food credit 1
1/16
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
17 Terms
1. Milk sampling in primary milk production
the first stage
milking
handling
storage farm before being transported (so raw milk)
milk samplong: 2 types bulk and individual l
individual
-california - mastitis test
bulk
tank milk - redidus or medisine
test 2x a month and 1x a month
2x mnth - rediduse and total bak count
protein testing - 2,8%
fat testing - 3,5%
1 month
somatic cell count
frezing point
pathogen test - part of rutine - salmonela, ecoli, literia monocytogenes
transport test
temp less than 10
test aniboitisc
specific gravity and acidity
milk constitutens (fat, protein osv)
renetability
heat stability
antibiotic test - tank milk and individual
testing of pathogens - free of pathogents
2. Types of controls in the dairy industry
control in dairy industry
1. Production holding (dairy farms): Individual milk samples: • visual testing for quality of first milk squirts, • mastitis California test • conductivity of milk, • antibiotic resisues
Bulk milk samples: Always before milk colection and transport of milk (residues of antibiotics) (1 a month somatic cell)
2. Processing establishment (dairy plant)
• Input control (raw milk)..
• Intermediate control (during manufacturing process).
• Output control (final products).
Milk reception
Milk testing – „transport sample“
Antibiotic residues: as well as composition of milk, appearence + acidity test
(quality control during manufacturing process)
• phosphatase test + peroxidase test (efficiency of heat treatment of milk),
salt content
fat
h2o
acidity
(final products):
• sensory evaluation
• physico-chemical properties,
• microbiology
If you send the sample out 3 layers of bags to ensure safe transport (2 bag + paper)
Temperature of milk during transport – less than 10 °C
Milk should be processed within 36 hours after arrival to a dairy plant.
Hygien control
the space and utensels
quality control (everithing milk control)
regulatory control
monitory control
microbiological control
document are in place
3. Determination of acidity of milk
pH and titratable acidity
pH of cow ´ s milk normally varies between 6.4 to 6.8
pH of milk varies slightly between species
at a pH of 4.6 to 4.7 lies the iso-electric point of cow ´ s milk
milk coagulates at room temperature
why would acidity change
pH of colostrum is slightly lower than pH (high acidity )of normal milk
mastitis milk may have a higher pH (low acidity)
0,16-0,18% lactic acid in fresh milk - if higher then spoild
why do we control: evaluate the fresh ness and bak
up - micriobial contamination and spolage
down - diluted milk
Method
Titration method Naoh -phenophalein
determination of milk acidity by orientational methods clot-on boiling test
indication papers- compared with standard strips
alcohol test - -if higher than 9sh sample will coagulate (milk + ethanol)
alisarin alcohol test - combination of ph and alcohol test
important for cheese cause can cordle defect
cheched every step of the way (from out of cow- transport - to finish product)
types of acidity
natural - form casind and phosphated (acidity important beaue regulate the whle milk and consistancy)
divelopment - by bakteria from lactose to lactig acid
natural is better than development
4. Determination of the specific gravity of milk and the freezing point of milk
Normal density of fresh cow milk is 29-33*L (lactodensimetric degrees).
- Density decreases when water is added,
- Increases if cream is added.
Normal freezing point of milk is -0.54 to -0.57*C:
- If water is added, the freezing point is higher (closer to 0*C)
5. Evidence of heat treatment of milk, describe the scheme of heat treatment of milk
Milk is heat treated before processing with these objectives:
To kill all bacteria and viruses that may be harmful to human health (pathogens),
To kill other microorganisms (and their possible spores), especially those that can cause spoilage of milk and milk products,
To inactivate milk enzymes and enzymes produced by microorganisms,
To affect the milks physical and chemical properties in order to improve its suitability for further processing.
Pasteurization, where the milk is heated to temperatures below 100*C, which kills the pathogens and a large number of other microorganisms,
Sterilization, where the milk is heated to above 100*C. This kills all microorganisms, spores and viruses.
