Insights into Food Production
1/63
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
64 Terms
Disadvantages of using a a single ingredient instead of a flavour system
More microbiological contamination risk. (EU - no preservatives in soft drinks bc of the hyginic handling)
Needs standardisation. More internal resources, quality control, and recipe development.
Complicated Supply Chain. Individual dosing, different suppliers, sometimes very small quantities to handle.
For the flavour system, it is spray dried (low aw) and the producer (eg, ADM) takes responsibility for production under the food grade hygiene conditions and standards.
Name beverage defects
Phenomenon that occurs over time that causes a negative reaction in a final consumer.
Visual Changes - eg, microbial spoilage that causes an increased CO2 production; turbidity due to pectin degradation.
Ring Formation - floating of oil or undissolved colour particles
Sedimentation → clearing down: supernatant becomes transparent
Floating → clearing up. Induced by enzymes or moulds.
Precipitation, floc formation - induced by the pH shift
Colour Changes
Slight sensory changes
Unpleasant Off-Taste
Ingredients Degradation
Neck Staining - more pronounced in PET
Desired characteristics of colours for soft drinks
Water-soluble or at least dispersable
Stability under acidic values (pH < 3.8), under heat stress (pasteurisation), over time at RT, with O2 (e.g., beta carotene is destroyed easily → asc.acid stabilization).
Suitable sensory properties: taste
Suitability of colour - 80% of the sensory perception is visual, first impression
What are main colours for beverages?
Brown - Caramel (cola - 40% in EU)
Yellow - ß-carotene
Red - anthocyanins
What are preferred emulsifiers?
Gum arabic
1-2% of it adsorbs at the oil surface (protein fraction adsorbs). It provides steric stabilisation (neg.charge) and avoids coalescence.
OSA Starch
They influence density and turbidity.
Why does one need additives for beverages?
Antioxidants = Protection from O2: especially for PET bottles that are more susceptible to permeation.
Acidifiers = adjust pH and support mouthfeel.
Stabilisers and thickeners. Locust bean gum - for low juice content, mouthfeel improvement - pectin, cellulose, emulsifiers - gum arabic and OSA starch.
Preservatives. If single ingredients are used for the production instead of a flavour system. Benzoates (E210-213) and sorbates (E200-203).
Why is Brix hard to use as a standardising method when sugar is used as a sweetener?
Under acidic conditions, sugar undergoes inversion = sucrose → fructose + glucose
Mw of separate compounds is bigger as water is attached (360 vs 342 g/mol).
Briefly descrive mango production
Storage in the ripening chambers: manual check, automatic control of T and time
Sorting, two-stage washing, cutting (manual) and pulp extraction (gently with big screws)
Destoning, mixing
Asceptic filling, sterilization, storage
What is the major problem in tropical fruit purees, concentrates and nectars?
Colour change because of the browning.
Enzymatic browning. PPO = polyphenol oxidase.
Counteraction: heat inactivation of the enzymes, reducing agents addition, reducing pH, dearation
Non-enzymatic: Maillard. Formation of melanoids.
Lower T, reducing pH, dearation
What is called tea?
Product produced from a tea plant - Camelia sinensis
Why do tea impurities occur, and which chemical is of concern?
From machine plucking
Pyrolidizine alkaloids - natural plant protection chemical
Acute liver damage & cancer
What enzymes are responsible for black tea colour? When they are set free?
Polyphenol oxidase (PPO) and peroxidases (POD) → theaflavins and thearubigins
They are set free during the withering step (drying)
30% of a dry leaf are extractable polyphenols.
So, for green tea 💚, there is a mild inactivation with steaming (Japan) or roasting (China)
Two methods for tea crushing and why is it done
Orthodox method → tea leaves appearance
Crush Tear Curl (CTC) → powder for tea bags
It is done to extract all the flavours and for the fermentation to start.
What is tea cream?
It is a precipitate that occurs due to the reaction btwn theaflavins, thearubigins, and caffeine.
pH and amount of dry solids (25-35%) dependent
In what way is orange as a fruit different from an apple?
From orange, one can get cold pressed oil and oliophase (volatile)
Ways to extract flavour compounds
Distillation
Solid Phase Extraction
Cone Spinning Column
Cross modal interaction of taste
Aroma
Taste
Texture and Moutfeel
What are flavourings according to the law
Products not intended to be consumed as such, which are added to food in order to impart or modify odour and/or taste
“Flavouring Substance” is the main group
Difference between peach extract and natural peach flavour
Peach extract - 100%
Natural peach flavour - 95% fruit
Raw materials for beverage production
Water: natural mineral, spring, demineralized
Acids: support antioxidants and increase effectiveness of preservatives
Citric Acid: monohydrate and anhydrate
Phosphoric Acid: cola drinks, very aggressive.
