Skärande bearbetning FL7
1/18
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
19 Terms
Beskriv egenskaperna hos fräsning
Fräsning används främst för att generera plana ytor, ansatser och spår.
Karakteristiskt för fräsning är det intermittenta skärförloppet, vilket bl.a. medför att skären utsätts
för slag när skären går i ingrepp. Det intermittenta skärförloppet innebär också att skären utsätts för temperaturväxlingarVid fräsning genereras oftast tunnare spåntjocklek
Spåntjockleken är ej konstant utan varierar under ingreppstiden
Fräsning är en effektiv bearbetningsmetod som erbjuder hög ytjämnhet och noggranhet
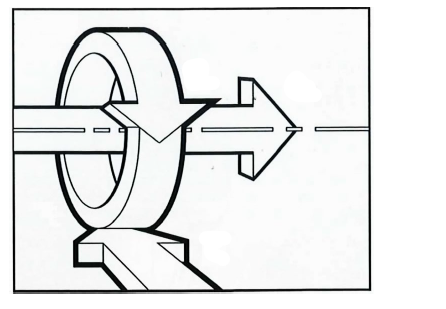
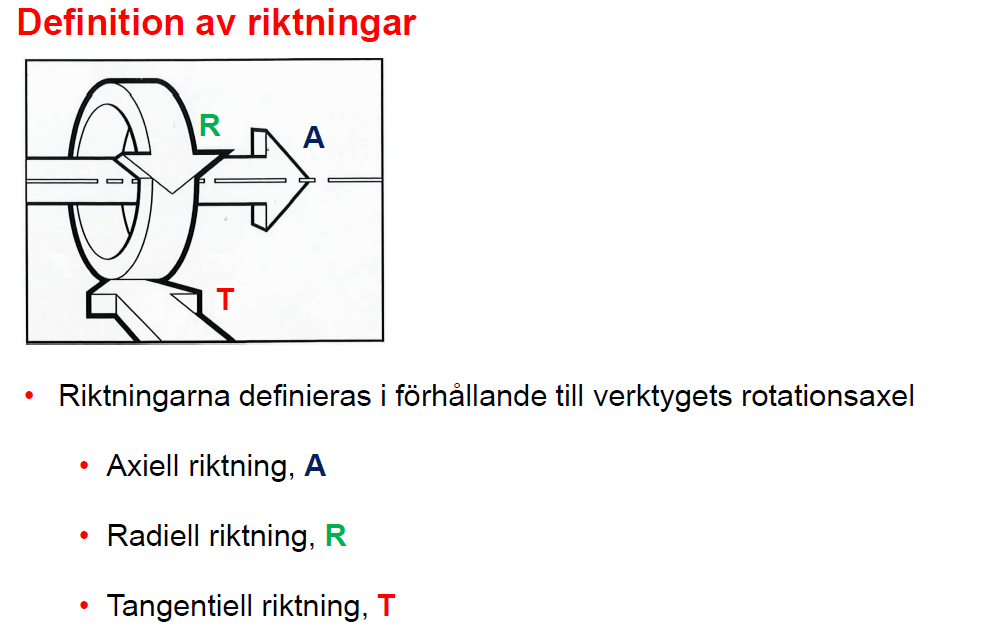
Vilka riktningar finns vid fräsning
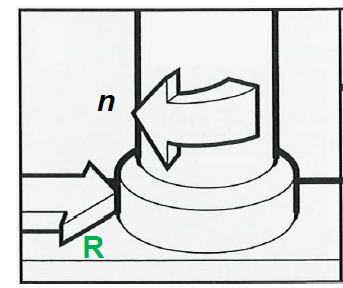
Beskriv planfräsning
Vid planfräsning utförs bearbetningen i huvudsak av skäreggen på verktygets periferi.
En viss del av bearbetning sker av eggarna på verktygets ändyta.Fräsverktygets rotationsriktning n bildar rät vinkel med den radiella matningen
Planfräsning är den vanligaste typen av fräsning
Beskriv Valsfräsning
Vid valsfräsning används de skärande eggarna på verktygets perferi.
Verktygets rotationsriktning n är parallell med den tangentiella matningen
Beskriv Axiell Fräsning
Vid axiell fräsning utförs bearbetningen av fräsens ändyta.
Verktygets rotationsriktning bilda rät vinkel med den axiella matningsriktningen.
Vad innebär matning per tand?
