MAE378 Test 2
1/155
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai | Chat |
|---|
No analytics yet
Send a link to your students to track their progress
156 Terms
Reducing Cracks for Austempering
• Rapidly cooled to 15 °C above martensite temp
• Hold at this temperature until bainite forms
• Sufficient toughness to not need tempering
Recall: Bainite is formed at slower cooling rates than that for martensite, but faster cooling rate than that for ferrite and pearlite formation
Reducing Cracks for Martempering
• Rapidly cooled to 15 °C above martensite temp
• Brought to uniform temperature
• Slow cooled, usually in air, through martensite transformation
• Results in solely martensite structure, which will require further tempering
Advantages of Austempering
Less Crack and distortion
no need for final temp
Energy and cost efficient
Improvement in toughness
higher impact resistance
Improved ductility
Advantages of Martempering
Increased hardness and strength
Carburizing
The process by which carbon is added to the surface of ferrous alloys to increase hardness
Nitriding
Can only be done to steel alloys because the nitrogen will react with the elements like aluminum or chromium. The reaction creates a hard nitride compound
Ferrous Alloy
iron based (plain carbon steels, alloy steels, cast irons)
• Have significant phase changes which effect strength, hardness, and ductility
Non-Ferrous Alloy
not iron based (aluminums, coppers, titanium alloys, etc.)
• Do not typically have significant phase transitions, as opposed to steel
• Precipitation hardening is primary strengthening mechanism via heat treatment for non-ferrous alloys such as Al and Cu alloys
Ferrous metal three categories
Plain Carbon Steel (~1% of Carbon)
Steel Alloy (has different elements)
Cast Iron (more than 2% carbon, 0.5% to 3% silicon)
Percentage of Iron used for steel
98%
Steel Making Process
1. mine iron ore
2. melt iron ore, extract impurities
3. add alloying elements
4. deoxidation/degasification
5. solidification
Mine Iron Ore
Not pure iron: usually hematite (Fe 2O3) ormagnetite (Fe 3O4)
Melt Iron Ore
• Addition of limestone (CaCO3, SiO2, P2O5),coke (C), and air (O2) in blast furnace to create pig iron
• Pig iron (Fe + C + Impurities) has too much dissolved carbon: pure oxygen is used to burnout excess carbon in an oxygen furnace (using air, which is mostly nitrogen, can cause embrittlement)
Add Alloying Elements
• Desired amount of carbon
• Other elements (Va, Cr, Mg, etc.) to create alloy steels
Deoxidation/Degasification
• Remove dissolved oxygen (prevent steel from reacting with O to revert to Fe 2O3 or Fe 3O4)
• Remove dissolved gases (prevent trapped bubbles/porosity)
Solidification (Casting)
Molten steel poured into mold and cooled, usually in continuous casting process
Vacuum Degassing
stream of molten metal passes through vacuum chamber into solidification mold
Continuous Casting Process
• Once appropriate alloy (chemical contents) has been created and molten metal has been degassed, it is solidified and cast into a solid slab
• Most modern mills use a continuously casting process, where molten metal is fed into the casting mold and solidified steel is produced in an uninterrupted process
Ladle
transports molten metal to top of casting machine, where it is poured into the tundish.
• Empty ladles are switched out with full ones to allow continuous casting.
• Slag forms at top of ladle, which protects steel from exposure to air - but do not want slag to flow into casting machine because it will contaminate end product.
Turndish
provides continuous flow, allows a reservoir of metal to feed casting machine while ladles are switched out
Mold
typically water cooled, the metal solidifies as gravity and support rollers move it through the mold. At the end of the mold the solidified slab has formed, which is then cut to the desired length for further processing (rolling, forging, etc.).
