Skärande bearbetning FL2
1/56
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
57 Terms
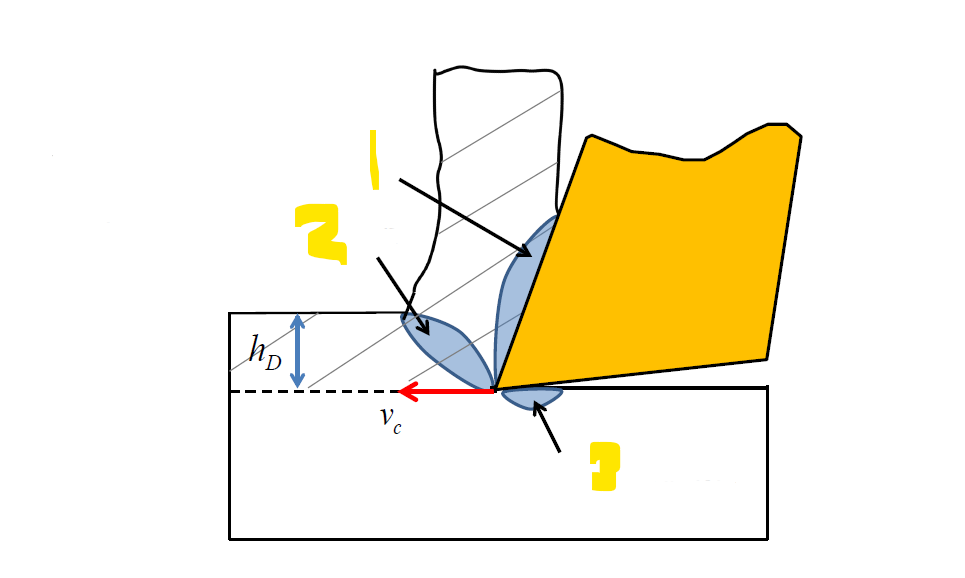
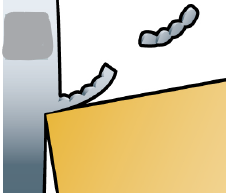
Vilken pil motsvarar primär-, sekundär- och tertiär deformationszon?
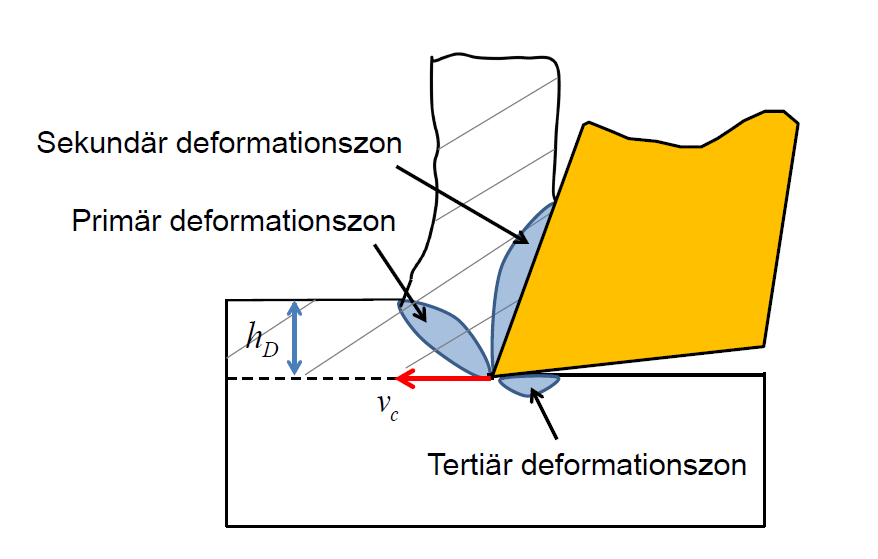
Beskriv primär deformationzon
Här deformeras arbetsmaterialet och avskiljs som en spåna. Denna zon kallas även skjuvzon eftersom materialet skjuvas
Beskriv sekundär deformatioszon
Här glider och deformeras spånan mot skärverktygets spånyta
Beskriv tertiär deformationszon
Här genereras ny materialyta samtidigt som arbetstycket glider och deformeras mot skärverktygets släppningsyta
Vad innebär en stor spånstukning?
En stor spånstukning innebär ett besvärligt bearbetningsförhållande med avseende på spånbrytning och höga belastningar på skäreggen.
Vi önskar så låg spånstuktning som möjligt. Stor spånstukning innebär större effektbehov och skärslitage.
Större positiv spånvinkel ger mindre spånstukning och därmed ett gynsammare bearbetningsförhållande med avseende på spånbrytning och belastningar på skäreggen.
