Manufacturing Processes
1/191
Earn XP
Description and Tags
For test 2.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
192 Terms
Additive Manufacturing
Material addition process by addign layers.
Parts of additive rapid prototyping process
Pre-process (software, CAM and CAD)
Fabrication (layer method and starting form)
Post process (cleaning, support removal etc)
Steps in AM
CAD file
Convert solid to STL and slice
Supports
Set tools directions and path
What does layer thickness represent?
Vertical tolerances (resolution)
Types of Supports
Gussets, Island, Ceiling with arch, Ceiling
Classifications of AM
Liquid
Powder
Solid
Liquid Printing Types
STL or SLA
PolyJet Technology
Powder Printing Types
3D printing with binder
Selective laser sintering
Selective laser melting
Electron beam melting
Laser engineered net shaping (LENS)
Solid Printing Types
Fused deposition modelling
Laser metal deposition - wire
Bound metal deposition
Laminated object manufacturing
How does SLA or STL work
Uses focussed light (UV Laser) to cure hardened layers of liquid resin (liquid photopolymers) into a solid 3D shape. I.E. by photopolymerisation.
Advantages of SLA/STL
Precision
Accuracy
Smooth Finish
Disadvantages of SLA/STL
Limited colours
Expensive resins
Post process curing
Support removal
Mechanically weak
Examples of SLA use
In orthodontics to produce custom aligners to help with teeth alignment.
How does PolyJet printing work
Use photopolymerisation to solidify layers, but works as a line instead of a point.
PolyJet Advantages
A variety of colours
Easy to remove support
No post-process curing
Smooth surface
Very thin layers
How does 3D Binder Printing work?
Roller flattens out powders while binders are being deposited by a nozzle which solidifies the powder.
Advantages of 3D Binder Printing
Very fast
No heat
No support
Large parts possible
Full colour
Non-toxic materials
Disadvantages of 3D Binder Printing
Mechanically weak (plaster)
Average resolution
Porous structures
What is sintering?
The process by which the porosity of a 3D printed metal is reduced through coalescence and the fusing together of particles
Selective Laser Sintering
Uses lasers to sinter decreasing porosity of the material.
Direct Metal Fabrication
Prototyping using metallic powders and know binders.
What are the types of direct metal fabrication
Powder Bed
Powder Fed
Powder bed types
Selective laser melting (SLM)
Electron beam melting (EBM)
Direct metal laser sintering (DMLS)
Powder fed (Coaxial powder (melt pool)) types
Laser engineered net shaping (LENSTM)
Direct metal deposition (DMDTM)
Direct Metal Fabrication
Using metallic powders without binders in additive RP.
Selective Laser Melting (SLM)
Melts and fuses metallic powders
Properties of Selective Laser Melting
Workpiece produced in inert gas
Stainless steel and Al, Ti, Co-Cr, Ni alloys
Density between 98-100%
Heat treatment and finish machining often required
Laser-engineered Net Shaping (LENS)
Deposits metal powder from tip using a laser to melt and fuse metals onto substrate.
Advantages of LENS
Fully dense metallic parts
Repair of critical components
Freeform fabrication
Disadvantages of LENS
Slow
Poor surface finish
Heat affected zones
Electron Beam Melting
Uses energy from electron beam to melt powders Can melt titanium and cobalt chrome alloys.
(Vacuum condition.)
Fused Deposition Modelling (FDM)
Solid filament melted and deposited to create 3D structures.
Advantages of FDM
Inexpensive Material
Good mechanical properties
Disadvantages of FDM
Supports needed
Slow process
Laser Metal Deposition-Wire (LMD-W)
Wire delivered from a side nozzle. Laser uses heat (melt) to bond wire and substrate.
Advantages of LMD
Higher deposition rate than LENS
Bound Metal Deposition (BMD)
Metal components constructed by extrusion of powder filled thermoplastic media. Uses bound metal rods (metal powders held with wax/polymers).
Laminated Object Manufacturing (LOM)
Uses rolls of material to build up material layer by layer.