Pasteurization can be done using batch method or continuous method. In the batch method, a vat pasteurizer which consists of a jacketed vat surrounded by either circulating water, steam or heating coils of water or steam, is used. Most commonly used is the continuous method, which usually uses high temperature short time (HTST) pasteurization. It consists of a stack of stainless-steel plates clamped together. The heating medium can be vacuum steamor hot water. The milk enters at 5*C and leaves the pasteurizer at 4-6*
vat past - low temp + long time
continous - high - short
Heat treatments:
-Terminization of final products: min 50*C max 75*C, min 20 sec.-Low pasteurization:72*C for 15 sec.
-Normal HTST: 81-85*C for 3-5 sec.
-UHT processing (ultra-hightemperature sterilization): 135*C for 1 second
Tests to determine proper pasteurization:
Phosphatase test:-Test of pasteurization above 70*C,-Normal HTST pasteurization inactivates the alkaline phosphatase in milk,
presence (yellow color )
White color is proper pasteurization.
Peroxidase test: -Test of pasteurization above 80*C,
Peroxidase enzyme is inactivated in a few seconds at temperature of 80*C,
Its presence(blue color)
White color is proper pasteurization.
Catalase test:-Catalase is destroyed by heating at75*C for 60 seconds
6. Laboratory examination of the basic comnstituents of milk
1. water content: dry method - 130 for 6min 80-90% in fresh milk
2. Determination of protein content:
-Caseins and whey proteins, 2-8-3.7%,
-Content depends on nutrition, stage of lactation, season, breed, mastitis etc.,
-Kjeldahl determination of nitrogen content
3. Determination of fat content and quality:
-Average content 3.3%,
Gerber method: separation of fat in a butyrometer, determination of its volume and calculations of percentage fat content
very important energy content - taste and value.
4. Determination of lactose:
-inortant for energy+ fermentaion
-4-5%
-Disaccharide composed of D-galactose and D-glucose,
-Titration method, chloramine-T method, lactoscan
7. Laboratory examination of milk from mastitis dairy cows
Inflammation of the mammary gland caused by:
bacterial infection
trauma or
injury to the udder.
Most mamma: • streptococci, • staphylococci,
Easy sigh to see
blood in milk or coagulation
california mastitis test
negative 200.000 (ish 400.000)
positive: over but worsst 500.000
somatic cell count
healthy: 300.000
sick: 1.000.000
Mastitis reduses milk yield by 10 – 25 % per cow:
pH in milk will increase (7,2)
we can register a lowering of vitamins C and A and an increase of vitamin B
increasing electrical conductivity lowering refraction of milk´s whey
Microorganisms with the exception of Mycoplasma, are usually controlled quite easily by: •Good udder hygiene. •Corect use of good milking machines. •Dipping teats after milking. •Treatment of all quarters of all cows at drying-off
high count of somatic cells
N mastitis test
california mastitis test
Fosomatic
increased of chloride ions and decrease of lactose
chlorine sugar number
chloride content
changes of pH: the bromthymol test
8. Microbiological examination of milk, counting the total bacteria count
Cow milk
4% fat
4% protein
4,5% lactose
Sheep
7,5 fat
5% protein
5% lactose
Microorganisms in the dairy industry can be divided into desirable (bacteria, molds, yeasts, viruses and bacteriophages) and undesirable (fermentative bacteria, psychrotrophs, thermoresistant microorganisms, spore-forming aerobic and anaerobic bacteria and coliforms).
EU legislation 853/2004 rule for a - somatic cell count and total bacteria count for raw milk, Milk from healthy udder has 100-1000 cfu/ml. Also states that there can be no detectable antibiotic residues.
For goat and sheep milk, somatic cells are not counted, and total bacteria count can be 1,5million if the milk will be heat treated, and 500.000 if used as raw milk (in cheeses). No antibiotic residues are permitted.
Contamination can occur due to improper hygiene at milking, mastitis, dirty milking machine or equipment, bedding, feed, soil, feces, water, air etc.
