Levensmiddelentechnologie - Low Temperature Preservation
1/16
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
17 Terms
What is low T preservation?
increase in shelf life by inhibition but no destruction of MO and enzymes
→ T-increase permits growth of pathogens and increases spoilage
Careful control of cold chain (-1°C to 8°C)
Chilled storage at production plant
Refrigerated transport
Retail chill display cabinets
Domestic refrigerators
Low T preservation: outline
Mechanical vapor-compression system
Cryogenic chilling
Effect on MO
Case-study
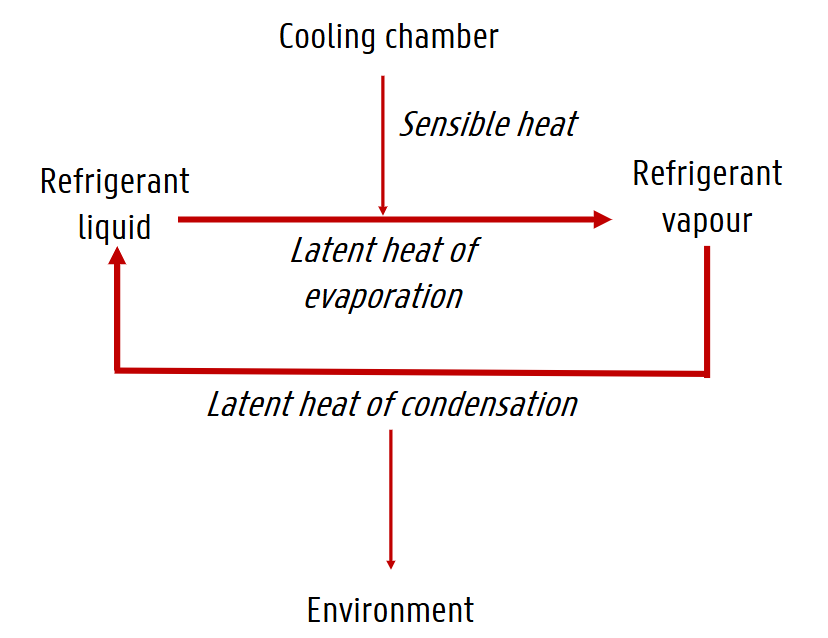
Low T preservation: Mechanical vapor-compression system
Refrigerants
Components of a refrigeration system
Pressure-enthalpy charts
Mathematical expressions
Equipment
Low T preservation: Mechanical vapor-compression system - Refrigerants
Preruiquisites phase behaviour
High latent heat of vaporization → minimal amount of refrigerant
Low condensing pressure → avoid heavy construction
Freezing T < Evaporator T
High critical temperature → no liquification at T > critical T
Other conditions
Ammonia → flammable, toxic & corrosive
CO2 → causes suffocation
Hydrocarbons → highly flammable
Chlorofluorocarbons (CFCs) → ozone depletion
Hydrochlorofluorocarbons (HCFCs) and hydrofluorocarbons (HFCs) → no ozone depletion but greenhouse gas (global warming potential)
Low T preservation: Mechanical vapor-compression system - Components of refrigeration system
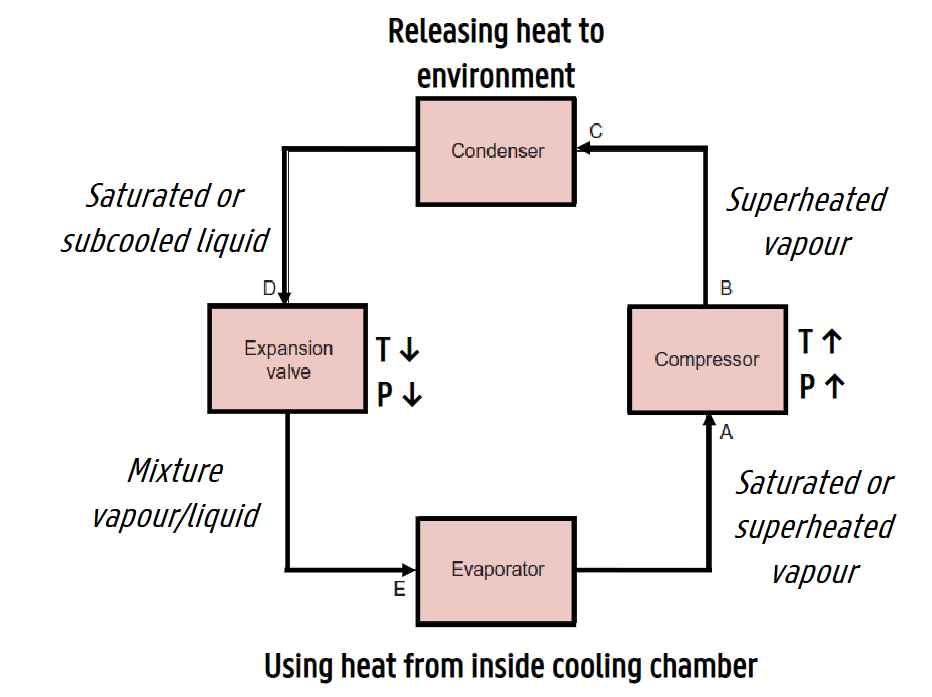
Evaporator (coils)
Compressor
P increase
Reciprocating compressor
Centrifugal compressor
Rotary compressor
T increases above ambient T
Heat can be released to environment in condenser
Condenser
Water-cooled
Air-cooled
Expansion valve
= metering device controlling the flow of liquid to the evaporator
High pressure saturated liquid → low pressure mixture liquid/vapour
Low T preservation: Mechanical vapor-compression system - Pressure-enthalpy chart
Characteristic for each refrigerant
Indicates pressure and enthalpy changes of refrigerant throughout the refrigeration cycle
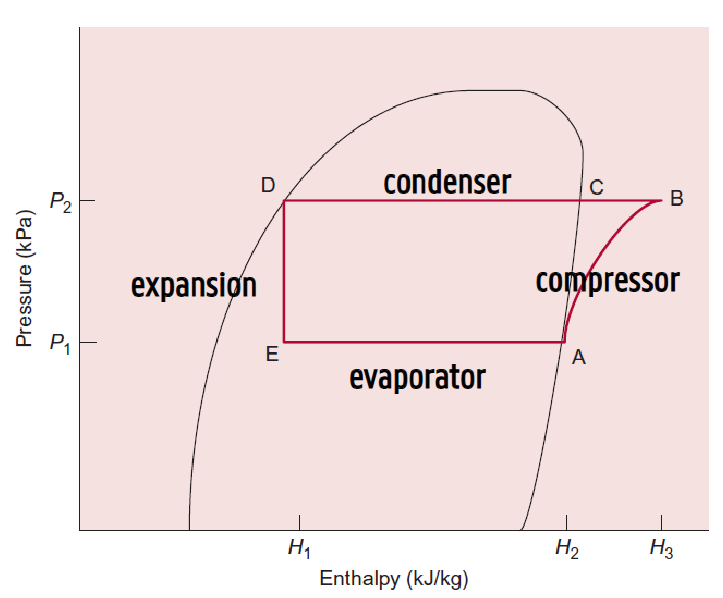
Evaporator: constant P and T
Condenser: constant P and T
Compresser = constant entropy
Expansion = constant enthalpy
D = saturated liquid
D’ = D more to left = subcooled liquid
A = saturated vapour
A’ = A more to right = superheated vapour
Mathematical expressions → see exercises
Low T preservation: Mechanical vapor-compression system - Equipment
