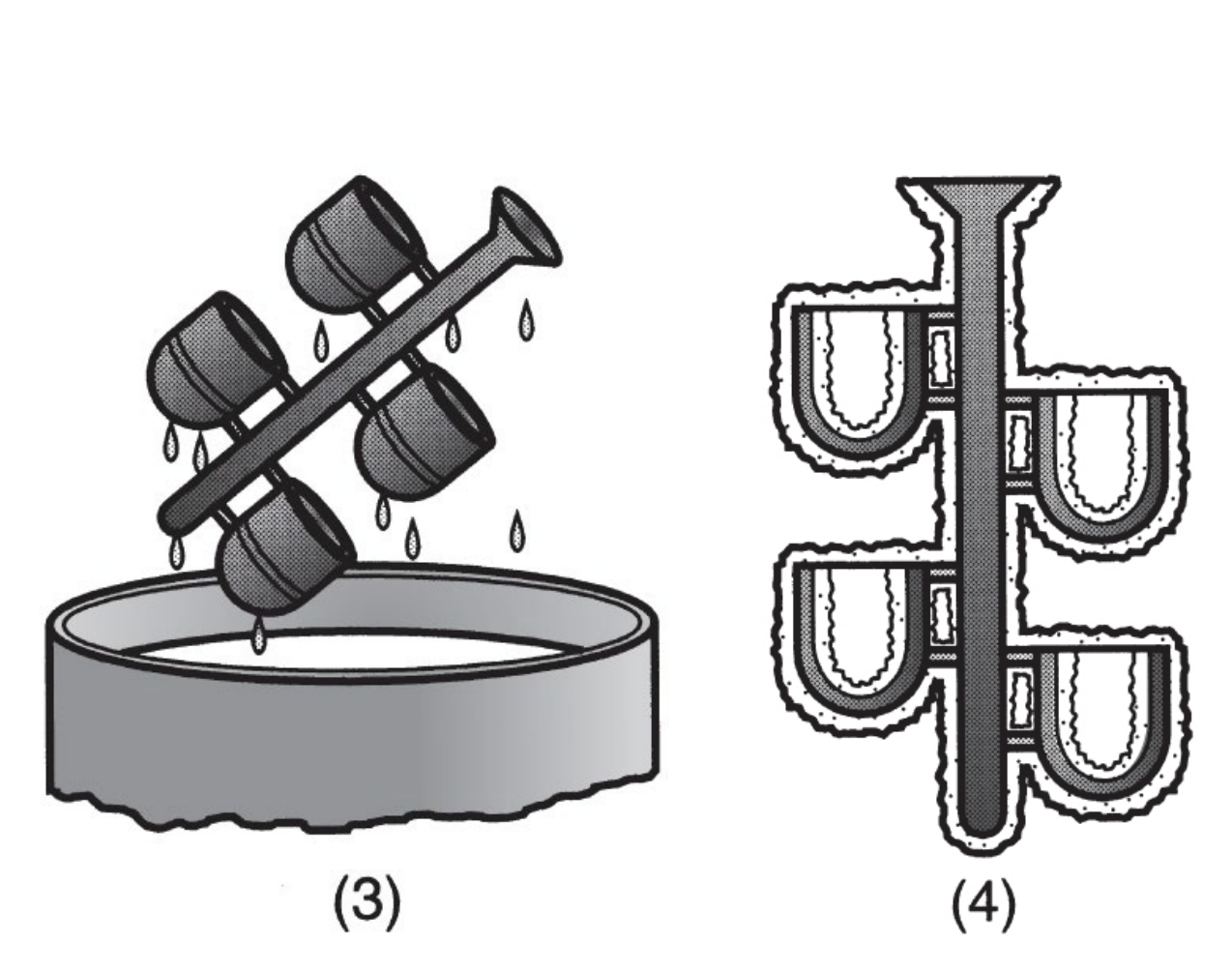
Steps in Investment Casting
Wax pattern produced
several patterns are attached to a sprue to create a pattern tree
Pattern tree coated in refractory material
full mold is made by sufficiently coating the pattern tree in refractory material to make it rigid
Mold is inverted and heated to melt the wax and let it drip out of the mold
Mold is preheated and then filled with molten metal
Mold is broken away from finished casting and parts are separated from the sprue

One-piece compressor stator made by investment casting
Advantages of Investment Casting
Parts of great complexity can be made
Close dimensional control and surface finish
wax can be recovered for reuse
Net shape process - additional machining not usually required
Disadvantages of Investment Casting
Many processing steps