Microbial
Dilution, spread plate technique, incubation, counting units, calculation
9. Laboratory examination of raw cow's milk: sensory evaluation / compilation of flow diagram / CCP / methods of laboratory examination of raw cow's milk / defects of raw cow's milk
Bactoscan• Approved rapid method for detection of total bacteria in raw milk
Fossomatic • Somatic cell counting for raw milk testing
Residue testing
• Copan milk test.
• Delvotest
Laboratory for raw milk – reception hall = INPUT CONTROL Immediately after arrival to a dairy plant, raw milk sample (so called „transport sample“ is tested for:
Temperature (less than 10 °C).
Antibiotic residues
screening test: - detectable = milk is rejected (cannot be processed), - not detectable = milk is processed and is tested next for:
titratable acidity or pH,
density (or freezing point) = adulteration of milk with water,
basic constituents (fat content, protein content),
rennetability (for cheese making),
heat stability, etc
phosphatase test : yellow unpastarized
white pasturized
peroxidase test; blue unpasturized
white paturized
Sensory analysis of raw milk includes evaluation of color, flavor and consistency:
-color: milk ranges from yellowish creamy white (cow milk) to creamy white (buffalo).Intensity of the yellow color depends on various factors (more yellow in summer whiter when fed beets, red when presence of blood or injury to mammary gland, blue caused by feed or microbial contamination
-Flavor: includes smell and taste. The flavor of milk is a blend of sweet taste of lactose and salty taste of minerals, both are dampened by proteins. Phospholipids, fatty acids and fat of milk also contribute to taste,
-Consistency: homogenous liquid without deposits, flakes and coarse dirt. Factors influencing organoleptic properties of milk are nutrition (flavors passed in feed or through digestive system-> blood-> milk, quality of feed, interval between feeding and milking), health status (metabolic disorders, microorganism), residues of cleaning products and improper storage (sunlight, metal, long-term storage)
10. Laboratory examination of consumer liquid milk: sensory evaluation / compilation of a flow diagram / CCP / methods of laboratory examination of drinking milk / defects of drinking milk
defects :
cookig aroma
lipolitic aroma
oxidation smell
proteolitic smell
Consumer liquid milk: processed . Sensory evaluation
color: white
consistency: homogenous liquid without deposits, slight fat look is okay for non-homogenized.
smell and taste: milky, bit sweet, free from foreign odor/flavor. sensory changes + defects: cooking aroma, lipolytic aroma, proteolytic smell, oxidation smell
Flow diagram
fix the sensation
deodorization → centrifugation → homogenization → standardization → pasteurization → cooling → packing + shipping
receiving raw milk: need to get it at under 10 degrees heat treatment - microbes can survive - control temp. + time storage - at 3-5 degrees
ccp
temperature
storage
package
Methods of Laboratory
milk constituents - by lactoscan (protein, fat, lactose, freezing point)
titratable acidity of milk pH of milk
control of heat treatment by storch microbiological testing: pathogen testing, total bacterial count.
defects abnormal color (pink/yellow/blue), smell taste (sour, bitter, fruity), physical defects like coagulation due to fermentation by yeast
11. Laboratory examination of cream: sensory evaluation / compilation of flow diagram / CCP / methods of laboratory examination of cream / cream defects
rich in fat
The cream must be treated by one of the following methods of heat treatment: • a) pasteurization,
According to the fat content, divided into:
10% by weight; and less than 35% of milk fat,
more than 28% and less than 35% of milk fat,
more than 35% fat.
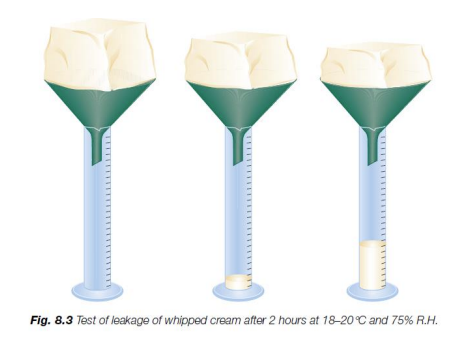
Whipping cream with 40% milk fat is usually easy to whip - if it drop so does the whipp abillity (best results at 6°C )
CREAM
Two principal requirements production of cream
good coffee stability
flocculate when poured into hot coffee.
coffee stability of cream can be improved to a certain extent by adding sodium bicarbonate if allowed (0,02%)
Coffee stability, involving several factors:
The temperature of the coffee; the hotter the coffee, the more easily the cream will flocculate.