Chilling equipment = reduce T of a product
Cold storage equipment = maintain a defined T
Temperature monitoring = integral part of quality and safety management
Low T preservation: Mechanical vapor-compression system - Equipment: Chilling equipment
Air chillers
Forced convection to reduce boundary film → increased rate of heat transfer
Batch chillers
Trolleys or pallets are placed in a tunnel
Continuous chillers
Product moves through tunnel
Speed ~ adequate cooling
Blast chillers
Loading → chilling → defrosting
T control: loggers and alarms
Eutetic plate system
Local distribution
Salt solution (KCl, NaCl or NH3Cl) → frozen to eutectic T
Air circulated across the plates
The plates are regenerated by re-freezing in an external freezer
Vacuum cooling
Cooling takes place as moisture evaporates from the surface
Fresh foods with larger surface area: lettuce, mushroom, broccoli
Vacuum chamber (pressure reduced to 0,5 kPa)
Hydrocooling
= direct immersion in chilled water or brine
e.g. fruits and vegetables, poultry, fish, cheese
Plate heat exchanger or scraped-surface heat exchanger
cool (semi-)liquid foods after pasteurization)
Low T preservation: Mechanical vapor-compression system - Equipment: Cold storage
Circulation of cold air → mechanical refrigeration system
T < 5°C
Control of relative humidity
Composition of storage atmosphere
Adequate circulation of air using fans
Low T preservation: Mechanical vapor-compression system - Equipment: Temperature monitoring
Temperature data loggers + temperature sensors
Air temperature or product temperature
load test = establish a relation between air and product T
difficult in open retail cabinets → measure product T
Critical temperature indicators
Cumulative t,T exposure above reference T
Specific reactions or growth above reference T
Full history time-temperature indicators
Continuous integrated t,T history
overall quality loss
Intelligent packaging
barcode system
smart label
Type of indicators
Liquid crystal coatings: change colour with storage T
melting of wax releasing a coloured dye
Diacetylene changes as function of time and T
Enzymic reaction → pH indicator
Low T preservation: Cryogenic chilling
Solid or liquified CO2
preferred for chilling
higher boiling/sublimation point
Most of the heat capacity in phase change
Better control over temperature
Liquified nitrogen
Preferrred for freezing
Lower boiling/ sublimation point → larger T gradient
