Welding (L18, 19, 20)
1/70
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced |
|---|
No study sessions yet.
71 Terms
Joining
welding, brazing, soldering, and adhesive bonding
(processes form a permanent joint between parts)
Assembly
mechanical methods of fastening parts together
Welding
a joining process where material is coalesced at contact surfaces by the application of suitable temperature and/or pressure
weldment
the single entity formed by welded components
Fusion welding
joining process that melt the base metals
a filler material is often added to provide bulk and add strength to the joint
most common
solid state welding
joining processes in which the application of pressure alone or a combination of heat and pressure is used
if heat is used, temp is below melting point of metals being welded
no filler metal added
Arc Welding (AW)
melting of the metals is accomplished by an electric arc (fusion welding) most common
Two types of Arc Welding
consumable and non- consumable
Resistance welding (RW)
melting is accomplished by heat generated from resistance to an electrical current between faying surfaces held together under pressure (fusion)
Oxyfuel gas welding (OFW)
melting is accomplished by an oxyfuel gas such as acetylene (fusion)
Diffusion welding (DFW)
coalescence is by solid state fusion between two surfaces held together under pressure at elevated temperature (solid-state)
friction welding (FRW)
coalescence by heat of friction between two surfaces (solid-state)
Ultrasonic Welding (USW)
coalescence by ultrasonic oscillating motion in a direction parallel to contacting surfaces of two parts held together under pressure (solid-state)
Welding pros
provided permanent joint
can be stronger than base material
economic way to join part
mobile: not restricted to factory environment
Welding cons
done manually
requires skilled labor
dangerous/hazardous
molten metal
gas welding = fire hazard
electrical shock
UV radiation bad for eyes
smoke and fumes
defects
permanent joint

What type of joint is shown?
Butt joint
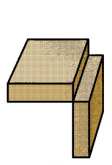
What type of joint is shown?
corner joint
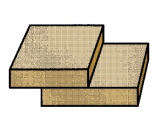
What type of joint is shown?
lap joint
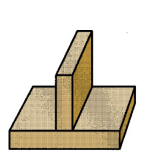
What type of joint is shown?
Tee Joint

What type of joint is shown?
Edge Joint

What type of weld is shown?
fillet weld
Fillet Weld
Used to fill in the edges of plates created by corner, lap, and tee joints
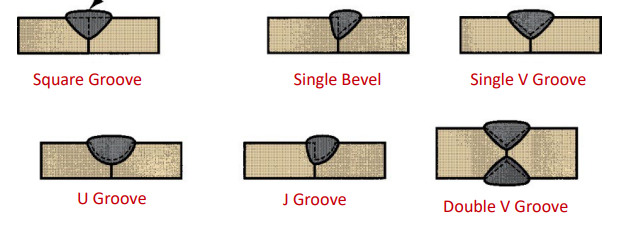
What type of weld is shown?
groove weld
Groove Weld
Usually requires part edges to be shaped into a groove to facilitate weld penetration
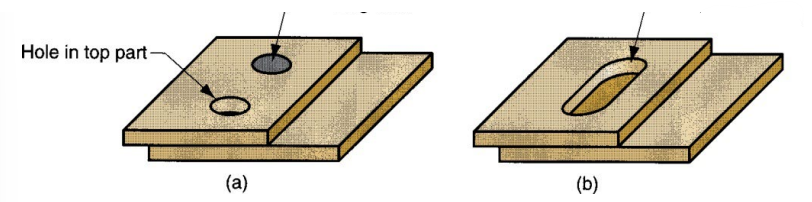
What type of weld is shown?