SAE Standard Steel Design
a) First number indicates the major alloying elements
b) Second number designates a subgrouping within the major alloy system
c) Last two digits indicate the carbon percentage
Plain Carbon Steel Advantages
• Low cost - usually first option to be considered
• Relatively high strength and high stiffness
• Reasonably wide range/tunability of material properties, based on carbon content and heat treatment
Plain Carbon Steel Disadvantages
• Not corrosion resistant (easily rust). Requires surface protection such as paint/galvanizing
• Galvanizing: adding protective layer of zinc to slow down corrosion
• Limitations on properties (strength, ductility, etc.) may make them unsuitable for some applications, requiring alloy steels or non-ferrous materials
Low Carbon Steel
Less than 0.2% Carbon
• Soft, ductile, easily formable, good weldability (no martensite formation).
• Limited hardenability via heat treatment, but can be cold worked to increase hardness
Medium Carbon Steel
0.2% to 0.5% Carbon
• Extremely popular, have good balance of strength/ductility
• Can be quenched to form bainite/martensite for heat treatment hardenability
• Not as easily formable/weldable as low carbon steels, but manageable
High Carbon Steel
0.5% to 1% Carbon
• High hardness and wear resistance
• Low toughness, formability, and weldability
Alloy Steel
steels containing additional elements (beyond just carbon) in specifiable amounts
• 1.65% or more manganese
• 0.60% silicon
• 0.60% copper
• Low _____ steels: contain less than 8% additions
• High _____ steels: contain more than 8% additions
Alloy Steel Advantages
• Enhanced properties beyond plain carbon steels
• Increased strength
• Increased toughness/impact resistance
• Increased machinability
• Corrosion resistance
• Retained strength at elevated temperatures
• Increased ductility (in some cases)
• Enhanced machinability/weldability compared to plain carbon with same strength level
Alloy Steel Disadvantages
• Increased cost
• Increased complexity of alloy creation: processing/property inconsistencies
Alloys for Enhanced Strength
Mn, Si, Ni, Cu, Cr, Va, Mo, W
Alloys for Enhanced Corrosion Resistance
Cu, Ni, Cr, Va
Alloys for Enhanced Toughness Resistance
Ni, Mo, Zr, Ce, Ca
Alloys for Enhanced Machinability
S, P, Pb, Bi, Se, Te
High-Strength Low-Alloy Structural Steels
low amounts of carbon and other alloying elements (2% or less).
• Good weldability, some corrosion resistance, and increased strength to weight ratio
• Often does not require heat treatment: reduces cost and complexity
Dual Phase
low or medium carbon steel that is heated to region where both α-ferrite and γ-austenite are stable, then quenched.
• Forms soft ferrite matrix containing islands of hard, brittle martensite
Transformation Induced Plasticity
initial microstructure is grains of residual γ-austenite (retained at room temp.) and grains of ferrite/bainite.
• Austenite transforms into martensite as material is plastically deformed
• Results in excellent combination of strength and ductility
Twining Induced Plasticity (TWIP)
alloyed with 12%- 30%Mn, allows austenite to be fully stable at room temperature.
• Plastic deformation causes high amounts of twinning, which acts similar to grain boundaries to impede dislocation motion
• Results in combination of both very high strength and very high ductility
Bake-Hardenable (BH)
two-step process of:
1) forming dislocations during work hardening, then
2) bake hardening by heating (baking) material which causes solute atoms to move to dislocations and pin them
Maraging Steels
stands for martensitic-aging. High nickel content, quenched to form martensite, which is then aged to form precipitates of Ni intermetallic phases (precipitation hardening)
• Very high strength (yield strength can exceed 2 GPa)
• Typically limited ductility
Stainless Steel
• Exhibit good corrosion resistance. Typically low carbon steels with 4% - 6% chromium, as well as nickel or manganese.
• Iron-chromium oxide forms on surface that prevents corrosion
Ferritic Stainless Steels
Low carbon and chromium. Chromium stabilizes BCC ferritic structure at high temperatures, such that the alloy is ferrite at all temperatures after solidification. Unable to form martensite (because will not form FCC austenite)
• Cheapest, good corrosion resistance. Should be first option to consider.
