Fundamentals of Casting Processes in Engineering
1/56
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced |
|---|
No study sessions yet.
57 Terms
Casting
Exploit the properties of the liquid as it flows and assume the shape of prepared container and then solidification process occur.
Materials removal (machining)
Remove selected segments from an initially oversize part.
Deformation
Exploit the ductility or plasticity of materials and produce the desired shape.
Consolidation
Building desired shape by putting smaller pieces together such as welding, soldering.
Powder metallurgy (PM)
Material components are made from metal powder.
Additive manufacturing
Successive layers of material form under computer control to create an object.
Casting process
Material is melted, heated to proper temperature, treated to modify its chemical makeup, molten material is poured into a mold, and solidifies.

Casting advantages
Complex shapes, parts can have hollow sections or cavities, very large parts, intricate shaping of metals that are difficult to machine, different mold materials can be used.
Casting disadvantages
Limitations on mechanical properties, poor dimensional accuracy and surface finish for some processes; e.g., sand casting, safety hazards to workers due to hot molten metals, environmental problems.
Pattern
A replica of the object to be cast, used to prepare the cavity into which molten material will be poured.
Mold cavity
Combination of the mold material and cores.
Riser
Additional void in the mold that provides additional metal to compensate for shrinkage.
Gating system
Network of channels that delivers the molten metal to the mold.
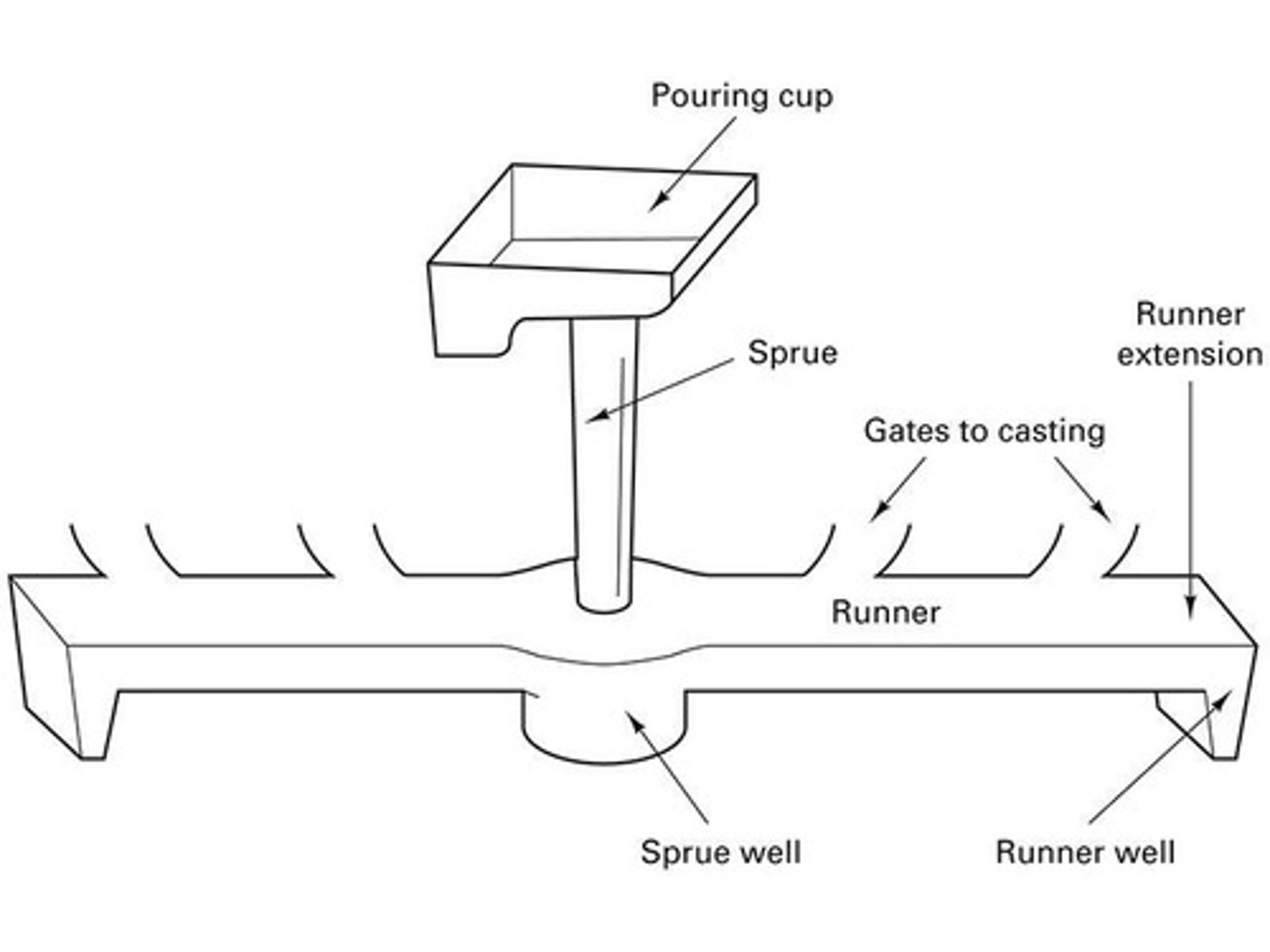
Pouring cup
Portion of the gating system that controls the delivery of the metal.
Sprue
Vertical portion of the gating system.
Runners
Horizontal channels.
Gates
Controlled entrances.
Basic Requirements of Casting Processes
1. Mold cavity takes shrinkage into account; 2. Melting process provides molten material at the proper temperature in the desired quantity; 3. Pouring technique ensures that erosion and or defects are minimized; 4. Controlled solidification allows the product to have desired properties; 5. Mold removal ensures that the casting is removed from the mold.
Nucleation
Each nucleation event produces a grain.
Inoculation
The process of introducing solid particles to promote nucleation.
Growth
Occurs as the heat of fusion is extracted from the liquid.