Lactic Acid
Malic Acid
Sugars or Sweeteners/Polyols
What is the goal when creating sweetness with sugar substitute?
To mimic the sucrose curve
Onset Sweetness
Peak Sweetness
Core Sweetness
Lingering Part
Full Body, moutfeel
Sweeteners have a later peak and lingering part
Order mainly used organic acids by strength to decrease pH
Citric > Malic > Lactic Acid (number of carboxyl groups)
What are the regulations for stating vitamins on the package?
They should be present at the end of the expiration date at 15% RDA
Water-soluble vitamins are easy
Fat-soluble are emulsified or encapsulated
Two most important preservatives
Benzoic (in benzoate form) and Sorbic Acids
Benzoic Acid shouldn’t be present in drinks with vit.C
They’re inhibiting bacterial growth, but not killing bacteria
Benzoic Acid is effective against yeasts and bacteria. Sorbic Acid - against moulds.
Typical pH of beverages and cola, orange juice, Apfelschorle, Ice Tea
Typical <3.8, right on the border with E.coli growth region
Cola: 2.8
Orange Juice: 3.2
Apfelschorle: 3.6
Ice Tea: 3.8
CO2 of cola, orange juice, Apfelschorle, Ice Tea
Cola: 8 g/l
Orange lemonade: 6.5-7 g/l
Apfelschorle: 4.5 g/l
Ice Tea: 0 g/l (most sensitive to spoilage)
How are Döhler and ADM making life of beverage producers easier?
They are pre-mixing target formulas: flavours, colours, juices, concentrates etc., so that the main producer just has to add water, sweetener, and acid.
What does Brix measure?
Soluble dry matter in a liquid → sugar content
Frequency of MO contamination
90% yeasts = turbidity, sedimentation, CO2 formation, fermented smell
6% bacteria - diacetyl smell
4% moulds
Methods of beverage preservation
Physical: pasteurization
Chemical: preservatives, velcorin
Why is beer naturally preserved?
Hops bitter substances
Alcohol
Lack of easily metabolised nutrients
That leads to lower pasteurisation T
Viscosities for plate and tubular heat exchangers
Plate: low viscous. Smaller volume, cost saving
Tubular: high viscous. Pulpy, with fibers etc
Why preservatives arent used at neutral pH?
Only the undissociated form of acid is able to enter the cell (lipid membrane)
Neutral pH > pKa => dissociated acid => unable to enter the cell
Cold disinfection of beverages
Velcorin
It is placed right before bottling
No sensory impart, not necessary to declare
Pre-filtration or flash pasteurization is needed, as the system requires low microbial load.
There is always a risk of contamination with bottling, because bottling fillers aren’t hermetically sealed unless there’s an aseptic filling.
Soft Drinks Production Steps
Compounds Delivery
Water Treatment
Syrup Preparation: mixing of compounds with sugar and water
Beverage Mixing: dilution with water
Pasteurisation
Carbonation
Filling and Bottling
Why is enterpreneurship needed in food tech?
To transform the system, which is not on track for health, climate, and resource goals.
Systemic Pressure: population growth, urbanisation, climate change, biodiversity loss
Innovation Gap: deeper changes of production processes happen in smaller and more agile companies
Translating Science into Practice
Ideas: Alt Proteins, Upcycling, local sourcing
New Food Technologies examples
Processing Innovations: new texture, safety profiles that support healthier and lower-impact products. Revo Foods: funghi-based salmon.
Digitalisation: innovative tools to optimize production, reduce losses and increase transparency. SkoneLabs: AI layer for IoT and sensors.
Scaling Novel Concepts: mostly done by smaller companies rather than big players.
Role of StartUps
Drivers of Change: concrete pilots for new ways of production
Complementing incubements: de-risking new approaches that big companies can scale via partnerships and investments.
What is “from idea to market”?
Support of promising food innovations from early prototyping up until the market adoption. These technologies can be then used by farmers, industry and consumers across Europe.
Barriers that hold Europe from realising its full potential
Due to the existence of “double valley of death”
Regulatory approval, scale up and market adoption take years → cash burns.
Pre-commercialisation gap. No investments for the prototype.