The type of coffee, more acid-the more flocculate
Flow diagram:
milk
-centrifugation and standarizaton - ceparation (50 temp)
-homogenezation
-pasterization
-cooling
-packing
CCP:-Residues in raw milk,-Heat treatment of raw milk
LABRATORY
Determination of phosphatase and peroxidase activity
Both enzymes present and active in fresh milk and are completely destroyed by the heat treatments
phosphatase - inactivated at 40°C
peroxidase - 75- 80°C
Acidity test: Tiltratable acidity test - phenophalein as an indicator
soxhlet henkel degrees - used in cental europ
Fat content: Gerber method - by centrifugation (sulphuric acid + alcohol)
12. Laboratory examination of butter - sensory evaluation / compilation of flow diagram / CCP / methods of laboratory examination of butter / butter defects
Butter is generally made from cream
Divided into 2 main categories:
sweet cream butter;
cultured & sour cream butter made from soured cream
can also be classified according to salt content:
unsalted,
salted
extra salted
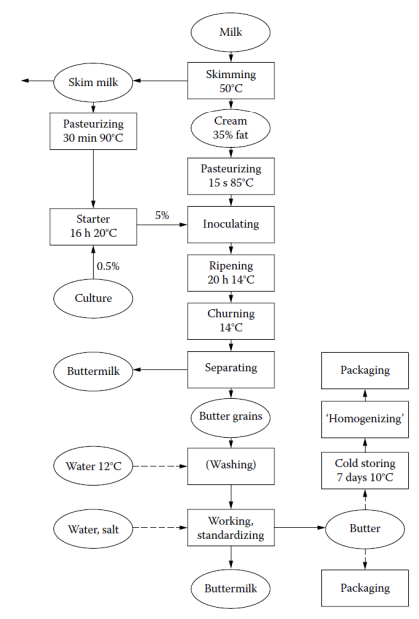
flow diagram: photo
fat + high iodine value will produce greasy butter
cream must be of good microbial quality, without taste or aroma defects.,
Cream is pasteurised at a high temperature, usually 95C
If necessary, any undesirable flavouring substances can be removed by vacuum treatment
bak count inportant it can effect diacetyl formation as well as which bak because it can effect consistancy - end up with yogurt consistancy
temp for butter chrurning 10 beat out the air - washing remove buttermilk
sensory evaluation
‘Appearance’ - colour, visible purity, absence of physical contamination, absence of mould growth
‘Consistency’- Body, texture and firmness, spreadness
body
flavour
aroma
lab
Determination of water: by burning
Fat determination: thiobarbituric acid - lipid oxidation
Acid determination: Naoh + phenophalein
peroxida value
sodium chloride
1-2% salt ish
13. Laboratory examination of sour milk products -sensory evaluation / compilation of flow diagram / CCP / methods of laboratory examination of sour milk products / defects in milk products
Sensory evaluation:
-Packaging evaluation,
-White to creamish color,
-Homogenous, smooth texture,no gas bubbles,
-Solid to creamy consistency,
-Pleasant fresh aromatic yoghurt-likeflavor
Flow diagram:
-Raw milk,
-Centrifugation,
-Pasteurization (CCP–85*C for 1-2 sec),
-Homogenization (10-20 MPa),
-Cooling (40-43*C),
-Addition of milk powder (40-60g/L)
-Inoculation with starter culture,-Packaging,
-Fermentation (42-45*C for 2.5-3.5h, 35*C over night),
-Cooling
CCP:
-Raw milk,
-Pasteurization,
-After fermentation?
