MMET 207 - Heat Treatment
1/4
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced |
|---|
No study sessions yet.
5 Terms
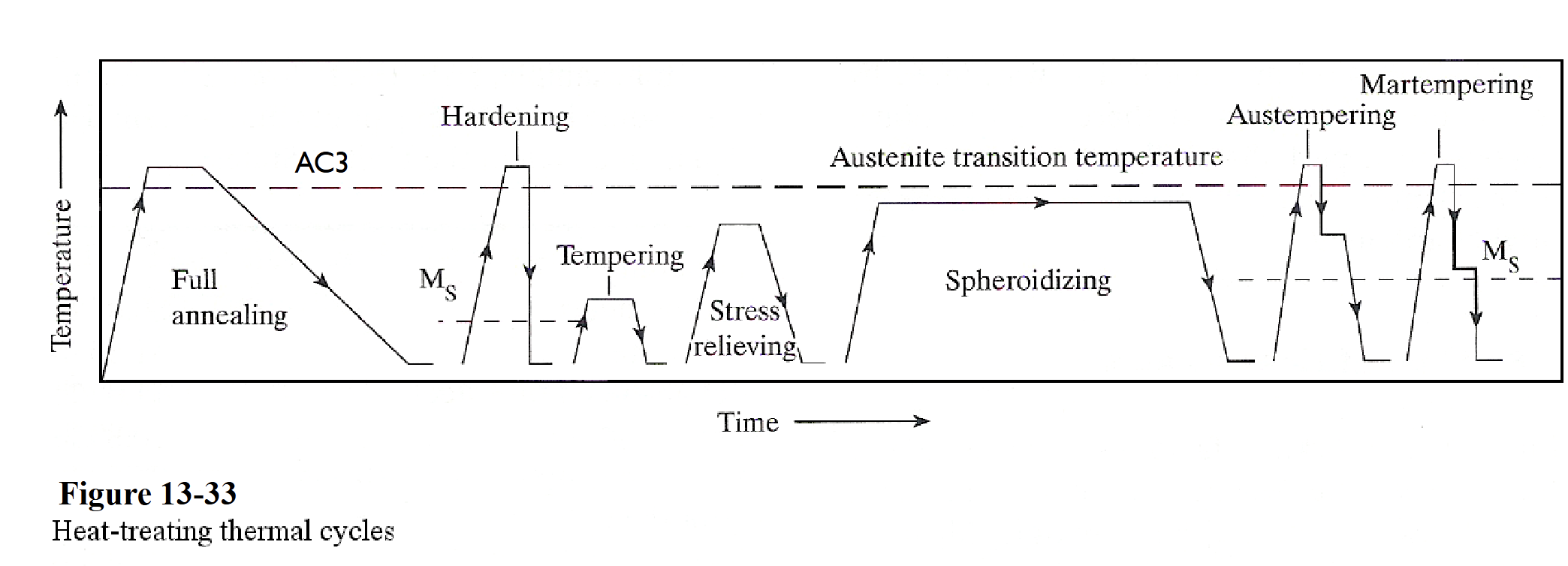
Figure 13-33
Annealing:
Purpose: Softens steel, improves ductility, and relieves internal stresses for better machinability or formability.
Process: Heat to above the upper critical temperature (A₃ for hypoeutectoid steels, A_cm for hypereutectoid steels), hold to ensure uniform austenite formation, then furnace cool slowly.
Microstructure: Coarse pearlite with ferrite (hypoeutectoid) or pearlite with cementite (hypereutectoid).
Normalizing:
Purpose: Refines grain size, improves strength and uniformity compared to annealing.
Process: Heat to slightly above A₃ or A_cm, hold, then air cool (faster than annealing but slower than quenching).
Microstructure: Finer pearlite with ferrite or cementite, depending on carbon content.
Hardening (Quenching):
Purpose: Maximizes hardness and strength by forming martensite.
Process: Heat to austenitizing temperature (above A₃ or A_cm), hold, then quench rapidly in water, oil, or polymer to trap carbon in a supersaturated state.
Microstructure: Martensite (hard, brittle phase) or martensite with retained austenite/cementite in hypereutectoid steels.
Tempering:
Purpose: Reduces brittleness of martensite, improves toughness and ductility while retaining hardness.
Process: Reheat quenched steel to a temperature below A₁ (typically 150–600°C), hold, then air cool.
Microstructure: Tempered martensite (fine carbide particles in a ferrite matrix), with properties varying based on tempering temperature.
Stress Relieving (covered in detail below):
Purpose: Reduces residual stresses from welding, machining, or quenching without significantly altering microstructure.
Process: Heat to below A₁ (typically 500–650°C), hold, then slow cool.
Microstructure: Unchanged or slightly softened (e.g., tempered martensite remains tempered martensite).