Relatively expensive process
Plaster mold casting
Similar to sand casting but the mold is made of plaster of paris
Plaster mold casting steps
plaster and water mixture poured over plastic or metal pattern and allowed to set
Wood is not typically used due to extended exposure to water
Plaster mixture flows around the pattern freely to capture all of the details
advantages of plaster mold casting
good accuracy and surface finish
capable of making thin cross sections
disadvantages of plaster mold casting
mold must be baked to remove moisture because moisture can cause problems in casting
mold strength is lost if over baked
plaster molds cannot withstand high temps, limited to lower melting point alloys
Ceramic Mold casting
similar to plaster but the mold is made of refractory ceramic material that can withstand higher temps than plaster
Applications and advantages of ceramic molding
Used to cast steels, irons, and other high temp alloys
Similar applications to plaster molding but with different metals
Has good dimensional accuracy and surface finish
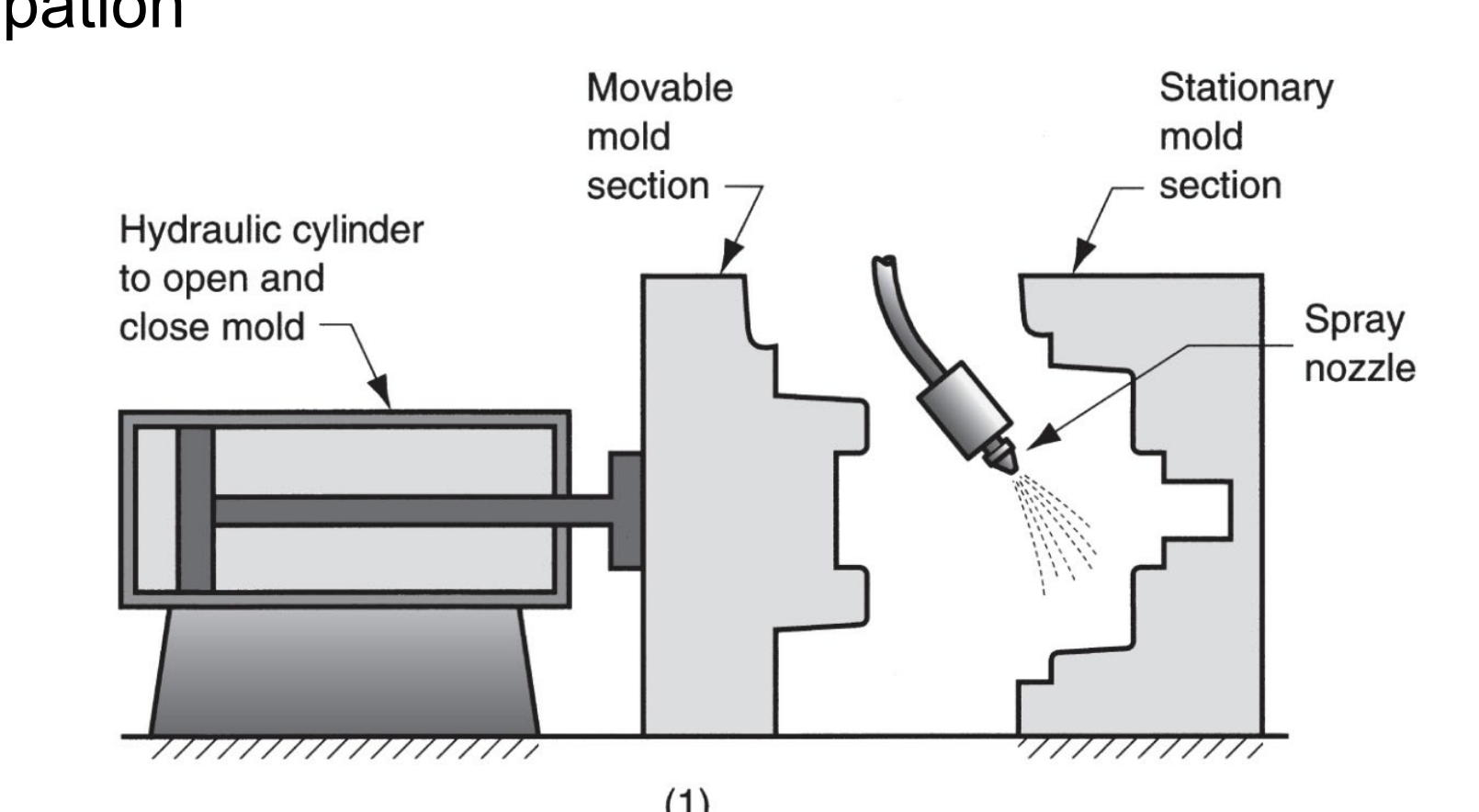
Basic Permanent mold process
metal mold constructed of two sections for easy and precise opening and closing
molds for lower temps made of cast iron or steel
molds used for casting steel MUST be made out of refractory material due to high pouring temps
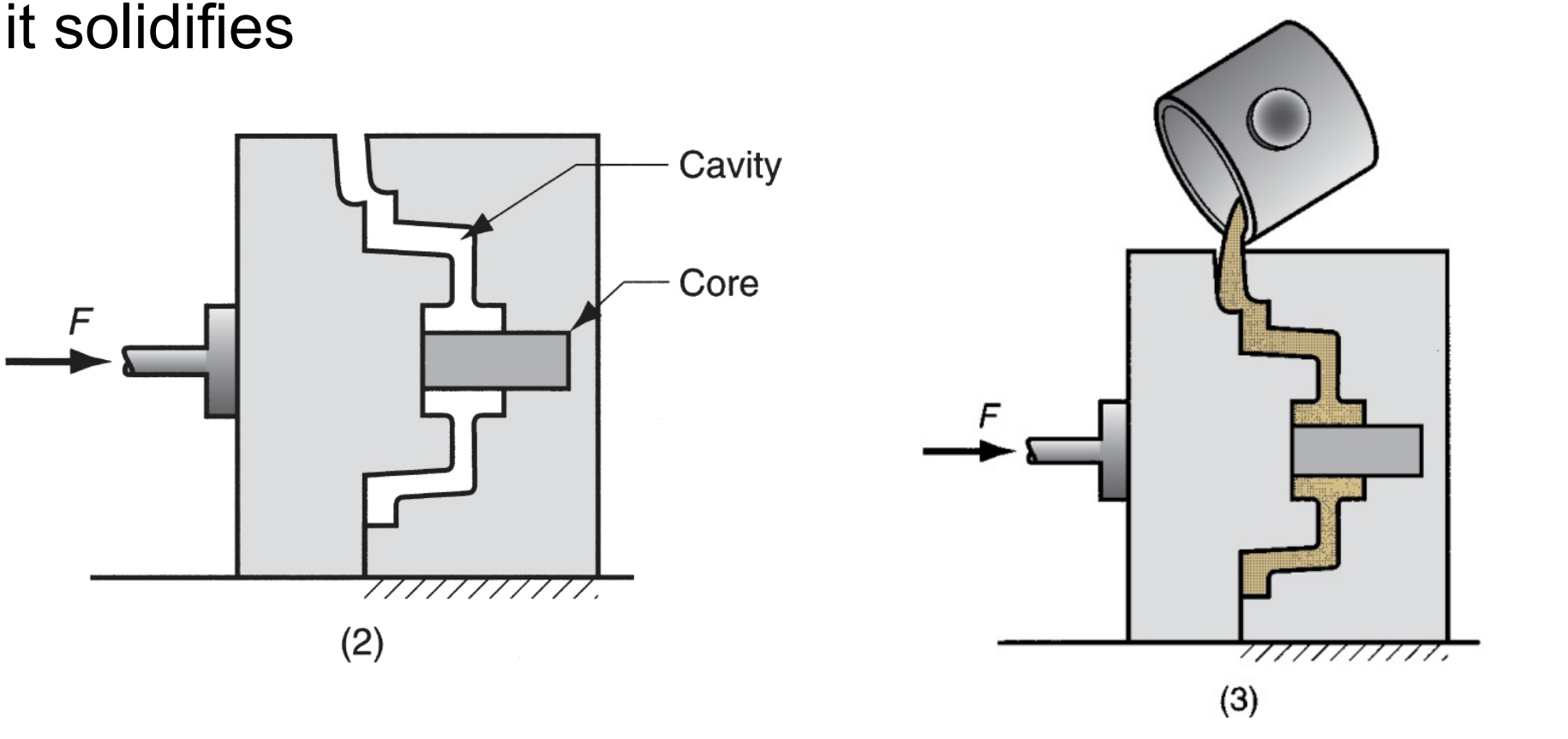
Steps in permanent mold process
mold is pre-heated and coated for lubrication and heat dissipation
cores (if used) are inserted and mold is closed
molten metal is poured and solidifies
mold is opened and the casting removed
Advantages of permanent mold casting
good dimensional control and surface finish
