Extrusion and Injection Blow Molding
1/56
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
57 Terms
Extrusion blow molding (EBM)
Injection blow molding (IBM)
Thermoplastic bottles are made by one of two processes: (2)
Extrusion blow molding
This process combines extrusion with a blowing setup.
False
(EXPLANATION: The majority of detergent, oil, and other household chemical bottles are made by extrusion blow molding.)
TRUE OR FALSE. The majority of detergent, oil, and other household chemical bottles are made by injection blow molding.
READ.
Under extrusion blow molding,
Most plastics can be extrusion blow molded, providing they have enough strength in the melt form (i.e., a low melt flow rate) to hold together when extruded into a parison.
EBM can accommodate many creative designs, including bottles with handles (handware), two-part containers, and containers with integral measuring chambers.
READ.
Under extrusion blow molding,
Most plastics can be extrusion blow molded, providing they have enough strength in the melt form (i.e., a low melt flow rate) to hold together when extruded into a parison.
EBM can accommodate many creative designs, including bottles with handles (handware), two-part containers, and containers with integral measuring chambers.
Polyethylene (PE)
Polypropylene (PP)
Polyvinyl chloride (PVC)
These three (3) plastics account for the majority of extrusion blow-molded bottles.
A hollow plastic tube (parison) is extruded.
While in a soft and formable state, the parison is captured between the mating halves of a bottle mold.
Air is blown into the hollow parison, stretching the deformable parison to conform to the mold walls.
The newly formed bottle is held in the mold until it cools sufficiently to retain its shape.
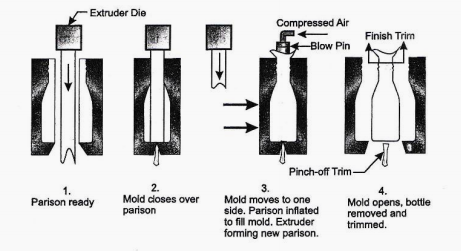
Enumerate the steps in a typical extrusion blow molding sequence.
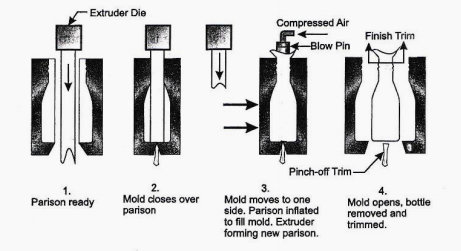
FAMILIARIZE. Typical extrusion blow molding sequence.
FAMILIARIZE. Typical extrusion blow molding sequence.
False
(Explanation: The parison centerline does not necessarily coincide with the mold centerline. The parison size and position are related to the container’s finished configuration.)
TRUE OR FALSE. The parison centerline should necessarily coincide with the mold centerline.
READ.
Under extrusion blow molding,
Off-centered designs and handleware will occasionally have the mold centerline on an angle to the parison centerline in order to achieve the desired material distribution.
For larger bottles and for some handleware, the parison may be pre-inflated by a small puff of air prior to the mold closing and final bottle blow.
READ.
Under extrusion blow molding,
Off-centered designs and handleware will occasionally have the mold centerline on an angle to the parison centerline in order to achieve the desired material distribution.
For larger bottles and for some handleware, the parison may be pre-inflated by a small puff of air prior to the mold closing and final bottle blow.
If the plastic is too cool to fuse adequately
If the weld line is grooved because of improper tool design
When do poorly formed weld lines mostly occur?
READ.
Under extrusion blow molding,
One of the more critical areas of a bottle is its base.
The mechanical action of forming the molten plastic and pinching the parison off to form the weld line can introduce a great deal of stress into the plastic material.
READ.
Under extrusion blow molding,
One of the more critical areas of a bottle is its base.
The mechanical action of forming the molten plastic and pinching the parison off to form the weld line can introduce a great deal of stress into the plastic material.