Fräsen är ett flerskärigt verktyg
Matningen per tand är dne linjära sträcka som verktyget förflyttas under den tid en viss egg
är i ingrepp
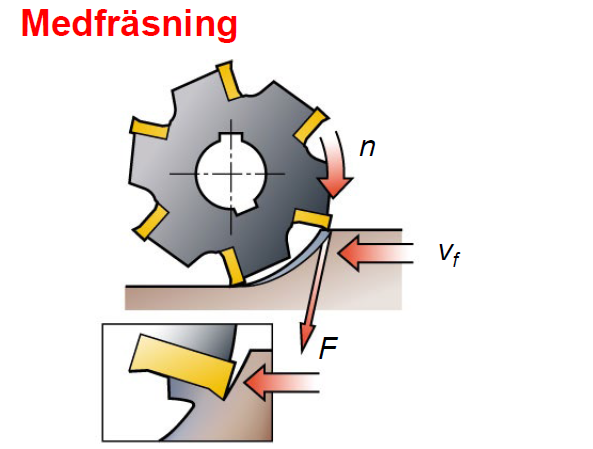
Beskriv fräsmtetoden medfräsning
Fräsen roterar med arbetstyckets matningsriktning
Vi har gynsamm spånbildning vid medfräsning, spåntjockleken är stor vid ingreppets
början för att sedan minska till nollMetoden nöter mindre på skären och risken för lössegg är mindre
Resulterande skärkraften F är riktad mot arbetstycket
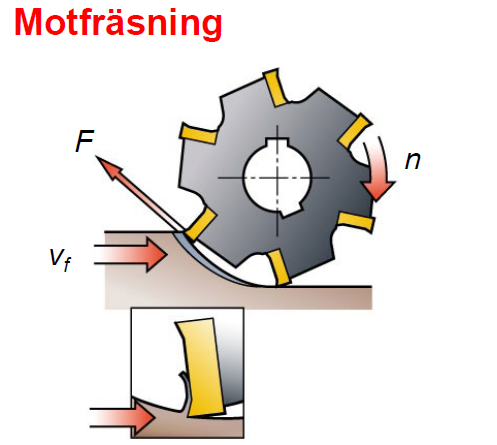
Beskriv fräsmetoden motfräsning
Fräsen roterar i motsatt riktning mot arbetsstyckets matningsriktning
Vid motfräs är spåntjockleken i början noll för att sedan öka.
Detta medför att innan eggen formår att skära i materialet uppstår höha skärkrafter pga. trycket mellan skäret
och arbetstycket. Vilket skapar stora friktionskrafter och därmed höga temperaturerOgynsamm spånbildning
Metoden nöter mer på skäreggen
Resulterande skärkraften F är ritktad ut ut arbetstycket
Beskriv sambandet mellan ställvinkel och spåntjocklek vid fräsning
Stor ställvinkel ger en tjockare och kortare spåna, höga skärkrafter
Liten ställvinkel ger en tunnare och längre spåna
Krävs generellt mer eller mindre effekt för fräsning än svarvning?
I allmänhet är spånavverkningen vid fräsning högre och kräver mer effekt än vid svarvning
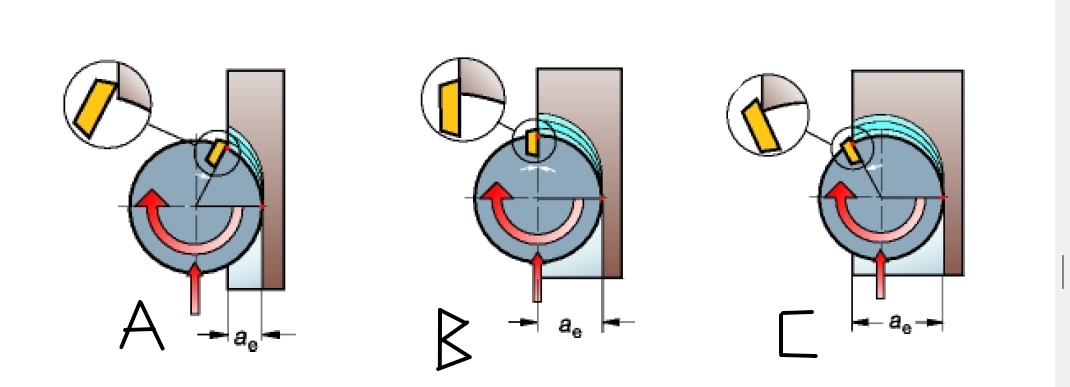
Beskriv ingreppsförhålllanden - ingång i ingrepp
Spånbildningen är beroende av positioneringen av verktyget och skärlivslängden påverkas av ingreppsförhållandet
A: Fräsens centrumlinje är långt utanför arbetstycket: Mycket belastning längst ut på skäreggen
där dem är som kännsligast.
