Manufacturing Extravaganza
1/104
Earn XP
Description and Tags
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai | Chat |
|---|
No analytics yet
Send a link to your students to track their progress
105 Terms
What is casting?
Molten metal flows by gravity or other force into a mold where it solidifies into the the shape of the mold cavity; melt → pour → cool
What is a foundry?
Factory equipped for making & handling molds, casting, & cleaning finished castings
What is a net-shape / near net-shape process?
Net-shape processes have no waste or post-processing whereas near net-shape processes have some waste & need some post-processing
What are the main advantages & disadvantages of casting?
Creates complex internal & external geometries not feasible with other methods
Near net shape (very little waste
Limited mechanical properties with poor dimensional accuracy (typically large grain sizes)
What are expendable molds?
Mold is destroyed to remove the casting
Typically made of sand or plaster with a binder
Advantages: More complex geometries are possible
Disadvantages: Costly & time-consuming to need a mold per casting
What are permanent molds?
Mold can be used for multiple castings
Typically made of metal or heat resistant ceramics
Advantages: More economic for high production operations
Disadvantages: Limited complexity with the need to open the mold to remove casting
What is sand casting?
Pouring molten metal into a custom-shaped sand mold. Once the metal cools and solidifies, the sand is broken away to reveal the final cast part.
What is the cope?
Upper half of the mold
What is the drag?
Bottom half of the mold
What is the flask?
The box the cope & drag is contained in
What is the parting line?
The point at which the cope and drag separates
What is the core?
The core is a part used to create internal geometries in the casting and is typically made of heat-resistant ceramics
What is the pattern?
The shape of the part we want to cast
What is the riser?
A reservoir in the mold as a source of liquid to compensate for shrinkage
What is the pouring cup and downsprue?
The pouring cup is at the top of the downsprue used to minimize splash & turbulence as it flows down the downsprue.
The downsprue is the channel motel metal flows into the cavity which leads to a runner to the main cavity.
What is Reynold’s Number?
The ratio of inertial to viscous forces
Re = ( ρ * vel * D ) / μ
Re < 2000 - Laminar
Re > 20000 - Turbulent
What is the continuity equation?
Q = A * v
Q - volumetric flow
A - surface area
v - velocity
(assumes incompressible flow)
What is the equation for the time to fill a mold cavity?
TMF = V / Q
V - volume
Q - volumetric flow
What is Chvorinov’s Rule?
TTS = Cm ( V / A )n
Cm - mold constant
V - volume
A - surface area
n - exponent (typically n = 2)
What are the equations for volume & surface area of a cone, sphere, and cylinder?
Sphere:
V = 4/3 * pi * r3
As = 4 * pi * r2
Cylinder:
V = pi * r2 * h
As = 2 * pi * r2 + 2 * pi * r * h
Cone:
V = 1/3 * pi * r2 * h
As = pi * r2 + pi * r * L
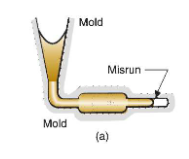
What is a misrun? What causes it? How can you fix it?
Casting that solidify before completely filling the mold.
Fluidity of the molten metal is insufficient, pouring temperature is too low, pouring is done too slowly, or the cross section of the mold is too thin.
Higher pouring temperatures or speed, adding pads to keep thin sections hot to prevent early solidification.
Basic Idea: Get metal to fill the entire cavity before it all solidifies.
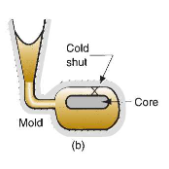
What are cold shuts? What causes it? How can you fix it?
When two portions of the metal flow together but there is a lack of fusion between them due to premature freezing.
Fluidity of the molten metal is insufficient, pouring temperature is too low, pouring is done too slowly, or the cross section of the mold is too thin.
Higher pouring temperatures or speed, adding pads to keep thin sections hot to prevent early solidification.
Basic Idea: Get metal to fill the entire cavity before it all solidifies.
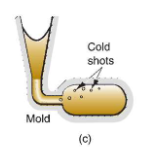
What are cold shots? What causes it? How can you fix it?