Controlled Growth
Direction, rate, and type of growth can be controlled by the way in which heat is removed.
Nucleation Rate
Rates of nucleation and growth control the size and shape of the crystals.
Cooling Rates
Faster cooling rates generally produce finer grain sizes.
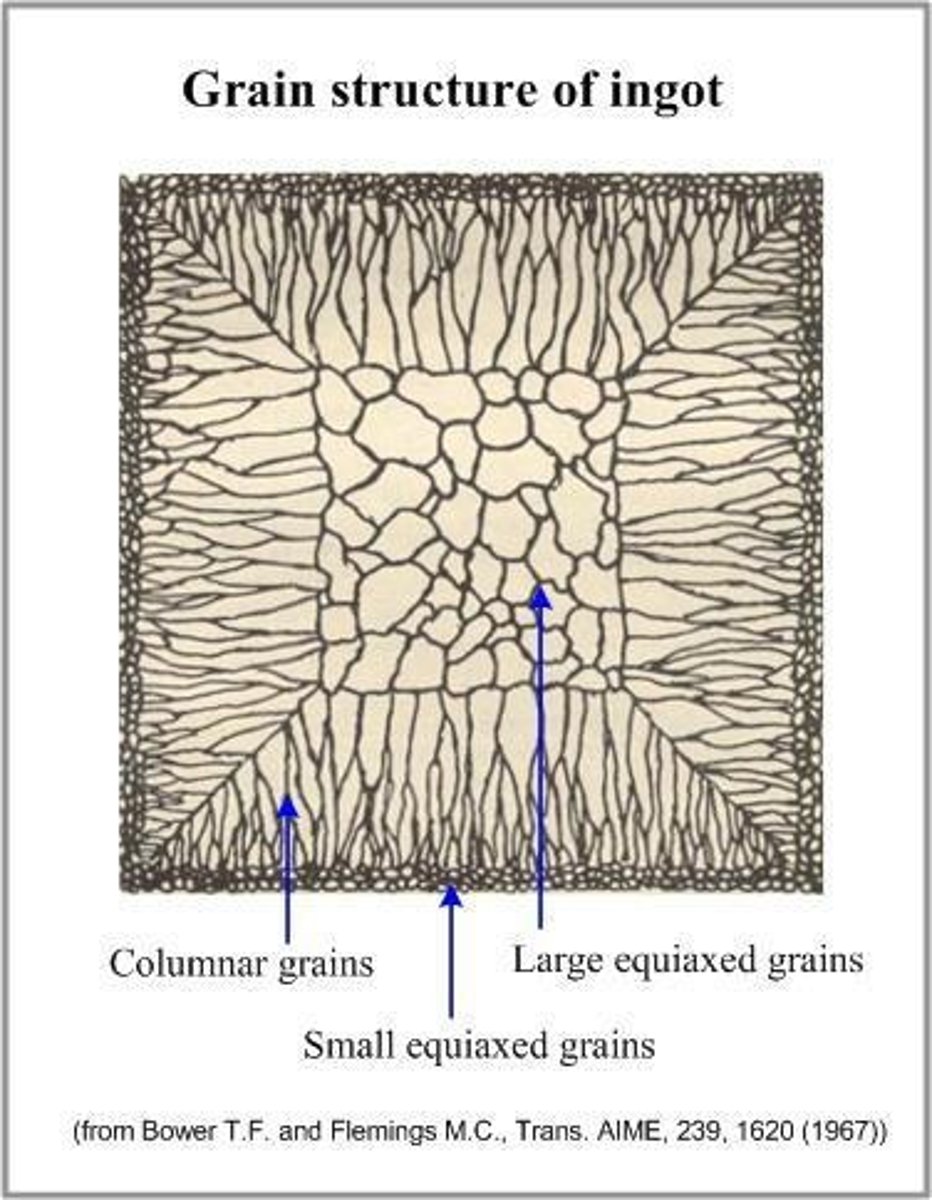
Chill Zone
Rapid nucleation that occurs when the molten metal comes into contact with the cold walls of the mold.
Columnar Zone
Rapid growth perpendicular to the casting surface, long and thin and highly directional.
Equiaxed Zone
Spherical, randomly oriented crystals in the interior of the casting.
Solidification Process: Cooling Curve
Characteristic grain structure in an alloy casting, showing segregation of alloying components in center of casting.
Pure Metal Casting
Characteristic grain structure in a casting of a pure metal, showing randomly oriented grains of small size near the mold wall, and large columnar grains oriented toward the center of the casting.
Chvorinov's Rule
The amount of temperature that must be removed from a casting to initiate solidification depends on superheat and volume of the materials in the cast.
Superheat
Difference between pouring temperature and freezing point.
