Processing Prowess 2
1/293
Earn XP
Description and Tags
I hope the sweet, merciful touch of death releases me from this godforsaken class
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
294 Terms
Steps for a deformation process
Flow or Plastic deformation
Shape definition by a tool
Shape retention
Which materials classes can undergo solid processes
Metals
Plastics
Why can’t ceramics under solid processes
Can’t undergo plastic deformation which is how solid processing works
Thermoforming
Thermoplastic polymers are heated to rubbery state and deformed
6 Types of solid processes
Wire Drawing
Extrusion
Forging
Rolling
Bending
Thermo forming
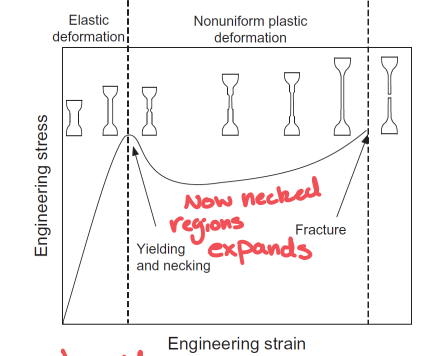
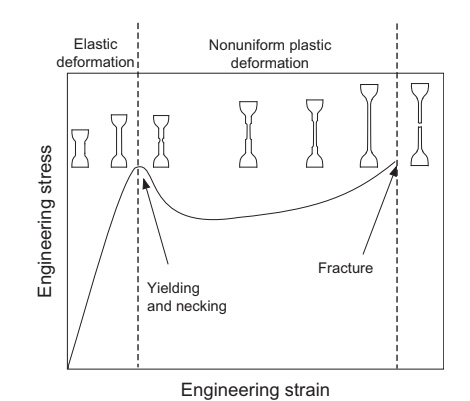
What area of plastic deformation on the stress strain curve are we interested in?
Plastic deformation before necking
When is the equations for converting engineering and true stress invalid
After necking
Engineering vs true stress
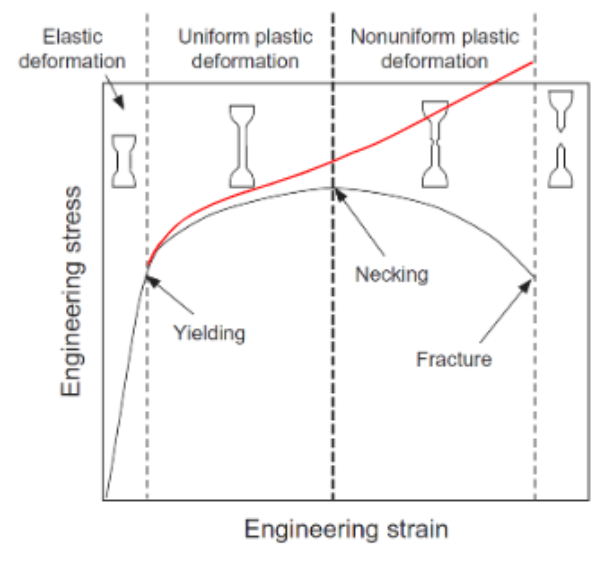
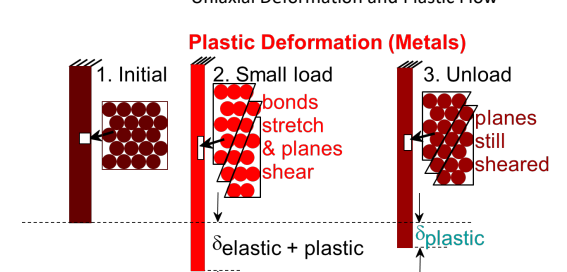
Elastic deformation
Reversable deformation by stretching of the bonds
Plastic deformations
Permanent deformation where slip occurs (planes shear).
Yield stress
The onset of plastic deformation
UTS
maximum engineering stress and onset of necking
2 ways to quantify ductility
Percent elongation
Reduction in area
Which curve (true or engineering) provides more information on how a material deforms plastically in the uniform plastic flow regime (pre necking)
true stress true strain curve
strain hardening
Where materials get stronger as they get plastically deformed, thus more stress is needed to continue plastic def.