Splattering during pouring, causing the formation of solid globules of metal that become entrapped in the casting.
Pouring speeds are too high or turbulent, causing metal to splatter.
Reduced pouring speed or higher pouring temperatures, better gate design to reduce turbulent flow.
Basic Idea: Get metal to flow properly without letting certain parts solidify faster than others.
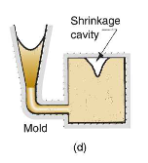
What is a shrinkage cavity? What causes it? How can you fix it?
Depression in the surface or an internal void in the casting caused by shrinking from solidification that restricts the amount of molten metal available in the last region to freeze, typically near the top.
The whole mold is filled but certain areas solidify before others without molten metal to fill gaps from shrinkage.
Strategically place risers to supply molten metal to fill gaps that come from shrinkage or design a better gating system.
Basic Idea: Get molten metal to fill gaps from shrinkage.
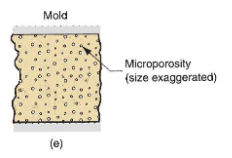
What is microporosity? What causes it? How can you fix it?
Microscopic holes or voids inside the metal. These pores are usually very small and may not be visible on the surface, but they can weaken the part.
Small pockets of gas or shrinkage voids get trapped as the metal solidifies from poor permeability, turbulence, or quick solidification.
Improve gating design to reduce turbulence, reduce packing of mold to allow gases to escape, higher pouring temperature to let molten metal fill gaps before solidification.
Basic Idea: Let gases escape so microscopic pockets don’t form.What
What is hot tearing? What causes it? How can you fix it?
Casting is restricted from shrinking during final stages of solidification or early stages of cooling after solidification at points of high stress (corners) causing sharp cracks or tears.
Rigid mold design.
Use fillets instead of sharp corners to reduce points of high stress, avoid sudden thickness changes, control cooling rates with pads/chills, remove the casting immediately after solidification.
Basic Idea: Let the casting shrink without being under high stress.
What is sand blowing? What causes it? How can we fix it?
Balloon-shaped gas cavity caused by release of mold gases during pouring typically at or below the surface near the top of the casting.
Low permeability, poor venting, high moisture content in sand mold, weak or poorly bonded molding sand, turbulent metal flow.
Reduce packing of sand mold, improve sand strength and binder content, reduce pouring speed, use mold coatings.
Basic Idea: Make the mold stronger so gases from it doesn’t escape and affect the casting.
What is sand washing? What causes it? How can we fix it?
Irregularity in the surface of the casting that results in erosion of the sand mold during pouring. The loose sand then gets trapped in the casting or leaves a rough, damaged surface.
High pouring speed, turbulent metal flow, poor gating or runner design, poor sand compaction and mold strength.
Slower pouring speeds, improved gating design, more compaction, use mold coatings.
Basic Idea: Create smoother flow or a stronger gating system to prevent the mold from eroding.
What are pinholes? What causes it? How can we fix it?
Release of gases during pouring, causing small gas cavities at or below the surface of the casting.
Gas dissolved in the molten metal, poor venting/permeability in the mold, turbulent pouring, pouring temperature too high (absorbs & holds more gas), too much binder in the sand.
Degas the molten metal, improve mold venting, reduce turbulence while pouring, control pouring temperature & binder levels.
Basic Idea: Get gas out of the metal and let trapped gas escape.
What are scabs? What causes it? How can you fix it?
Rough areas on the surface of the casting.
Encrustations of sand and metal from parts of the mold flaking off during solidification and getting embedded in the surface.
Improve mold strength and reduce erosion, prevent turbulent pouring, coat the mold as needed.
Basic Idea: The mold gets broken off and stuck on the surface of the casting as it solidifies.
What is penetration? What causes it? How can you fix it?
Molten metal penetrates the sand mold and solidifies, creating sharp peaks.
High pouring temperature and crevices in the sand mold allow the molten metal to seep into the mold.
Higher compaction, lower pouring temperature, and coating the contact surface.
Basic Idea: Make a better mold so the metal doesn’t get into it and solidify.
What is a mold / core shift? What causes it? How do you fix it?