• Limited ductility/toughness, cannot be heat treated so limited strength
• Exhibit ductile-to-brittle transition as temperature is reduced
Martensitic Stainless Steels
Higher carbon content, chromium reduced. Can form FCC austenite at elevated temperatures, which is then quenched to form martensite
• Highest strength. Moderately expensive (between ferritic and austenitic)
• Least corrosion resistant of stainless steels, least weldable, have ductile-to-brittle transition at low temperatures
• Require additional tempering heat treatment after quenching
• Only exhibit good corrosion resistance in martensitic condition - care must be taken to avoid heating/annealing/normalizing them during use
• If slow cooled, chromium carbide forms which will no longer react with oxygen to form protective oxide layer
Austenitic Stainless Steels
Contain nickel which is FCC, and stabilizes FCC austenite such that it remains stable over wide temperature range
• Highly corrosion resistant, excellent toughness even at low temperatures (no ductile-to-brittle transition), easily weldable
• Most expensive of stainless steels (due to high nickel content, which raises cost)
• Manganese and nitrogen can also be used as FCC stabilizers (lowers cost but also lowers quality)
Tool Steels
• Used to make cutting tools, dies, etc.
• High strength ferrous alloys, high carbon content and additional alloying elements
• Designed to have balance of:
• Strength (resistance to deformation)
• Toughness (absorb shock/impact)
• Wear resistance (resist erosion between the tool steel and workpiece material)
• Tool steels typically require heat treatment to reach fully hardened state
• Difficult to machine when in fully hardened state (since it has similar hardness/strength/toughness to cutting tools). Therefore desirable to fabricate the tool itself when material is in softer form, then fully harden it afterwards via heat treatment
Water Hardening Tool Steels (W-grade)
• High carbon plain steels. Typically low hardenability, requires water quenching. Brittle.
• Least expensive, used for small parts not subjected to severe usage/elevated temperature
• Used for small parts, since water quenching can cause distortion/lack of hardness in center of thicker parts
Cold Work Tool Steels (A, O, and D grades)
• Hardening possible with less severe quenches (air, oil) and cold-working.
• Allows for tighter dimensional tolerances, less distortion or cracking post-quench
• Useful for larger components
Cast iron
• Steels containing more than 2% Carbon
• Good fluidity and low liquidus (i.e., melting point) temperature → easily cast
• Typically also have additional Silicon (0.5% - 3%) for enhanced corrosion resistance
• Silicon results in tendency to form graphite instead of cementite
• Results in slightly modified phase diagram based on carbon equivalent (CE) weight percent
Cast Iron Advantages
• Lower cost (especially for cast components)
• High compressive strength
• Corrosion resistance (better than mild steel, inferior to stainless steels)
• Good machinability
• Good vibration absorbance (damping)
Cast Iron Disadvantages
• Poor tensile strength
• Poor weldability (cracking)
• Limited ductility and toughness
Gray Cast Iron
• Higher carbon (2.5% - 4%), silicon (1% - 3%), and manganese (0.4% - 1%)
• Microstructure: interconnected graphite flake surrounded by a matrix of ferrite/pearlite/other iron-based microstructure
• Graphite flakes are much, much weaker than metal - act as voids in microstructure and pointed edges act as pre-existing cracks.
• Results in lowered tensile strength - but aids with machineability since the graphite flakes break up chips, lubricate contact surfaces
White Cast Iron
• Lower carbon (1.8%-3.6%), silicon (0.5% - 1.9%), and manganese (0.25-0.8%)
• All excess carbon is in the form of cementite (up to 50% of microstructure)
Malleable cast iron
• Formed by performing extended heat treatment on white cast iron
• Cementite dissociates into component elements, carbon forms irregularly shaped clusters of graphite
Ductile cast iron
• Add elements (ferrosilicon, magnesium) to alloy to promote formation of graphite clusters directly on cooling
• Forms similar microstructure to malleable cast iron, but without need for subsequent extended heat treatment
Disadvantages of Austempering
Slow
not suitable for high carbon steel
safety concerns regarding salt baths
Disadvantages of Martempering
Expensive
Cracks form easier
Gray Cast Iron Properties
• Least expensive, most common.
