3D printing biomaterials
1/51
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
52 Terms
CAM
software to manufacture 3D objects
CAD
software to create 2D or 3D designs
additive process
layer by layer deposition of material to fabricate a 3D object
can be used for metals and ceramics
How is 3D printing used in medicine?
Various products can be 3D bio printed as a results of a CT or MRI scan. It can have a high structural complexity and quick fabrication at a low cost. For example, you can get a medical imaging scan of an ear and then 3D print that image.
What are the 3 main problems with conventional scaffold fabrication?
Can’t control the size, shape, distribution, or inter connectivity
Organic solvents such as chloroform are used to dissolve the synthetic polymers
After scaffold fabrication, the presence of organic solvent residues can be toxic to cells
What is the SFF manufacturing technique?
produce complex 3D structures by selectively adding material
2D layers are stacked layer by layer on a platform
allows for controlling the scaffold parameters such as size, shape, distribution, and inter connectivity of pores
What are some examples of 3D prints in medicine?
craniofacial implants
dental molds, crowns, and implants
prosthetics
rapid prototyped medical equipment
surgical models
scaffold for skin and bone tissue regeneration
organic printing
tissue models for drug discovery
What are the 2 major issues with 3D printing in medicine?
slow printing speed and low resolution
lack of diversity in 3D printable biomaterials
Need for organs: How many people in the US in need of organ? How many organ transplants each day? How many die from lack of one?
116,000
79
20
What are the most needed organs? (4)
Kidneys, hearts, livers, lungs
What are some factors taken into account when choosing a biomaterial ink?
printable
biocompatible
mechanical properties
degradation kinetics
degradation byproducts
tissue biomimicry
What are the 5 biomaterial inks?
Ceramic, polymer, hydrogel, composite, cells/ECM components
Explain extrusion-based methods for 3D printing.
ink goes through a nozzle as a viscous liquid or melt
forms individual lines that solidify on a build plate
as material is extruded, the nozzle follows predefined path determined by a computer model
builds up a 3D object layer-by-layer
FDM (fused deposition modeling)
extrusion based method
ink is a solid filament (1.5-1.75 mm diameter) that is heated up in the nozzle to be melted and flowable
extruded it’s a motorized pinch roller system
resolution is about 200-400 micrometers (25 in x and y plane)
requires polymer filaments that have sharp solid to melt transition
elastic modulus to melt viscosity ratio below 5×105 s-1 to prevent buckling and shear thinning
irreversible structural changes due to flow-induced deformations
thermoplastic or thermoset
DIW or robocasting (direct ink writing)
extrusion based method
inks solidify through evaporation, gelatin or other temperature or solvent induced phase change
inks are polymer dissolved in rapidly evaporating organic solvent that results in a solid polymer
inks need to dry in seconds to minutes to maintain shape
20-30 wt% support polymer solubility
low viscosity to facilitate printing and shear thinning to flow and prevent clogging in the nozzle
hydrogels structural integrity improved postextrusion due to using shear-thinning fluids or temperature sensitive or cross linking
resolution 100 micrometers to mm (25 micrometers in x y plane)
Why do fillers materials need to be added to FDM and DIW?
their filaments lack the material strength to support themselves upon extrusion which leads to sagging. should add filler materials that can be removed postprinting via burning out or dissolving
what are particle fusion-based methods primarily used for?
hard-tissue engineering applications such as orthopedics and oral surgeries
selective laser sintering (SLS)
particle fusion based methods
directed laser beam to hear I polymers, ceramics or metallic powders
causes particles to fuse together along the outermost surface
laser scans the shape of a cross-section onto the surface of a powder bed
then a new layer of powder is deposited by a roller
ink is a fine powder (1-10 microns)
polymer beads up to allow for particle flow within the bed while maintaining pint resolution
melt temperature below 200C used and low melt viscosity
resolution is 50-300 microns
surface functionalization (modifying the outermost layer of a material to alter its properties) to eliminate electrostatic forces
slow, expensive, requires tons of material
used for hard tissue engineering
selective laser melting & direct metal laser sintering (SLM & DMLS)
particle fusion based method
use laser to scan and selectively fuse or melt metal powder particles, bonding the together and building layer-by-layer
material used is metal that comes in granular form
metal powder is highly recyclable, less than 5% is wasted
metal printed parts have higher strength and hardness, often more flexible, but more prone to fatigue
Particle binding (PB)
particle fusion based method
liquid binding solution to fuse particles together within each layer
followed by high temp, sintering step to solidify the final 3D object postproduction
used for hard-tissue engineering
stereolithography (SLA)
light assisted-based method
original additive manufacturing method
patterning beam of light over a bath of photopolymerizable liquid monomer or polymer to create a single hardened polymer layer
after polymerization, the building stage lowers into the solution to allow for a new resin to flow over the printed surface
next layer is polymerized on top of the previous layer
lower resolution than 2PP (constructs in cm and resolution 80-126 microns vraj 10 nm resolution)
inks:
photo-crosslinkable polymers that react and polymerize rapidly under UV radiation
liquid bath needs to be viscous enough to hold its shape but also thin enough to flow back into place quickly, and able to harden fast so the print stays sharp and quick
limitations of light assisted based methods
harsh nature of UV based cross linking
extensive post process
trapping of liquid resin
trapped liquid resin within the end
lack of available biocompatible and biodegradable materials
laser induced forward transfer (LIFT)
light assisted based method
transparent support layer
then layer absorption layer
then layer with deposition layer
absorbs the laser light, leading to evaporation of the coating
the evaporation leads to a high-pressure bubble expanding toward the 20-40 micron hydrogel layer to cushion the impact
finally goes to the material deposition (applying the layers)
Inkjet printing
computer printing that recreates a digital image by propelling ink droplets onto paper, plastic, etc.