Displacement of the cope and drag or the core resulting in dimensional innacuracy.
Inaccurate alignment.
Hold them in the correct position.
Basic Idea: Don’t let the core or molds move during casting.
What is a mold crack? What causes it? How do you fix it?
Cracks develop and liquid metal seeps in to form a fin on the final casting.
Insufficient mold strength allowing for cracks to form.
More packing of sand mold, adding more binder, coating the mold to prevent molten metal from seeping in.
Basic Idea: Mold develops cracks and causes fins to form.
What are the four types of patterns used in sand casting?
Solid, split, match-plate, cope-and-drag patterns.
What are green-sand molds?
“Green” means it contains moisture at the time of pouring and typically consits of sand, clay, and water.
What is a dry-sand mold?
Uses organic binders rather than clay and is baked to improve strength
What is a skin-dried mold?
Dried mold cavity surface of a green-sand mold to a depth of 10 to 25 mm using torches or heat lamps
What are binders?
Mixtures of water and bonding clay or organic resins, or inorganic binders combined to increase strength and/or permeability.
What are the desirable properties of a sand-casting mold?
Strength - maintain shape & resist erosion
Permeability - allow hot air & gases to pass through voids in sand
Thermal Stability - resist cracking on contact with molten metal
Collapsibility - allows casting to shrink without cracking the casting
Reusability - can sand from a broken mold be reused to make other molds?
How do different sand grain sizes affect the mold?
Small - better surface finish on cast part
Large - more permeable, allowing gases to escape during pouring
Irregular - strengthen molds due to interlocking but tends to reduce permeability
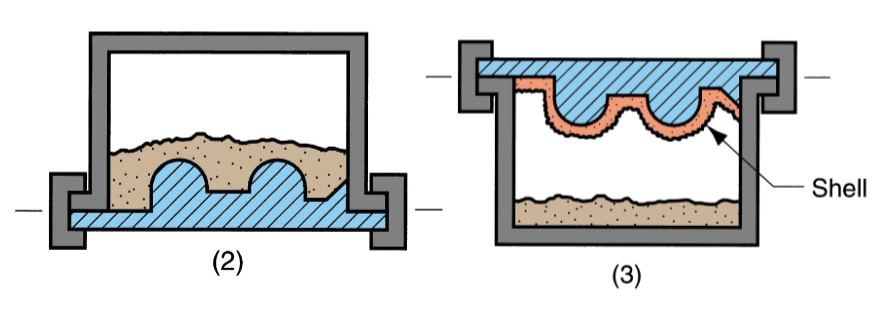
What is shell molding?
Casting process where the mold is a thin shell of sand held together by thermosetting resin binder.
Plate w/pattern is heated, flipped, sand comes in contact with heated pattern and sticks to it, loose sand is removed, shell is heated in oven and cured, used in casting.
Advantages: smooth cavity surface for easier flow & better surface finish, good dimensional accuracy, minimizes cracks with good mold collapsibilty, can be automated for mass production
Disadvantages: requires expensive metal pattern, not economic for small quantities
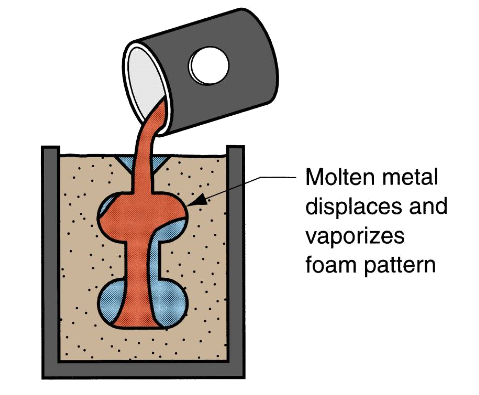
What is a lost-foam process? (Expanded Ploysterene)
Sand mold packed around solid foam pattern with shape of casting that vaporizes when molten metal is poured.
Foam casting is coated with a refractory compound, placed in mold box & compacted with sand before metal is poured, vaporizing the foam pattern.
Advantages: pattern doesn’t need to be removed from mold, simplifying mold-making without needing to make two-halves
Disadvantages: new pattern required for every casting, economic justification dependent on quantity & cost of producing patterns
What is plaster mold casting?