The Only Conditioning You Need to Know for This Test is Stress Relieving
Stress Relieving:
Definition: Stress relieving is a heat treatment process used to reduce residual stresses in a metal component without significantly altering its microstructure or mechanical properties. Residual stresses arise from processes like welding, machining, forging, or quenching due to non-uniform cooling or deformation.
Process:
Heat the steel to a subcritical temperature, typically 500–650°C (below the A₁ transformation temperature, ~727°C for eutectoid steel), to avoid phase changes.
Hold for a sufficient time (e.g., 1 hour per inch of thickness) to allow atomic diffusion and stress relaxation.
Cool slowly (often in the furnace or air) to prevent new stresses from forming.
Purpose:
Reduces risk of distortion or cracking during service or subsequent machining.
Improves dimensional stability, especially in precision components like tools or welded structures.
Enhances resistance to stress corrosion cracking or fatigue failure.
Microstructure Impact:
For low-carbon steels (ferrite-pearlite), the microstructure remains largely unchanged, though minor softening of pearlite may occur.
For quenched and tempered steels, tempered martensite remains intact, with possible slight coarsening of carbides at higher stress-relieving temperatures.
For hypereutectoid steels, pearlite and cementite or tempered martensite are retained, depending on prior heat treatment.
Applications:
Welded structures (e.g., pipelines, pressure vessels) to reduce weld-induced stresses.
Machined parts to prevent warping during final finishing.
Castings or forgings to stabilize dimensions before service.
Why It Works: At 500–650°C, atomic diffusion is sufficient to relax internal stresses through dislocation rearrangement, but the temperature is too low to cause phase transformations (e.g., austenite formation).
Know What the Result Will Be When Hardening Steels – Martensite or Martensite and Cementite
Hardening Steels:
Hardening involves heating steel to its austenitizing temperature (above A₃ for hypoeutectoid steels or A_cm for hypereutectoid steels) to form austenite, followed by rapid quenching to form martensite, a hard, brittle phase. The resulting microstructure depends on the carbon content and alloying elements.
General Outcome:
Hypoeutectoid Steels (<0.76% C): Quenching produces a microstructure of martensite. The low carbon content ensures all austenite transforms to martensite without significant retained austenite or cementite, assuming adequate quench severity (e.g., water or oil quenching). For example, AISI 1040 steel (0.4% C) forms lath martensite (low-carbon, less brittle).
Eutectoid Steels (~0.76% C): Quenching yields martensite with a plate-like structure (higher carbon, more brittle). All austenite transforms to martensite under ideal conditions.
Hypereutectoid Steels (>0.76% C): Quenching results in martensite and cementite (Fe₃C). During austenitizing, proeutectoid cementite (present above A_cm) does not fully dissolve unless heated excessively. Upon quenching, austenite transforms to martensite, but undissolved cementite remains in the microstructure. Additionally, some retained austenite may persist due to high carbon stabilizing austenite. For example, AISI 1095 steel (0.95% C) may have martensite, proeutectoid cementite, and minor retained austenite.
Factors Influencing Outcome:
Quench Rate: Must be fast enough to avoid pearlite or bainite formation (see TTT or CCT diagrams). Insufficient quenching (e.g., in thick sections) may produce bainite or pearlite instead.
Carbon Content: Higher carbon increases martensite hardness but also brittleness and the likelihood of retained austenite or cementite.
Alloying Elements: Elements like Mn, Cr, or Ni lower the critical cooling rate, aiding martensite formation but potentially increasing retained austenite.
Practical Note: Hardened steels are typically tempered afterward to reduce brittleness, but the question focuses on the immediate result of hardening (quenching).
Summary:
Hypoeutectoid and eutectoid steels: Martensite.
Hypereutectoid steels: Martensite and cementite (with possible retained austenite).
Relate Heat Treatment Results to Numbering System in Chapter 14 – Carbon Content Defines Microstructure in Equilibrium or When Hardened
AISI/SAE Numbering System:
The first two digits indicate the steel type (e.g., 10XX for plain carbon steels with minimal alloying).
The last two digits represent the approximate carbon content in hundredths of a percent. For example:
AISI 1010: ~0.10% C (low carbon).
AISI 1040: ~0.40% C (medium carbon, hypoeutectoid).
AISI 1080: ~0.80% C (near eutectoid).
AISI 1095: ~0.95% C (hypereutectoid).
Equilibrium Microstructure (Slow Cooling, e.g., Annealing):
Slow cooling allows the steel to follow the iron-carbon phase diagram, forming equilibrium phases (ferrite, pearlite, cementite).
Low Carbon (e.g., AISI 1010–1020, 0.10–0.20% C):
Microstructure: Mostly ferrite (soft, ductile) with a small amount of pearlite (lamellar ferrite + cementite).
Why? Low carbon content limits pearlite formation, favoring ferrite below the A₃ line.
Medium Carbon (e.g., AISI 1030–1050, 0.30–0.50% C):
Microstructure: Ferrite + pearlite, with increasing pearlite as carbon rises.
Why? Higher carbon increases the fraction of eutectoid pearlite, balancing strength and ductility.