small volumes of droplets form nozzle to printing surface (1-100 picoliters)
forms structures after solidifying
multinozzle inkjet print heads contain several hundred individual nozzles to accelerate printing process
classified based on droplet generation:
continuous inkjet (creates a jet)
drop on demand (higher resolution)
continuous inkjet (CIJ)
inkjet printing
coding and marking products and packages
pumps fluid directly from a reservoir to one or more small nozzles
continuous stream of drops (100 microns) at high frequency using vibrating piezoelectric crystal (50K-175K Hz)
drops pass through electrodes that give charge onto each drop
charged drops pass a deflection plate that has an electrostatic field to select which drops will be used for the print and which ones will be collected for reuse
drop on demand (DOD)
inkjet printing
individual drops (25-50 microns generated when needed
drops are formed by pressure pulse within the print head (thermal and piezo)
THERMAL: rapidly heating resistive element in small chamber containing the ink (350-400 C)
THERMAL: causes thin film of ink above heater to vaporize into a rapidly expanding bubble, causing pressure pulse that forces an ink droplet through the nozzle
PIEZOELECTRIC: piezoelectric crystal undergoes distortion when an electric field is applied
PIEZOELECTRIC: distortion is used to create a pressure pulse in the ink chamber, causing the drop to be ejected
commonly used for tissue engineering
good spatial resolution with positional accuracy (about 10 microns in x-y axis)
used in consumer desktop printers
Drop on demand (DOP) is piezoelectric or thermal used more often? what are advantages and disadvantages of the preferred method
heating can be done in microseconds but most researchers use piezoelectric
there is a variety of fluids and long life of printheads for piezoelectric
however, high cost
inkjet printing considerations
biological materials like cells can be incorporated into the ink to create bio inks
need to think about shear forces and temperature change at the point of extrusion
cell density needs to be limited to maintain droplet formation and reduce clogging and shear stress
applications: bioadhesives, scaffolds, living cells, and pharmaceutical applications
3 commonly used polymeric biomaterial inks and why
polypropylene, chitosan, poly lactic acid
ease of processability
low cost
biocompatible
degrades well
mechanics
poly lactic acid (PLA) ink
polymeric biomaterial inks shear forces
best for FDM printing
low cost
nontoxic
biocompatible
easily processable
no heating plate needed
no smell
extrudes between 200-230 C
transparent
brittle and low compressive strength
composites with ceramic for bone applications
tm ~175
PCL inks
polymer biomaterial ink
low cost
biodegradable
good mechanical properties
stable in the body for 6 months then degrades in 3 years
quicker to get to market cuz lax regulations
can make scaffolds or airways splint for emergency use as examples
Tm ~60 LOW
PEEK ink
semicrystalline to create craniofacial implants
HIGH Tm 350 when mixed with SLS
inert
biocompatible
radiolucency (can see stuff thru it on x-ray)
low heat conductivity
strength and elasticity similar to cortical bone
not osteointegrative (can’t directly connect to living bone)
heat resistant, can sterilize with steam without softening it
advantages of 3D printing prosthesis
cheap
can easily personalize
can incorporate various things like pressure sensors, myoelectric control (send signals from muscles to operate prosthesis), actuators, complex movements
free platforms to download stuff
rigorous FDA testing
3D printing SLA prosthesis advantage and disadvantage
high resolution so can design with very fine details things like joints or complex structure that easily mimic natural body functions
but high cost of equipment and resin
challenges with 3D printing prosthesis
durability with daily use
integrating electric components
sensitivity with myoelectric components
lack of clear regulations
precision, speed, cost, and applications for four types of prosthesis 3D printing technology
PRECISION (high to low)
metal 3D printing
SLS
SLA
FDM
PRINT SPEED (high to low)
FDM
SLS
SLA
metal 3D printing
COST (high to low)
metal
SLS
SLA
FDM
applications:
FDM: low-cost prototypes and economical prosthesis
SLA: high detailed prosthesis, especially small parts and aesthetic stuff
SLS: robust resistant and customized prosthesis for functional applications
metal: bionic or mechanical prosthesis with strong and resistant structures like hip implants and joints
Hydrogel inks (shear, common materials, how they’re stabilized, approaches)
shear thinning when going through the nozzle
made from alginate, gelatin, hyaluronic acid, PEG, fibrinogen, agar, hybrids/other synthetics
stabilized by increasing cross-linking density network in a solution that contains physical or chemical crosslinkers or UV
direct write bio printing (directly deposit the hydrogels in precise 3D patterns layer-by-layer)
use gelatin for hydrogel
and a bit of photoinitiator so it will react when exposed to UV
put under UV for 10-60 sec, strengthens print
can use decellularized ECM from adipose, cartilage or heart tissue
PCL framework in addition to hydrogel
can mix gelatin slurry with CaCl2
makes bingham plastic (rigid at low stress but flow at high)
little bit of alginate too
ceramic based ink
try to limit this type of ink because high Tm (above the range of FDM and ceramics cannot be used in SLA and SLS hard to get dense and porous structures)
inkjet and PB can be done with powder and suspension forms
can be used as additive to composite system as well
poly acrylic acid or phosphoric acid onto HA powder then sinter
tailor ink composition and viscosity to make scaffolds from HA with minimal solvent
smart materials in 3D bio printing
can reshape or transform in response to external stimuli such as self-folding, assembling and dissassembling
PNIPAA and PCL and PEG for example
cell maturation in 3D bioprinting
someone’s printed microtissue can undergo maturation form cellular coating, cell self-organization and matrix deposition then gradually form functional tissue
seen with endothelial cells and spheroids they have formed around a graft
what can we print?