How does the structure of a metal changes during plastic deformation
dislocation density increases and these dislocations interfere with each other which hinders plastic def
The grains become elongated due to stresses applied in a specific direction relative to the microstructure
Average Flow Stress
average true stress needed to cause deformation to reach a final value of strain
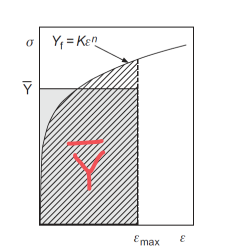
Calculating work done per unit volume
Average flow stress * max strain, (area under true curve)
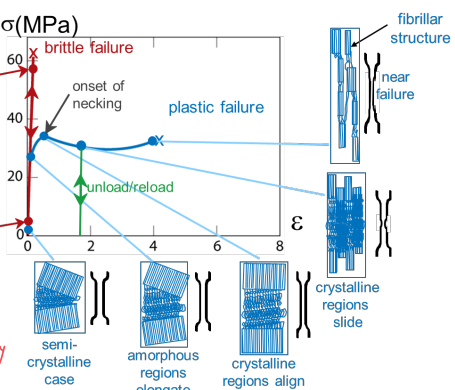
Yield point for polymer
Same point as necking, marks localized deformation, though some polymers experience permanent deformation before this point.
Is there uniform plastic deformation in polymers
No, because the yield point is where necking occurs
Steps of Plastic deformation for a semi crystalline polymer
amorphous regions elongated (yields)
crystalline regions rotate and align
crystalline regions slide (local minima)
Forms fibular structure and thins more until failure.
Steps of tensile test for amorphous polymers
Yields (necks)
Chains align towards tensile stress and stretch and slide
Neck grows and consumes the gauge length (cold drawing)
Neck stretches elastically until failure
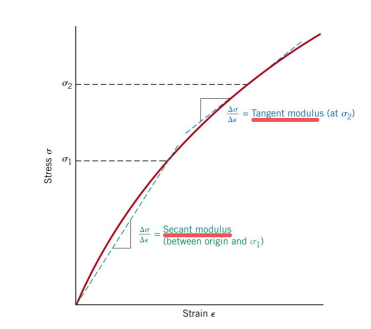
Is the modulus for polymers always linear?
No, need to use secant or tangent to define modulus
Deformation of elastomers
Experience brittle failure, do not plastically deform
Effect of temperature
increases modulus and ductility. Yield strength and strain hardening exponent decreases. Leads to structural changes
Why does heating a plastically deformed metal lead to structural changes?
Heating reduces the Gibbs free energy by transforming the structure to a more stable state through recovery, recrystallization, and grain growth.
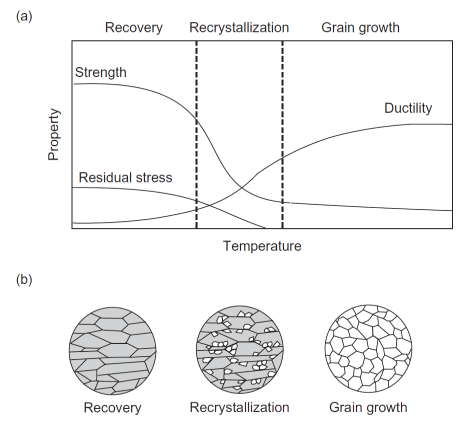
Recovery
does not change microstructure and properties much but reduces residual stresses in a metal by increased dislocation motion such as cross slip and climb.
Recystalization
involves nucleation and growth of new, equaxed, less defective grains in the matrix of deformed grains. Decreases dislocation density which decreases strength
Cold working
below crystallization temp (T<0.3 Tm)
Hot working
Deformation and recrystallization occur at the same time (0.5>Tm,T<0.75Tm)
What are the advantages and disadvantages of cold working?
Advantages: Produces stronger metals and better dimensional control.
Disadvantages: Requires higher forces and limits deformation per cycle.
Pros and cons of hot working
Pros: more deformation usin less force
Cons: More expensive (need tools that work at high T) and get weaker metals
Common way of deformation forming a metal
Hot woking stage followed by cold working
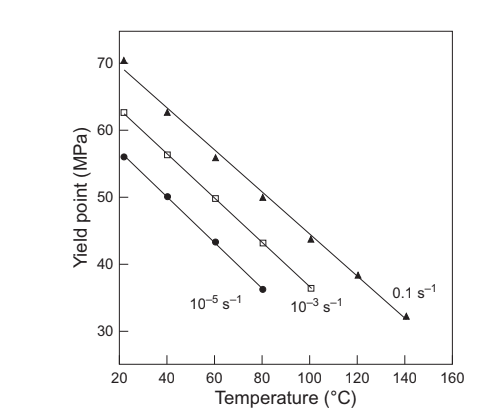
Are metal sensitive to strain rate?