Advantages of LOM
Inexpensive material
Disadvantages of LOM
Supports Needed
Sealing Edges
Time consuming
Advantages of Additive Manufacturing
Products on demand or unique.
Customised products (dental crowns, hearing aids, etc)
Faster and less costly for low volume production
Complicated shapes without assembly
Efficient use of material and energy
Scrap metal can be recycled
No requirement of tooling, preforms or moulds.
Disadvantages of Additive Manufacturing
High raw material costs
Limited materials with limited properties
Large production is uneconomical
Performance may decrease due to fatigue and wear
Limitations to accuracy and surface quality.
Metal Forming
Utilises the properties of metals (which flow plastically) to change their shape.
Advantages of forming characteristics
Good mechanical properties of formed material
Favourable grain flow
Little waste
No handling of molten material
No solidification problems
Cast structure improved and defects eliminated.
Disadvantages of forming characteristics
High forces required to deform materials
Machinery and tooling often expensive
Most economical for large quantities and repeat manufacturing.
Bulk Deformation Operations
Rolling
Forging
Extrusion
Drawing (wire, bar, tube)
Squeezing Processes
Sheet-metal forming
Bending
Shearing
Drawing (deep, shallow)
Stretching
Stresses in rolling
biaxial compression
Stresses in Forging
Triaxial compression
Stresses in extrusion
Triaxial compression
Stresses in wire drawing
biaxial compression, tension
Stresses in deep drawing
At flange:
Biaxial tension, compression
At wall:
uniaxial tension
Stresses in straight bending
biaxial tension or compression
Desired material properties in forming
High Ductility (large plastic deformation)
Low yield strength (lower forces to deform)
Value of strain hardening (depends on application)
Other name for desired properties
Malleable
Good formability
Good workability
Independent variable in forming
Starting material
Starting geometry
Tool or die geometry
Lubrication
Starting temp
Speed of operation
Amount of deformation
Dependent variables in forming
Force/Power requirments
Material properties of product
Final temp
Surface finish
Nature of material flow
Link between tensile strain and temp
Higher temp allows more tensile strain/streching.
General parameters in forming
Speed of deformation
Friction
Lubrication
Temperature
Speed of deformation in forming
Rate of change in strain.
Speed-sensitive materials may crack/shatter.
Other materials may be stronger when quickly deformed.
Greatest sensitivity at elevated temps.
Friction in forming
retards metal flow and increases forces, power, tool wear and degrades finish.
More severe at higher temps.
Lubrication in forming
Reduced forces and power
Better finish
Thermal barrier and heat removal
Temperature in forming
higher temp:
decreases strength and strain hardening rate
increases ductility and ease of deformation
Types of working conditions (temperature)
Hot Working
Warm Working
Cold Working
Hot working
Tw > Trecy
Tw > 0.5Tm
Warm working
Tw < Trecy
0.3Tm < Tw < 0.5Tm
Cold working
Tw < Trecy
Tw < 0.3Tm
Isothermal
Working temp constant
Recrystilisation
the formation of new sets of strain-free grains within a previously cold-worked metal
Advantages of hot working
Lower forces and power
Large change in shape
Isotropic properties
For low workability materisl
Disadvantages of hot working
Higher total energy
Lower dimensional accuracy
Surface oxidation
Shorter tool life
Advantages of cold working
no heating
good surface finish
good dimensional accuracy
Disadvantages of cold working
Higher forces
Pre-cleaning required
Small deformation
Intermediate annealing
Isothermal forming
successful deformation of temperature-sensitive materials. Heat up dies to workpiece temp. Slow deformation speed.
Primary forming process
reduce a cast material into intermediate shapes (slabs, blooms, billets)
Secondary forming process
convert slabs, blooms, billets to semi-finished products.
Classification of bulk deformation
Shape and/or surface area change significantly
Thickness is reduced
Classification of sheet-metal forming
shape changes significantly
very small changes to thickness and surface area
Rolling
Metal is passed between two work rolls that rotate in opposite directions, decreasing thickness or cross sectional area.
