PreQ ESD - 2.13 Sand Casting
1/17
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced |
|---|
No study sessions yet.
18 Terms
Sand casting definition
pouring molten metal into a shaped hole made in damp sand and letting it cool
Draft
Tapering of the pattern that prevents sand being dislodged
Reason to put fillet in the pattern
To stop cracks from appearing during cooling
When to split a pattern
when the shape would dislodge sand. So locating dowels can be made to keep the halves in line
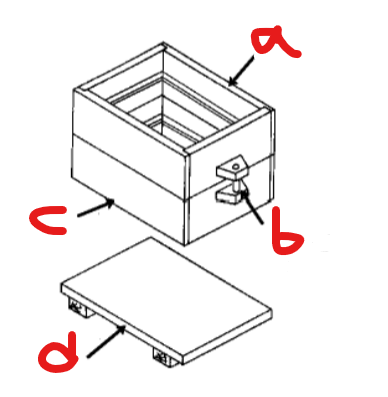
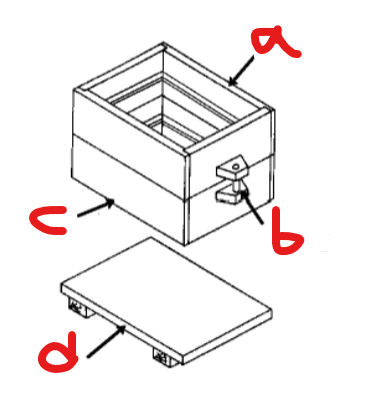
What is A
Cope
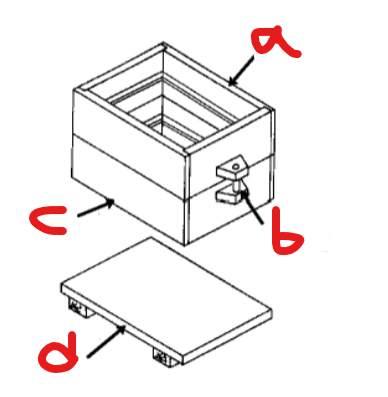
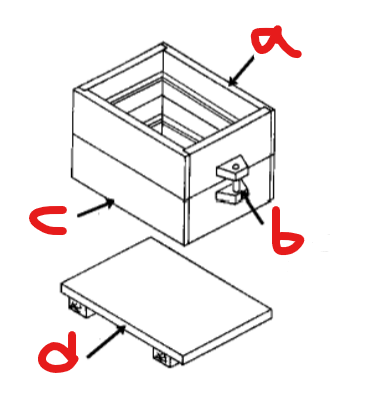
What is B
Locating pin
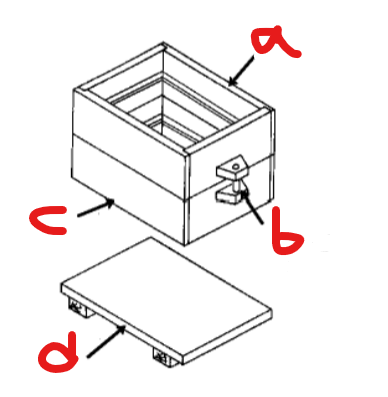
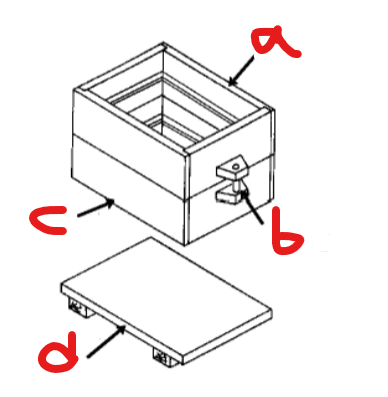
What is C
Locating pin

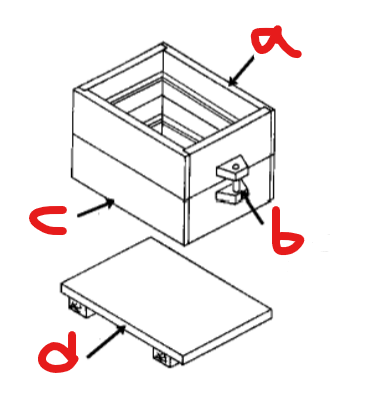
What is D
loose
Preparing pattern
Making the pattern in wood and must be drafted
The drag is turned upside down and put on the base board.
Moulding
The pattern is placed in the middle. Moulding sand, made damp with oil or water, is sieved over the pattern until the pattern is covered.
sand is shoveled in and then rammed with a rammer until packed tightly
Excess in removed by strickling with a metal strip to level the excess
he drag is turned the right way up and the cope is then placed on top. The top half of the pattern is added and also the sprue pins are positioned. Sand is then added and rammed to fill the cope
Spruce pin
Spruce pin is hammered into the sand to create holes where molten metal can enter.
Removing the pattern
The cope is now lifted off and the top half of the pattern and the sprue pins are removed. Channels called gates are cut between the sprue pin holes and the pattern to allow the molten metal to flow into the mould cavity.
Wood screw is screwed into the patterned to lift the pattern out.