Laboratory examination:
-Fat content,
-pH,
-Titratable acidity
Defects:
-Thin consistency: insufficient fermentation, unsuitable milk etc.,
-Gasbubbles: contamination by coliform bacteria,
-Defects of color, taste and aroma: linked to raw materials and production,
-Same flavor defects as cream (bitter, unclean, rancid, cooked,oxidized/tallow/metallic, low/high acid etc.)
14. Laboratory examination of cheeses (general) - sensory evaluation / compilation of flow diagram / CCP / methods of laboratory examination of cheeses / cheese defects
1.classification according to the method of processing in general
natural cheeses
sweet cheeses
acid cheeses
processed cheeses
2.Classification according to the species
3.Classification according to consistency hard semi hard soft
4.Classification according to the fat content
high fat or fat more than 60%
full cream 45 – 60%
half fat 25 – 45%
low fat 10 – 25%
skimmed fat less than 10%
5.water in fat free
6.lactose
milk wil have to be coagulated / calcium plays an important role + ph of milk adjusted by 1.5-2% starter lactic culture (Lactococcus lactis, Streptococcus thermophilus)(reduces ph in milk) (heat treatment 60 pasturization 70 15min)m 70% coagulated by rennet
Acid-coagulated cheeses - are produced from milk or cream by acidification to pH 4.6 - a high-moisture
ph 5-6 in general
The Evaluation of the Quality of the Cheese
organoleptic examination (appearance, colour, consistency, structure, flavour)
physico-chemical examination ( fat, NaCl, titrable and active acidity)
Microbial examination
sensory analysis - appearance, flavour and texture attributes smell tast
serious defects in the cheese may be caused by
bad quality of the milk
not keeping up the technological procedures
the bad quality of the ingredients
not keeping up the hygienic conditions
surface defects in the cheese
Laboratory investigation of cheese samples
Dry matter determination - by drying with sand at a temperature
Fat content in cheese by the Gerber method - temp 60 alcholoh to separate layers (centrifuation method)
Sodium chloride in cheese according to Mohr
Determination of pH
15. Laboratory examination of sheep's milk - sensory evaluation / compilation of a flow diagram / CCP / methods of laboratory examination of sheep's milk / defects in sheep's milk
Sensory evaluation:
-White, weak yellow-ish color,
-Pure milky without string smelling materials,
-Fat content and protein content is higher in sheep ́s milk (doubled fat 7.4 and 4.5 protein),
-Titratable acidity is higher (8-12.5SH),
-pH is similar (6.3-6.8).
Flow diagram:
CCP:
Laboratory examination:
-Total bacteria count(max 1500000 if being pasteurized, max 500000 if being usedraw)’
-Somatic cell count is not used,
-Phosphatase test,
-Peroxidase test,
-Verification of sheep ́s milk (no addition of cow or goat milk) = qualitativeimmunochemical test
Lacaune + east friesian - dairy breed - 300-600 litres
Milk products made from sheep milk are divided into the following groups:
a) modified sheep milk, flavoured sheep milk and liquid sheep milk products,
b) fermented sheep milk products,
c) cheese.
Sheep's milk has a delicate, slightly sweet taste, it has non transpared white colour with a characteristic sheep's aroma.
18-25% of produced sheep's milk is used for cheese production
81,6 % water,
18,45 % dry matter:
6,9 % fat,
4,45 % casein
4,55 % lactose
main protein in milk casein (whey protein 20%) - less lactose
Calcium and zinc higher
high vitamin C
sensory evaluation
color - white yellowish
smell - pure milky without strong odour
for raw COW milk critiria: Plate count at 30 °C (per ml) 100 000 maximum
Somatic cell count (per ml) 400 000 maximum,
LABRATORY
Determination effectiveness of pasteurization by Fosfatest
phosphatase test - detect inadequate pasteurisation and possible raw milk contamination (yellow unpasturized/ white pastrurized)
IDF method for determination of phosphatase activity
Determination of peroxidase activity in milk
storch test (blue unpasturized/ white pasturized
To verify the presence of raw cow's milk in sheep milk,
a qualitative immunochemical test)

16. Laboratory examination of bryndza - sensory evaluation / compilation of flow diagram / CCP / methods of laboratory examination of bryndza / defects of bryndza
From what: from ewe´s milk lump cheese (fresh or pasteurized milk)
How does it look: white, mature, spreadable cheese in granular form
Made by: milling a lump of matured sheep's cheese or by milling a mixture of lump cheese and lump cow's cheese.