Yes, the degree they are sensitive is defined by the strain rate sensitivity exponent (m)
Is yield point affected by strain rate?
Yes
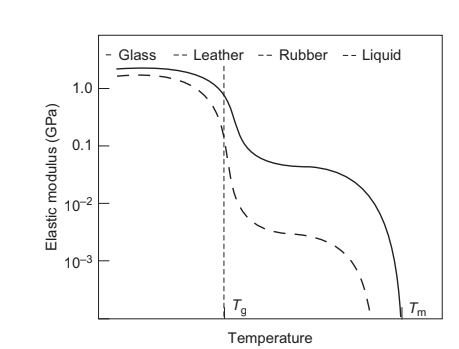
What happens to the mechanical properties of a polymer as temperature increases from below Tg to Tm
Below Tg: The polymer is glassy with a high modulus, less sensitive to temperature.
Through Tg : The modulus drops, and for semicrystalline polymers, the drop is less than for amorphous polymers due to crystallites' influence. The material becomes viscoelastic, sensitive to temperature and strain rate, and is termed "leathery" (tough and flexible).
Rubbery Plateau: At higher temperatures, extensive elastic deformation occurs, similar to a rubber band.
Then modulus drops as it melts
Effect of strain rate fpr polymers
faster strain rate decreases the yield point, no time for relaxation
What’s the radius of Mohr’s Circle
Assumptions when yielding under triaxial stress state
material is assumed to be isotropic
plastic deformation is uniform (no volume change on deformation)
Yield is not affected by the hydrostatic or mean normal stress [σm=1/3(σ1+σ2+σ3)]
Shear yield stress under triaxial state
k = Y/2
Von Mises Criterion
yielding occurs when the shear strain energy reaches a critical value - yielding will occur when the shear (distortion) stress on octahedral planes reaches a critical value:
Tresca’s criterion
yields when the maximum shear stress at a point reaches the maximum shear stress in a uniaxial tension specimen at yield. Only max and min stress matter
Sticking
As normal forces increase, the shear stress required for motion reaches the material's shear yield strength, causing the material at the interface to yield and flow by shear.
Why is deformation not 100% efficients
Plastic deformation can frequently lead to an increase in the temperature of the workpiece
Small amount of the energy expended to create a new shape is stored as elastic energy or in dislocations and other defects
Friction losses
Bulk deformation
starting material is a billet, block, or slab with a low surface area to volume ratio.
process involves a large reduction in thickness or diameter under compressive or combined stresses, resulting in a new 3D shape.
Sheet deformation
Sheet starting material
Sheet is formed into shape
Which yield criteria is more conservative
Tresca’s
Which yield criteria are we more likely to use in processing
Von Mises because it is more accurate.
What type of force does shear stress cause
causes shear stresses
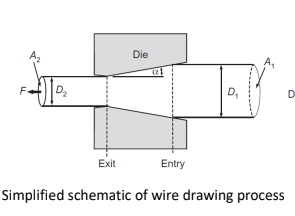
wire drawing
reduces the diameter of a metal wire or rod by pulling the wire or rod through a die.
Why do we want the drawing stress lower than the yield point
So we don’t deform our wire when its out of the die
effective strain for wire drawing
Equal to εx because εy and εz are equal
Is deformation asymmetric in wire drawing
Yes
Goal of wire drawing
find the force needed to pull the wire through a given die and also to design the process that produces the required diameter reduction most efficiently
Ideal Deformation
energy dissipated in plastic deformation per unit volume, u, is the area under the true stress-true strain curve,
Ideal Work on a wire

How to account for strain hardening materials
Replace Y with Y_bar (average flow stress)
How to account wire deformation in spherical coordiates
The wire is pulled (tension) radially and experiences compression tangentially
Is axial or tangential stress larger in wire drawing
axial
Three main stresses in in wire drawing with friction
Stresses from draw force
Axial component of pressure
Axial component of fritction
Area of contact of ring like surface
Yielding criteria for wire drawing process
σx + p = Y
Redundant deformation
additional energy used to create internal distortions in the metal due to nonuniform deformation.
What main assumption is made in our drawing stress equations (both friction and ideal)
All deformation is uniform plastic deformation
How does friction affect the draw stress?