Hot rolling
most common, large amounts of deformation are required. Material properties uniform. No residual stresses.
Cold rolling
produces finished sheet and plate stock with good surface finish and dimensional accuracy. Significantly changes metal properties such as strength and ductility.
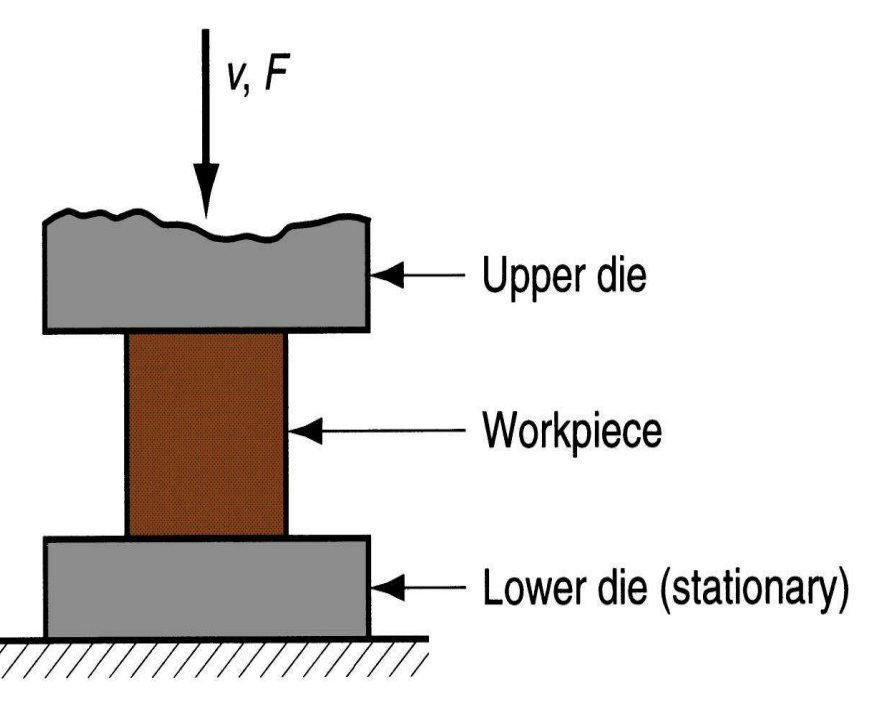
Open-Die Drop Hammer Forging
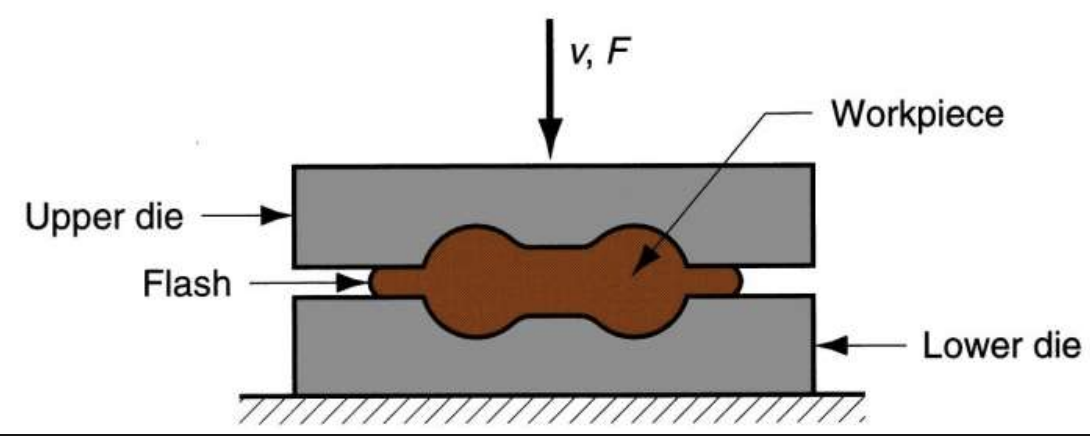
Impression-Die (Close-Die) Drop-Hammer Forging
Excess metal squeezed out to form flash. Must be trimmed from final forging.
