Methods exam 2
1/86
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
87 Terms
Pomodoro
Created by Francesco Cirillo
Time management technique: Estimate how many intervals; silence phone; 30 mins on / 5 mins off; after 4 intervals take longer break
Quote by who “A man who carries a cat by the tail learns something he can learn in no other way”
Mark Twain
Quote by who “Being a student is easy. Learning requires actual work.”
William Crawford
Quote by who “If you think education is expensive, try estimating the cost of ignorance.”
Howard Gardner
Quote by who “Smooth seas do not make skillfull sailors”
African Proverb
Quote by who “ Knowing is not enough; We must apply”
Bruce Lee
Quote by who “Every student can learn, just not on the same day, or the same way”
George Evans
Training is an intentional effort to improve performance by
helping employees acquire skills and knowledge required for work
Training is designed to
increase the rate at which employees learn and build skills
SRK Model: Skill Based Levels
Performance and decision making is at the subconscious level and is an automatic response to particular situations
High expertise → Very fast response
SKR Model: Rule Based Level
Operating on familiar tasks but not expert at
Pattern matching (from past experience): IF symptoms are X THEN problem is Y. IF problem is Y THEN solution is Z
SKR Model: Knowledge Based Level
The task is novel and people have limited experience
No rules from past experience (MUST improvise in unfamiliar environments
Forced to analytical problem solving process using conceptual information / theory
Training: On-the-Job Learning
Puts operator directly on a new job with no training (Sink or Swim approach)
Training: Written Instructions
Simple written descriptions of correct methods (IMPROVEMENT over On-the-Job learning, but ONLY for relatively simple operations)
Training: Pictorial Instructions
Pictures used with written instructions have proven to be very effective for training operators
Training: Videos
Movies can show the dynamics of the process
Training: Physical Training
Involves physical models, simulators, or real equipment. BEST for complex tasks
WEAVER’S KNOT
Learning Styles: Visual / Spatial
using pictures, images, and spatial understanding
Learning Styles: Aural (Auditory musical)
using sound and music
Learning Styles: Verbal (linguistic)
using words; both in speech and writing
Learning Styles: Physical (kinesthetic)
using body, hands, and sense of touch
Learning Style Models: Logical (mathematical)
prefer using logic, reasoning, and systems
Learning Style Models: Social (interpersonal)
prefer to learn in groups or with other people
Learning Style Models: Solitary (intrapersonal)
prefer to work alone and use self-study
Remission
Operator forgets something learned when away from the job
Skill remission
temporary decline or loss of previously acquired skills, knowledge, or learning performance
What can cause skill remission
lack of practice
mental fatigue or interference
Relearning is often quicker than initial acquisition
As production doubles, time/unit declines by 20%
As production doubles, time/unit declines by 20%
y=kxn
y = cycle time
x = # cycles or units produced
n = exponent of slope
k = 1st cycle time
Learning Curve Calculation: y = kxn
85% learning curve → n = -0.234
Std. Time: 2.2 min
Part 1: 4.3 min
Part 2: 3.66 min
2.2 = 4.3(x)-.234
x = 17.53 →→ 18 parts to reach standard time
Typical learning rates
Large assembly work: 70-80%
Welding: 80-90%
Machining: 90-95%
Typical learning rate = 70%
Learning Rate Coefficient: TN = T1C
TN = # labor hours required to produce Nth unit
T1 = # labor hours required to produce 1st unit
C = Leaning curve Coefficient
Learning Curve Calculation: y = kxn
A Korean shipyard required 125,000 labor hours to build the first
of four tugboats ordered by your company for barge operations on
the Mississippi River. The learning curve for tugboat production is
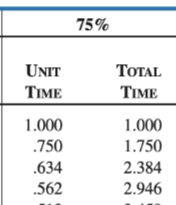
assumed to be 75%
How many labor hours to produce 2nd and 3rd?
Labor cost $40/hr. What is Labor cost of 2nd and 3rd?
Total labor cost of all 4?
