04) Umformtechnik
1/15
Earn XP
Description and Tags
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai | Chat |
|---|
No analytics yet
Send a link to your students to track their progress
16 Terms
VT der Umformverfahren
keine Späne und Lunker
↑ Qualität (Ra und Tol)
Festigkeit ↑
geringer Kerbwirkung (Faserverlauf beser)
NT der Umformverfahren
Hohe Kräfte
teure Maschinen
nur für Stk ↑
Gesenk-Schmieden
Rohmaterial (warmer Block) zw Ober und Untergesenk eingequetscht → Grad = überschüssiges Mat
Tiefziehen
Blech mittles Stempel und Matrize verformt → mehrere Durchgänge damit nix reißt
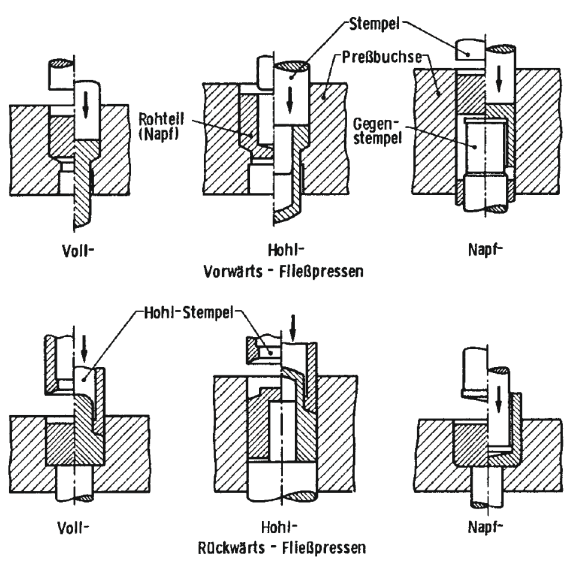
Fließpressen
Rohteil (Material Block/Zylinder) mittels Stempel und Pressbuchse verformt (Gegenstempel nach Verfahren)
Vorwärtsfließpressen: Mat-Fluss = Stempelbewegung
Rückwärtsfließpressen: Mat-Fluss entgegengesetzt Stempelbewegung
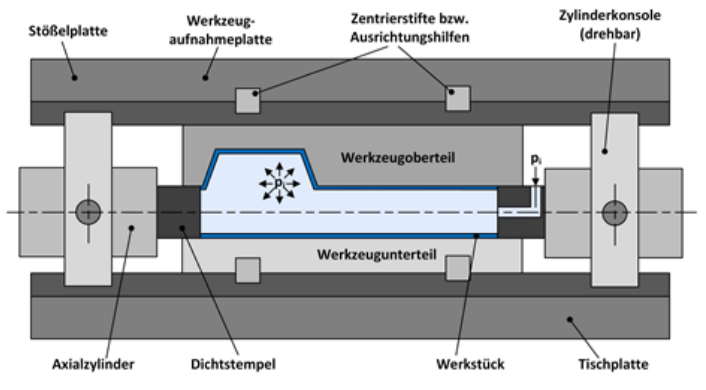
Innenhochdruck Umformen
Rohling (Rohr) wird mi Druckmittel (Wasser Öl Gemisch) beaufschlagt → dehnt sich aus → übernimmt Oberfläche von Werkzeug Ober-/Unterteil
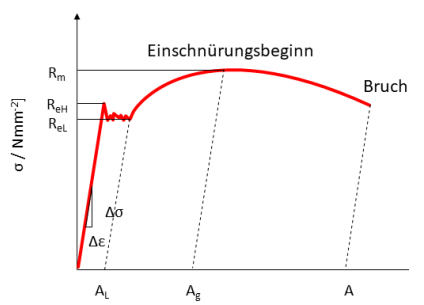
Rm
ReH
ReL
Zugfestigkeit
Streckgrenze oben
Streckgrenze unten
AL
Ag
A
Lüdersdehnung: Ende des undef Zugfestigkeits-Berech
Gleichmaßdehnung: bis zu dem Pk wo der Durchmesser das gleiche Maß behält
Bruchdehnung: ab Wann kaput
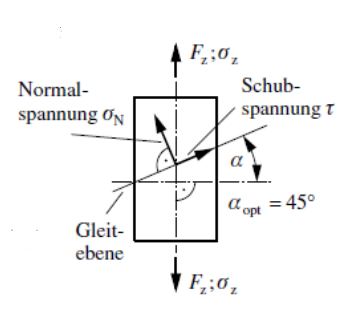
Zugversuch Auftretende Spannung
(Zug und Schub)
Wenn [Sigma 0] in Kraftrichtung wirkt → [Alpha] ist die Gleitebene vom Kristall → meist: 45°
![<p>Wenn [Sigma 0] in Kraftrichtung wirkt → [Alpha] ist die Gleitebene vom Kristall → meist: 45°</p>](https://knowt-user-attachments.s3.amazonaws.com/d4f86d99-8411-4555-8151-35eb5de051cf.jpeg)
Darstellung vom Inneren bei einem Zugversuch
Umform Grad
ln([Maßnachher]/[Maßvorher])
geht auch mit QS
![<p>ln([Maß<sub>nachher</sub>]/[Maß<sub>vorher</sub>])</p><p>geht auch mit QS</p>](https://knowt-user-attachments.s3.amazonaws.com/0aa52542-55eb-4aff-ad88-62348d7ab498.jpeg)
Umformwiderstand
kw = kf / [eta]
kw…Umformwiderstand
kf…mittlere Fließspannung
[eta]…ca 0,8…0,9
Umformarbeit
W = (V * kf * [phi]) / [eta]
W…Umformarbeit (mit eta real, ohne ideal) [N*mm]
V…Zu verformendes Werkstoffvolumen [mm³]
kf…Mittlere Fließspannung [N/mm²]
[phi]…Umformgrad
![<p>W = (V * kf * [phi]) / [eta]</p><p>W…Umformarbeit (mit eta real, ohne ideal) [N*mm]<br>V…Zu verformendes Werkstoffvolumen [mm³]<br>kf…Mittlere Fließspannung [N/mm²] <br>[phi]…Umformgrad</p>](https://knowt-user-attachments.s3.amazonaws.com/ab6b8c1a-a0ef-4966-a753-688762d880fc.jpeg)
Umformanlagen:
Gussgestell
VT:
Formbarkeit
Bearbeitbarkeit
gute Material Dämpfung
Bei Serien ab 3…5 Stk gut
NT:
Gussspannungen
E-Modul ↓
Umformanlagen:
Schweißgestell
VT:
Günstiger bei Stk ↓ (< 10)
hoher E-Modul / Festigkeit / Verschleißfestigkeit
gute System-Dämpfung (Fugendämpfung)
NT:
keine Material Dämpfung
Schweißspannungen
Umformanlagen:
Betongestell
VT:
sehr gute Material-Dämpfung
hohe Wärmekapa
NT:
sehr kleiner E-Modul