process analysis and improve.
1/5
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
6 Terms
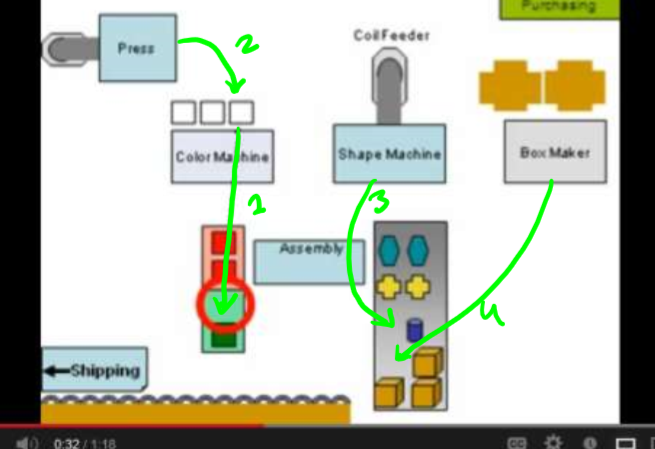
process chart
easy and fast to understand for comms and training purposes
can quickly see where improve. needed
symbols
rectangle
task or process
upside down triangle
queues where stuff is in waiting or storage
too much = issue
diamond
have multiple arrows
to show the multiple choices to pick from
arrows
connects one step to the next
can add other details
time
cost
ex.
multiple points where a patient is rejected
bring to the front of process
less labor and costs
process improvement
find where need to change
benchmarking
tinker or tear-down
need for change
warnings signs
leading = immediate effects
lagging = delayed effect
2 types
internal
leading
too many
delays
inv.
employee frustrations
idle staff/equip.
lagging
too much
OT
turnover
low KPI
external
leading
too many
complaints
return of product
bad media
lagging
lower
market shares
fnce perform.
benchmarking
compare org. to another
types
internal
best for org. w/ multiple locations
competitive
hard to get info
functional
order entry
service parts logistics
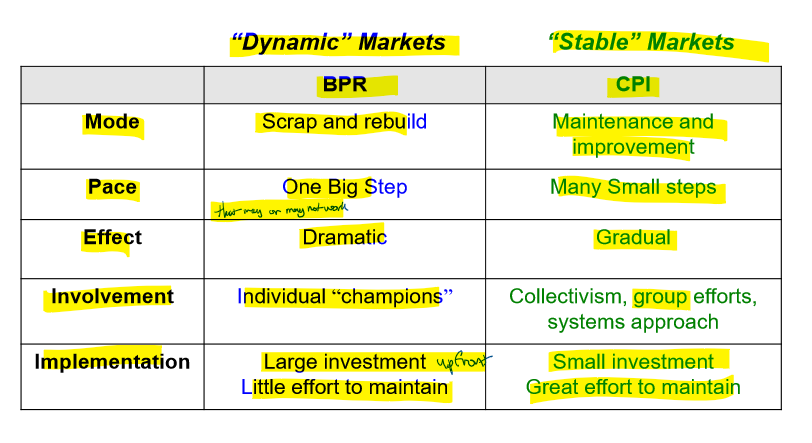
tinker v. tear-down
tinker = CPI (continuous process improvement)
never-ending process of small improvements
through employee involv.
teams that are trained to find and solve issues
need to be given time and ability to be creative that can be incorp. into business
tear-down = BPR (business process rengg.)
one time big improvement
scrapping and re-working
causes layoffs
occurs if not enough CPI
forced on you
discont. thinking
start from a clean sheet
need when
tech advanc. that a competitor adopts and sees drastic improve. as a result
customer now desires this thing
throuhg disruptive tech.
radically diff.
overtakes dominant tech.
usually performs badly at the start
ex.
telephone → cellphone
cd → spotify
just-in-time
lean production approach
lowers waste and betters quality
pull system
find issues and bottleneck to streamline production
only works if stable env. where production is linear and high volume
wont work for seasonal products
kanban
flow of material
worker only does their part when the bin ahead is empty
reduces excess inv. that can acc.