• Excellent compressive strength, machineability, and sound/vibration damping.
• Less shrinkage during solidification - easier to cast complex shapes
White Cast Iron Properties
• Very hard and brittle, high abrasion resistance
• Used as surface coatings to increase wear resistance
Malleable Cast Iron Properties
• More expensive (due to required heat treatment)
• Improved ductility over gray cast iron (because graphite shape no longer resembles a crack/notch)
• Heat treatment/cooling rate allow for various types of malleable cast iron to be formed:
• Ferritic malleable cast iron
• Pearlitic malleable cast iron
Ductile Cast Iron Properties
• Best combination of good ductility, high strength, toughness, wear resistance, machinability, low-melting-point-castability, and up to 10% weight reduction compared to steel
• Production cost makes it most expensive of cast iron types
Aluminum Classifications
Cast Aluminum Alloy (it is casted)
Wrought Aluminum Alloy (starts with cast and then the shape is altered)
Aluminum Advantages
• Easier formability: lower stiffness, lower melting/softening temperature than steel
• Easier to plastically deform and create desired shape changes
• Higher strength to weight ratio than steel
• Moderate cost
• Excellent corrosion resistance (for some alloys)
• Light weight (density: 2.7gr/cm3)
• High specific strength and stiffness• Good ductility and fracture toughness
• No ductile to brittle transition at low temperatures
Aluminum Disadvantages
• Lower fatigue life (no endurance limit) compared to steel
• Cost: 4 - 5 times more expensive than steel by weight (more similar cost by unit volume)
• Low mechanical properties at elevated temperature (above ~150 C)
Cast Aluminum
• Naming convention: 1XX.X, 2XX.X,......,9XX.X to designate major alloying elements
• Mechanical properties of casting alloys are generally inferior to wrought alloys
• Pure aluminum: not feasible for casting
• High shrinkage and susceptibility to cracking
• Alloying elements (Cu, Si, Mg, Zn, Sn)are added to make casting process feasible (also increase mechanical strength)
• Cast Al alloys are generally not used in aircraft structures due to inferior properties
Wrought Aluminum
• Naming convention: a four digit number
• First digit: represents major alloying elements
• Additional digits: modifications to alloy/different alloys in the series (no meaningful relationship to composition like steel and carbon content)
• Formed through other fabrication methods beyond just casting (forging, rolling, etc.)
• Have enhanced and more predictable/repeatable properties compared to cast counterparts
Magnesium Advantages
• Lightest of commercial metals
• One of the highest strength to weight ratios
• Low cost per unit volume
• Good damping of noise/vibrations
• Good toughness
• Good electrical/thermal conductivity
Magnesium Disadvantages
• Poor wear, creep, fatigues properties
• Rapid strength decrease at temps above 100°C (do not use in high-temp applications)
• Low elastic modulus (1/4 to 1/5 of steel) - lacks stiffness/rigidity
Copper Properties
• High electrical and thermal conductivity
• Backbone of the electrical industry
• High ductility coupled with moderate strength
• Corrosion resistance
• Nonmagnetic
• Antimicrobial (continuously kills bacteria, even after wear and recontamination)
• Non biofouling (inhibits marine organism growth)
• Wide spectrum of colors
• Low temperature properties are better than most other materials
• Strength increases with decreasing temperature
• No ductile to brittle transition
• Conductivity increases with a drop in temperature
Copper Disadvantages
• Heavier than steel
• Poor high temperature performance
• Strength decrease
• Premature fracture and failure
• Low hardness: poor abrasive wear characteristics
Brass: Copper-Zinc Alloy
Both Strength and Ductility increase as we add zinc.