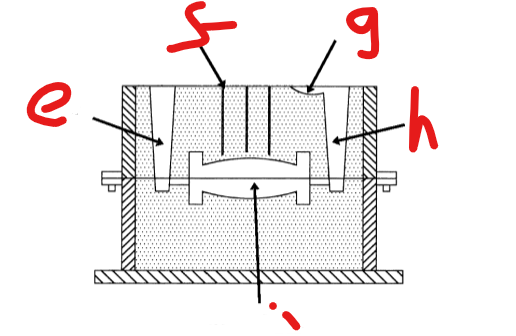
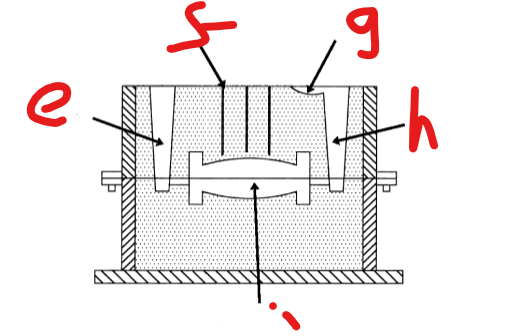
What is E
Riser - hole that allows excess metal to come out
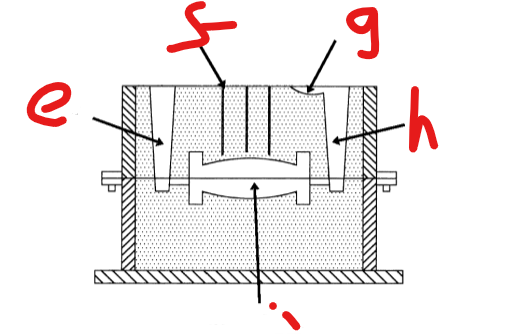
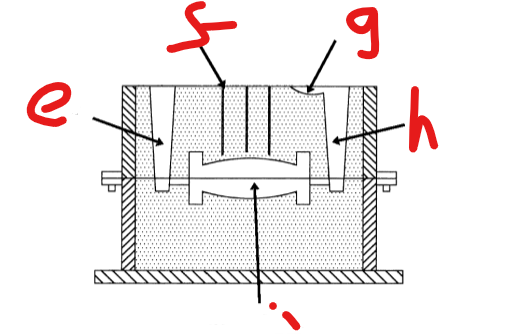
What is F
Vents - Holes to allow trapped air to escape
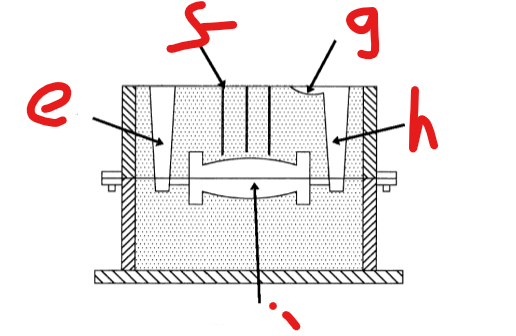
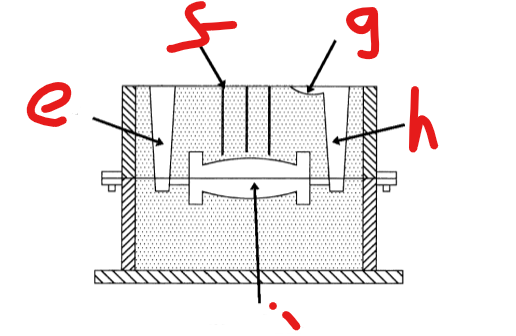
What is G
Pouring basin - place to pour molten metal
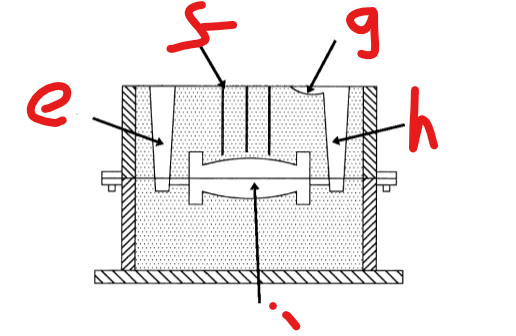
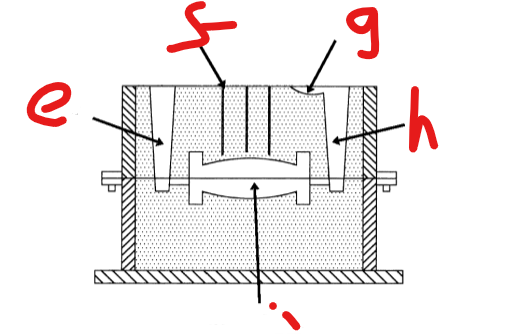
What is H
Runner
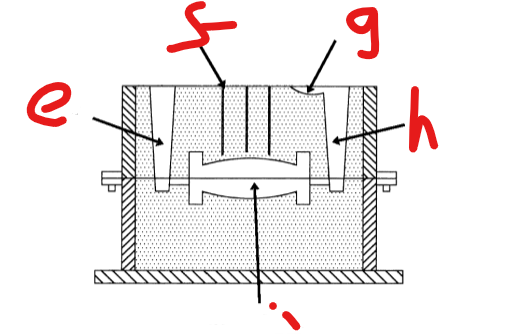
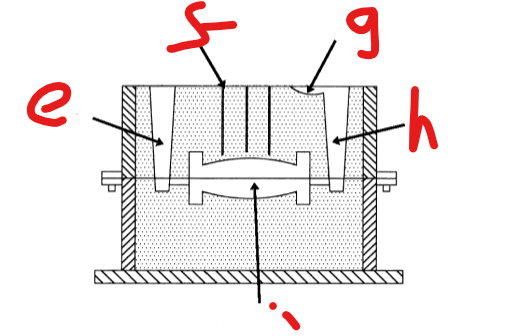
What is I
Mould cavity
Cores use
To create a core made from half cores in a core box into where the mould cavity is