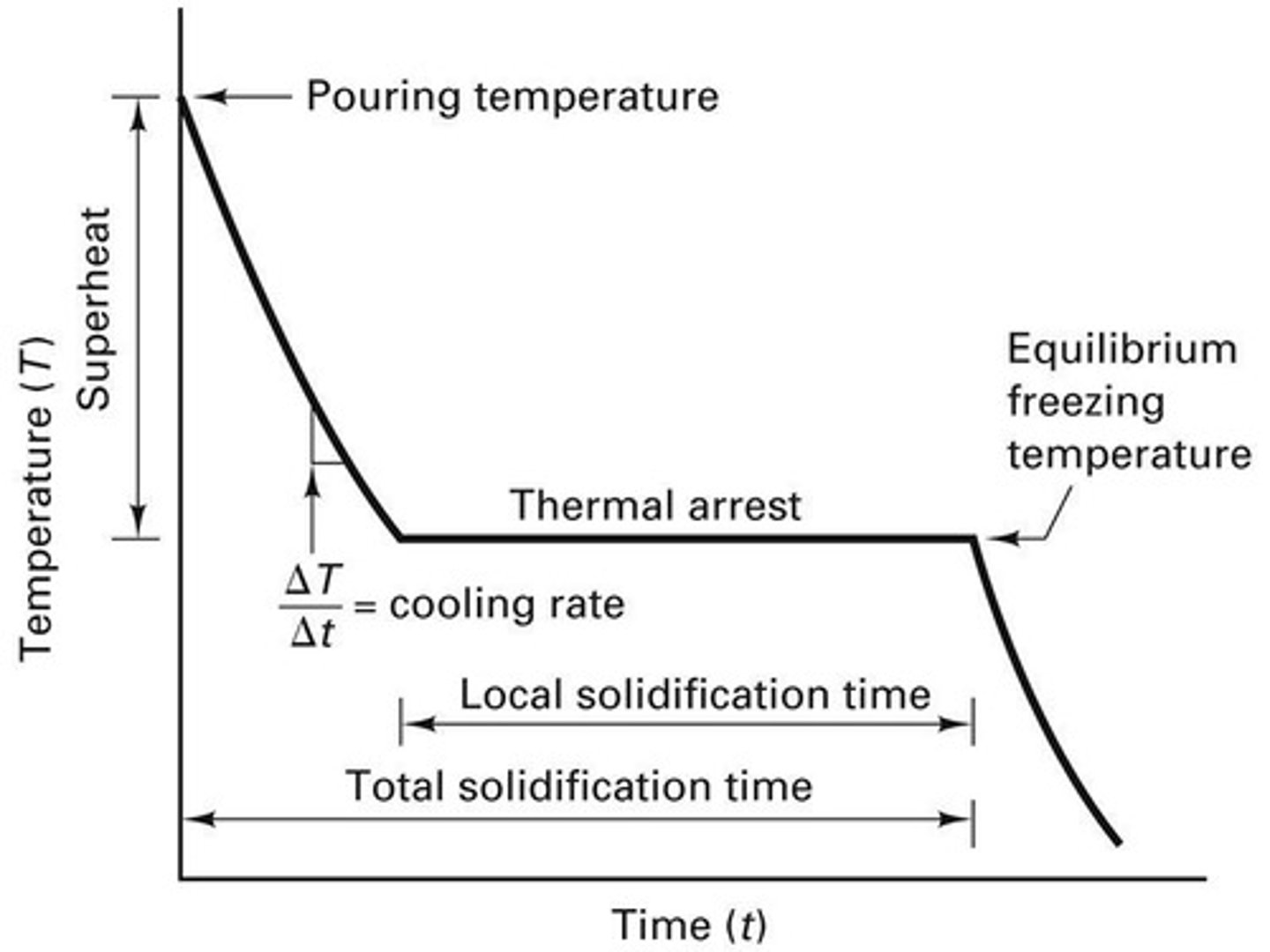
Total Solidification Time Formula
Total solidification time is calculated using V= volume of the casting, A= surface area through which heat is extracted, n= 2.0, B= mold constant.
Mold Constant in Chvorinov's Rule
Known to be 4 min/cm² for certain mold conditions.
Casting Dimensions
For the flat plate, length l= 30 cm, width w= 10 cm, and thickness h= 2 cm.
Solidification Time Calculation
Determine how long it will take for the casting to solidify using the given mold constant and dimensions.
Area
Area= 2 (Lh)+ 2(LW)+2(Wh)= 2(3010)+ 2(302)+ 2(10*2)= 120+ 40= 760 𝑐𝑚2
Volume
Volume= LhW =30102 = 600 𝑐𝑚3
Molten Metal Problem
Chemical reactions can occur between molten metal and its surroundings.
Metal Oxides
Metal oxides may form when molten metal reacts with oxygen.
Dross or Slag
Dross or slag is the material that can be carried with the molten metal during pouring and filling of the mold.
Pouring Temperature Control
This can be controlled by lowering pouring temperature.