Eutectoid (e.g., AISI 1080, ~0.76–0.80% C):
Microstructure: Fully pearlite (lamellar structure).
Why? At the eutectoid composition, austenite transforms entirely to pearlite at ~727°C (A₁).
Hypereutectoid (e.g., AISI 1095, 0.95% C):
Microstructure: Pearlite + proeutectoid cementite (cementite along grain boundaries).
Why? Excess carbon above 0.76% forms cementite before the eutectoid transformation, reducing ductility.
Hardened Microstructure (Quenching):
Quenching traps carbon in a supersaturated state, forming martensite instead of equilibrium phases.
Low Carbon (AISI 1010–1020):
Microstructure: Lath martensite (low hardness, relatively ductile).
Why? Low carbon limits lattice distortion in martensite, producing a less brittle structure. Hardening is rarely used for these steels due to limited hardness gain.
Medium Carbon (AISI 1030–1050):
Microstructure: Lath martensite with increasing hardness as carbon rises.
Why? Moderate carbon enhances martensite hardness, making these steels suitable for applications like shafts or gears (often tempered after quenching).
Eutectoid (AISI 1080):
Microstructure: Plate martensite, very hard and brittle.
Why? Near-eutectoid carbon maximizes martensite hardness, ideal for tools but requires tempering to reduce brittleness.
Hypereutectoid (AISI 1095):
Microstructure: Plate martensite + proeutectoid cementite (possibly with retained austenite).
Why? Excess carbon forms cementite during austenitizing, which remains after quenching. High carbon stabilizes some austenite, preventing full transformation to martensite.
Key Insight:
Carbon content (per the AISI number) dictates the equilibrium microstructure (ferrite/pearlite/cementite fractions) under slow cooling and the hardened microstructure (martensite type and presence of cementite) after quenching.
Low-carbon steels (10XX–1020) are soft and ductile in equilibrium, with limited hardening potential. Medium-carbon (1030–1050) and high-carbon (1080–1095) steels offer greater strength and hardness when hardened, but hypereutectoid steels include cementite, affecting properties.
What is OQT? What Microstructure Does This Indicate for a Low Carbon Steel? For a Hypereutectoid Steel?
OQT Definition:
OQT stands for Oil Quench and Temper, a two-step heat treatment process commonly used for steels to achieve a balance of hardness, strength, and toughness.
Step 1: Oil Quenching: Heat the steel to its austenitizing temperature (above A₃ for hypoeutectoid or A_cm for hypereutectoid steels) to form austenite, then quench in oil. Oil quenching is slower than water quenching, reducing the risk of cracking or distortion while still forming martensite in most carbon and low-alloy steels.
Step 2: Tempering: Reheat the quenched steel to a subcritical temperature (typically 150–600°C, below A₁) to reduce martensite brittleness, precipitating fine carbides and improving toughness.
Purpose: Produces a microstructure with controlled hardness and enhanced toughness, suitable for applications like gears, shafts, or tools.
Microstructure for Low Carbon Steel (e.g., AISI 1010–1020, ~0.10–0.20% C):
After Oil Quenching: Forms lath martensite, a low-carbon, relatively soft martensite due to minimal lattice distortion from low carbon content. Some ferrite may persist in very low-carbon steels if austenitization is incomplete or quenching is insufficient.
After Tempering: Produces tempered martensite, consisting of fine carbide particles (Fe₃C) dispersed in a ferrite matrix. The low carbon content results in a microstructure resembling a softened ferrite-pearlite matrix, with modest hardness (e.g., 150–200 HV) and good ductility.
Practical Note: Low-carbon steels are rarely subjected to OQT because their low hardenability limits significant hardness gains, and tempering further softens them. They are more often annealed or normalized for formability.
Microstructure for Hypereutectoid Steel (e.g., AISI 1095, ~0.95% C):
After Oil Quenching: Forms plate martensite + proeutectoid cementite, with possible retained austenite. The high carbon content produces a hard, brittle plate martensite structure, while proeutectoid cementite (present above A_cm) remains undissolved. Retained austenite occurs because high carbon lowers the martensite finish temperature (M_f), stabilizing some austenite.
After Tempering: Produces tempered martensite + cementite. Tempering causes martensite to decompose into fine carbides (cementite) in a ferrite matrix, reducing brittleness while retaining significant hardness (e.g., 400–600 HV, depending on tempering temperature). Proeutectoid cementite persists, contributing to wear resistance but potentially reducing toughness.
Practical Note: OQT is common for hypereutectoid steels in applications like cutting tools or bearings, where high hardness and wear resistance are needed after tempering to optimize toughness.
Comparison:
Low Carbon (1010): OQT yields tempered martensite with low hardness, resembling a soft ferrite matrix, offering ductility over strength.
Hypereutectoid (1095): OQT produces tempered martensite with cementite, retaining high hardness and wear resistance, suitable for demanding applications.