Även ett mindre medelfriktionstalet mellan skär och arbetstycke minskar spånstukningen. Man kan sänka medelfriktionstalet genom att tillföra skärvätska och därmed få gynsammare bearbetningsförhållanden.
Negativ spånvinkel + stora friktionskrafter = ökad spånstukning
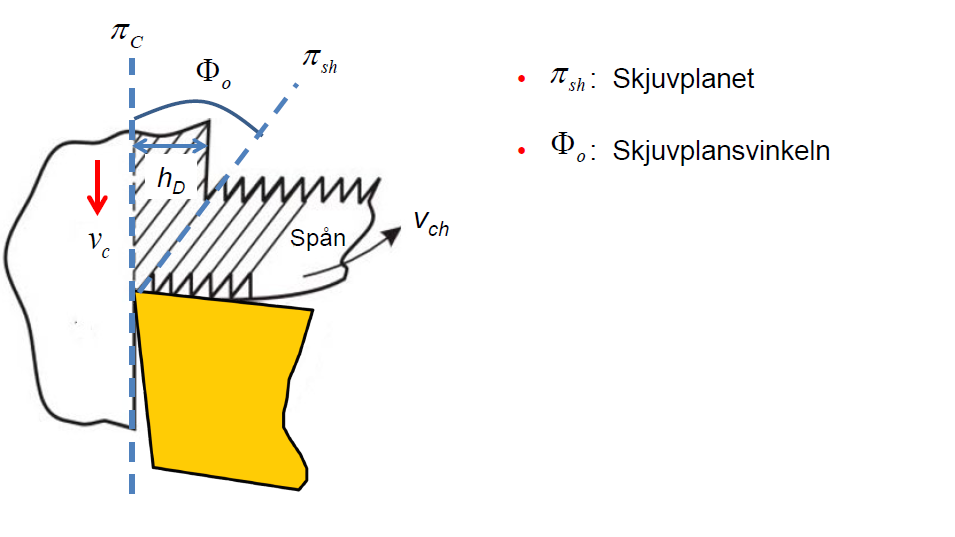
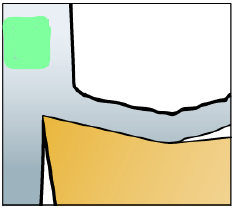
Beskriv skjuvplan och skjuvplansvinkel
Skjuvplan: Gränslinjen mellan spånan och arbetstycket skiljer det plastiskt deformerade materialet från det plastiskt odeformerade materialet. Vid skjuvplanet ändras alltså materialets riktning och fart plötsligt från skarhastighet vc till spånhastighet vch.
Skjuvplansvinkeln: Den vinkeln som skjuvplanet bildar mot skärhastigheten
Hur påverkar skjuvplansvinkeln?
Större skjuvplansvinkel ger mindre spånstukning och mindre energiåtgång, lättare bearbetning
Mindre skjuvplansvinkel ger svårare bearbetning
Så stor skjuvplansvinkel eftersträvas MEN! detta ger ett mindre eggvinkel vilket innebär ett svagt verktyg.
Stämmer det att medelskjuvningen i skjuvplanet vid skärande bearbetning är betydligt högre än vid dragprovning
ja
Spånstukningen kan utryckas som?
Medelskjuvninggen i skjuvplanet
Vad bestäms deformationsgraden av och vad innebär det?
skjuvplansvinkeln
Större deformationsgrad innebär högre energiåtgång då större skärkrafter behövs.
Mer värme genereras så effektförlusten blir större, men mer värme leder också till
ogynsamma arbetsförhållanden för både verktyg och arbetstycke.
För verktyget innebär det verktygs mjukning och slitage, för arbetstycket kan det innebära toleransfel.
Man eftersträvas så låg deformationsgrad som möjligt vid bearbetning
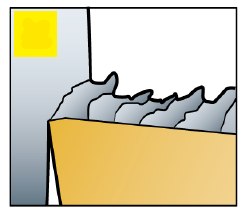
Vilka typer av spånformer finns?
Rakt spån
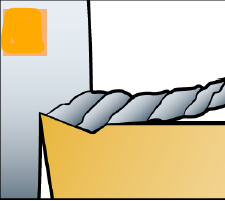
Olika typer av skruv- och spiralspån
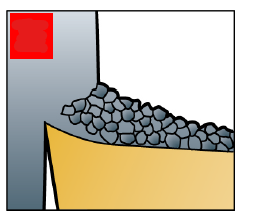
Brytspån
Varför strävar man efter spånkontroll?
-Undvika skador på operatör, arbetsstycke, verktyg och maskin
-Undvika produktionsstopp
-Undvika problem med spånevakuering
Vilka kan vara orsakerna till dålig spånkontroll?