Flashless forging
Doesn’t form flash
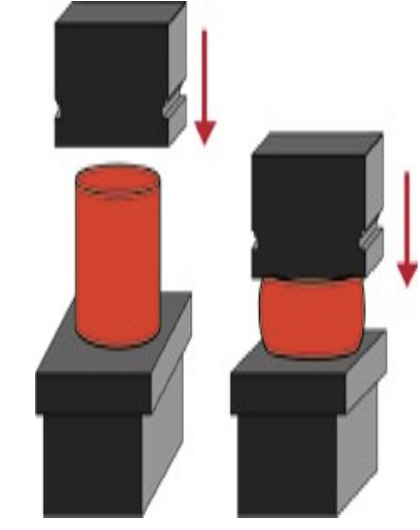
Upset Forging
Increase diameter by compressing length
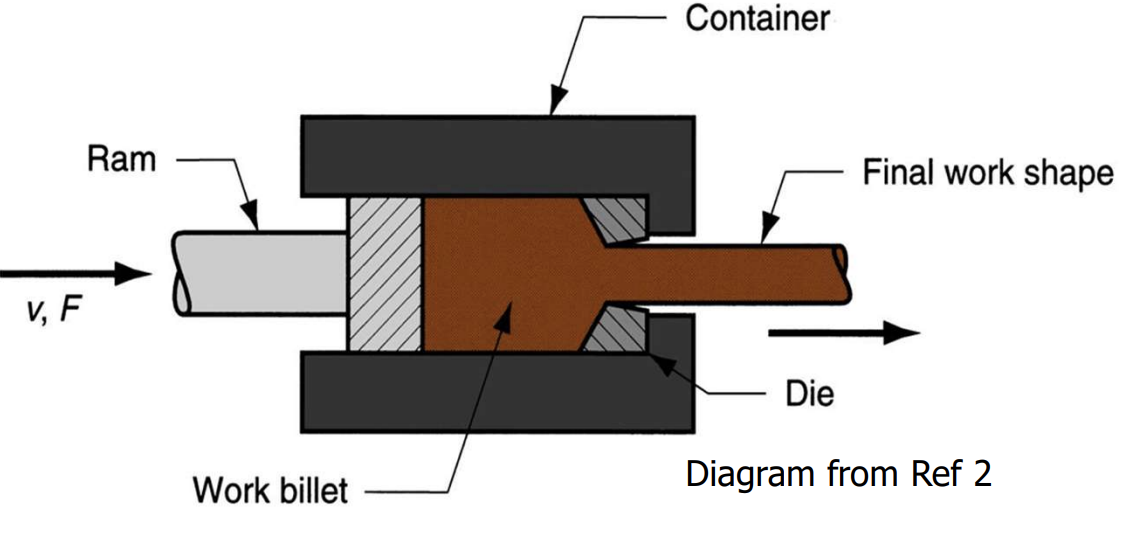
Direct Extrusion
Forward extrusion.
