Rapid Prototyping and Composites (L26)
1/31
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No study sessions yet.
32 Terms
Multi Jet Fusion (MJF) Printer
Multicolor Prints
Material: Nylon
Fused Deposition Modeling (FDM) Print
Material: PLA, PETG, & TPU
Layer Thickness: 0.002”
Low Force Stereolithography (SLA) Printer
Material: Too many to list!
Layer Thickness: 0.001”
polymer matrix composite (PMC)
a composite material consisting of a polymer imbedded with a reinforcing phase such as fibers or powders
Fiber-reinforced polymers (FRPs)
can be designed with very high strength-to-weight ratios
rovings
collections of untwisted continuous strands
Starting materials of a polymer matrix composite
a polymer and a reinforcing phase
Two methods for combining matrix and reinforcement
The starting materials arrive at the fabrication operation as separate entities and are combined into the composite during shaping
The two component materials are combined into some starting form that is convenient for use in the shaping process
Prepregs
Fibers impregnated with partially cured thermosetting resins to facilitate shape processing
Available as tapes or cross-plied sheets or fabrics
Curing is completed during and/or after shaping
Advantage: prepregs are fabricated with continuous filaments rather than chopped random fibers, thus increasing strength and modulus
Open-Mold Processes
Family of FRP shaping processes that use a single positive or negative mold surface to produce
laminated FRP structures
Starting materials (resins, fibers, mats, and wove rovings) are applied to the mold in layers, building up to the desired thickness
This is followed by curing and part removal
Common resins are unsaturated polyesters and epoxies, using fiberglass as the reinforcement
Open-Mold Fiber Reinforced Polymer Processes
Hand lay-up
Spray-up
Automated lay-up
Hand Lay-Up Method
Open-mold shaping method in which successive layers of resin and reinforcement are manually applied to an open mold to build the laminated FRP structure
Labor Intensive
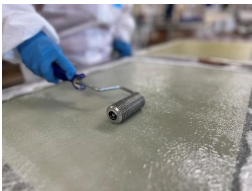
Hand Lay-Up Method Steps
1. Mold is treated with mold release agent
2. Thin gel coat (resin) is applied to outside surface of mold
3. When gel coat has partially set, layers of resin and fiber mat are applied, each layer is rolled to impregnate the fiber with resin and remove air
4. Part is cured
5. Fully hardened part is removed from mold
Spray-Up Method
Liquid resin and chopped fibers are sprayed onto an open mold to build successive FRP laminations
not as strong as those made by hand lay-up, in which the fibers are continuous and directed

Automated Lay-Up
Automation of the lay-up process using computer numerical control (CNC)
Two types of automated machines:
1. Automated tape-laying machines
2. Automated fiber placement machines
Automated Tape-Laying (ATL) Machines
Machines that operate by dispensing a prepreg tape onto an open mold following a programmed path
Automated Fiber Placement (AFP) Machine
Machines that dispense prepregs in the form of flat bundles of fibers impregnated with resin, called tows, onto the surface of a mold
Tows
re narrower than the tapes used in ATL machines
The narrower prepreg enables lay-up over more complex mold geometries
Advantages of closed mold
Good finish on all part surfaces
2. Higher production rates
3. Closer control over tolerances
4. More complex three-dimensional shapes are possible
3 types of Closed Mold Process
1. Compression molding
2. Transfer molding
3. Injection molding
Compression Molding PMC

