TPM MODULE 2
1/102
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced |
|---|
No study sessions yet.
103 Terms
MAINTENANCE
all activities that maintain facilities and equipment in good working order so that a system can perform as intended
GOAL OF MAINTENANCE 1
To keep production systems in good working order at minimal cost
GOAL OF MAINTENANCE 2
Reasons for maintenance: To avoid production or service disruptions, To not add production or service costs, To maintain high quality, To avoid missed delivery dates
HIDDEN LOSSES (VISIBLE COST)
Labor
Materials
HIDDEN LOSSES
Breakdowns
Operability
Restart Losses
Poor Integrity
Plan Trips
Reduced Throughput
Poor Quality
Low Morale
HOW MAINTENANCE IS PERFORMED
Preventive maintenance cost less and faster the more we move to the left
Competence is higher as we move tot he right
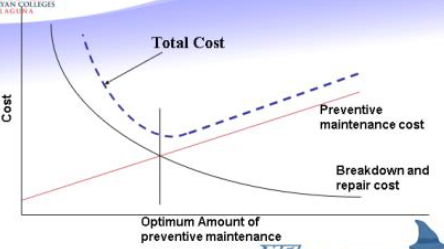
TRADEOFF BETWEEN REPAIRS AND PM
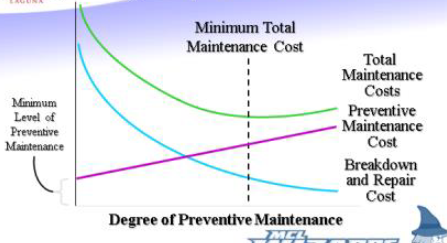
TOTAL MAINTENNCE COST
REPAIR PROGRAMS OBJECTIVE 1
Get equipment back into operation as quickly as possible.
REPAIR PROGRAMS OBJECTIVE 2
Control cost of repairs crews
REPAIR PROGRAMS OBJECTIVE 3
Control cost of the operation of repair shops
REPAIR PROGRAMS OBJECTIVE 4
Control the investment in replacement spare parts.
REPAIR PROGRAMS OBJECTIVE 5
Control the investment in standby or backup machines.
REPAIR PROGRAMS OBJECTIVE 6
Perform the appropriate amount of repairs at each malfunction.
BREAKDOWN PROGRAMS 1
Standby or backup equipment that can be quickly pressed into service
BREAKDOWN PROGRAMS 2
Inventories of spare parts that can be installed as needed
BREAKDOWN PROGRAMS 3
Operators who are able to perform minor repairs
BREAKDOWN PROGRAMS 4
Repair people who are well trained and readily available to diagnose and correct problems with equipment
REPLACEMENT TRADE OFF DECISIONS 1
Cost of replacement vs cost of continued maintenance
REPLACEMENT TRADE OFF DECISIONS 2
New equipment with new features vs mtce
REPLACEMENT TRADE OFF DECISIONS 3
Installation of new equipment may cause disruptions
REPLACEMENT TRADE OFF DECISIONS 4
Training costs of employees on new equipment
REPLACEMENT TRADE OFF DECISIONS 5
Forecasts for demand on equipment may require new equipment capacity
INCRASING REPAIR CAPABILITIES 1
Well-trained personnel
INCRASING REPAIR CAPABILITIES 2
Adequate resources
INCRASING REPAIR CAPABILITIES 3
Ability to establish repair plan and priorities
INCRASING REPAIR CAPABILITIES 4
Ability and authority to do material planning
INCRASING REPAIR CAPABILITIES 5
Ability to identify the cause of breakdowns
INCRASING REPAIR CAPABILITIES 6
Ability to design ways to extend MTBF
Repairs often performed on an emergency basis to:
Minimize interruptions to production
Correct unsafe working conditions
Improve product/service quality
In emergency situations:
Specialists may work overtime
Supervisor/engineers are nearby to collaborate
Standby machines may be quickly put in operation
EQUIPMENT BREAKDOWN ACTION 1
Fast repair of the malfunction equipment
EQUIPMENT BREAKDOWN ACTION 2
Development of a program to eliminate cause of the malfunction and need for such repairs in the future
PROGRAMS TO ELIMINAT BREAKDOWNS 1
Modification/redesign of malfunctioning machine; and part or product being processed
PROGRAMS TO ELIMINAT BREAKDOWNS 2
Training of operators to improve machine care
PROGRAMS TO ELIMINAT BREAKDOWNS 3
More frequent preventive maintenance/inspection
EXTENT OF REPAIRS 1
Do just enough repairs to get equipment running again.