End of research phase → no government support.
No proof at a scale.
Angel Investors, Incubators.
Scaling gap. Commercialisation step. Regulatory approbal, support in bigger scaling.approval
Too big for angel investors but too risky for banks.
Venture Capitals, Strategic Investors.
Strategies novel‑food startups use to cross the valley
Staged business models: Offering B2B ingredients, licensing technology, or
starting with less regulated applications to generate earlier revenue while working
toward full food approval.
Smart regulatory strategy: Integrating regulatory planning from day one and
avoiding data gaps that cause re‑submissions to approval authorities. Such re-
submissions can bey a key cause of failure e.g. in food‑biotech.
Blended finance: Combining VC with grants, corporate partnerships and public
innovation funds targeted at sustainable food and bioeconomy infrastructure to
bridge the long pre‑market phase
Typical IP in food tech
Brand & image: Trademarks protect your start‑up and product names, logos,
slogans and sometimes distinctive packaging or product shapes (e.g. Toblerone
bar, Coca‑Cola bottle).
Product and tech: Patents can cover genuinely novel technical inventions such as
new processes, equipment, ingredients or formulations, but rarely a simple “recipe”
as such
Content & design: Copyright protects marketing copy,
photos, websites, packaging graphics and recipe text
(expression), while registered designs can protect the
appearance of packaging or product shape.
Know‑how: Trade secrets protect confidential information
that has economic value because it is secret, such as a
proprietary recipe, formulation, process parameters,
supplier lists or pricing models.
What can be a trade secret?
Recipe
Process (or patented)
What is IP?
Bundle of legal rights that protect intangible assets of a company: brand, recipes, technologies, logo, confidential know-how
Pros and cons of IP in comparison to patent
Pros:
No extra costs for the implementation
Unlimited in time
No public disclosure
Cons:
Once leaked, can’t be taken back from the society
If someone reverse engineers it, there’s no way to take it back
Strong secrecy measures
Many food companies go for IPs
Why making a start up based on pains?
Focusing on unmet needs and problems
Concepts derived from real frustrations land better than the “cool tech” ones
What did Nestle smartly do for its growth?
Built products around routines: so if one field slows down, the other accelerates.
Coffee and cocoa, baby food, dairy, sweets, sauces, cosmetics etc
Beneftis of apple in comparison to citrus pectin
High inner firmness
Regular distribution of ester groups
Good spreadability and reversibility
Less tendency to syneresis
High resistance toward mechanical stress
Basic pectin solution
Disperse pectin in 5-10 times the amount of sugar or syrup
Add into fruit or water
Cook at Brix <30
Add rest of the sugar
When one should think about beta-elimination in pectin?
At high T and high pH. Happens more often my HM pectin.
Why for pectin shelf life is technically non restricted?
Because over time pectin only slightly loses degree of esterification
Requirements for gelation of HM pectin
Sugar → attracts water, so the water layer around pectin is removed
Acid → H+ groups to neutralise carboxy-groups → charge repulsion is removed, chains come together → hydrogen bonds and hydrophobic interactions are formed
As HM pectin depends on sugar, it is used for high Brix products.