To get the same reduction of area, you need a larger draw stress where the coefficient of friction is higher
Non uniform deformation
Strains are not uniform and leads to redundant work
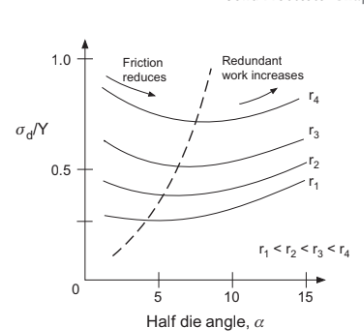
Effect of increasing α (angle) on draw stress
Decreases at first because there’s less contact on the die wall (less friction) but then increases because redundant work in now occurring
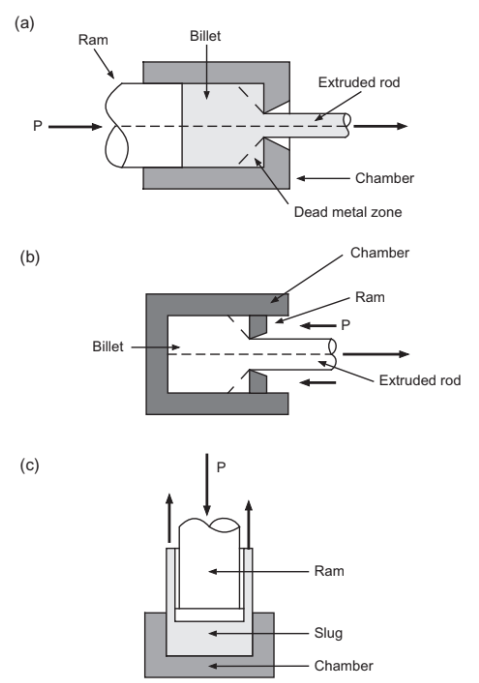
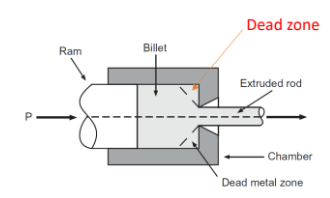
Extrustion
Bath process where solid billet is deformed by pushing it through a die to create a constant cross-section shape or profile
3 types of solid extruders
Forward/Direct
Backwards/indirect
Impact
How does friction affect extrusion
There’s a large contact area between the billet and chamber. Design strategies are used to reduce the contact
Dead zone
region in the extrusion chamber where the material remains stationary due to low stress and strain. It helps channel the flowing material toward the die exit. The dead zone is in sticky conditions
Sign of pressure in extrusion
Its positive, but its still a compressive stress. The force pushing on the billet
Limitations of extrusion
The strength of the chamber to withstand radial forces due to plastic deformation of the billet
The maximum force that can be generated by the ram
Long billets may buckle
How does friction affect extrusion pressure?
At the start of the extrusion process, friction causes the extrusion pressure to rise as the billet is compressed. The pressure peaks at the point where the extrudate emerges from the die and drops until the end when the last silver is pushed out
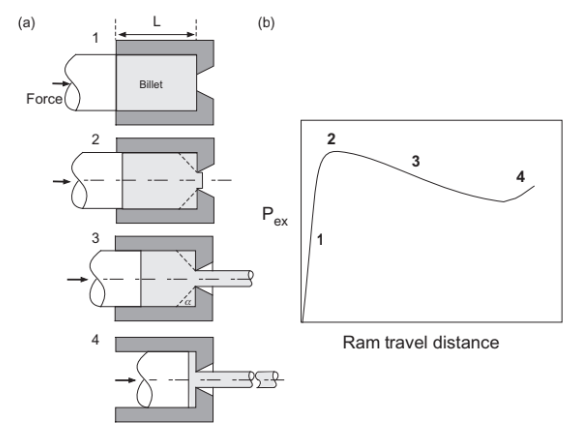
How does extrusion pressure change during the process?
Extrusion pressure drops as the ram moves, because the interfacial area causing friction decreases. The pressure increases again at the end when the final section of the billet must squeeze through the die.
Why is extrusion typically halted before all the metal exits?
The process is halted before all metal exits to avoid disruption in flow when the metal squeezes between the ram and the end of the chamber to the die exit.