Die opening determines final shape
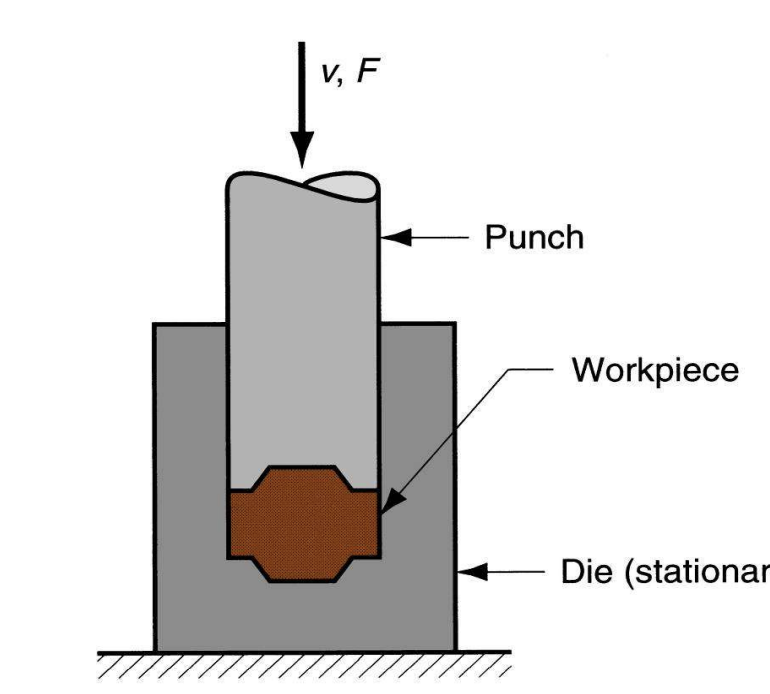
Indirect Extrusion
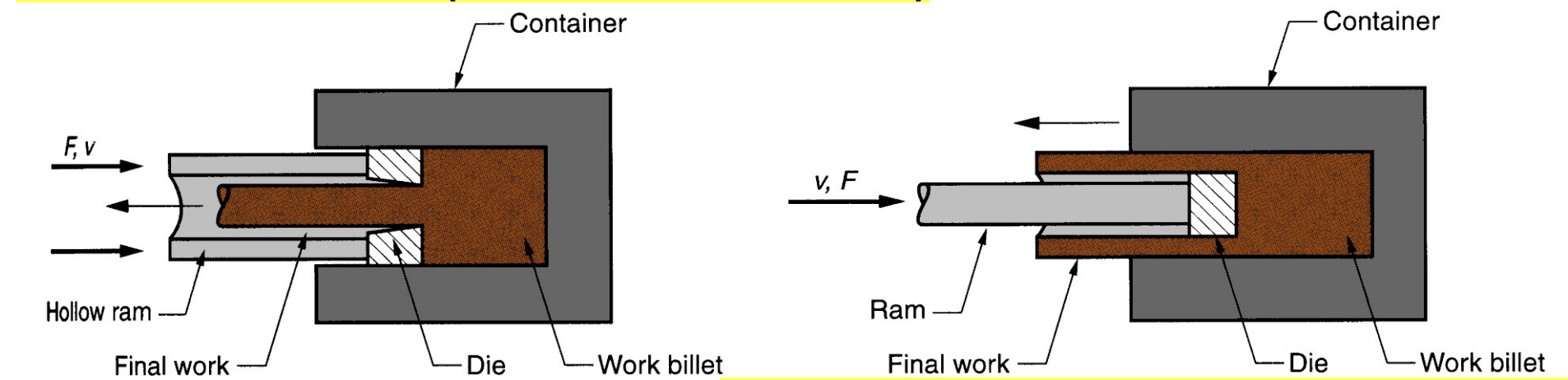
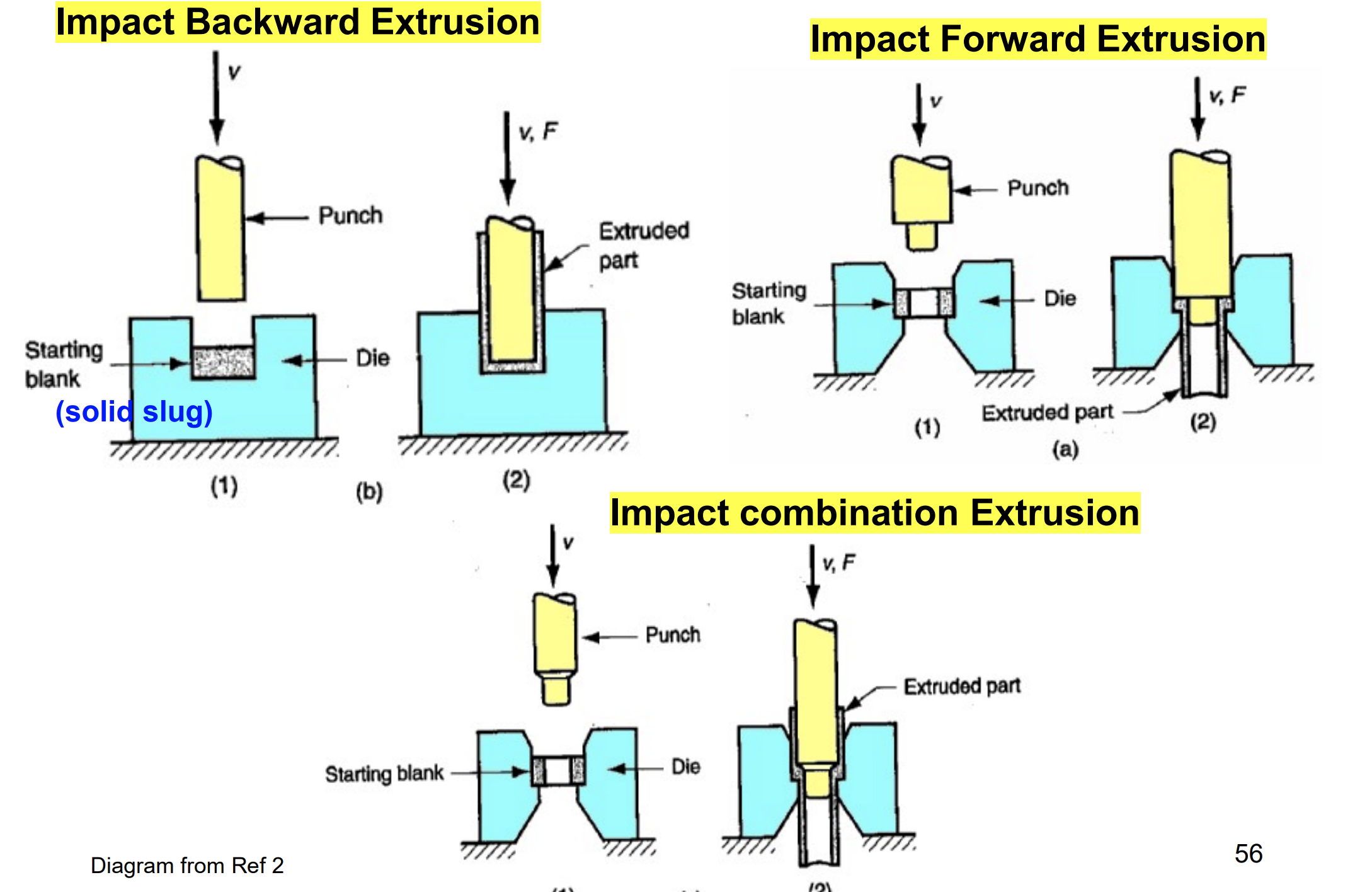
Impact extrusion
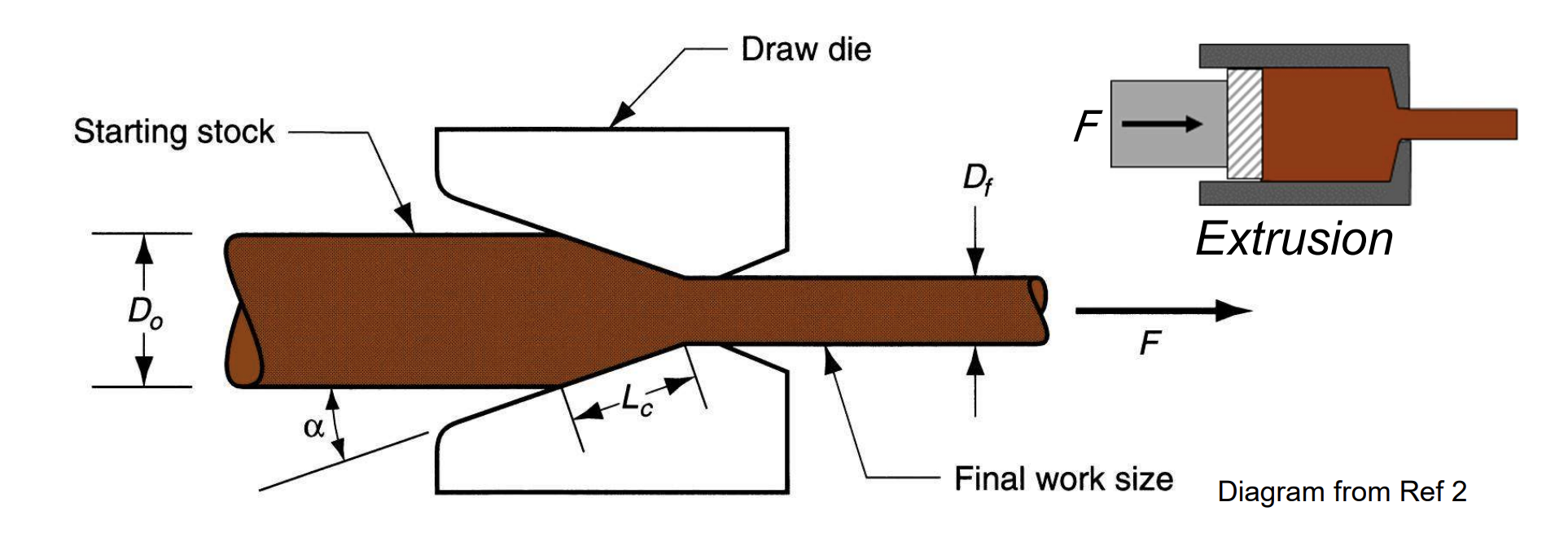
Drawing
Pulling through a die as opposed to pushing in extrusion