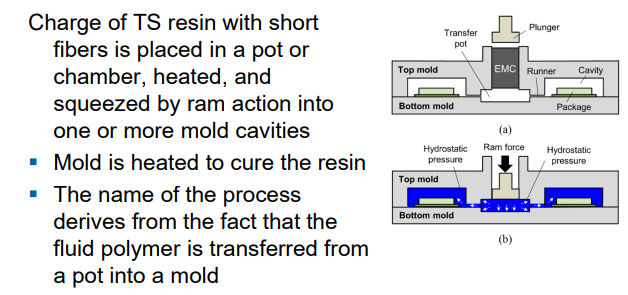
Transfer Molding PMC Process
Injection Molding PMC Processes
▪ Conventional injection molding
▪ Reinforced reaction injection molding
Conventional Injection Molding
▪ Used for both TP and TS FRPs
▪ Virtually all TPs can be reinforced with fibers
▪ Chopped fibers must be used
▪ During injection into the mold cavity, fibers tend to become aligned as they pass through the nozzle
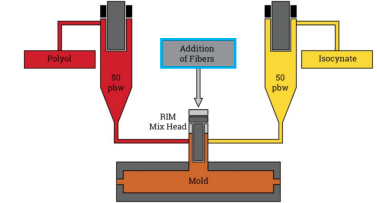
Conventional Reaction Injection Molding
two reactive ingredients are mixed and injected into a mold cavity where curing and solidification occur
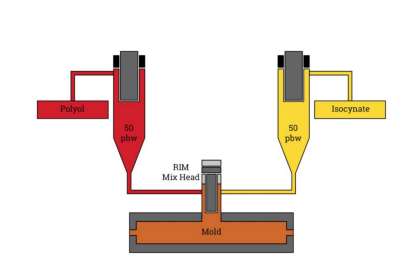
Reinforced Reaction
similar to RIM but includes reinforcing fibers, typically glass fibers, in the mixture
▪ Advantages: similar to RIM (no heat energy required, lower cost mold), but with fiber-reinforcement
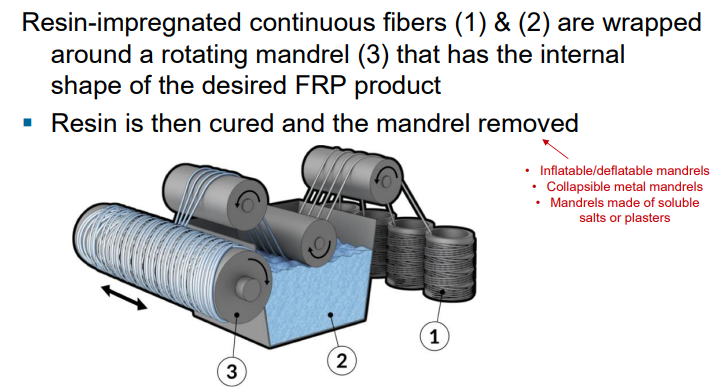
Filament Winding
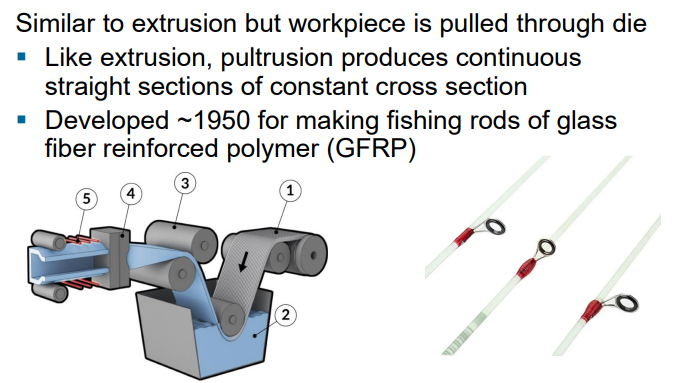
Pultrusion Process
1. Filament feeding
2. Resin impregnation
3. Pre-die forming
4. Shaping and curing
Heated die, 3-5 feet long
Inside surface, highly polished
5. Pulling and cutting
Pulforming
Pultrusion with additional steps to form the length into a semicircular contour and alter the cross section at one or more locations along the length
Tube Rolling
FRP tubes can be fabricated from prepreg sheets by a rolling technique
▪ Used in bicycle frames and space trusses
▪ Operation is simple and tooling costs are low

Centrifugal Casting
Process is similar to its metal casting counterpart
▪ Ideal for making pipes and tanks
▪ Chopped fibers combined with liquid resin are poured into a fast-rotating cylindrical mold that is heated
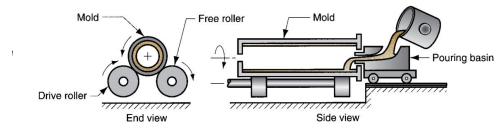
Continuous Laminating
Used to create fiber-reinforced plastic panels
▪ Impregnation: Reinforcing materials are impregnated with a resin
▪ Forming: The reinforced material is passed through a conveyor system with forming rollers that compress it to the desired thickness and resin content, often sandwiched between two plastic films.
▪ Curing: The composite laminate is moved through a heated zone where the resin cures to create a solid, strong panel.