True
(ADDITIONAL: This allows most users the option of using a custom-designed mold.)
TRUE OR FALSE. Blow molds are moderate in cost.
Aluminum or beryllium copper
EXTRUSION BLOW MOLDS. Determine what is being asked below.
Most high-speed bottle molds are made from ___ or ___.
Neck, finish, bottom pinch-off, and pinch-off areas for blown handles
EXTRUSION BLOW MOLDS. Determine what is being asked below.
What areas of a bottle are considered critical high-wear mold areas?
Replaceable steel inserts
EXTRUSION BLOW MOLDS. Determine what is being asked below.
Critical high-wear areas are usually made of what material?
Polished mold surfaces
EXTRUSION BLOW MOLDS. Determine what is being asked below.
Hard, high-gloss materials such as PVC and PS with low shrink factors require ____ mold surfaces.
Sandblasted mold surfaces
EXTRUSION BLOW MOLDS. Determine what is being asked below.
Higher shrink materials such as PE and PP use ____ mold surfaces for optimum container appearance.
Mold clamp force
EXTRUSION BLOW MOLDS. Determine what is being asked below.
It must be sufficient to clamp, weld, and shear the parison at pinch-off points, and must have enough force to withstand the pressures developed during the blowing portion of the operating cycle.
Pinch-off points
(ADDITIONAL: They appear as small, thickened lines where the mold halves met to seal the plastic.)
EXTRUSION BLOW MOLDS. Determine what is being asked below.
These are the seams at the bottom or handle of a plastic bottle where excess material was squeezed together during blow molding.
Neck
Handle
Bottom
EXTRUSION BLOW MOLDS. Determine what is being asked below.
What areas are considered pinch-off points in a bottle?
True
EXTRUSION BLOW MOLDS. Determine what is being asked below.
TRUE OR FALSE. Compared to injection molding, the pressures used in extrusion blow molding are within the range of shop air.
Blow-molding cycle time
EXTRUSION BLOW MOLDS. Determine what is being asked below.
It is usually controlled by how quickly the blown part can be cooled and ejected.
READ.
Under extrusion blow molds,
Water channels drilled into the mold body provide cooling.
Trimming devices for finishing the bottle neck area and for removal of the bottom tab are preferably incorporated into the mold.
Where this is not economically feasible or practical, trimming, neck finish, facing and reaming devices are used in secondary operations downstream of the blowing operation.
Special trimming dies are required if large “flash” areas or the center waste area of handled bottles is to be trimmed away.
READ.
Under extrusion blow molds,
Water channels drilled into the mold body provide cooling.
Trimming devices for finishing the bottle neck area and for removal of the bottom tab are preferably incorporated into the mold.
Where this is not economically feasible or practical, trimming, neck finish, facing and reaming devices are used in secondary operations downstream of the blowing operation.
Special trimming dies are required if large “flash” areas or the center waste area of handled bottles is to be trimmed away.
True
EXTRUSION BLOW MOLDS. Determine what is being asked below.
TRUE OR FALSE. An extruder can produce parisons at a faster rate than a typical bottle blowing cycle.
Shuttle blow molder
EXTRUSION BLOW MOLDS. Determine what is being asked below.
It is the most common machine configuration.
READ.
Under shuttle blow molder,
A mold or mold set is located on either side of the parison extruder.
When the parison is ready, a mold slides into position, closes over the parison, cuts it off and slides off to one side for the blowing and cooling cycle.
While this is happening, the alternate mold set moves over the continuously extruding parison to start its cycle.
READ.
Under shuttle blow molder,
A mold or mold set is located on either side of the parison extruder.
When the parison is ready, a mold slides into position, closes over the parison, cuts it off and slides off to one side for the blowing and cooling cycle.
While this is happening, the alternate mold set moves over the continuously extruding parison to start its cycle.
Rotating turntable
EXTRUSION BLOW MOLDS. Determine what is being asked below.