rapid solidification from metal mold causes finer grain structure making the casting stronger
Limitations of permanent mold casting
generally limited to metals with lower melting points
cannot handle geometries as complex as the ones sand casting covers
high cost of mold
Applications for permanent mold casting
because of high mold cost it is best suited to mass production, and can be automated like that
typical parts : automotive pistons, pump bodies, and castings for aircraft/missiles
common metals : aluminum, magnesium, copper based alloys, cast iron
CANNOT be used for steels because of high pouring temps
Die Casting
molten metal is injected into mold cavity under high pressure
Pressure is maintained during solidification and then part is removed
molds = dies
Die casting machines
Designed to hold mold together while metal is forced into mold cavity
Hot Chamber machine
Cold Chamber machine
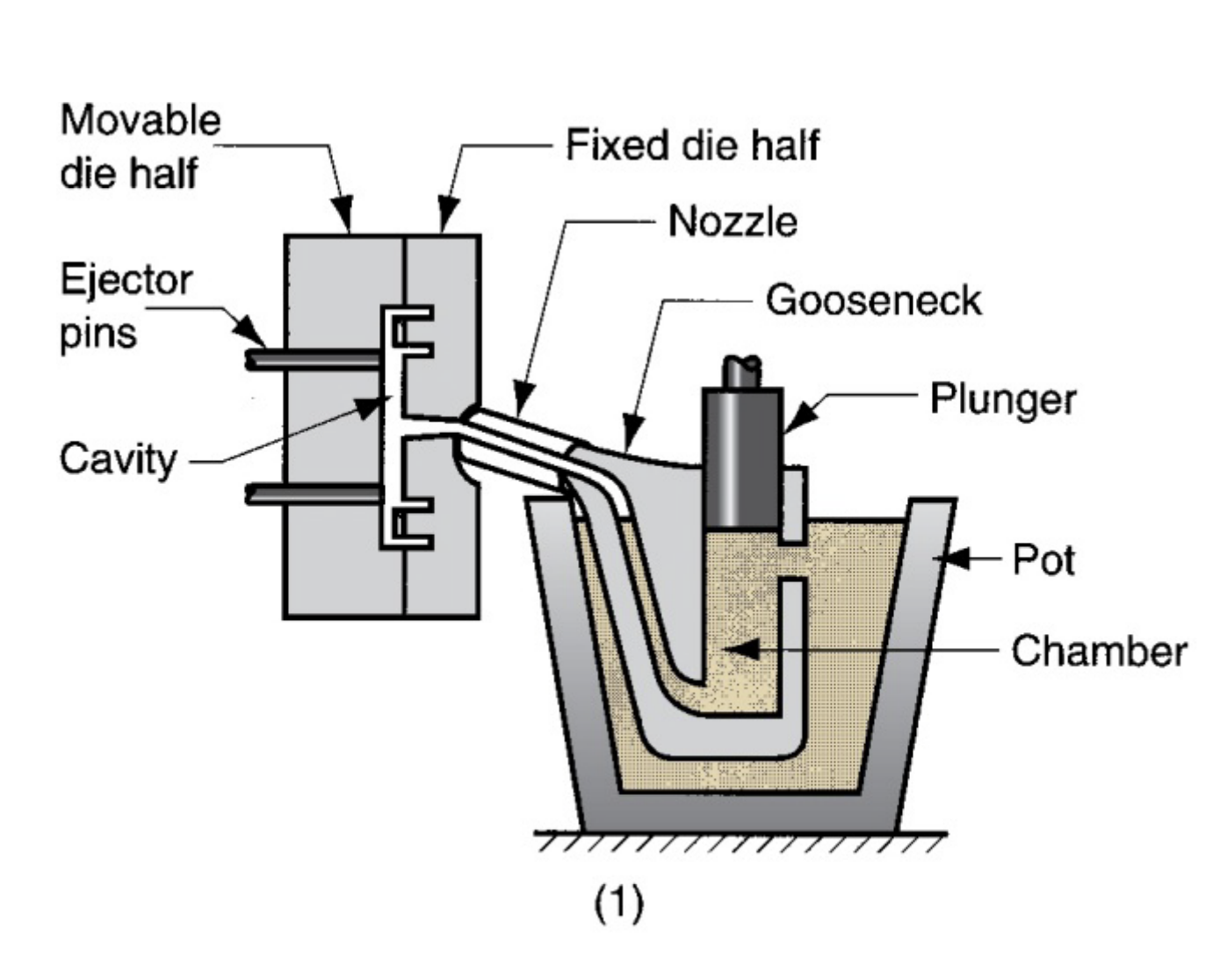
Hot Chamber Die Casting Machine
metal is melted in a container and a piston injects the metal under high pressure into the die
High production rates (500/hr)
limited to low melting point metals that do not attack plunger or other components
casting metals: zinc, tin, lead, magnesium
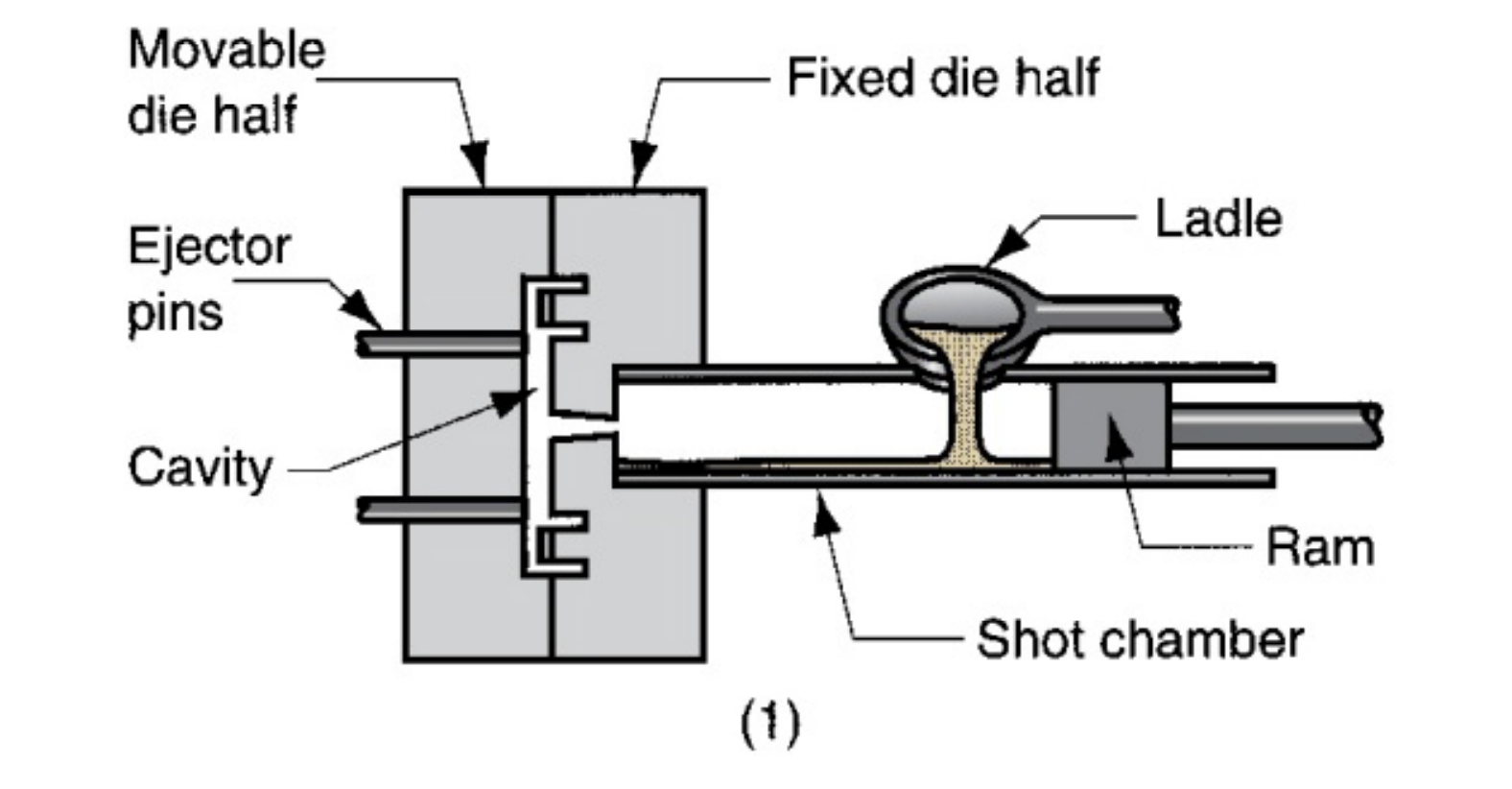
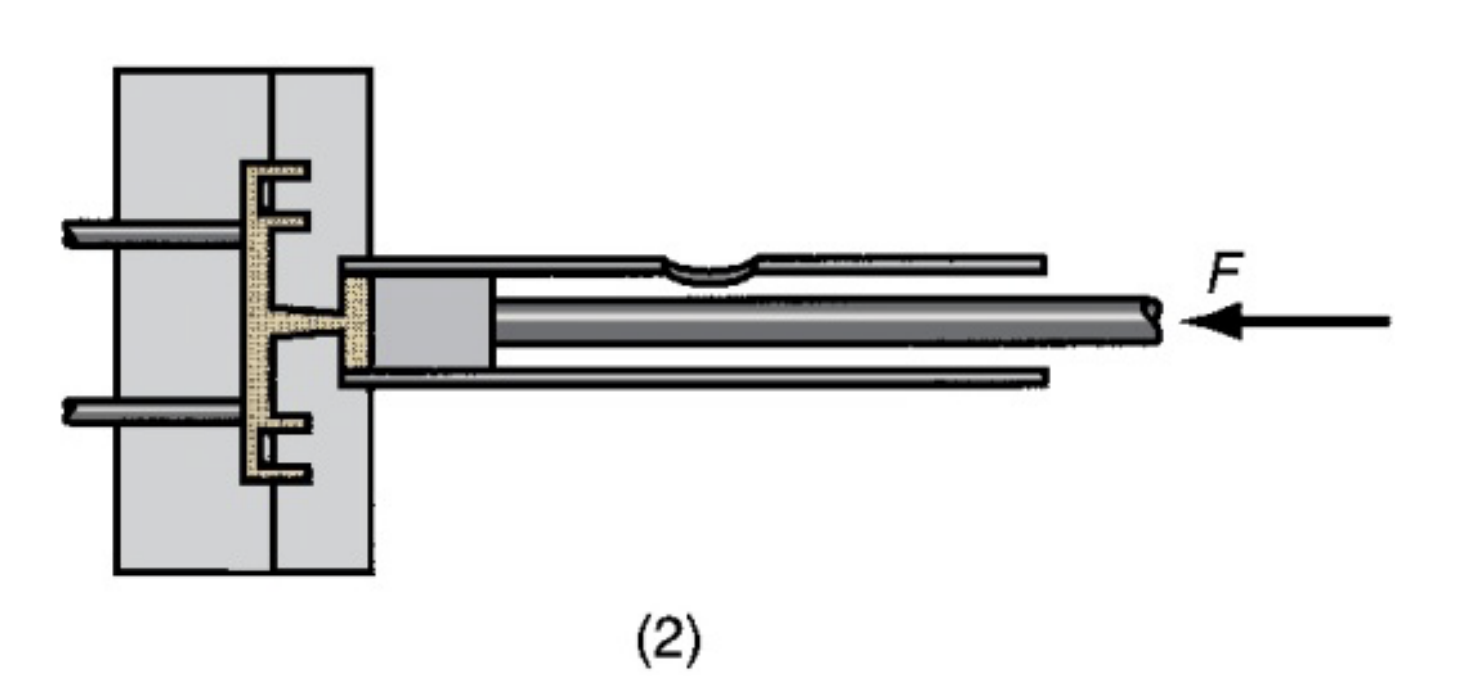
Cold Chamber Die Casting Machine
molten metal is poured into an unheated chamber from an external container, piston injects metal under high pressure
high production, but lower than HC because of pouring step
casting metals: aluminum, brass, and magnesium alloys
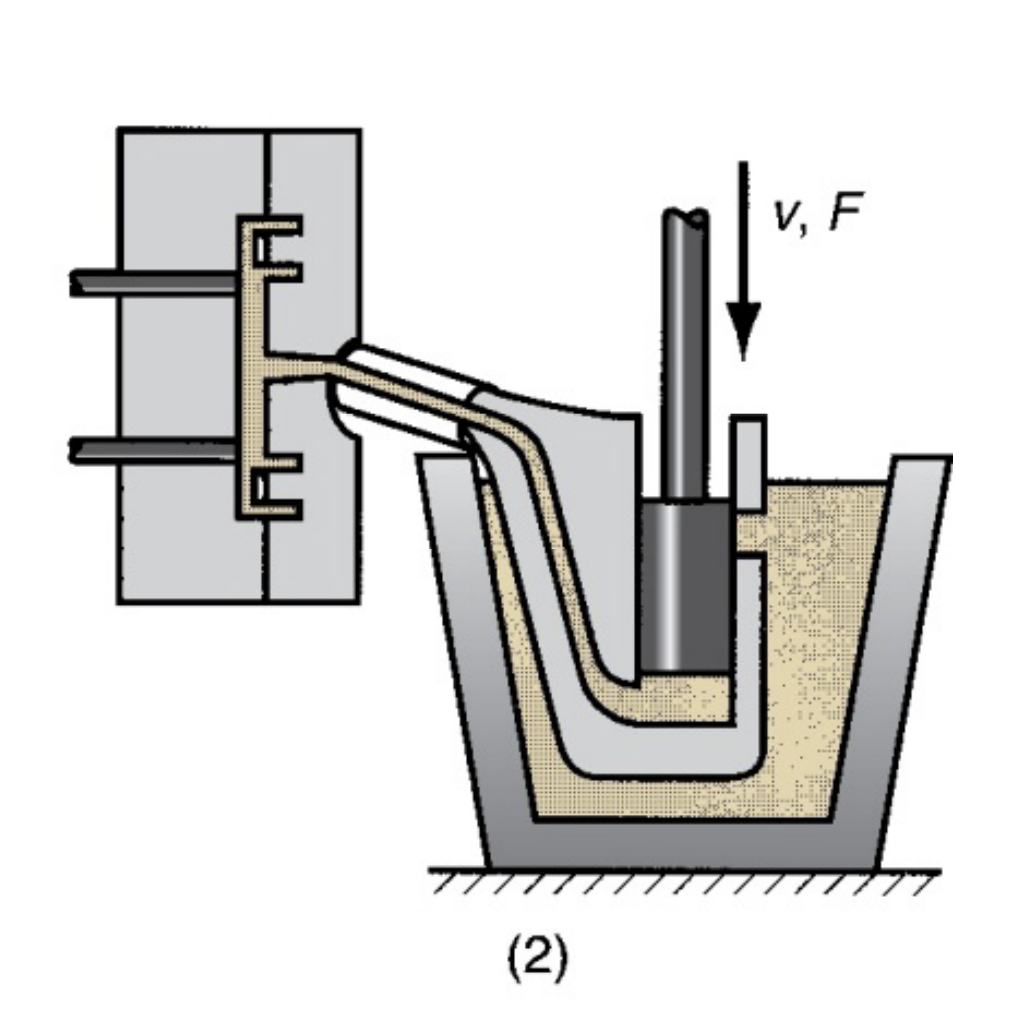
HC die casting cycle