Heat capacity: gas absorbs sensible heat → special gas-handling equipment
Equipment
Solid CO2 → dry ice-pellets
Liquid CO2 → injected in air (= snow)
Liquid nitrogen → injected in air (= immediate vaporization) → fans distribute this gas
Continuous cryogenic chilling
inclined, cylindrical barrel
Rotates slowly → food tumbles through the cold gas
Disadvantages
Suffocation
Cold burns
Frostbite
Hypothermia
Low T preservation: Effect on MO
Temperature decrease
→ prolonged lag phase
→ decreased growth rate
→ changes at cellular level: cell membrane structure, uptake of substrate, enzymic reactions
G- bacteria
most common spoilage MO in chilled foods
max growth T: 0-3°C
Contamination by water, bad cleaned equipment or surfaces
produce slime, off-flavour or off-odors
Yeasts and moulds
Able to tolerate chill temperatures
grow more slowly than bacteria
out-competed unless other environmental factors limit the growth of bacteria
if bacteria growth is limited → yeasts may cause spoilage
Yeasts can grow in the absence of oxygen
Pathogenic bacteria
Some can grow at chilling T
Some are sufficiently virulent → poisoning after digestion of only few cells
Some are unable to grow at < 5 °C but may grow if T abuse occurs and then persist in the food
!! Be aware of the psychrophilic and psychrotrophic MO still being alive
Low T preservation: Case study → Fresh foods
cooling → enzymatic changes ↓ → respiration and biological aging is retarded
Factors to control fresh-crops in cold storage
Type of food and variety of cultivar
Part of the crop selected
Condition of the food at harvest
Temperature during harvest
Relative humidity of storage atmosphere → influence dehydration losses
Gas composition of storage atmosphere
Storage life ~ Respiration rate
Climacteric vs non-climacteric
Climacteric: ripen after harvest + respiration peak (e.g. bananas)
Non-climacteric: do not ripen after harvest + no respiration peak (e.g. orange, lemon)
Low T preservation: Case study → Fresh foods (Quality losses)
Chilling injury
storage temperature is reduced below a specific optimum for the individual crop
Effects
Imbalance in metabolic activity → over-production of metabolites → toxic to the tissues
Changes in membrane lipid structure, enzyme activity and structural proteins → loss of membrane integrity and leakage of solutes
Transpiration
Excessive storage time
Incorrect temperature
Mechanical damage to drops
Effects
enzymatic browning
wilting
weight loss