A lesser-used arrangement places a group of molds on a ____ where each mold rotates past the extruder to receive a parison and then moves away to complete the blowing and cooling cycle while other molds are rotated under the extruder.
Ferris-wheel-like arrangement
(ADDITIONAL: This system is mechanically more complex but has the advantage of minimizing trim regrind. This can be important in multilayer constructions where comingled plastic trim might cause a recycling problem.)
EXTRUSION BLOW MOLDS. Determine what is being asked below.
Another method locates the mold in a ____ where the parison is extruded as a continuous pipe into the closely located molds.
Co-extruded parisons
MULTILAYER BOTTLES. Determine what is being asked below.
Bottles having two or more material layers can be made from ___.
EVOH
MULTILAYER BOTTLES. Determine what is being asked below.
A major application of co-extrusion technology is the manufacture of plastic bottles using high-oxygen-barrier polymers such as ___.
Polyethylene
MULTILAYER BOTTLES. Determine what is being asked below.
This polymer is satisfactory as an outside layer for applications such as dental pastes.
True
MULTILAYER BOTTLES. Determine what is being asked below.
TRUE OR FALSE. PE’s low softening temperature makes it unsuitable for hot-filled sauce bottles.
False
(EXPLANATION: PE or PP do not bond well to EVOH, so an additional material, the tie or adhesive layer, must be introduced to bind the laminate together.)
MULTILAYER BOTTLES. Determine what is being asked below.
TRUE OR FALSE. PE or PP bond well to EVOH.
Process regrind
MULTILAYER BOTTLES. Determine what is being asked below.
This material is usually introduced as a sixth layer between the outer skin and the outer tie layer.
PET
MULTILAYER BOTTLES. Determine what is being asked below.
What polymer should be used as a skin layer if high clarity is desired?
MXD6
MULTILAYER BOTTLES. Determine what is being asked below.
It is a proprietary nylon with higher oxygen barrier properties than the nylon 6 and 66 and is being laminated with PET for high-barrier bottles.
Round
(ADDITIONAL: In these designs, the parison expands equally in all directions.)
MATERIAL DISTRIBUTION. Determine what is being asked below.
The simplest containers to produce are ___ in cross-section.
True
MATERIAL DISTRIBUTION. Determine what is being asked below.
TRUE OR FALSE. Paneling is easily visible in round containers.
Paneling
MATERIAL DISTRIBUTION. Determine what is being asked below.
This occurs when the walls of a plastic bottle collapse inward due to pressure difference.
Material will tend to be thickest at the panel and thinnest at the corners.
MATERIAL DISTRIBUTION. Determine what is being asked below.
Oblong containers require that the material flow farther to fill the corners. In these containers, where will the material be the thickest and thinnest?
Material will tend to be the thickest at the narrowest point.
MATERIAL DISTRIBUTION. Determine what is being asked below.
In narrow-waisted corners, where will the material be the thickest?
READ.
Under material distribution,
A programmed parison overcomes material distribution problems.
Such parisons are created by having a parison extruder die-core mandrel that moves according to a preset program.
The mandrel position determines wall thickness at each point on the parison along the height of the bottle.
Parison wall thickness is set to be greater where more material is needed to accommodate a greater expansion, and less where the bottle is narrower.
READ.
Under material distribution,
A programmed parison overcomes material distribution problems.
Such parisons are created by having a parison extruder die-core mandrel that moves according to a preset program.
The mandrel position determines wall thickness at each point on the parison along the height of the bottle.
Parison wall thickness is set to be greater where more material is needed to accommodate a greater expansion, and less where the bottle is narrower.
Injection blow molding
INJECTION BLOW MOLDING. Determine what is being asked below.
This method combines injection molding and blow molding.
Injection blow molding
INJECTION BLOW MOLDING. Determine what is being asked below.
In this method, a parison or “preform” is injection molded instead of extruded.