Similar to sand casting except the mold is made of plaster of Paris (gypsum)
Plaster & water mixture is poured over a plastic or metal pattern and set and used later for casting.
Advantages: good dimensional accuracy & surface finish
Disadvantages: mold must be baked to remove moisture, mold strength is lost if over-baked, limited to lower melting point alloys as plaster molds cannot resist high temperatures
What is ceramic mold casting?
Similar to plaster mold casting except mold is made of refractory ceramic material capable of withstanding higher temperatures
Advantages: Good dimensional accuracy & surface finish, can be used to cast steels, cast irons, and high-temperature alloys
Disadvantages: mold must be baked to remove moisture, mold strength is lost if over-baked
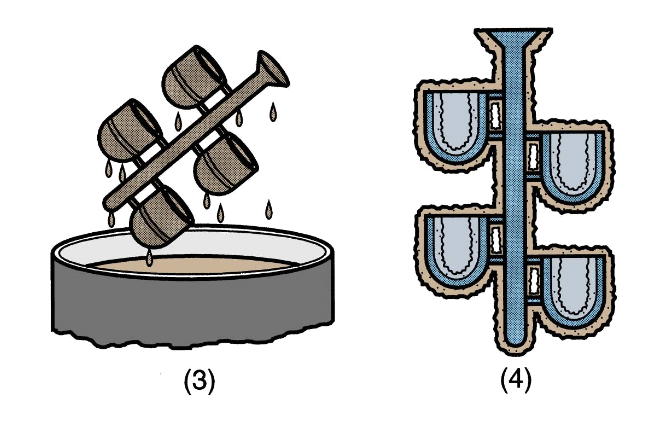
What is investment casting? (Lost Wax Process)
Pattern made of wax is coated to make mold where wax is melted away prior to pouring metal.
Multiple patterns are attached to a gating system to make a pattern tree where they are coated many times with a refractory material, wax is melted to be removed, mold is preheated and metal is poured.
Advantages: complex parts are possible, close dimensional accuracy, good surface finish, wax can be reused, net shape process (addtl. machining typically not req.)
Disadvantages: very time consuming as coating the patterns requires lots of repetitions, expensive process
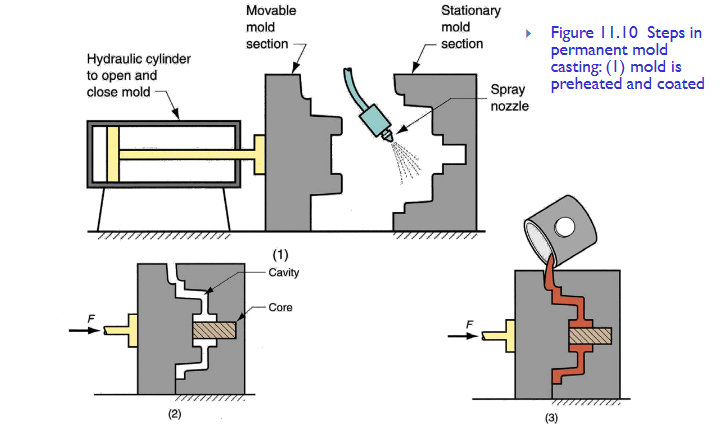
What is permanent mold casting?
A mold (usually cast iron or steel) constructed of 2 halves with easy, precise opening & closing abilities, using gravity to move molten metal through the mold.
Mold is preheated and coated, cores are placed, metal is poured, allowed time to solidify, before being removed.
Advantages: can be reused, good dimensional control & surface finish, rapid solidification times = finer grains = higher strength
Disadvantages: limited to metals with lower melting temps than mold, simpler geometries compared with sand casting, high mold costs
What is slush casting?
Type of permanent mold casting where molten metal is removed before it completely solidifies.
After desired wall thickness is achieved, molten metal is poured out.