2nd: 125,000hrs * .75 = 93,750hrs → 93,750hrs * $40/hr = $3,750,000
3rd: 125,000hrs * .634 = 79,250hrs → 79,250hrs * $40/hr = $3,170,000
All Boat Labor: 125,000hrs * 2.946 = 370,000hrs → 370,000hrs * $40/hr = $14,800,000
2.946 comes from adding 1.0+.75+.634+.562
Stopwatch time study is a ________, where a stopwatch records the time for a worker to _________.
direct work measurement method
perform elements of a task for a # of cycles to obtain statistically valid measurements
and establish a reliable standard time
Cycle time
The time from start to start of units in production
Gemba
Go to the spot; know the actual situation
Actual Data
Considers delays, environmental conditions, fatigue, work pace, & elemental breakdown of the task
Standard Time
Amount of work by Qualified Employee working at Normal Pace & Effectively utilizing time where work is not restricted by process limitations
Time Study Procedure
Select timed task
Standardize the method of working
Select the operator
Record details
Break task into elements
Determine # of cycles needed
Time each element using stopwatch
Determine standard ratings
Calculate normal time
Determine allowances
Determine standard time
Reasons to study tasks / jobs
Bottlenecks
Improve Efficiency
Compare two methods
Change production rate
New model
Types of elements to breakdown in time study
Repetitive: occurs every work cycle
Picking up parts prior to assembly
Occasional: May occur at regular or irregular intervals, but not every cycle
Adjusting machine settings, quality check
Constant: basic time remains constant whenever performed
Switch machine on, Machine cycles
Variable: basic time varies in relation to characteristics of product, equipment, or process
Sweep the floor
Manual: Performed by worker
Machine: Performed automatically, once started cannot be influenced by worker, except to terminate procedure prematurely (estop)
Governing: takes a longer time than any other element performed
Turn a diameter on a lathe while gauging occasionally
Foreign: observed element that does is not part of the operation
Dropping a part during assembly
Guidelines for picking elements:
Try to pick an indivisible step: reaching, grab, alignment, tool use
find natural break points
Pick small as possible; not less than .05 minutes (3 seconds)
can they be subdivided
Better to have too many elements than too few
Elements that end in a sound are best
Observed Time
Time measured on stopwatch
Normal Time =
Observed Time * Rating
Standard time =
Normal time * (1 + allowances)
Standard performance is rated as 100%. Performance Ratings are
the step in the work measurement in which the analyst observes the worker's performance and records a value representing that performance relative to the analyst's concept of standard performance.” –Groover
Benchmark
A standard or a set of standards, used as a reference for evaluating performance or level of quality
Objective Rating: Structured comparison to normal pace
It is "objective" because it relies on predetermined criteria rather than the analyst’s judgment alone.
Goal: reduce subjectivity and improve consistency among time study analysts
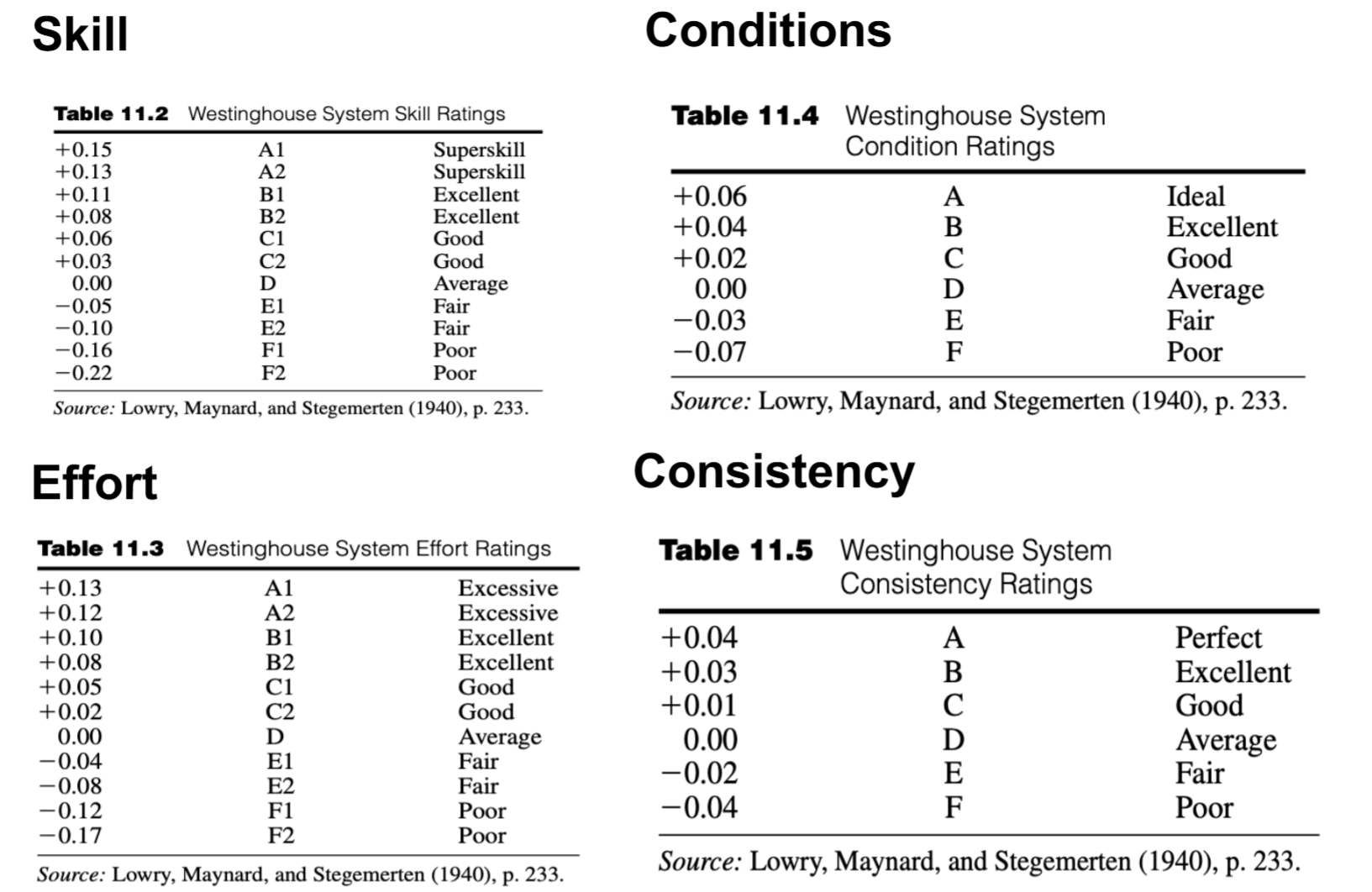
Westinghouse System Ratings
Breaks performance into four factors:
Skill – how well the job is done (dexterity, coordination).
Effort – speed or pace (energy applied).
Conditions – surrounding environment (lighting, temperature, tools).
Consistency – steadiness of performance (few errors or delays)
• Each factor has a scale with plus or minus adjustments to a base rating. RATING is 1±0.ratings
Synthetic Rating