plug/slot wled
Plug/Slot weld
Is used for attaching flat plates using one or more holes or slots in the top part and then filling with filler metal
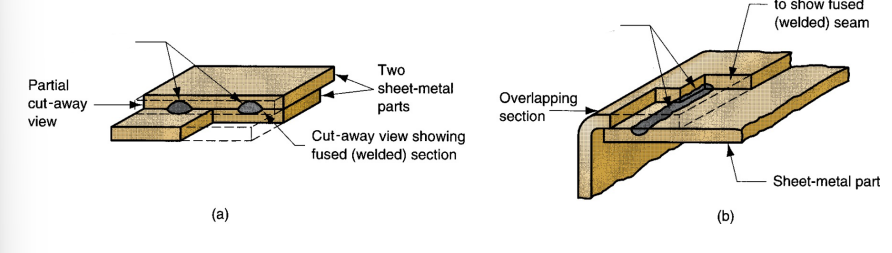
What type of weld is shown?
spot/seam weld
Spot/seam weld
Fused section between surfaces of two sheets or plates (typically used on lap joints)
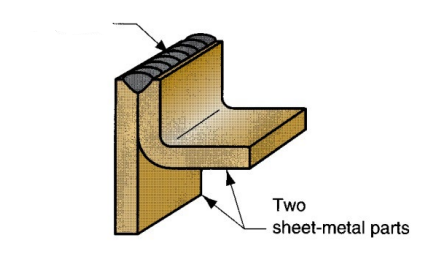
What type of weld is shown?
flange weld
Flange Weld
Is made on the edges of two or more parts, at least one of the parts has a flange
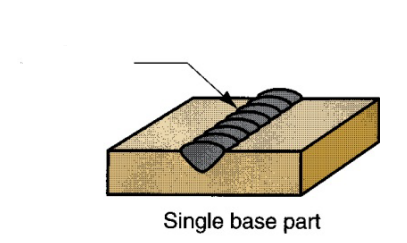
What type of weld is shown?
surface weld
Surface weld
Used not to join parts but to deposit filler metal onto surface of a base part
What are the 3 principal weld zones?
Fusion zone (purple)
Weld interface (red)
heat affected zone (green)
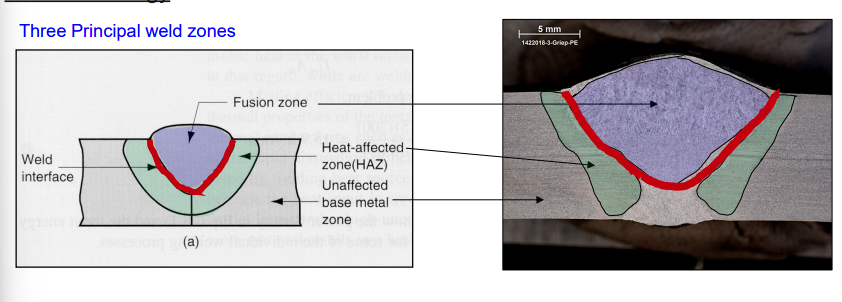
Fusion zone
mixture of base & filler metal that fully melted during the welding process
Weld interface
melted or partially melted base metal that immediately re-solidified. Contains
no filler metal
Heat affected zone
base metal that did not melt but was heated above recrystallization temp.
Effects of cold working lost. Region where welding failures often occur
Electric Arc Welding
coalescence of metals achieved by the heat of an electric arc between an electrode and the work
• Energy source is an electric arc
• Very widely used process
• Stick, MIG & TIG welding
Energy Beam Welding
Uses highly focused energy beams
• Good depth of penetration, precise, low heat application
• Laser & E-Beam welding
Resistance Welding
Uses heat generated by resistance to electrical current
• Widely used for sheet metal welding
• Spot, Seam & Projection Welding
OxyFuel Gas Welding
Energy source provided by a flame
• Most common is oxyacetylene welding
Electrode
Source of electric current.