Mainly uses low-melting-point metals with hollow sections, prioritizing exterior appearance with little consideration for strength & interior geometries

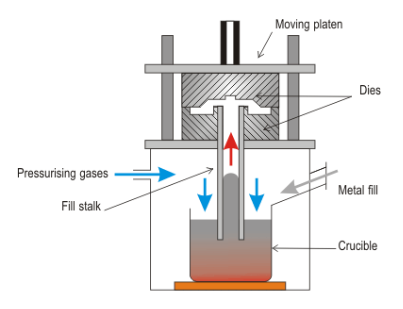
What is low pressure casting?
Low pressure gas, usually argon, is used to assist flow of molten metal (0.1 MPa / 15 psi)
Advantages: prevents gaps/holes and compensates for shrinking, removes need for risers, faster cooling process = better mechanical properties, high production yield with a constant flow of metal ready for the next casting
Disadvantages: slower production cycles, high upfront equipment and tooling costs, and limited suitability for extremely thin-walled components or ferrous metals
What is vacuum mold casting?
Uses a vacuum (negative pressure) to fill a cavity with molten metal.
Advantages: thin wall-castings can be made, prevents gaps/holes and compensates for shrinking = increased strength, removes need for risers
Disadvantages: short mold lifespan, high setup costs, dimensional shrinkage, limited to low-melting point metals, not fit for high production applications
What is die casting?
Permanent mold casting process where molten metal is injected under high pressure that is maintained until the casting solidifies.
Advantages: economic for large production quantities, allows for thin sections in a casting, good accuracy & surface finish, rapid cooling = smaller grains = better strength
Disadvantages: limited to metals with low metal points, part geometry must allow removal from the die
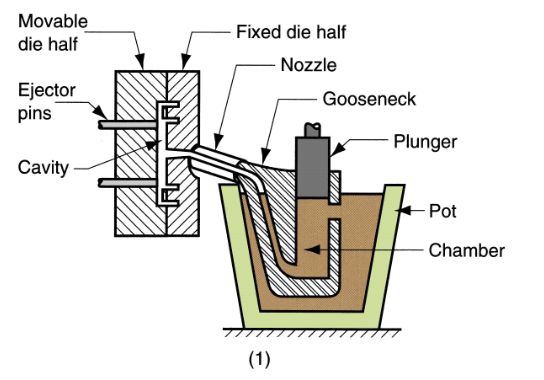
What is hot-chamber die casting?
Metal melted in heated container and a plunger pushes liquid metal under high pressure into the die
Advantages: high production rates
Disadvantages: limited to low melting-point metals that won’t react with the plunger or other mechanical components
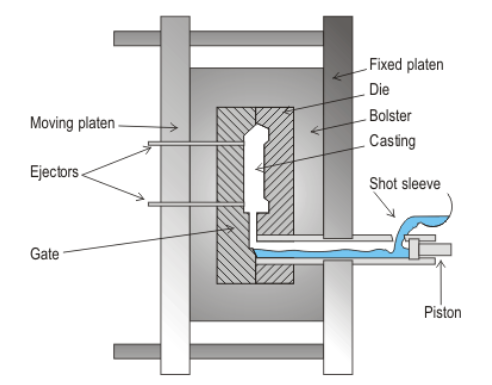
What is cold-chamber die casting?
Molten metal poured into unheated chamber where a ram pushes metal under high pressure into die
Advantages: can handle higher melting-point & reactive metals
Disadvantages: production rates not as high as hot-chamber due to needing to externally heat & pour metal
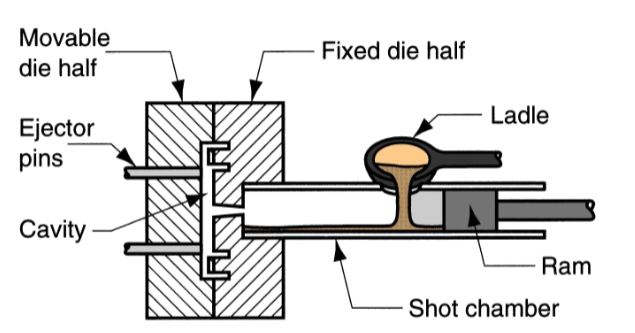
What are some considerations for die casting molds?
