IE 21: Casting and Forming Processes
1/90
Earn XP
Description and Tags
Module 4A: Casting and Powder Metallurgy
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
91 Terms
Casting
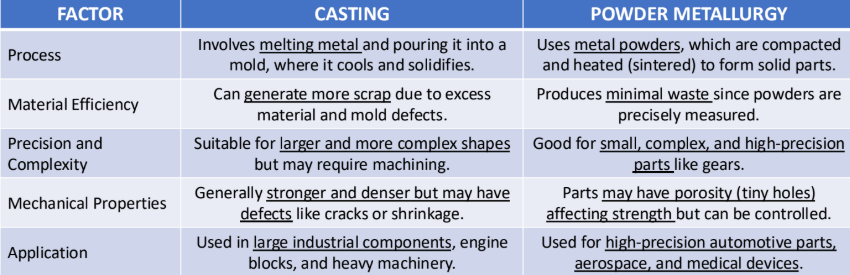
Pouring molten metal into a mold containing a cavity that produces the desired part shape allowing it to solidify, and removing the part from the mold.
Foundry
Factory equipped for making molds, melting and handling molten metal, performing the casting process, and cleaning the finished casting
Foundrymen
What workers who perform casting are called
The Mold
Contains cavity whose geometry determines part shape
What should the size of the cavity be relative to the object?
Slightly oversized to allow for shrinkage of metal during solidification and cooling.
Expendable Molds
Usually made of sand, plaster, ceramics, and similar refractory materials and is broken up to remove the casting; meant to be broken to get the product inside
Binders/Bonding Agents
Used to provide cohesiveness and structural stability
Permanent Molds
Made of metals which maintain their strength at high temperature; can be used repeatedly and provides better heat conductivity to the process
Composite Molds
Made of two or more different materials (sand, graphite, metals); improve mold strength, control cooling rates, and optimize process economics; used when materials are complex
Types of Casting Process
Sand, Permanent Mold, Die, Shell Mode, Investment, Centrifugal
Sand Casting
The traditional method of casting; uses silica sand (SiO2) as the mold material because it resists high temperatures; added with binders like clay, zircon, olivine, etc.`
Two general types of sand in sand casting
Naturally bonded (bank sand) and synthetic (lake sand)
Mulling machines
Used to uniformly and thoroughly mull (mix) sand with additives
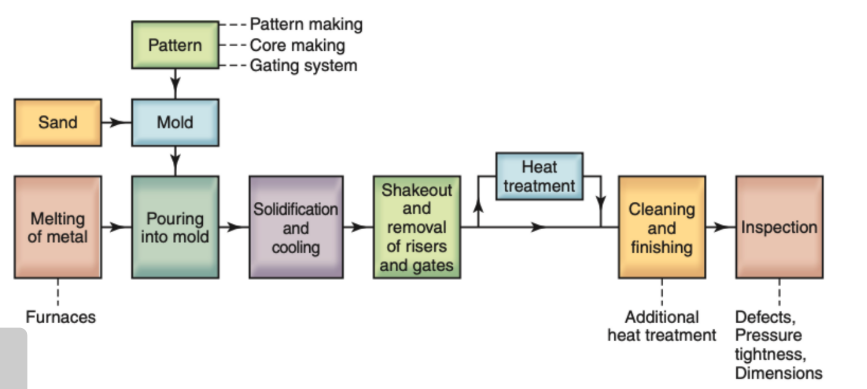
Sand Casting Process
Factors to consider in determining the proper sand mold
Surface finish, good permeability, good collapsibility
Open mold (Sand casting)
Simply a container in the shape of the desired part
Closed Mold
Mold geometry is more complex and requires a gating system (passageway) leading into the cavity
Types of Sand Molds
Cold-box, Green-sand, No-bake Molds
Cold-box
Organic or inorganic binders are blended for better dimensional accuracy; more expensive than green-sand
Green-sand
Sand, clay, and water mixed together; least expensive of making molds
No-bake Molds
Synthetic liquid resin mixed with sand; hardens at room temperature
Parts of Sand Mold
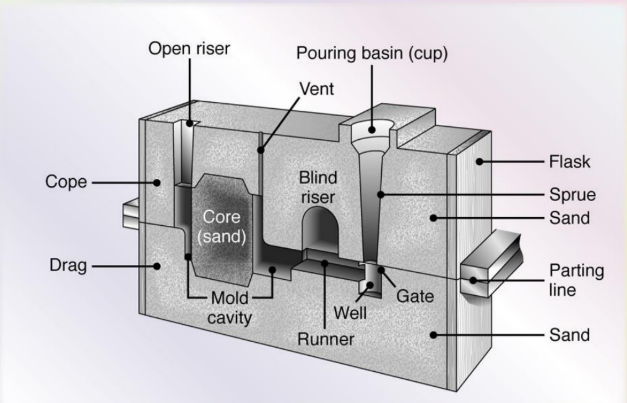
Flask
Box containing the mold
Cope
Top half of any part of a 2-part mold
Drag
Bottom half of any part of a 2-part mold (additional parts are called cheeks)
Core
Shape inserted into the mold to form internal cavities or lettering on surface of casting
Core Print
A region used to support the core
Mold Cavity
Hollow mold area in which metal solidifies into the part
Riser
An extra cavity that stores and supplies additional metal to the casting as it shrinks during solidification (blind riser, open riser)
Gating system
Channels used to deliver metal into the mold cavity
Pouring cup
The part where molten metal is poured
Sprue
Vertical channel through which molten metal flows downward
Runners
Horizontal channels
Parting line
Interface that separates the cope and drag of a 2-part mold
Vent
Allows gases and air to escape, preventing defects like porosity and blowholes in the final casting
Well
A cavity at the base of the sprue that helps reduce turbulence and control the flow of molten metal
Hearing furnace