cross section reduced, length increased
Tube Drawing
Thickness of wall and tube diameter reduced.
essential die lubrication to reduce friction.
Tube sinking
doesn’t control internal diameter
Fixed/Floating plug drawing
control inner diameter using plug or mandrel.
Sheet metal forming
deformation of material where the thickness and surface area remain constant but the shape changes.
start with sheets, strips and coils
Includes, shearing, bending and deep drawing.
High SA means lose heat quickly
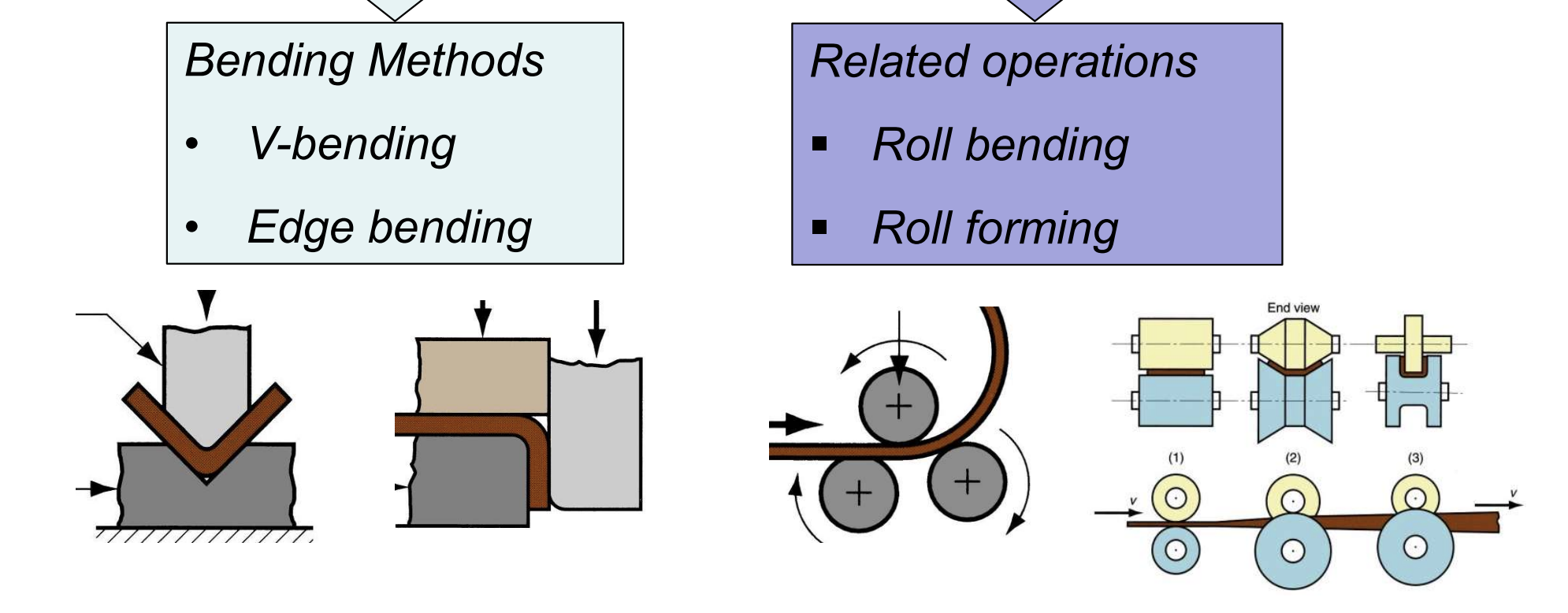
Bending
Deforming the material around a straight axis.