Typically made of tool steel, mold steel, or maraging steel (strong tough low-carbon martensitic steel)
Ejector pins required to remove part from die when it opens
Lubricants must be sprayed into cavities to prevent sticking
What is trimming?
Removing the gating system (sprues, runners, risers, parting-line flash, fins, chaplets) & other excess metalW
What is surface cleaning?
Removing sand from casting surface & enhancing the surface via tumbling air-blasting with coarse sand, wire brushing, polishing, and buffing
Process typically for sand casting & can be avoided for permanent mold casting
Why would you heat treat a casting?
Allow for other post-processing like machining
Improve mechanical properties
What are ferrous alloys?
Alloys that contain iron
Cast Iron:
most important of all casting alloys
includes gray, nodular, white, malleable, and alloy cast iron
Steel:
relatively high pouring temperature (1650C / 3000F) (-)
must be isolated from air as steel oxidizes (-)
molten steel has poor fluidity (-)
What are non-ferrous alloys?
Alloys that don’t contain iron
Aluminum:
low melting temperatures (+)
light weight & easy to machine (+)
allows for range of strength properties with heat treatments (+)
Copper Alloys:
bronze, brass, aluminum bronze
resistant to corrosion (+)
good bearing qualities & appearance (+)
high cost (-)
Zinc Alloys:
highly castable typically in die casting (+)
low melting point (+)
good fluidity (+)
low creep strength (cannot be subjected to prolonged stresses) (-)
What are some considerations for designing for casting?
Design the part for casting by simplifying the mold-making process, reducing the need for cores, prioritizing strength of the casting
Sharp corners & angles should be avoided as high stress concentration leads to hot tearing & cracks (use fillets)
How does dimensional accuracy & surface finishes differ between different casting processes?
Sand Casting: Poor dimensional accuracy & finish
Die & Investment Casting: Good dimensional accuracy & finish
What is powder metallurgy?
Parts produced with metallic dust through pressing and sintering (net or near net shape process)
What is blending?
Combining particles of the same element but different sizes together
What is mixing?
Combing particles of different elements together
What is pressing?
Powders are compressed into a desired shape to produce a green compact
What is a green compact?
The basic shape of a part that is incredibly weak and brittle before it is sintered
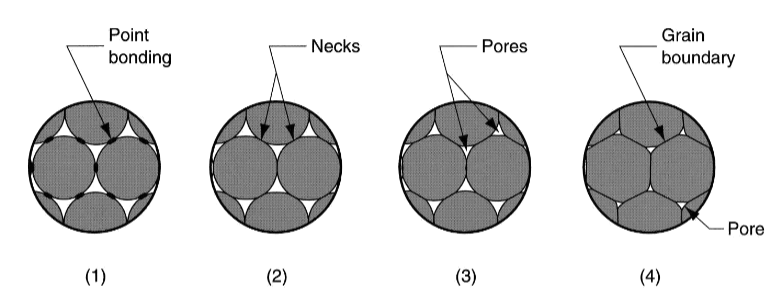
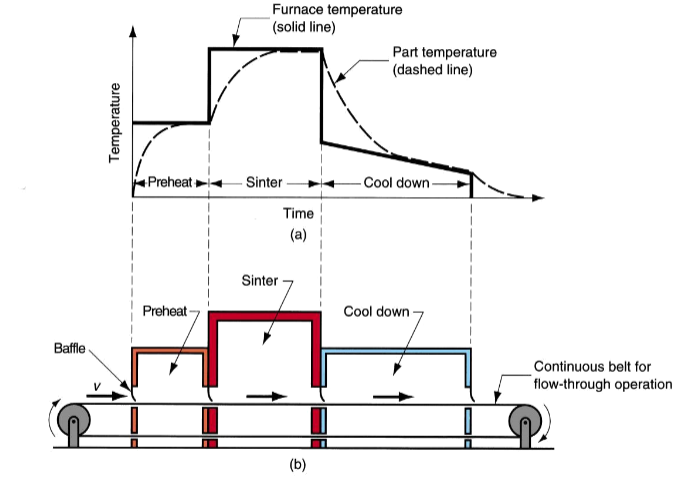
What is sintering?