• Alpha brasses: less than 30% Zn- Ductile and formable- Can be significantly strengthened by cold working
• Two-phase brasses (cartridge brass): more than 30% Zn- High electrical and thermal conductivity- Useful engineering strength- Wide range of colors
used in ammunition casings
Bronze: Copper-Tin Alloy
• Can technically be any copper alloy where the major alloy addition is not zinc or nickel
• Ex: aluminum bronze, main alloying element added to copper is aluminum
• Tin is more cost effective than zinc
• Bronzes have desirable mechanical properties
• Good strength
• Good toughness
• Good wear resistance
• Good corrosion resistance (better than brass)
Copper-Nickel Alloy
Copper and nickel exhibit complete solubility
• Numerous desirable properties:
• High thermal conductivity
• Retain strength at elevated temperatures
• High corrosion resistance in a range of environments (particularly salt water)
• High resistance to stress-corrosion cracking
Titanium Advantages
• Moderate density (between steel and aluminum)
• Excellent strength (can exceed steel)
• Good high temperature properties
• Retain strength at elevated temperatures (up to 600 C)
• Creep resistance
• Excellent fatigue life
• Excellent fracture toughness
• Corrosion resistant
• Biocompatible (can be used inside human body without corrosion/toxicity)
Titanium Disadvantages
• Cost (typically more than 20X as expensive as steel)
• Difficult to machine (high strength, low thermal conductivity, chemical reactivity combine to decrease tool life)
Alloy
Metal that is a combination of two or more elements
Superalloy
Any of several high performance alloys that are resistant to high temps
Nickel-based Superalloy Advantages
• Excellent high temperature mechanical properties: mechanical strength, creep strength, resistance to oxidation, fatigue resistance
• Good corrosion resistance
• High strength and high ductility (excellent toughness)
Nickel-based Superalloys Disadvantages
• Cost: nickel additives make them expensive
• Difficult to machine
• Dense and heavy
Nitinol
• A metal alloy of nickel and titanium, where the two elements are present in roughly equal atomic percentages e.g. Nitinol 55, Nitinol 60.
• Shape memory: is the ability of nitinol to undergo deformation at one temperature, then recover its original, undeformed shape upon heating above its "transformation temperature"
• Excellent damping properties below the transition temperature