Instead of judging the worker’s speed directly, it uses predetermined time standards (like MTM or MOST)
Speed Rating based on the speed or tempo of operator’s output compared to a qualified worker’s
Experience and judgment of the analysts are the criteria for determining the rating factor.
Effective Utilization
Maintaining a standard pace
Allowances: Accounted for planned interruptions or delays
Methods for developing std allowances
Direct observation – requires observers to study two or three operations over a long time. Observers record the duration of and reason for each idle interval.
Work Sampling Study – requires taking a large number of random observations, thus requiring only part-time, intermittent services of the observer
Personal Needs: interruptions necessary for the wellbeing of employee
5% allowance; bathroom/water fountain trips
Basic Fatigue: Energy expended to carry out work and alleviate monotony
4% normally; light work, seated, good working conditions
Variable Fatigue: Physical and psychological
Factors:
Working conditions - noise, heat, humidity
Type of work - posture, muscle exertion
boredom
Mental strain, precision work
Unavoidable delays:
supervisor, dispatch interruption, machine / material faults
Servicing; Quality check, tool change, model change, cleaning
Material handling
Avoidable delay: Not included to determine standard
social visit
day-dreaming
long breaks / early quits
any unnecessary interruption
Allowance calculation:
Move cart - 20 min
COP end of shift - 5 min
Tool change, 3 - 5 min each
personal needs - 2%
fatigue - 4%
NT - 30 secs/unit
8hr = 480 min
40min/480min = 8.3% unavoidable
8.3+2+4 = 14.3%
ST = 30sec/unit * (1 + .143) = 34.4sec/unit
Element types
Repetitive: occurs ever cycle
Manual: depends on worker rate
Constant vs variable: some elements vary cycle to cycle. ex. larger piece = more time
Occasional: not every cycle
Foreign: not part of job
Foreign elements: External to process that delay work
when occur during element, record in Foreign Element List, give label, note in NT block of element
Supervisor interrupt
defective parts
adjusting tools
breakage
dropped parts
wiping sweat
If recorded miss change from element to next
Place M in W column
If operator skips element
Draw — through W column
Standard data:
build it yourself ; history / calculations
Buy a database
books, handbooks, charts, nomograms, etc
Advantages: cost/time, consistency
Disadvantages: Availability, applicability, database $
Nomogram ; alignment chart: graphical calculating device
2D diagram designed to approximate graphical computation of a math function
How long would it take to turn 18in of 1-in bar stock on a lathe running at 300 ft/min & feed rate of 0.005 in/r
T = L/F
F=3.82*f*S / d
F= 3.82*.005in/r*300ft/min / 1in = 5.73in/min
T=18/5.73 = 3.1minutes
How long should it take a welder to make a 3/8in root pass on a plate requiring 8ft of weld
Time = min/in weld*length(in)
3/8in → 0.067min/in
Time = .067min/in×8ft*12in = 6.43minutes
Therbligs: basic motions or element actions
used to
improve efficiency
identify wasteful motion
Therblig 18 elemental motions
Search, find, select
Grasp, hold, transport loaded, transport empty
Position, Assemble, Use, Disassemble
Inspect, preposition, release load
unavoidable delay, avoidable delay
plan, rest
Therblig Motion Study
Select Task: (short, repetitive, manual task)
Record Task: (video or direct observation)
Break into elements: (discrete action or micro-action. Micro-actions should be a change in purpose or motion)
Assign Therbligs: (symbol and label right or left hand.