False
(EXPLANATION: Injection-molding of a parison allows more exact control over material distribution than extrusion-molding.)
INJECTION BLOW MOLDING. Determine what is being asked below.
TRUE OR FALSE. Extrusion blow molding allows more exact control over material distribution than available when injecting a parison.
One-step
INJECTION BLOW MOLDING. Determine what is being asked below.
When injection and blowing are done on a single machine, the process is described as ___.
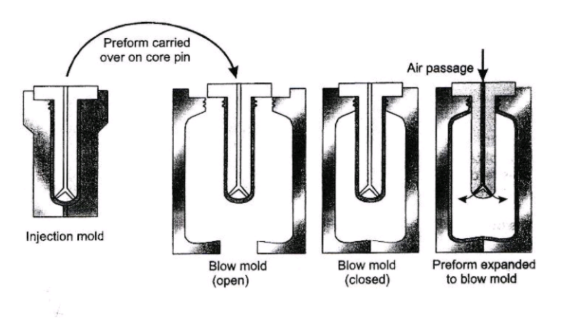
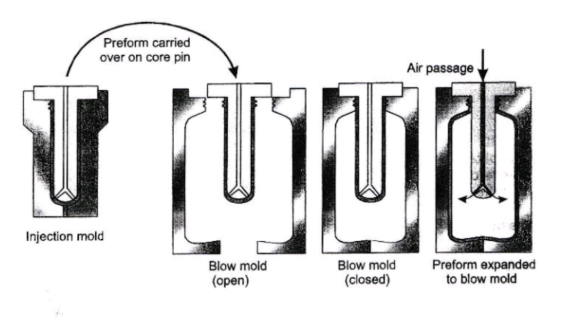
FAMILIARIZE. The injection blow molding process combines preform molding and a bottle blowing cycle.
FAMILIARIZE. The injection blow molding process combines preform molding and a bottle blowing cycle.
True
INJECTION BLOW MOLDING. Determine what is being asked below.
TRUE OR FALSE. Economic generally confines injection blow molding to a higher volume production.
Injection mold (to produce the preform)
Blow mold (to blow the container or bottle)
INJECTION BLOW MOLDING. Determine what is being asked below.
Enumerate the two (2) molds required to make an injection blow-molded bottle or container.
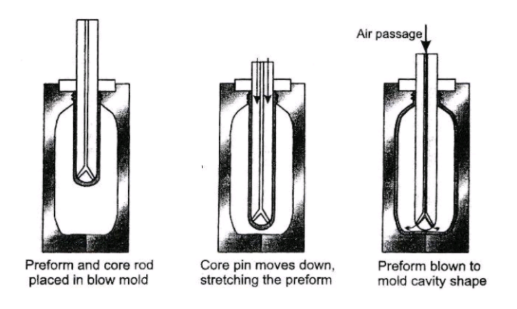
Injection-stretch blow molding
INJECTION BLOW MOLDING. Determine what is being asked below.
It is a variation of injection blow molding that uses a rod to stretch the preform during blowing.
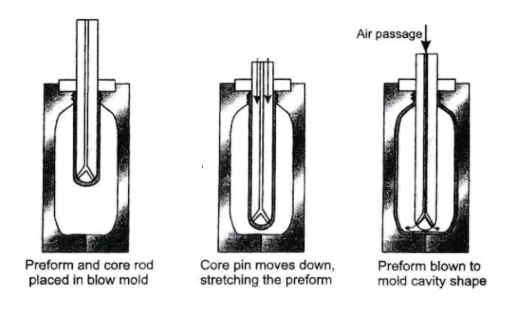
READ.
Under injection-stretch blow molding,
In a typical operation, at the point that the core rod touches the bottom of the preform, a small amount of air is introduced to start the blowing process. When the core rod reaches the bottom of the mold, the full volume of inflating air is introduced.
This mechanical stretching orients the polymer molecules and improves stiffness and barrier properties.