Used to heat the metal to molten temperature sufficient for casting
Turbulence
Inconsistent and irregular variations in the flow
Solidification of Metals
Transformation of molten metal back into solid state; differs if metal is pure metal or alloy
Solidification of Pure Metals
Solidifies at a constant temperature equal to its freezing point (same as melting point)
Solidification of Alloys
Freeze over a temperature range rather than at a single temperature
Solidification Shrinkage
Occurs in nearly all metals because the solid phase has a higher density than the liquid phase (Exception: cast iron with high C content)
Pattern shrinkage allowance
Amount by which mold is made larger relative to final casting size
External Chill
Used to encourage rapid freezing of the molten metal in a thin section of the casting
Riser Design
Must have longer freezing time than the casting; vertical channels that provide a continuous flow of molten metal to eliminate shrinkage as solidification occurs during casting process
Defects in Casting
Segregation, Porosity
Segregation Defects
When the concentration of the solute is not constant throughout the casting; can be reduced by homogenization (achieved through faster colling rate)
Porosity Defects
Caused by shrinkage, trapped gases, or both; detrimental to ductility and fatigue life (must be kept at minimum levels)
Typical shrinkage rage of metal
4% to 7%
Gas porosity
Caused by the gas bubbles
Shell Mold Casting
Box contains fine sand, mixed with thermosetting binder (phenol-formaldehyde) that coats the sand particles
Investment Casting
Also known as LOST-WAX process;
Refractory
Has an unusually high melting point and that maintains its structural properties at very high temperatures
Permanent Mold Cating
Also known as hard-mold casting; two halves of a mold are made from materials such as cast iron, steel, bronze, graphite or refractory metal alloys
Die Casting (Hot Chamber)
Involves the use of a piston, traps a certain volume of molten metal and forces it into the die cavity; low-melting point alloys are usually casted
Centrifugal Casting
Utilizes the inertial forces caused by rotation to distribute the molten metal into mold cavities
Casting Advantages
Can create complex part geometries
Can create both external and internal shapes
Some processes are net shape; others are near net shape
Can produce very large parts
Some methods are suited to mass production
Casting Disadvantages
Limitations on mechanical properties
Poor dimensional accuracy and surface finish for some
Safety hazards to workers due to hot molten materials
Powder Metallurgy
Highly developed method of manufacturing precision metal parts; a “chip-less” process, uses roughly 97% of the starting metal in the finished part; mixing elemental or alloy powders then compacting the mixture in a die
Repacking
Occurs with the elimination of particle bridges; higher compaction pressure means particle deformation is the dominant mode of densification
Basic steps in Powder Metallurgy
Powder Production
Mixing
Forming/Compaction
Sintering
Optional Operations
Finished Product
Powder Production
Step in powder metallurgy where the particle shapes in metal powders, and the processes by which they are produced
Atomization
One method of metal-powder production; the dominant process for producing high-quality metal powders by disintegrating a stream of molten metal into find droplets
Atomization Methods
Gas atomization, water atomization, atomization with a rotating consumable electrode, centrifugal atomization with a spinning disk or cup; directly determines the powder’s shape purity, and particle size distribution