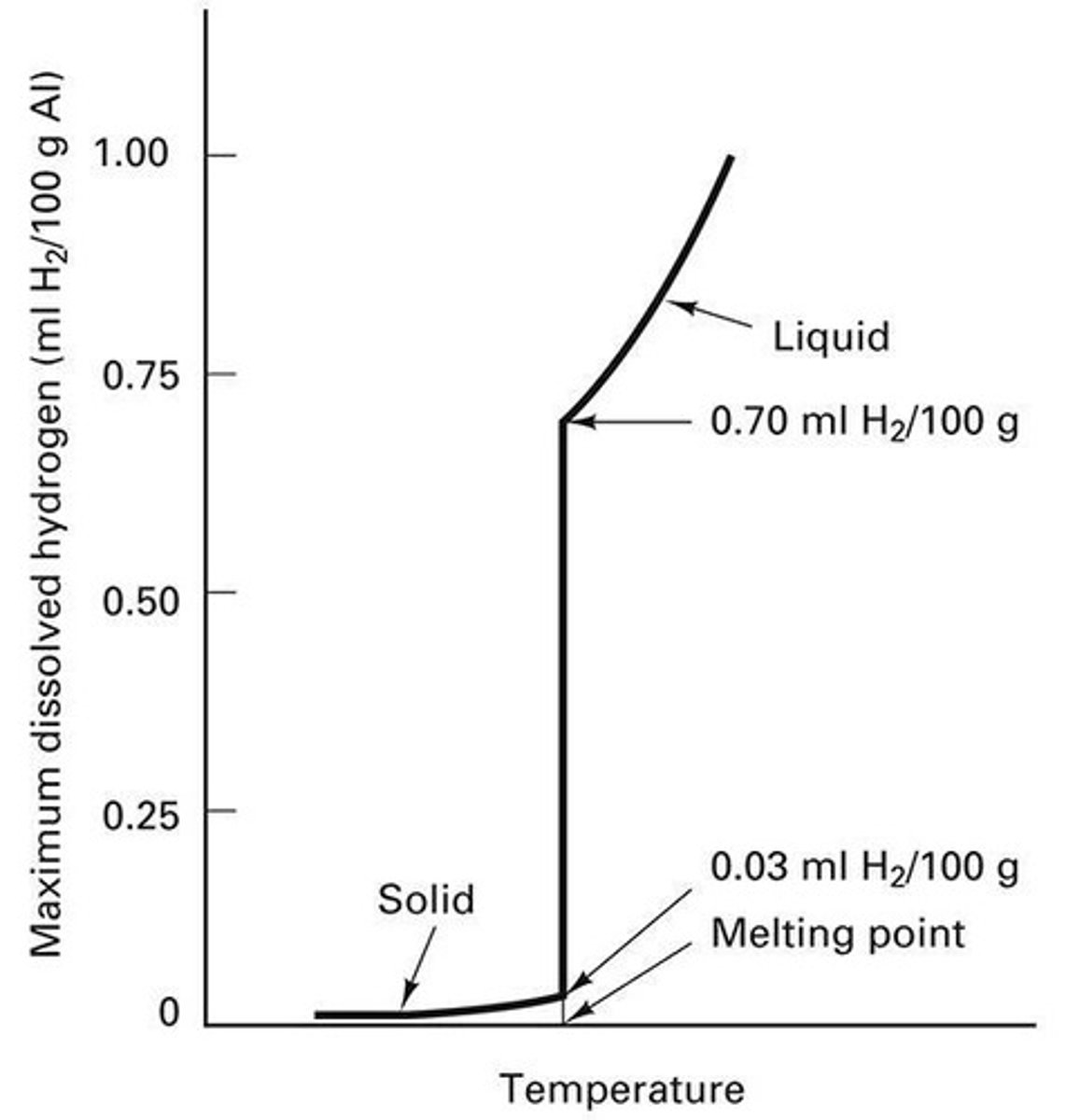
Gas Porosity
Gas that is not rejected from the liquid metal may be trapped upon solidification.