A major application for injection-stretch blow molding is the manufacture of PET carbonated beverage bottles.
READ.
Under injection-stretch blow molding,
In a typical operation, at the point that the core rod touches the bottom of the preform, a small amount of air is introduced to start the blowing process. When the core rod reaches the bottom of the mold, the full volume of inflating air is introduced.
This mechanical stretching orients the polymer molecules and improves stiffness and barrier properties.
A major application for injection-stretch blow molding is the manufacture of PET carbonated beverage bottles.
Injection-stretch blow molding
INJECTION BLOW MOLDING. Determine what is being asked below.
It is the favored process for making PET carbonated-beverage bottles.
Shrink
INJECTION BLOW MOLDING. Determine what is being asked below.
One drawback of conventional ISBM bottles is that they will ___ if hot-filled.
READ.
Under injection blow molding,
It is common practice for preforms to be injection molded at a central location and for the preforms to be transported for blowing to their final bottle form at filling plants.
READ.
Under injection blow molding,
It is common practice for preforms to be injection molded at a central location and for the preforms to be transported for blowing to their final bottle form at filling plants.
True
INJECTION BLOW MOLDING. Determine what is being asked below.
TRUE OR FALSE. Both EBM and IBM can be used to produce narrow- and wide-mouth bottle shapes.
True
INJECTION BLOW MOLDING. Determine what is being asked below.
TRUE OR FALSE. Injection blow molding is able to produce bottle finishes that are more complex and with closer tolerances.
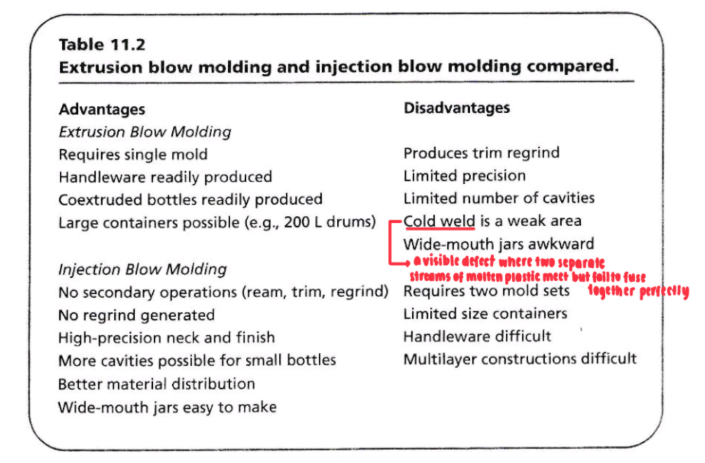
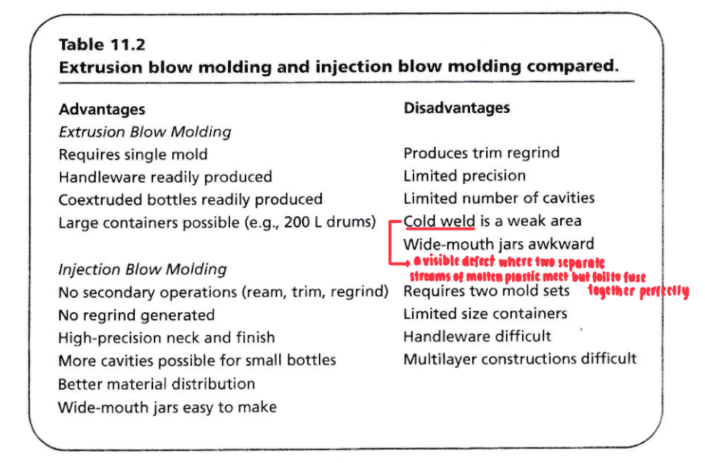
FAMILIARIZE. Extrusion blow molding and injection blow molding compared.
FAMILIARIZE. Extrusion blow molding and injection blow molding compared.