die closed and plunger withdrawn molten metal flows into the chamber
Plunger forces metal in chamber to flow into die, maintaining pressure during cooling and solidification
plunger is withdrawn, die is opened and casting ejected
CC Die Casting Cycle
with die closed and ram withdrawn molten metal is poured into the chamber
ram forces metal to flow into die maintaining pressure during cooling and solidification
ram is withdrawn die is opened and casting removed
truck cab floor die casting
Die Casting advantages
economical for large production quantities
good accuracy and surface finish
thin sections feasible
rapid cooling = small grain sizes and stronger casting
Die casting disadvantages
generally limited to metals with low melting point
part geometry has to allow removing the die
Squeeze Casting
Combo of casting and forging in which molten metal is poured into a pre-heated lower die and the upper die is closed to create the mold cavity AFTER solidification begins
Semisolid Casting
Family of net shape and near net shape processes performed on metal alloys between liquidous and solidus temps
Mix of molten and solid metals during casting making it mushy
to flow properly the mixture needs solid metal globules (stir the mixture to prevent dendrite formation)
Semisolid casting advantages
complex part geometries
thin part walls possible
close tolerances
zero or low porosity, high strength of casting
Centrifugal Casting
family of processes where the mold is rotated at high speed so centrifugal force distributes molten metal to outer regions of die cavity
true centrifugal casting
semicentrifugal casting
centrifuge casting
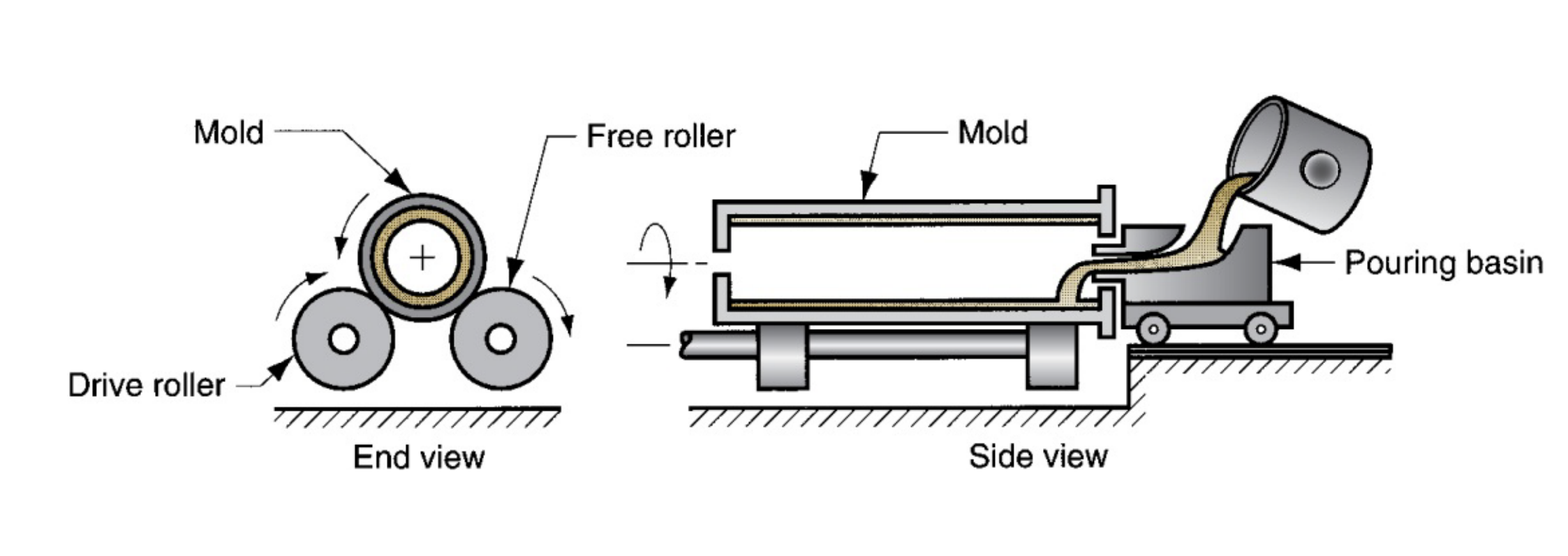
True centrifugal casting