EXTENT OF REPAIRS 2
Repair the malfunction and replace some parts that are worn.
EXTENT OF REPAIRS 3
Perform a major overhaul of the equipment
EXTENT OF REPAIRS 4
Replace the old equipment with new.
Determining the size of repair crews 1
This is one repair-capacity decision
Determining the size of repair crews 2
Queuing analysis is often used
Determining the size of repair crews 2
Computer simulation is used when the assumptions of queuing formulas do not apply
Determining the number of standby machines to have
Trade-off between cost of lost production time and cost of machine storage, handling
Advantages of Letting Workers Repair their own Machines
Greater variety may make job more satisfying
May be more sensitive to potential malfunctions
Increase flexibility
Can make minor repairs faster
Can avoid minor repairs by cleaning, lubricating, adjusting and servicing machines
Operate machines more carefully
Reasons for PM Program
Reduce the frequency and severity of interruptions due to malfunctions
Extend the useful life of equipment
Reduce the total cost of maintenance by substituting PM costs for repair costs
Provide a safe working environment
Improve product quality by keeping equipment in proper adjustment
Implementing Preventive Maintenance
Reduce the frequency and severity of interruptions due to malfunctions
Extend the useful life of equipment
Reduce the total cost of maintenance by substituting PM costs for repair costs
Provide a safe working environment
Improve product quality by keeping equipment in proper adjustment
PM and Operation Strategies
PM program is essential to the success of a product-focused positioning strategy
On production lines, there are little if any in process inventories between adjacent operations. If a machine breaks down, all downstream operations will soon run out of parts to work on
Problems with Preventive Maintenance
Scheduled replacement or adjustment of parts/equipment with a well-established service life. Typical example – plant revamping
Sometimes misapplied, Replacing old but still
good bearings, Over-tightening electrical lugs in switchgear
Automation and the Prominence of PM
Many operations are slowly moving toward workerless production. We are seeing a shift from large to smaller production workforces
Along with this, we are seeing a shift from small to larger PM workforces. Production workers displaced by automation will need to be retrained to become PM workers
Scheduling PM Activities
PM and production are increasingly viewed as being equally important
In some plants, two 8-hour shifts are devoted to production and one 4-hour mini-shift is devoted to PM. In other plants, three shifts are used for production, but time allowances are factored into production schedules for PM activities
Maintenance Scheduling
Scheduling refers to timing and sequences of operations.
It is an important segment of the production planning & control activity as well as the service operations like plant maintenance
Importance of Scheduling 1
Facilitates optimum use of highly paid maintenance staff
Importance of Scheduling 2
Equipment can be utilized effectively
Importance of Scheduling 3
Eliminates undue interruptions in the production flow
Importance of Scheduling 4
Eliminates chances of sudden breakdown
Importance of Scheduling 5
Facilitates proper sequence in maintenance service
Determining the Frequency of Performing PM
First, compute the expected number of breakdowns for each PM policy.
Next, compute the expected breakdown cost, preventive maintenance cost, and total cost for each PM policy.
Finally, identify the policy that minimizes the total cost per unit of time (say, per week).
PM Database Requirements
Detailed records, or an ongoing history, must be maintained on each machine: Dates and frequency of breakdowns, Descriptions of malfunctions, Costs of repairs
Machine specifications/checklists for PM inspection. Computers generally used to maintain a database. Also, data can be kept in plastic pocket on a machine
Modern Approaches to PM
PM at the source - workers have the fundamental responsibility for preventing machine breakdowns by conducting PM on their own machines
Workers listen for indications of potential equipment malfunction. Maintenance-related records maintained by workers
Use of quality circles
Decision Analysis in PM (3 decisions in particular) 1
Determining the number of spare parts to carry
Decision Analysis in PM (3 decisions in particular) 2
Determining how often to perform PM on a group of machines
Decision Analysis in PM (3 decisions in particular) 3
Planning and controlling a large-scale PM project
Large-Scale PM Projects
Large-scale projects occur commonly in maintenance departments.
Banks of machines, whole production departments, and even entire factories are shut down periodically to perform PM.
The number and diversity of the PM tasks that must be performed can be great. PM is a useful way to plan and control large-scale maintenance projects.