• Brought into close proximity of workpiece
• Consumable or Nonconsumable
• Typically rod or wire
Arc Shielding
protects melt pool from oxygen to prevent oxidation
• Mechanical properties of weld joint degrades significantly without shield
• Argon & Helium gases are most common
• Can be provided by flux coating as well
• Flux hardens as slag and must be removed later by chipping or brushing
Power Source
Provides electrical energy of sufficient voltage and current (the “welding machine”)
Electric Arc
Discharge of electrical energy (current) across a gap
Consumable Electrode
consumed during welding process. Source of filler metal in arc welding
SMAW – Shielded Metal Arc Welding
GMAW – Gas Metal Arc Welding
SAW – Submerged Arc Welding
Non-Consumable Electrode
not consumed during welding process. Filler metal must be added separately
if it is added
GTAW – Gas Tungsten Arc Welding
PAW – Plasma Arc Welding
High Energy Beam (non-arc)
Electron Beam Welding
Laser Beam Welding
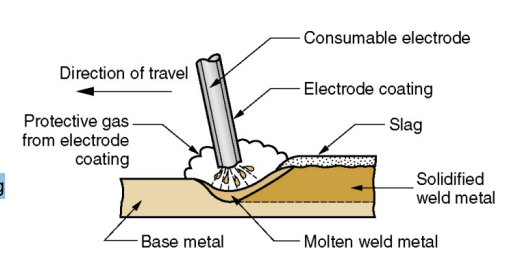
Shielded metal arc welding (Stick Welding)
• Consumable electrode
• Flux coated rod (~3/32” diam x 18” long)
• Flux produces protective gas around weld pool
• Slag keeps oxygen off weld bead during cooling
• General purpose welding—widely used
• Thicknesses 1/8” – 3/4”
• Manual process
• Portable Process
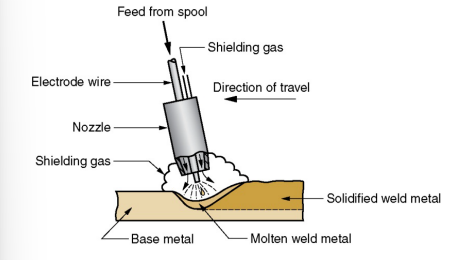
Gas metal arc welding (MIG Welding)
MIG - Metal Inert Gas welding
• Consumable wire electrode
• Shielding provided by gas (argon/helium)
• Double productivity of SMAW
• Continuous process
• Doesn’t generate slag, therefore ideal for multiple welding passes
• Easily automated
(Used in lab)
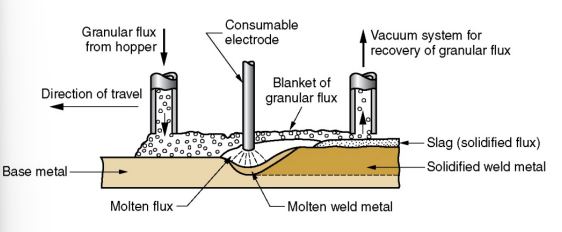
Submerged Arc Welding
• One of the 1st arc welding processes to be automated
• Consumable wire electrode
• Can have multiple wires to increase metal deposition
• Shielding provided by flux granules
• Low UV radiation, fumes, sparks & spatter
• Flux acts as thermal insulator • Automated process
• High speed & quality (4 – 10x SMAW)
• Suitable for thick plates
Gas Tungsten Arc Welding (TIG Welding)
• TIG - Tungsten Inert Gas
• Non-consumable electrode
• With or without filler metal
• Shield gas usually argon
• Used for aluminum and stainless steel
• Most expensive, highest quality
• No weld spatter
• Little to no post weld cleaning because
flux isn’t used

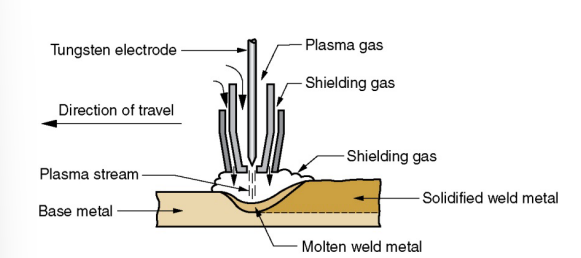
Plasma Arc Welding
Special form of Gas Tungsten Arc Welding (GTAW) in which a constricted plasma arc is directed at weld area
Non-consumable
• Tungsten electrode is contained in a specially designed nozzle that focuses a high velocity stream of inert gas (argon) into arc region
• Forms a high velocity, intensely hot plasma arc stream
• Temperatures in PAW reach 20,000C (36,000F), due to constriction of arc, producing a plasma jet of small diameter and very high-power density
• Hot enough to melt any known metal!