Metal-powder production methods
Reduction, electrolytic deposition, carbonyls, mechanical comminution
Reduction
A metal-powder production method wherein gases such as hydrogen and carbon monoxide are used to reduce metal oxide to its metallic state
Electrolytic deposition
A metal-powder production method that utilizes either aqueous solution or fused salts; the powders produced are among the purest
Carbonyls
A metal-powder production method that lets iron or nickel react with carbon monoxide to form iron and nickel of this type
Mechanical comminution
A metal-powder production method that involves crushing, milling in a ball mill or grinding brittle metals into small particles
Mixing
Second step in powder metallurgy that obtain uniformity in materials, impart special physical and mechanical properties to the product, and can be mixed with lubricants to improve flow characteristics
Forming/Compaction
The step in powder metallurgy wherein the blended powders are pressured into shapes in dies; usually occurs at room temperature at a pressure range of 25-50 tons per square inch
Green compact
Produced when loose powder is compacted; have sufficient strength for in-process handling
Density of the green compact depends on:
Pressure applied, size of particles, friction between the particles and the die walls and punches
Relationship between green compact’s density and elastic modulus
The higher the density, the higher the strength and elastic modulus of the part; since higher metal amount is in the volume
Compaction cycle
Cycle start
Charge die with powder
Compaction begins
Compaction complete
Ejection of compact
Recharging of die
Sintering
Process whereby green compacts are heated in a controlled-atmosphere furnace to a temperature within 70% to 90% of the melting point of metal or alloy
Temperature must be sufficiently high to allow bonding of individual particles but not too high to melt the metals
Optional operations
Coining and sizing, forging, impregnating, infiltration, heat treating, machining, grinding, plating
Coining and sizing
An optional operation that has a purpose to impart dimensional accuracy to the sintered part and to improve its strength and surface finish by further densification
Forging
An optional operation which make products have a good surface finish, good dimensional tolerances, and a uniform and fine grain size
Impregnating
An optional operation that makes components have a continuous supply of lubricant, by capillary action, during their service lives
Infiltration
An optional operation wherein hardness and tensile strength are improved and that the pores are filled
Heat treating
An optional operation for improved hardness and strength; further doing of this after sintering increases material strength
Machining
An optional operation for producing various geometric features by milling, drilling, and tapping
Grinding
An optional operation for improved dimensional accuracy and surface finish`
Plating
An optional operation for improved appearance and resistance to wear and corrosion
Finishing
Examples re grinding with a diamond wheel, lapping and honing, ultrasonic machining, and laser-beam machining
Design considerations
Compact shape must be as simple and as uniform as possible; avoid sharp edges, thin sections, thickness variations, high length-to-diameter rations, and sharp changes in contour
Provision must be made for ejecting the green compact from the die without damaging the compact
Must be made with the widest dimensional tolerances consistent with their applications to increase tool and die life and reduce production costs
Powder Metallurgy vs Casting