Matningen är för låg
Skärdjupet är för lågt
Nosradien är för låg
För liten ställvinkel
Vad kan mycket korta spånor bero på och vilka konsekvenser ger det
Mycket korta spånor orsakar ofta kortare skärlivslängd på grund av för hög spånbelastning på skäreggen
Orsaker
Matning är för hög
ställvinkeln är för hög
för liten nosradie
Vilka 3 kategorier påverkar spånformen?
Arbetsmaterial
verktyg
skärdata
Vilken bokstav har huvudgruppen: stål?
P
Vilken bokstav har huvudgruppen: Rostfritt stål?
M
Vilken bokstav har huvudgruppen: Gjutjärn?
K
Vilken bokstav har huvudgruppen: Aluminium?
N
Vilken bokstav har huvudgruppen: Varmhållfasta legeringar?
S
Vilken bokstav har huvudgruppen: Härdat stål?
H
Vilken grupp bearbetas här?
Stål (P)
Hur är skärande bearbetningen av stål?
Spånbildningen är relativt lätt, oftast fås kontinuerliga, jämna långa spånor där spånkontrollen är enkel.
Bearbetningen kräver medel effekt
Ferrit är mjukt och kletar
Cementit och perlit är hård och sliter
Stål med lågkolhalt är kletande och kräver vassa skäreggar
Stål med hög kolhalt är sprödare
Vilka legeringämnen bildar karbider som är hårda och sliter på skäreverktyget?
Krom (Cr)
Molybden (Mo)
Vanadin (V)
Volfram (W)
Titan (Ti)
Vad har legeringsämnet bly för egenskaper?
Bly (Pb) är smörjande och ger mindre friktion och bättre spånbrytning
Vilken grupp bearbetas här?
Rostfritt stål (M)
Hur är skärande bearbetningen av rostfritt stål?
Rostfrittståll ger ofta långa lammellä’ra spånor.
Spånbrytningen varierar beroende på legeringselementen
Generrelt 5 ggr mer krävande än vanligt stål
pga dålig värmeledning & självhärdning i skjuvzonen
Vilken grupp bearbetas här?
Gjutjärn (K)
Hur är skärande bearbetningen av gjutjärn?
Gråjärn ger nästan pulverliknande spånor
Segjärn påminner om stålets spånbildning
Normalt krävs låg maskineffekt
Vilken grupp bearbetas här?
Aluminium (A)
Hur är skärande bearbetningen av Aluminium?
Aluminium är mjuk och kletande, därför behövs vassa skäreggar, problemet kan även minskas med skärvätskor
Lättbearbetad och låg maskineffekt
Sammansvetsade långa spånor
Halter över 12% med kisel ger bättre spånkontroll men höga Si halter sliter på verktyget
Vilken grupp bearbetas här?
Varmhållfasta legeringar (S)
Hur är skärande bearbetningen av Varmhållfasta legeringar?
Komplicerad spånkontroll
Hög effekt krävs
Vilken grupp bearbetas här?
Härdat stål (H)
Hur är skärande bearbetningen av Härdat stål?
Medelgod spånkontroll
Hög effekt krävs
Högt tryck och hög temperatur vid spånbildningen
Negativ spånvinkel kr’
Hur påverkar skärdjupet spånformen?
Låga skärdjup: spiral formade spånor (fin svarvning)
Stort skärdjup: kommaformade spånor (grovsvarvning)

Hur påverkar spånflödets riktning av ställvinkeln?