cells and extra cellular matrices
NOT organs or tissues at once
servo motor versus stepper motor and bipolar motor
servo has continuous feedback between controller and motor
stepper does not need constant feedback, goes by movements
bipolar activates different poles
piezoelectric extruder
creates specific current that cuts the flux
dispenses uniform drops
complex
micro valve extruder
flux then force then cuts flux then opens and closes valve
drops are not uniform, start to decrease in size over time cuz plastic syringe deforms from force
syringe extruder
best
switch off motor, dispense fixed amount of liquid, move to new position, repeat
uniform drops
problems when dispensing drops from extruders (size of drops remain the same but what is happening)
size of drop remains the same, but number of cells in the drop decreases
need to make fluid more viscous but also can’t be too high because strong force could kill the cells
need to also be more packed together in the fluid
what is a mixer extruder
mixes material as it prints
alginate and CaCl cross links immediately and blocks exit
used for materials that slowly cross link
controlled via stepper motor
what is a pneumatic extruder
for things that cross link quickly
has pregel then adds a little CaCl2 and then prints, then adds the rest of it afterwards to finally cross link
the hydrogel needs to be cross linked
uses compressor and pressure controller
turbidometry
analysis of how liquid phase becomes solid overtime
good to know for what the printing window is for pregels
rheology
mechanical properties of hydrogels/bioink/pregels
shear thin is ideal because it allows it to be viscous enough to dispense and then maintain shape after
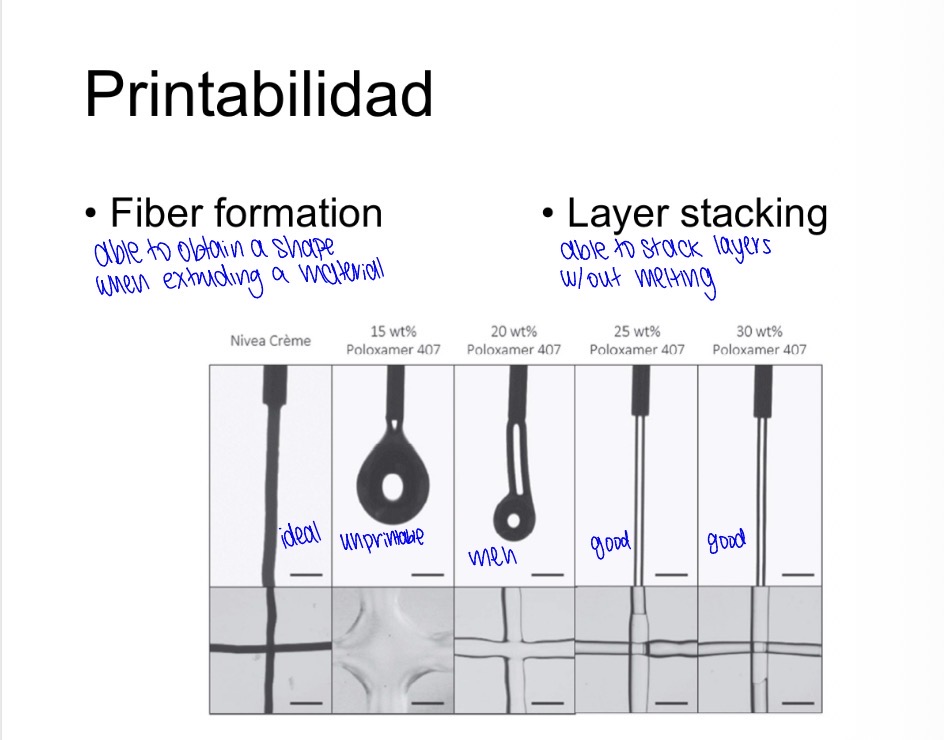
printibility
ability to obtain a shape after extruded
able to stack layers without melting on top of each other