Advantages of PAW
• Good arc stability
• Better penetration control
• High travel speeds
• Excellent weld quality
Electron Beam Welding (EBW)
Fusion welding process in which heat for welding is provided by a highly-focused, high-intensity stream of electrons striking the work surface
Electron beam gun operates at:
High voltage (e.g., 10 to 150 kV typical) to accelerate electrons
Beam currents are low (milliamps)
Power in EBW not exceptional, but power density is very high
Laser Beam Welding (LBW)
Fusion welding process in which coalescence is achieved by energy of a highly concentrated, coherent light beam focused on joint
LBW normally performed with shielding gases to prevent oxidation
Filler metal not usually added
High power density in small area
So LBW often used for small parts
LBW vs EBW
No vacuum chamber required for LBW
No X-rays emitted in LBW
LBW not capable of the deep welds and high depth-to-width ratios of EBW
Maximum LBW depth = ~ 19 mm (3/4 in), whereas EBW depths = 50 mm (2 in)
Solid State Welding vs Fusion Welding
If no melting, then no heat affected zone, so metal around joint retains original properties
Many SSW processes produce welded joints that bond the entire contact interface between two parts rather than at distinct spots or seams
Some SSW processes can be used to bond dissimilar metals, without concerns about relative melting points, thermal expansions, and other problems that arise in FW
Types of Solid State Welding
Forge welding
Cold welding
Roll welding
Hot pressure welding
Diffusion welding
Explosion welding
Friction welding
Ultrasonic welding
Friction Welding
• One part rotated, one stationary
• Stationary part forced against rotating part
• Friction converts kinetic energy to thermal energy
• Metal at interface melts and is joined
• When sufficiently hot, rotation is stopped & axial force increased
Diffusion Welding
• Parts forced together at high temperature (< 0.5Tm absolute) and pressure
• Heated in furnace or by resistance heating
• Atoms diffuse across interface
• After sufficient time the interface disappears
• Good for dissimilar metals
• Bond can be weakened by surface impurities
Soldering and Brazing
Processes in which filler metal is melted & distributed within faying surfaces of a joint by capillary action.
• Only filler metal is melted, not base metal
• Lower temperatures than welding
• Metallurgical bond formed between filler & base metals
Strength of joint typically
stronger than filler metal itself
weaker than base metal
• Gap at joint important (0.001 – 0.010”)
• Surface cleanliness is important
• Flux used to enhance flowability of filler metal
Pros and Cons of Soldering and Brazing
Can join dissimilar metals
Less heat - can join thinner sections (relative to welding)
Excessive heat during service can weaken joint
Brazing
• Filler metal (Al, Mg & Cu alloys) melt Temp Tm > 840 F
• Many types of joint geometries possible
• Joint gap affects material flow & joint strength (see graph )
• Heat application can be via flame or in a furnace
• Multiple methods of applying filler metal
Solder
Filler metal
Flux
used to clean joint and prevent oxidation
Tinning
pre-coating with thin layer of solder
Solder Paste Functions
– supply solder material to the soldering spot,
– hold the components in place prior to soldering,
– clean the solder lands and component leads
– prevent further oxidation of the solder lands.
PTH
Pin-Through-Hole Connectors
SMT
Surface Mount Technology
Automates Reflow Soldering
• Solder/Flux paste mixture applied to PCB using screen print or similar transfer method
• PCB assembly then heated in “Reflow” oven to melt solder and secure connection
slag
hardened flux