Properties of hot extrusion
More deformation and higher extrusion rates
complicated by the transient nature of the temperature
average flow stress drops with temperature but the strain rate
sensitivity exponent increases
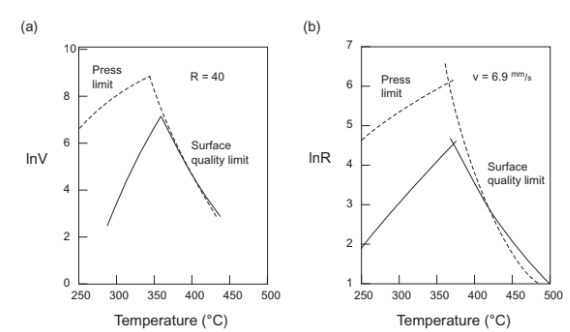
Limitations of hot extrusion
There's a maximum speed beyond which the press can't provide the necessary force.
surface cracks at a given temperature limit the extrusion speed or the extrusion ratio.
Both decrease at higher temperatures
Forging
deformation of a workpiece by compressive forces to form a new shape
Open die forging
the workpiece is compressed between parallel plates with no restrictions in the deformation.
Material is free to “flow” out between the open edges.
Reduces specimen height
Closed die forging
involves a series of shaped dies. Multiple deformations progressively shape the metal from a crude form to a more detailed shape.
Main assumptions in open die forging
Plane strain in the z direction has no strain
x direction is free to expand, so under plane stress in the x direction (no stresses)
Thus only forces in the y and z directions, but only deformation in the x and y directions
Yielding for forging
When the effective stress is equal to Y
In an open die forge with friction, where is the local max pressure
In the middle of the workpiece
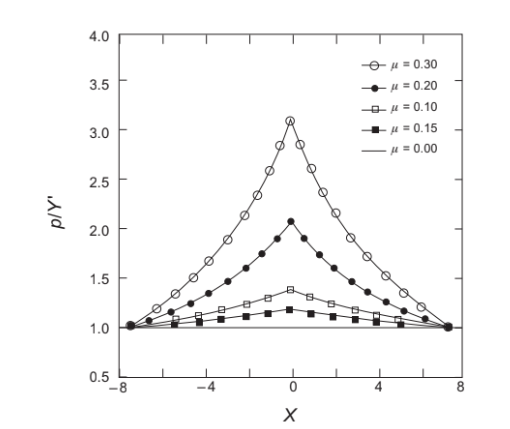
In an open die forge with friction how does coefficient of friction affect magnitude of the maximum local pressure?
Maximum local pressure will be higher for higher coefficient of friction
How does σy change where there’s friction?
σy is no longer constant, it varies with lateral position (x)
Y’
Plane flow stress
Sticking in open forging
material near the platen is stationary, shearing rather than sliding.
Interfacial shear stress is equal to shear yield stress (k) rather than μp
Axisymmetric Open Die Forging
No longer under plane strain when compressing cylinder
Now axisymmetric
Converted to cylindrical coordinates
Impression die forging
Only Hot forging
Pressed between two platens with shaped
die cavities.
Flash forms
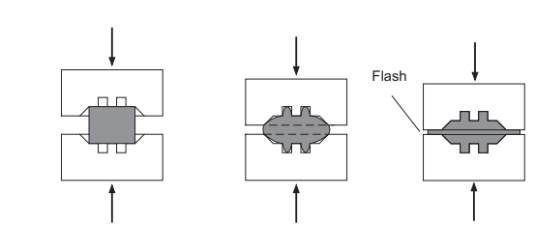
Precision Die forging
Same as impression, but without the flash, however needs very high deformation
How is the force for closed die forging predicited?
Mostly empirical.
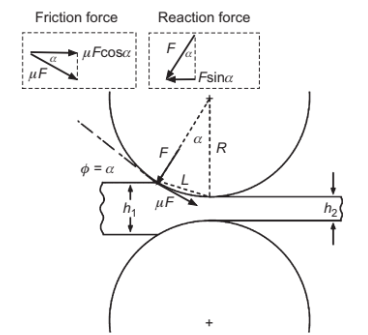
Rolling
thickness reduction by the application of compressive forces applied through a set of rolls
When is the plane strain condition applied in rolling
When the width is at least 5 times greater than the thickness of the workpiece
Limitation of rolling
Roll separating force must be within the limits of the equipment
Which solid processes go through multiple passes
Wire drawing, rolling, closed die forging
Can there be shaping in rolling?
Yes, can make I beams and other shapes by using special rolls
Does friction hinder or help during rolling
Helps, friction pulls the work piece in
What is the neutral point in rolling
its where the velocities of the workpiece and the roll are the same
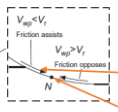
What conditions are needed for the max possible reductions
Unaided entry (friction pulls forward)
friction force must overcome the reaction force provided by the roll/workpiece interaction