Service Organizations
Maintenance issues are not limited to manufacturing
Transportation firms (airlines, railways, haulage, dispatch companies, etc) must maintain vehicles in good operating condition
Highways Department must maintain roads
Office personnel are reliant on computers, printers, copiers and fax machines working properly
As services become increasingly automated, service firms face more and more maintenance issues
TRENDS IN MAINTENANCE 1
Production machinery is becoming more and more complex and maintenance personnel must keep pace
TRENDS IN MAINTENANCE 2
Special training programs to maintain worker skill level
TRENDS IN MAINTENANCE 3
Subcontracting service companies
TRENDS IN MAINTENANCE 4
Production workers maintain own equipment
TRENDS IN MAINTENANCE 5
Computer assistance in maintenance
OVERALL EQUIPMENT EFFECTIVENESS 1
The goal of Total Productive Maintenance (TPM) is to increase equipment effectiveness so that each piece of equipment can be operated to its full potential and maintained at that level.
OVERALL EQUIPMENT EFFECTIVENESS 2
To maximize equipment effectiveness, you need a measurement tool that can help you understand your equipment problems so that you can take steps to eliminate them.
OEE (OVERALL EQUIPMENT EFFEECTIVENESS) 1
is a “best practices” way to monitor and improve the efficiency of your manufacturing processes: (a) machines, (b) manufacturing cells, (c) assembly lines
OEE (OVERALL EQUIPMENT EFFEECTIVENESS) 2
is a crucial measure in TPM that tells you how well your equipment is running.
OEE (OVERALL EQUIPMENT EFFEECTIVENESS) 3
It is a composite metric that takes into account three factors
THREE FACTORS OF OEE
AVAILABILITY
PERFORMANCE
QUALITY
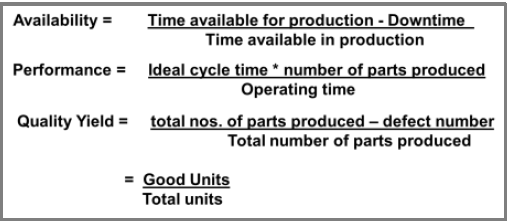
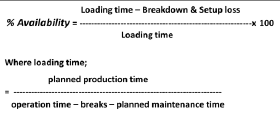
AVAILABILITY
the time the machine is actually running
Refers to the percentage of time the equipment is available for production. Downtime due to breakdowns, maintenance, and changeovers are considered losses.
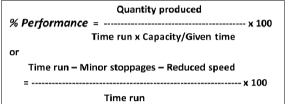
PERFORMANCE
the quantity of products the machine is turning out
Refers to the percentage of the actual production rate compared to the theoretical maximum rate. Factors that affect performance efficiency include operator performance, equipment speed, and defects.
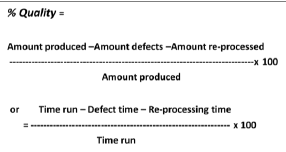
QUALITY
the quantity of good output
Refers to the percentage of good quality products produced compared to the total number of products produced. Defects and rework are considered losses
TYPE OF EQUIPMENT LOSSES
BREAKDOWN LOSSES
MINOR STOPPAGE
QUALITY DEFECT AND REWORK LOSSES
START UPS AND YIELD
SET UP ADJUSTMENT LOSSES
BREAKDOWN LOSSES
Caused by equipment defects which require any kind of repair. (Examples: Tooling failures, Unplanned maintenance, General breakdowns, Equipment failure)
Losses consist of downtime with labor and spare parts required to fix the equipment. Magnitude is measured by downtime
MINOR STOPPAGE LOSSES
Caused by events such as machine halting, jamming, idling, misfeeds, blocked sensors, etc.
Generally, these losses cannot be recorded automatically without suitable instrument
QUALITY DEFECT AND REWORK LOSSES
Caused by off-specification or defective products (e.g. Rework, Scrap)
Losses consist of labor required to rework the products and the cost of the material to be scrapped
Measured by the ratio of quality products to total production
Sometimes designated as “quality defects in process” in order to distinguish from defective products during start-up and adjustment operations
CALCULATING OEE
WORLD CLASS OEE
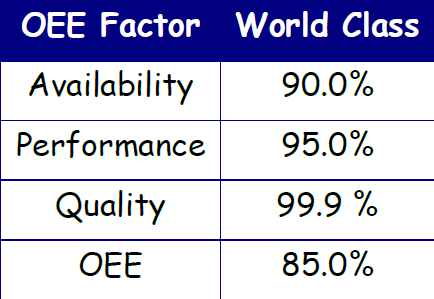
AVAILABILITY FORMULA
PERFORMANCE FORMULA
QUALITY FORMULA