TSS >60% and pH < 3.2
Setting range of HM pectin
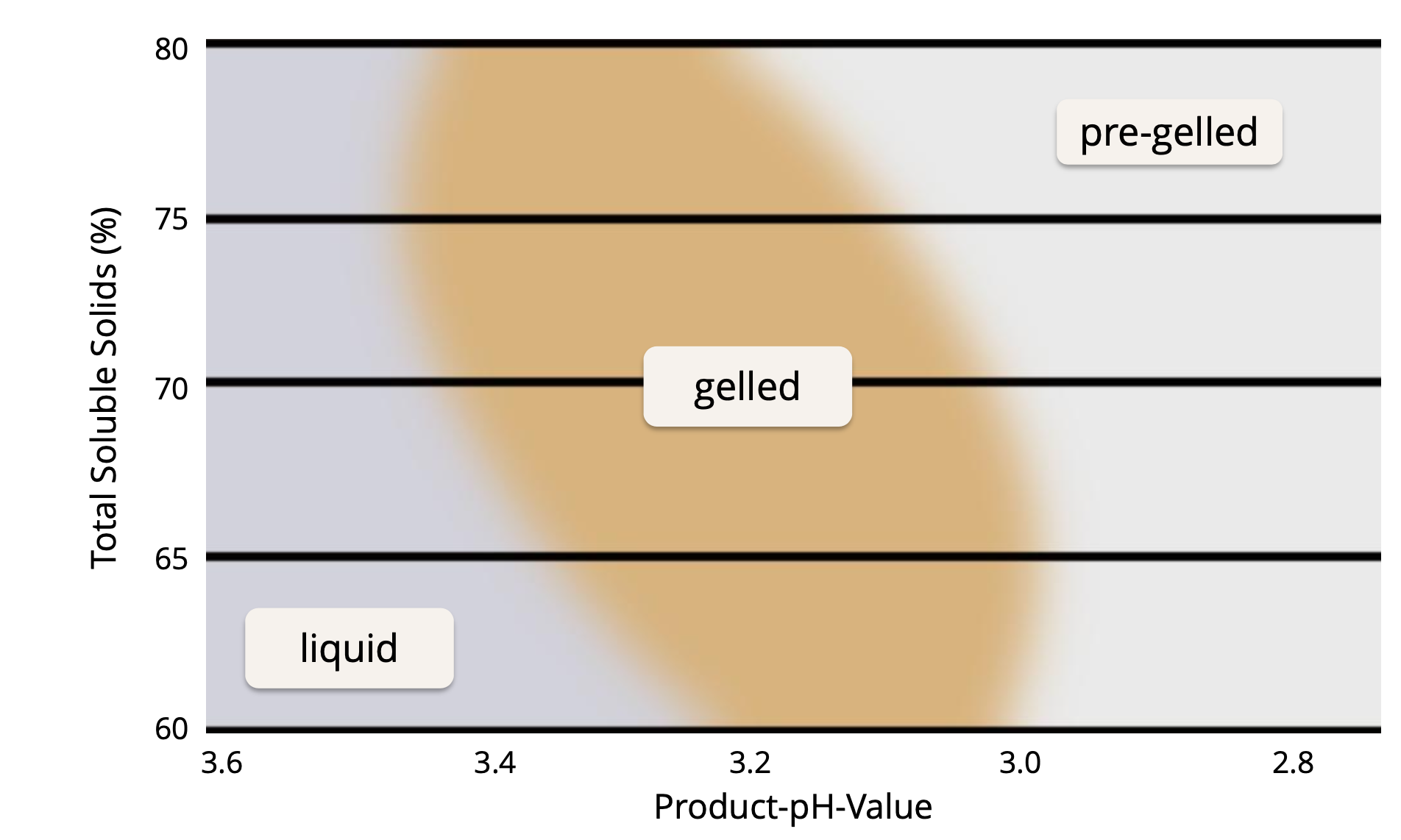
Pre gelation is more desired than liquid form, so producers often overdose pectin a bit, to achieve pre-gelation.
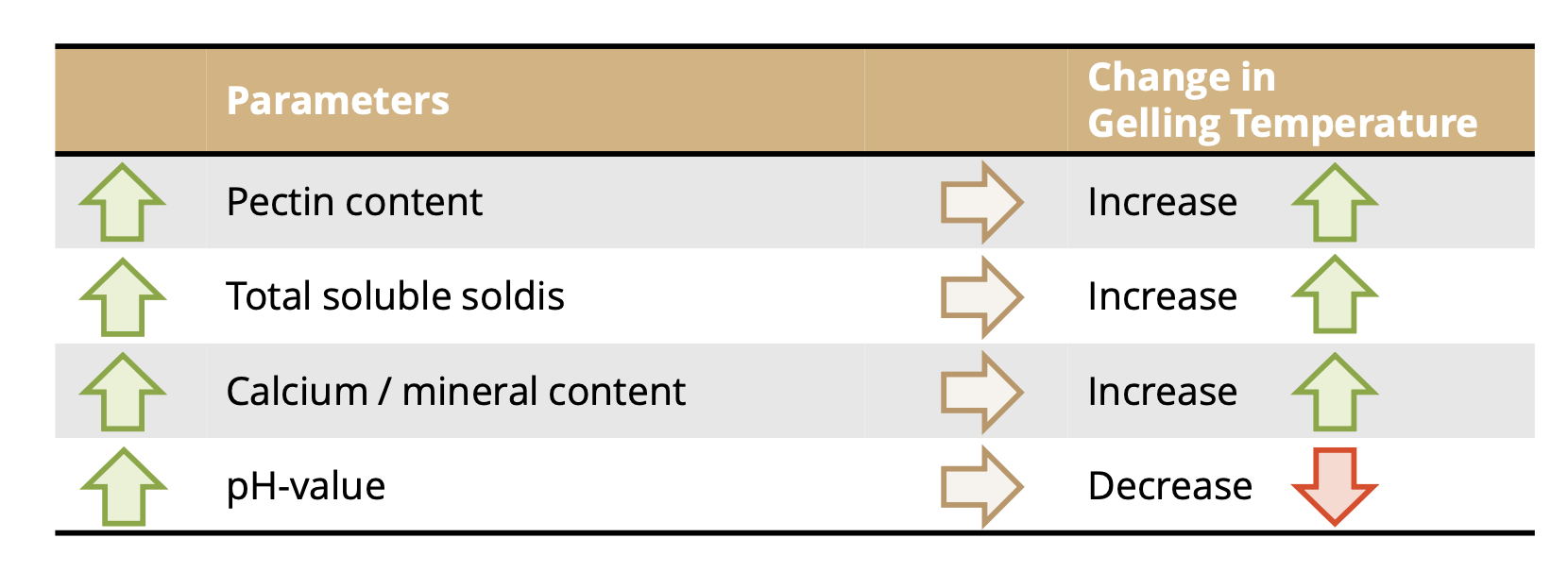
How do increases in pectin content, TSS, calcium, and pH affect change in gelling T?