molten metal is poured into rotating mold to make tubular part
parts: pipes, tubes, bushings, and rings
outside shape can be different but inside is ideally perfectly round
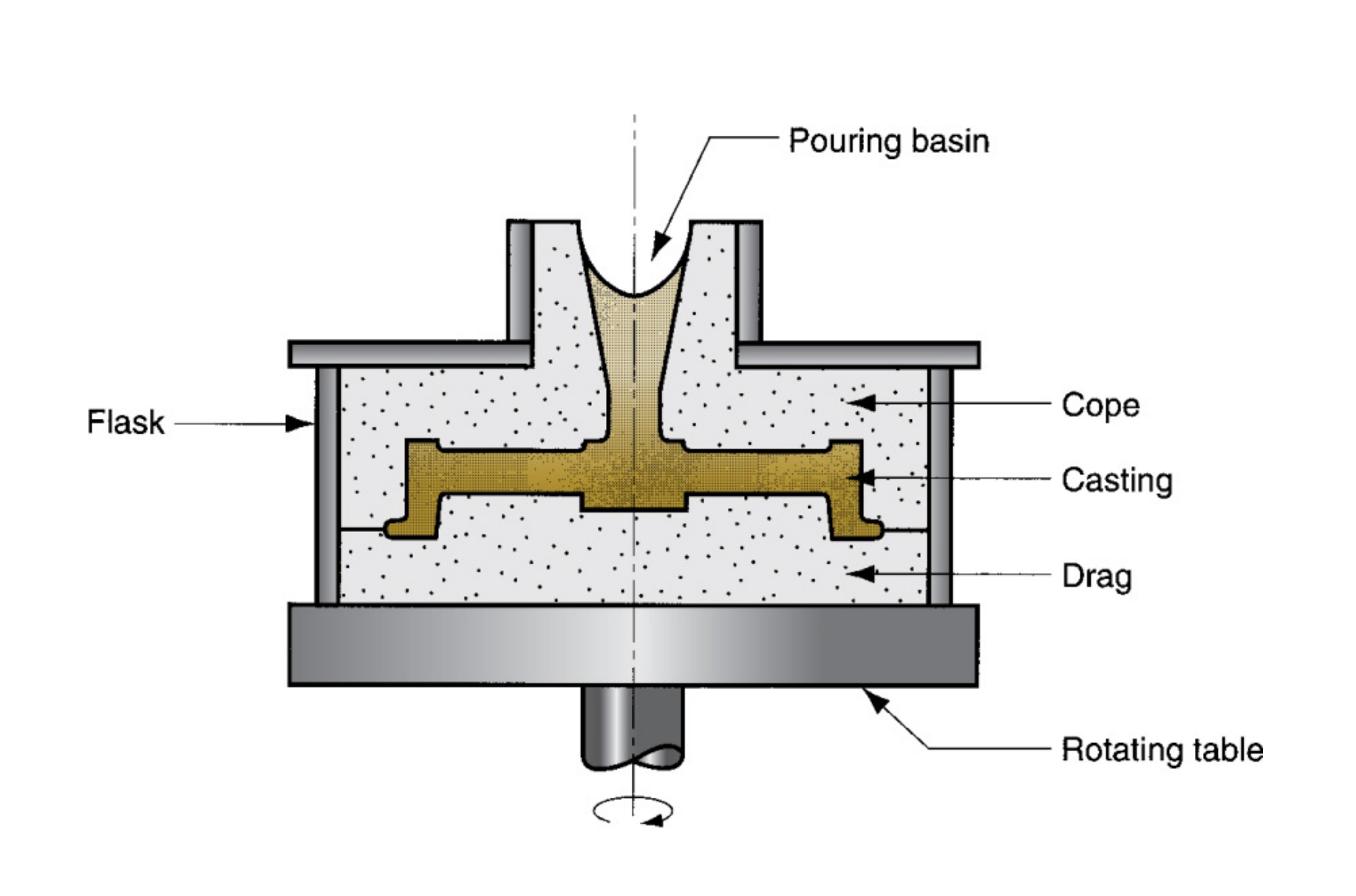
Semicentrifugal casting
centrifugal force is used to create solid casting instead of tube
use risers in the center and density of metal in final casting is greater in outer sections than at the center of rotation
Often used on parts where the center is machined away (eliminates the part where quality is worst)
Semicentrifugal casting
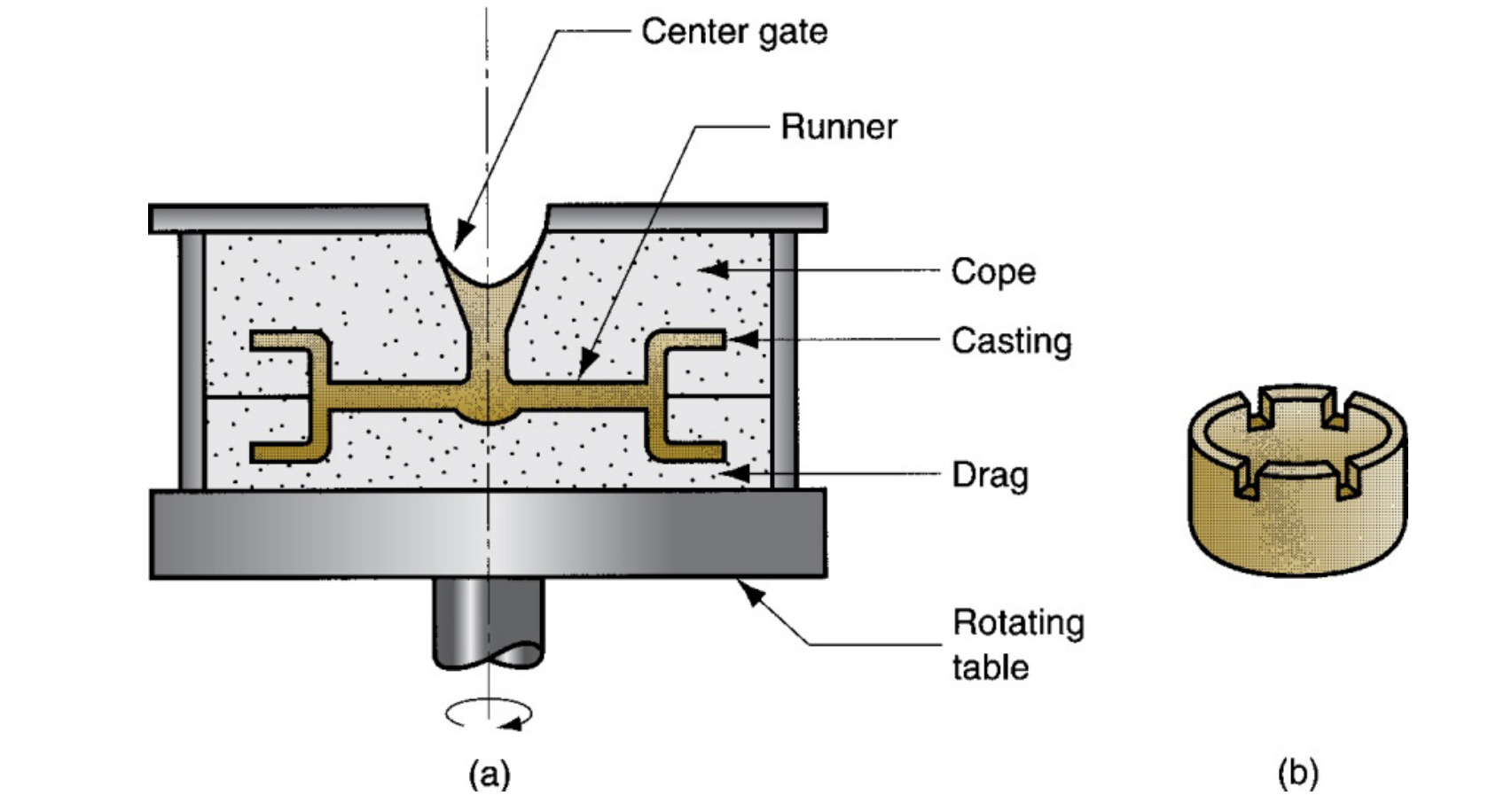
Centrifuge Casting
mold is created with part cavities located away from the axis of rotation
molten metal is distributed to those cavities via centrifugal forces
used for small parts, does not require radial symmetry
Centrifuge casting