Heating green compacts at temperatures below the melting temperature to bond the particles into a hard rigid mass
What are some limitations of powder metallurgy?
High tooling and equipment costs, powders are incredibly expensive, complex storage and handling requires/procedures, limited in part gemoetry as metal powders do not flow laterally during pressing, variations in density present especially in complex geometries
What is a mesh count?
Number of openings per linear inch of screen
200 = 200 openings per linear inch
Higher mesh count = smaller particle size
What effects does friction have in powder metallurgy?
Friction between particles affects the ability for it to flow & pack tightly.
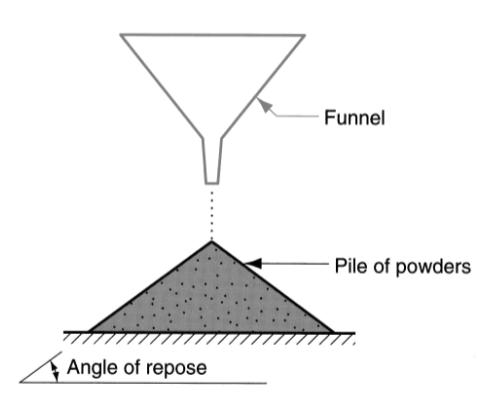
What is the angle of repose?
Angle formed by a pile of powders as they are poured from a narrow funnel
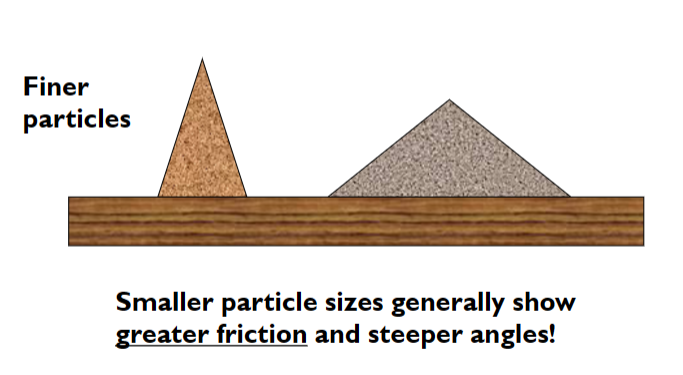
Higher angle of repose = finer particle sizes
If you had spherical grains with small and large sizes, which one has more friction?
The smaller grains because there is a larger surface area in contact, creating more friction, resulting in a larger angle of repose.
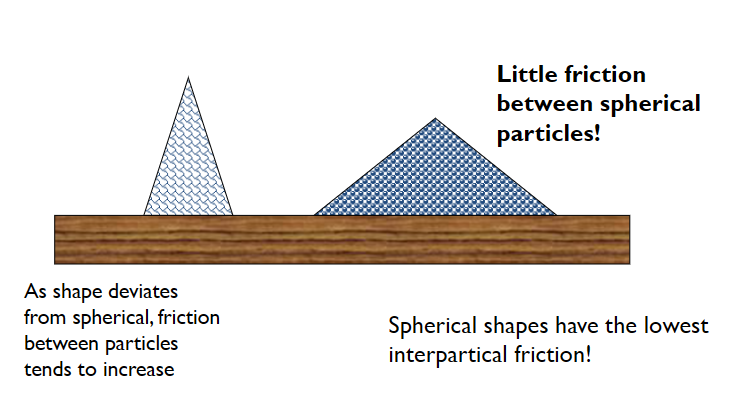
Which one has more friction, spherical, or irregular shaped grains?
Irregular shaped grains result in interlocking between grains, resulting in more friction. Spherical grains have the lowest interparticle friction.
What is the difference between bulk and true density?
Bulk Density - density of powders in the loose state after pouring
True Density - density of true volume of material if it were melted into a solid mass
Is the bulk density or true density smaller?
Bulk density is smaller as it includes the pores and gaps whereas true density is completely solid
What is packing factor?
Packing Factor = Bulk Density / True Density
A higher packing factor means fewer gaps
Packing can be increased by vibrating or applying pressure during compaction to pack particles closer together
What is porosity?