What benefits does LM amidated pectin have?
More tolerance to process variation, as gelling mechanism doesn’t depend on pH and T as much.
More elastic and less firm texture, typical for Ca-based gels.
Lower Ca amount is needed. At low Brix, sometimes no Ca is needed, as amidation alone is sufficient.
Important Characteristics of the Adsorption Materials
Particle Size and Distribution. Range of particle size, distribution. Impact on pressure loss and transfer rate. Smaller particles → higher transfer rate. High distribution → bigger pressure loss.
Inner/specific surface. Inversely proportional to pore diameter. Proportional to porosity.
Density. Of individual particles and bulk.
Porosity and Pore Size Distribution.
Distribution of Pore radii. Adsorption and ion exchange - micropores. Transport - macro- and mesopores.
Application of adsorbents
Waste water treatment
Food: debittering of juices, removal of FFA from oil, recovery of phenolics (e.g., hesperidin from orange peels), enrichment of lactic acid
Purification and isolation of proteins = valorisation
What are 2 ways of industrial usage of adsorbent materials?
Fixed Bed Process. Adsorbent is packed in a column, while adsorbtive flows. Continuous. Need bed regeneration when it is exhausted in capacity. Several columns are connected in series.
Stirred Tank. Adsorbent particles are added to a tank → Liquid is mixed with an agitator → Adsorption happens while stirring → After treatment → adsorbent is separated (filtration/centrifuge). Increase in the number of process steps reduces the resin amount needed.
Fluid Bed Process. Sorbent and fluid are contacted in countercurrent mode. Flow rate is controlled via the quantification of target compounds at the
inlet and outlet. Can be destroyed by the particles.
Ways to produce silica-based adsorbents
Route A — Precipitated / Colloidal Silica
Sodium silicate + acid (H₂SO₄ or HCl)
Polymerization of silicic acid → hydrated SiO₂ particles
Forms a gel-like precipitate
Washed, dried, and activated → porous silica
Route B — Sol–gel process
Controlled hydrolysis and condensation
Produces silica hydrosol → gel → porous solid
More uniform 3D network. Better pore control = slower process.
Route C — Fumed silica (pyrogenic)
SiCl₄ reacted at 1000–1200 °C
Forms very fine SiO₂ particles
High purity, small primary particles
Silanol Groups → polar and hydrophilic
Most important resin
Polystyrene cross-linked with divinylbenzene (PS–DVB)
Styrene → forms the chain
Divinylbenzene (DVB) → links chains together → cross-linking
Three types of adsorbent resins
Resin type | Cross-linking | Porosity | Use |
|---|---|---|---|
Gel type | Low | Swelling pores | Small ions/molecules |
Macroporous | Medium | Permanent pores | Organics, large molecules |
Hypercrosslinked | Very high, very high adsorption capacity | Microporous | Aromatics, pollutants |
How can one affect the properties of silica gel
By changing concentration, pH, and T
What does cross-linking determine?
Pore Size
Swelling
Mechanical strength
Adsorption behaviour
How does functionalization turn adsorbents into ion exchangers?
Cation: sulfonation, –SO₃H
Anion: chloromethylation + amination, –NR₄⁺