It has a delicate odour and taste and has a pleasantly sour sheep's cheese taste that is slightly spicy and salty.
divided into group by material
a) made from 100% sheep lump cheese
b) from a mixture (50:50) of sheep lump cheese with lump cow cheese from pasteurized milk,
c)from a mixture (50:50) of barrel sheep lump cheese with lump cow cheese from pasteurized milk,
removal of whein in it
labratory evaluation
Dry matter
Detemrmined by drying the sample with sand at a temperature of 102 ± 2 ° C to constant weight
Fat
The non-fat solids are dissolved in concentrated sulphuric acid H2SO4 and the resulting mixture is centrifuged. The percentage of fat is read on a graduated scale on the centrifuge tubes (butyrometers) at a temperature of 65°C. Amyl alcohol is used to facilitate the separation of fat and aqueous phases.
Sodium chloride
Sodium chloride present in cheese is transferred into aqueous extract, and then is determined by titration with 0.1 mol.l -1 of silver nitrate. Potassium chromate is used an indicator
Titrable acidity
The titratable acidity is given by the volume of sodium hydroxide solution NaOH, which is consumed in the titration of 100 g of cheese using phenolphthalein as indicator and is given in degrees Soxhlet - Henkel (° SH). § Titrate to a light pink color, which lasts at least one minute
ph
The principle is that the active acidity (pH) of the cheeses and curds is determined potentiometrically with a pH meter according to the instructions of the apparatus, mostly using a glass and calomel electrode.
17. Laboratory examination of dried milk products - sensory evaluation / compilation of flow diagram / CCP / methods of laboratory examination of dried milk products / defects of dried milk products.
Obtained by the removal of water
spray dried milk powder - milk powder for direct consumption
roller dried milk powder - milk powder for industrial processing
Whole milk or whole cream milk powder: 26-40% fat, water content 5%,
Partially skimmed or half full cream milk powder: 1.5-26% fat, water content 5%,
Skimmed milk powder: 1.5% fat, water content 5%.
Milk powder must be packaged in materials that are impermeable to moisture and odours
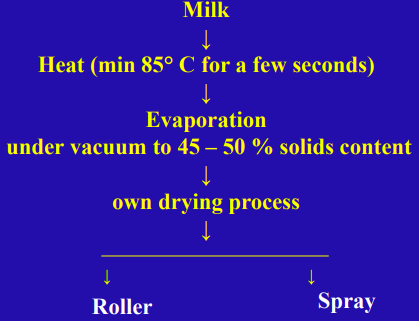
There are 2 ways to create milk powder, by roller drying process and by spray drying process. They have some initial steps in common:
Milk,
Heat (min 85*C for a few seconds),
Evaporation under vacuum to 45-50% solids content,
Own drying process,
Roller or spray.
Roller drying method:
Milk is spread in a thin film on the surface of a drum and dried in one rotation,
The dried film is removed by scraper knives,
Drum is heated by steam internally,
Film of dried milk is pulverized.
Spray drying method:
-A mist of small milk droplets is sprayed into a steam of hot air of 200*C that is forced through a suitably designed drying chamber,
Defects:
Spray milk that has a high moisture content due to insufficient drying or exposure to water during storage will have lower solubility, darker color and an unpleasant stale flavor,
Spray milk powders containing milk fat will easily show defects caused by oxidation of the fat.
Sensory evaluation:
White to creamy color, homogenous,
Powdery, homogenous, minimal amount of easily disintegrated lumps,
Clean flavor and odor, characteristic of milk powder, with a pasteurized taste or weak cooked flavor.
Laboratory examination:
Titratable acidity,- 0.10-0.15, sodium hydroxide (NaOH)
Water content (5%) - by drying techniques