Ratio of volume of pores (holes) in the powder to the bulk volume
In principle: Porosity + Packing Factor = 1
What are the two types of metallic powders?
Elemental - Pure metal
Pre-Alloyed - Each particle is an alloy
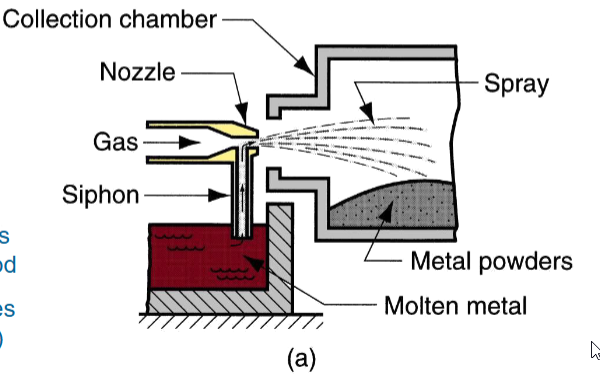
What is gas atomization?
Molten metal flows through a nozzle into an atomization chamber where high-pressure gas jets violently strike the liquid stream, shearing it into a fine mist of micro-droplets that cool rapidly while falling through the chamber and solidify into spherical, pre-alloyed particles.
Why is it important to use a heat treatment cycle when sintering instead of blasting the part at high temperature once?
By heating the green compact in a sequence, it avoids shocking the part and causing it to crack or create unwanted qualities.
What is repressing?
Pressing sintered part in a closed die to increase density & improve mechanical properties
What is sizing?
Pressing a sintered part to improve dimensional accuracy
What is coining?
Pressworking on a sintered part to press details into its surface
What is machining?
Creating features that cannot be done through pressing like threads and side holes (powder doesn’t move laterally)
What is impregnation?
Uses oil or resin to fill gaps for sealing or lubricating a part
What is infiltration?
Uses a lesser molten metal to fill gaps and increase mechanical properties of a part
What is strength?
Maximum force
What is ductility?
Maximum strain before fracture
What is elasticity?
Ability to revert back to initial state (Modulus of Elasticity)
What is hardness?
Ability to resist indentation (Rockwell Hardness Testing)
What is toughness?
Energy absorbed before fracture; Total area under stress-strain curve
What is resilience?
Energy absorbed before plastic deformation; Area under stress-strain curve before plastic deformation
What is Hooke’s Law?
the stress applied is directly proportional to the strain it produces
σ = E ⋅ ε
σ - stress
E - Modulus of Elasticity
ε - strain
What is the equation for true strain (ε)?
ε = ln ( L / L0 ) = ln ( A0 / A )
Use volume conservation to convert: A0 * L0 = A * L
What is Hollomon’s Equation?
It describes strain hardening in a material.
σt = K * εn
K - strength coefficient
n - strain hardening exponent
What is the equation for engineering stress?
σe = Force / Area
What is the equation for engineering strain?
e = ( L - L0 ) / L0 = ( A0 - A ) / A
Use volume conservation: A0 * L0 = A * L
What are the equations to convert from true stress / strain to engineering stress / strain?
ε = ln ( 1 + e )
σt = σe * ( 1 + e )
What differentiates engineering stress / strain with true stress / strain?
Engineering uses a constant cross-sectional area whereas true uses the instantaneous cross-sectional area.
Engineering is more for designing in the elastic region. True is more for manufacturing & making plastic deformations.
For strain hardening, how would you know if a material is perfectly plastic / elastic based on the strain hardening exponent?
Perfectly elastic @ n = 1; σ = K * ε = E * ε
Perfectly plastic @ n = 0; σ = K = σy
Why does ε = n at necking? Proof?
the material starts necking when the amount of stretching equals its ability to strengthen (strain hardening)
σt = K * εn [Hollomon’s Equation]
dσt / dε = n * K * εn-1 [Derive w.r.t. strain]
K * εn = n * K * εn-1 [Based on Considère’s criterion (dσ / dε = σ) states that necking begins when the rate of strain hardening equals the true stress]
ε = n [Divide both sides by K * εn-1]