Identify value-added vs non-value-added
Analyze for improvements
Develop improved method
Value Added (VA)
Changes form, fit, function, or features. Customer is will to pay for this change
Non Value Added (NVA)
Consumes time / resources without meaningfully changing product
TIMWOOD
Transportation
Inventory
Motion
Waiting
Overproduction
Overprocessing
Defects
Therblig Classification
Keep: Motions required to perform operation ( transport empty, grasp, transport loaded, position, use, assemble, release, inspect)
Minimize: Motions that slow down type 1 (search, find, select, plan, prepostition)
Eliminate: motions that do not perform operation (hold, unavoidable delay, avoidable delay, rest)
Predetermined Time Study
Procedure that analyzes manual operations or methods into the basic motions needed to perform them and assigns each a predetermined time based on the motion and environment
ADA Timeline
Civil Rights Act of 1964
Voting Rights Act of 1965
Civil Rights Act of 1968
Rehabilitation Act of 1973
Education of Handicapped Children Act (1975)
Fair Housing Act Amended (1988)
Americans with Disabilities Act (ADA) 1990
ADA Amendments Act (2008)
ADA 1990: Makes it unlawful to discriminate in employment against qualified individuals with a disability
Prevent discrimination in:
employment (title I)
public service (title II)
public accommodations (title III)
Transport
Telecommunications (title IV)
misc title V
Protected under ADA
Impairment that substantially limits:
hearing
seeing
speaking
breathing
walking
performing manual tasks
learning
caring for oneself
Working
Accommodation Cost Estimates
50%: less than $500
19%: nothing at all
>80%: less than $1000
Disabilities: Role for IE
develop functional job descriptions
talks with EEO manager, HR, & Medical dept for employee placement
safety & ergo analysis based on disabled employee’s limitations
Recommend safety & ergo modifications to
machine tools
processes
facilities
environment
Universal design: The design of buildings, products, environments to make them accessible to people REGARDLESS of age, disability, other factors
Addresses common barriers by creating things that can be used by the maximum # of people possible.
sidewalk ramps are essential for people with wheelchairs but used by all
7 principles of Universal Design
Equitable Use (design serves everyone -ex. dropped curbs)
Flexibility in Use (ex. adjustable height desks)
Simple and Intuitive Use (ex. Automatic door opener)
Perceptible Information (ex. unique symbols for gender-based restroom)
Tolerance for Error (ex. undo function in software)
Low Physical Effort (ex. touchless faucet / soap dispenser)
Size & Space for Approach & Use (ex. wide doorway / hallway to accommodate wheelchairs)
Predetermined Timestudy
Foundations
Early 1900s Frederick Taylor; stopwatch TS
Frank & Lillian Gilbreth developed motion study & THERBLIGS
Birth of PDTS
1940s (MTM) Methods-Time measurement developed
Times assigned to basic motions
MTM variants to improve usability
1960s HB Maynard; MTM too detailed and time consuming
developed MOST
Faster than MTM - less accurate
MTM to MOST
performance rating eliminated (times are at 100% NT)
Measurements in TMU
1hr = 100,000TMU
1sec = 27.8 TMU
1TMU = .036 sec
Maynard Operation Sequence Technique
Work: displacement (movement) of mass or object
Work = Force*Distance
“MOST is a system to measure work; therefore, MOST concentrates on the movement of objects.” - Zandin
used to analyze work and determine the NT