Techniques to Prevent Gas Porosity
Several techniques to prevent gas porosity include melting in a vacuum, melting in environments with low-solubility gases, minimizing turbulence, and vacuum degassing.
Gating System Design
Gating system should be designed to minimize turbulent flow, which tends to promote absorption of gasses.
Short Sprue
Short sprue are desirable: minimize the distance must fall.
Rectangular Pouring Cup
Rectangular pouring cup: prevent vortex formation.
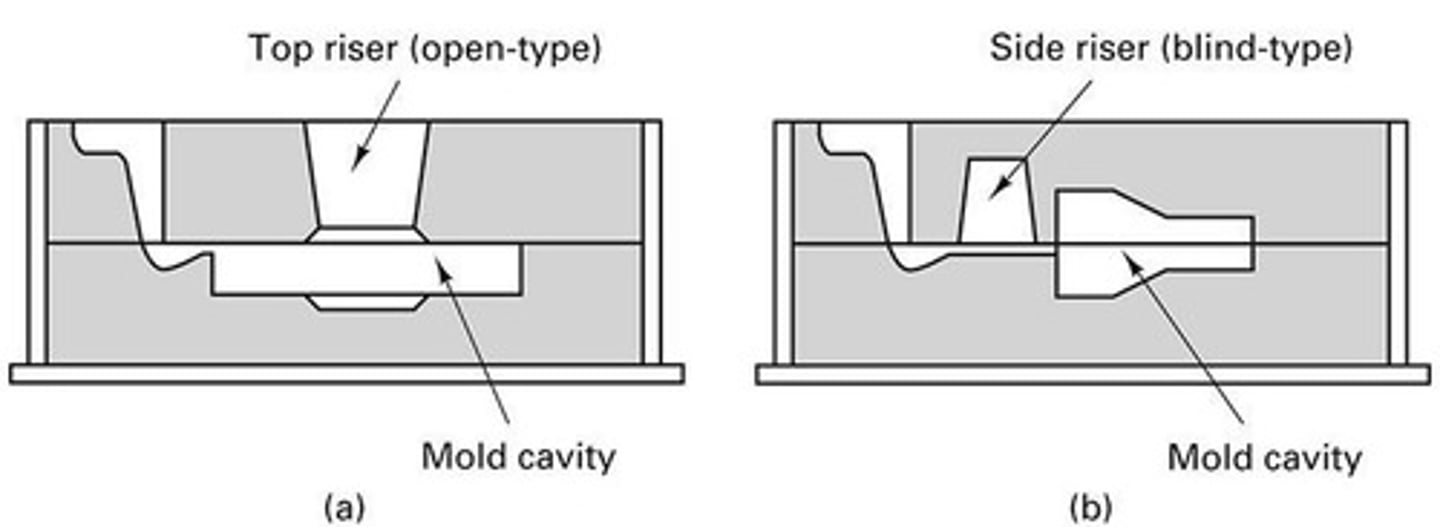
Risers
Risers are reservoirs of liquid metal that feed extra metal to the mold to compensate for shrinkage.
Riser Design
Risers are designed to conserve metal and should feed directly to the thickest regions of the casting.
Blind Riser
Blind riser- contained entirely within the mold cavity.
Live Riser
Live riser- receive the last hot metal that enters the mold.
Good Riser
Good riser=long frozen time.
Chvorniov's Rule
The minimum size of riser can be calculated from Chvorniov's rule.
Riser Dimensions Calculation
Using Chvorniov's rule with n=2 calculate the dimensions of an effective riser for a casting rectangular plate.
Riser Height to Diameter Ratio
Riser is a cylindrical of height to diameter ratio 1.5.
Volume of Riser
V riser= 𝜋𝐷2𝐻 = 𝜋(3.22)2(4.83) = 39.33 𝑐𝑚3.
Volume of Casting
V casting = 48 𝑐𝑚3.
Casting Weight Fraction
Vcasting/Vcasting+Vriser= 48/ (48+39.33)= 0.55.