B: Fräsens centrumlinje är i linje med kanten på arbetstycket: Stor stötbelastning vid ingång
C: Fräsens centrumlinje är långt innanför arbetsstycket: fördelaktig då hela verktygsdiametern
utnytjas maximalt. Den initiala belastningen tas upp längre in på skäreggen, inte vid känsligaste spetsen.
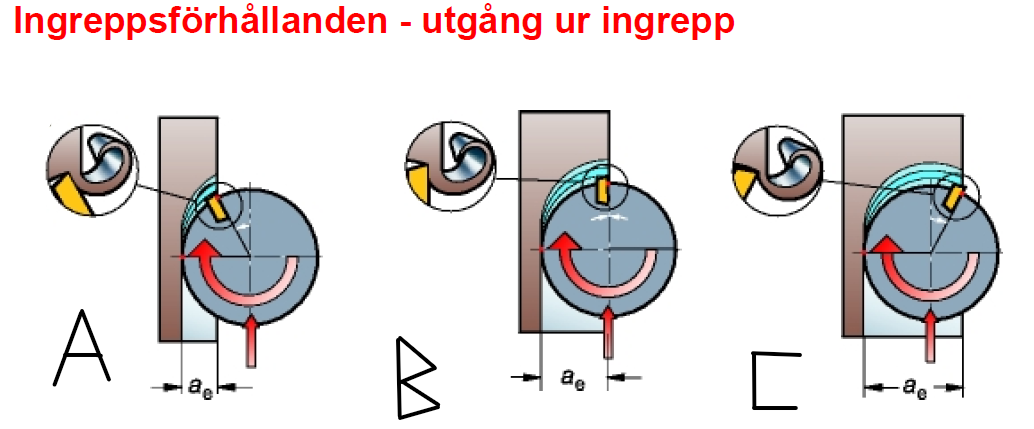
Beskriv ingreppsförhållanden - utgång ur ingrepp
Utgången ur arbetstycket har i praktiken visat sig vara det känsligaste delen av fräsningen.
När eggen lämnar arbetstycket frigörs skärkrafter plötsligt. För att minimera
krafterna som frigörs vid spånbrytningen måste vi sträva efter tunnaste möjliga spånan vid utgången.
A: Fräsens centrumlinje är långt utanför arbetstycket:
B: Fräsens centrumlinje är i linje med kanten på arbetstycket: mest ogynsamma
C: Fräsens centrumlinje är långt innanför arbetsstycket: Mest fördelaktig
Vad innebär dubbel negativ fräsning och när används det?
Både axiell och radiell spånvinkeln är negativ
Ger starka skäreggar
Lämplig vid bearbetning som involverar kraftiga slagpåkänningar, ex härdat stål och gjutgärn
Stora skärkrafter så stor motoreffekt och stabilitet krävs
Vad innebär dubbel positiv fräsning och när används det?
Både axiell och radiell spånvinkel är positiv
Låga skärkrafter, låg effektförbrukning
Används vid bearbetning av mjukt stål och aluminium och i vissa rostfria stål där
tendens för löseggsbildning finnsFördelaktig spånbildning
Vad innebär positiv negativ fräsning och när används det?
En positiv axiell spånvinkel och en negativ radiell spånvinkel
Medel effektförbrukning
Hög skärhållfasthet
Fördelaktig spånbildning
Används vid bearbetning med höga matningar och skärdjup
Beskriv borrning
Borrning omfattar alla metoder att med spånskärande verktyg ta upp cylindriska hål
Spånkontrollen och spånavgången är mycket viktig och påverkar hålkvaliten, verktygetslivslängd
och stabilitetenHuvudrörelsen utförs vanligen av verktyget och matningen är verktygets relativa rörelse mot arbetstycket
i axiell riktning
Vilka krav ställs på hål?
Dimensionstolerans
Rundhet
Rakhet
Parallelitet
Ytjämnhet
Positionsnoggranhet
Vilken är den vanligaste borrtypen och hur är den uppbyg
Spiralborren
Spiralborren är oftast av snabbstål (HSS)
Två huvudeggar och ett tvärreegg, tvärskäret förbinder de två huvudskären i centrum
Två spiralspår