V-bending, edge bending, roll bending, roll forming.
Springback
decrease in bend angle of a bent part after tool is removed.
Residual elastic energy is recovered and causes part to partially revert to original shape.
Large radius = large springback
Shearing
mechanical cutting of material without the formation of chips.
When the two cutting blades are straight, the process is called shearing
When the blades are curved, the processes have special names, such as blanking, piercing (punching), notching, and trimming
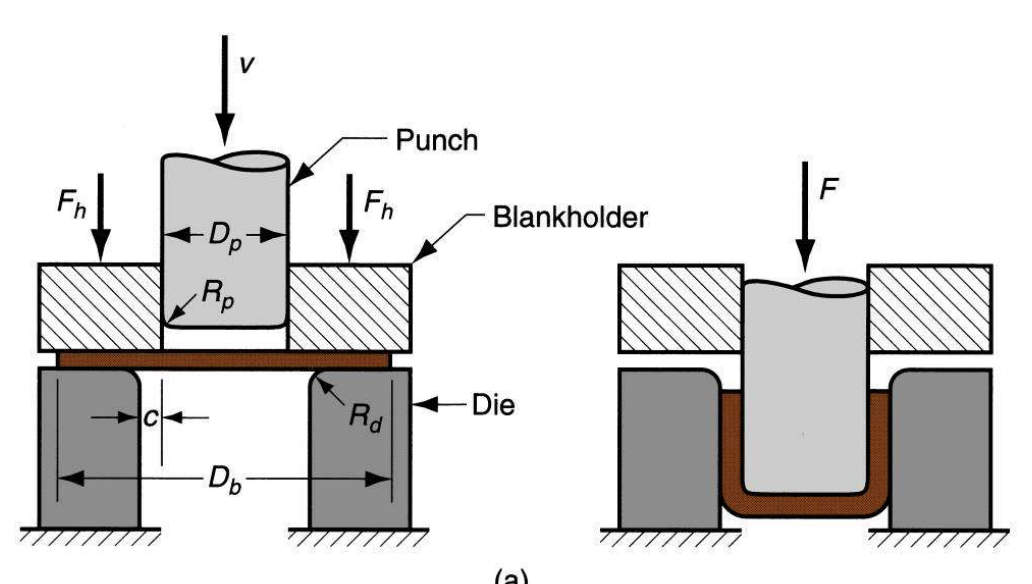
Sheet metal drawing
plastic deformation about a curved axis
depth much greater than thickness
Steps in powder metallurgy
Metal powder production
Blending
Hot/Cold Compaction
Sintering
Secondary/Finishing Operations
Powder production methods
Atomisation
Reduction
Electrolytic Deposition
Carbonyls
Comminution
Mechanical alloying
Atomisation
a liquid-metal stream is produced by injecting molten metal into a small orifice.
The stream is broken up into droplets by jets of inert gas, air or water.
Size and shape of the particles formed depend on the temperature of the molten metal, rate of flow, nozzle size and jet characteristics.