Stor ställvinkel riktar spåret mot arbetsverktyget
Liten ställvinkel riktar spånet mot arbetstycket
Nämn 4 olika spåntyper med hänsyn till spånbildningsförloppet och för vilka material de är vanligt vid bearbetning
Flytspån (stål)
Skjuvspån (rostfritt stål)
Lamellspån (rostfritt stål)
Klyvspån (gjutgärn)
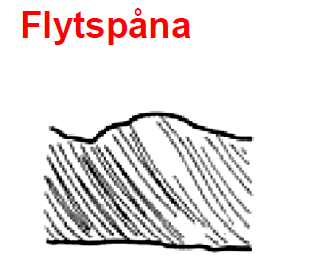
Beskriv Flytspån
Uppträder vid höga skärhastighetet
Likformigt deformerade spånor
Inga sprödhetsfenomen
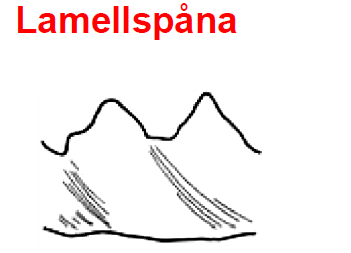
Beskriv lamellspån
Lamellspåna erhålls om arbetsmaterialets hållfasthet minskar i samband med deformationen i skjuvplanet
Erhålls även om strukturen varierar i olika delar av spånen
Beskriv skjuvspånet
Består av element som först fullständigt avskiljs i skjuvplanet med därefter åter delvis svetsats samman

Beskriv klyvspån
Erhålls vid bearbetning av spröda material med ojämn struktur eller inneslutningar
Brottet kan ske längs korngränsen eller tvärs över, alltid i oförutsägbar riktning

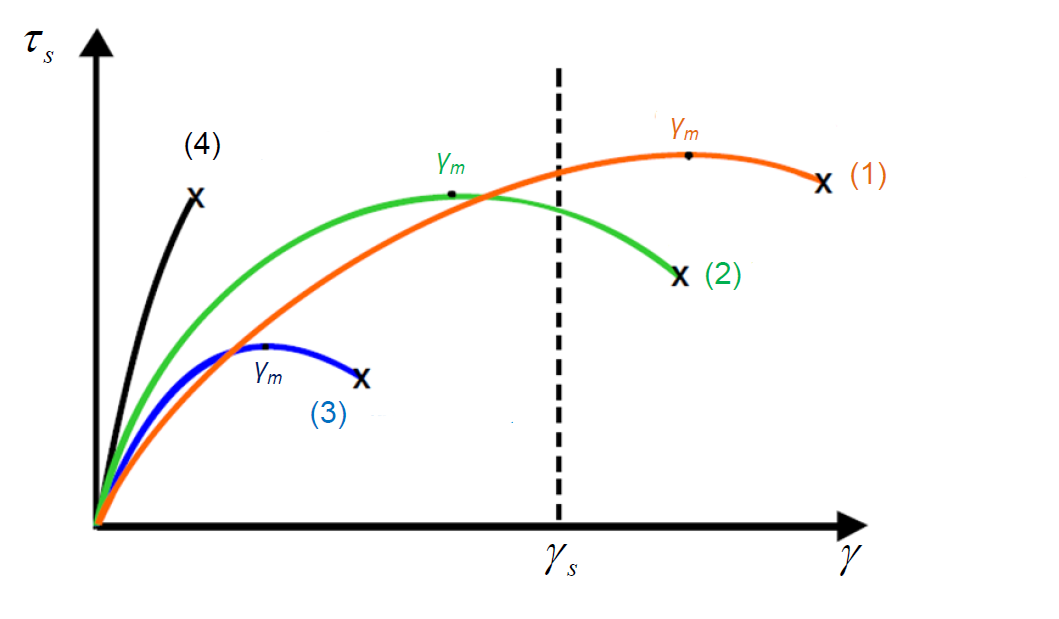
Vilka siffror tillhör vilken spåntyp
Flytspån
Lamellspån
Skjuvspån
Klyvspåna
Vilka spånformer eftersträvas?
Generrelt gäller att vi alltid ska eftersträva korta kommaformade spånor vid bearbetning
Vad innebär "Kort kommaformade” spånor
Mindre effekt går till spånbrytning
Mindre påkänningar på skäreggen
Lätta att leda bort
Vad innebär mycket korta hoprullade spånor?
Hög effekt åtgår till spånbrytning
Hög belastning på skäreggen
Risk för utböjning och vibration
Vad innebär långa flytspånor?
Mycket svåra att avleda
Kan repa och skada arbetstycke eller verktygen
Vilka faktorer bidrar till spånans krökning och “curl”
Olika hastigheter på spånans ytor
Olika temperaturer på spånans ytor
Olika svalningshastigheter på spånans ytor
Krökningsradien ökar med positiv spånvinkel
Vad innebär självbrytning och för vilka material
Materialet i kombination med spånanskrökning gör att spånorna bryts när de lossnar från skäret
Gäller för sprödare material
Vad innebär “brytning mot verktyget”
Spånan kröker sig kring verktyget tills den kommer i kontakt med skäret eller verktygshållaren.
Trycket gör att den går av
Vad innebär “brytning mot arbetstycket”
Spånan går av när den kommer i kontakt mot den bearbetade ytan
Ger dålig ytjämnhet
kan vara lämpligt vid grovbearbetning
Vad begränsar maximal matning?
Nosradien
Vad begränsar minimal matning?
Eggradien
Vad begränsar minimal skärdjup?
nosradien
Vad begränsar maximal skärdjup?
Skärens längd
Vilken metod bör användas för att få det “perfekta” spånet
Maximera skärdjupet
ställ sedan in matningen
Hur fungerar en inbyggd spånbrytare?
Ökar krökningsradien
Riktar spånan mot verktyget eller arbetstycket