Losses of vitamin C
Accelerated at higher storage T and longer storage t
sometimes higher losses at lower storage T
moisture loss → vitamin C loss
Especially for leafy vegetables
Cause: bruising, mechanical injuries and excessive trimming
Influence on carotenoids
dependent on type of fruit: increase or decrease
→ !! Fresh-cut fruits visually spoil before any significant nutrient loss occurs
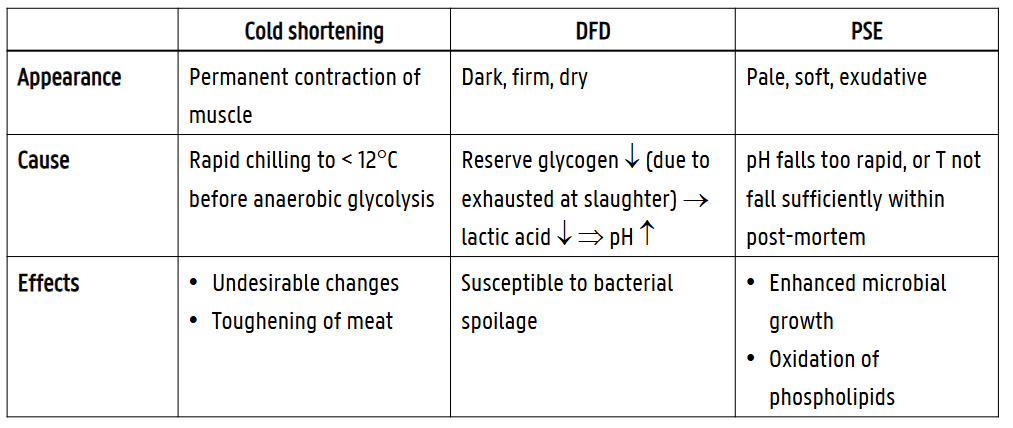
Low T preservation: Case study → Fresh foods: meat and meat products
Muscles
glycogen, creatine-phosphate and sugar phosphate
used for ATP production by glycolysis
ATP supply stops → rigor mortis tissue
Anaerobic respiration
Glycogen → lactic acid → pH falls from ~= 7 to between 5.4 and 5.6
contribute to the flavour
against contaminating bacteria
protein denaturation → drip losses
T-dependent → lower T is required → slow down biochemical reaction
Low T preservation: Case study → Fresh foods: meat and meat products (Quality losses)
Lipid oxidation
Adverse changes to flavour, colour, texture and nutritive value → production of toxic compounds; oxidized flavour or “warmed-over flavour”
Enzyme activity
Both positive and negative effects
Loss of nutrients
Vitamin C, folate → due to chilling time, storage T and oxidation
Low T preservation: Case study → Fresh foods: Processed foods
categorize by degree of microbial risk
Class 1: containing raw or uncooked ingredients (salad, cheese…)
Class 2: mixture of cooked and low-risk raw ingredients
Class 3: cooked food and then packaged
Class 4: packaged and then cooked
Shelf-life is determined by
Type of food
Preservative factors (pH, aw, chemicals)
Microbial destruction/ enzyme inactivation by unit processes
Hygienic control during processing/packaging
Temperature history
Different processes
“Cook-chill” or “Cook-pasteurize-chill” processes
“Sous vide” products: vacuum pack → pasteurisation → cooling → cold storage → shelf life of 2-3 weeks
To replace warm-holding in institutional catering
High-care area
area with almost no contamination possible
Modified atmospheres
= extra measure to control growth of MO in chilled foods and to control product quality
Types
MAS = modified atmosphere storage
CAS = controlled atmosphere storage
Mechanism
78% N + 21% O + 1% of CO2, water vapour and other gasses
Proportion of oxygen ↓ and/or ↑ proportion of CO2 with specified limits in the atmosphere → maintain the original product quality and extend the shelf life