• Excellent corrosion resistance
• Nonmagnetic
• High fatigue strength
• Moderate impact resistance
• Moderate heat resistance
• Biocompatible
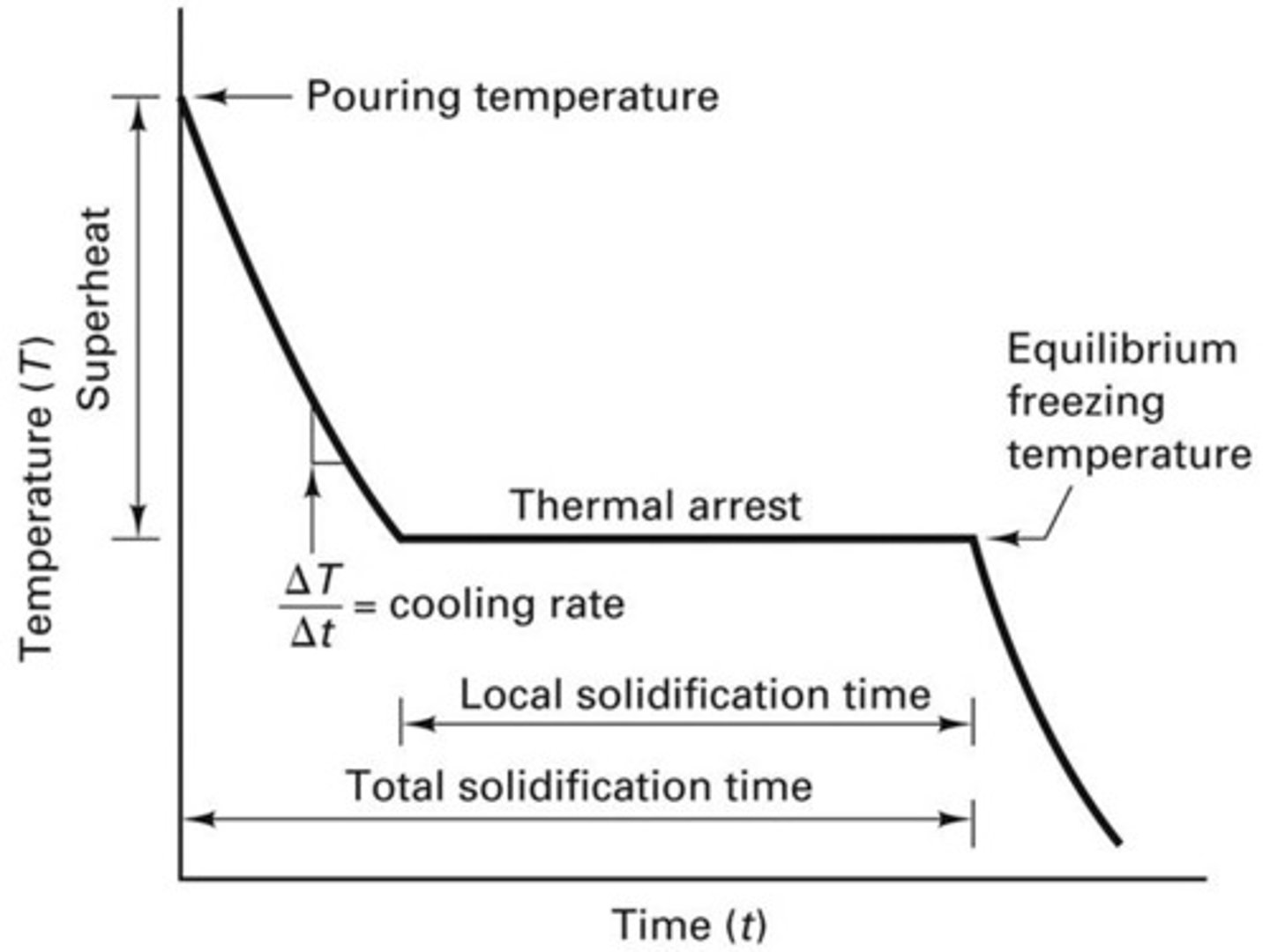
Casting Process
1. Material is melted
2. Superheat: heated to some temperature above the liquidus (melting temperature)
• Fluidity increases (viscosity decreases) at higher temps
• Superheat temp will affect cooling rate/time → affect solidified microstructure
3. Treated to modify its chemical makeup
4. Molten material is poured into a mold
5. Solidification
Casting Advantages
• Large variety of parts with complex geometries
• Good for very large parts, parts with hollow sections or cavities
• Can enable intricate shaping of metals that are difficult to machine
• Different mold materials can be used for design/process flexibility
• Sand, metal, or ceramics
Casting Disadvantages
• Poorer mechanical properties compared to wrought materials
• Shrinkage voids, gas porosity, inclusions/impurities, non-uniform microstructure
• Poor dimensional accuracy and surface finish for some processes; e.g., sand casting
• Safety hazards to workers due to hot molten metals
• Environmental problems due to pollutants/emissions
Pattern
is a replica of the object to be cast, used to prepare the cavity into which molten material will be poured
Mold Cavity
combination of the mold material and cores
Riser
additional void in the mold that provides additional metal to compensate for shrinkage
Gating System
network of channels that delivers the molten metal to the mold
Pouring Cup
portion of the gating system that controls the delivery of the metal
Sprue
vertical portion of the gating system
Runners
horizontal channels
Gates
controlled entrances
Grain Nucleation
Each nucleation event produces a grain
• Nucleation is promoted (more grains) for enhanced material properties
• Inoculation or grain refinement is the process of introducing solid particles to promote nucleation
Grain Growth
• Occurs as the heat of fusion is extracted from the liquid
• Direction, rate, and type of growth can be controlled
- Controlled by the way in which heat is removed
- Rates of nucleation and growth control the size and shape of the crystals
- Faster cooling rates generally produce finer grain sizes
Chill Zone
Rapid nucleation that occurs when the molten metal comes into contact with the cold walls of the mold
Creates small random grains and it brittle and hard
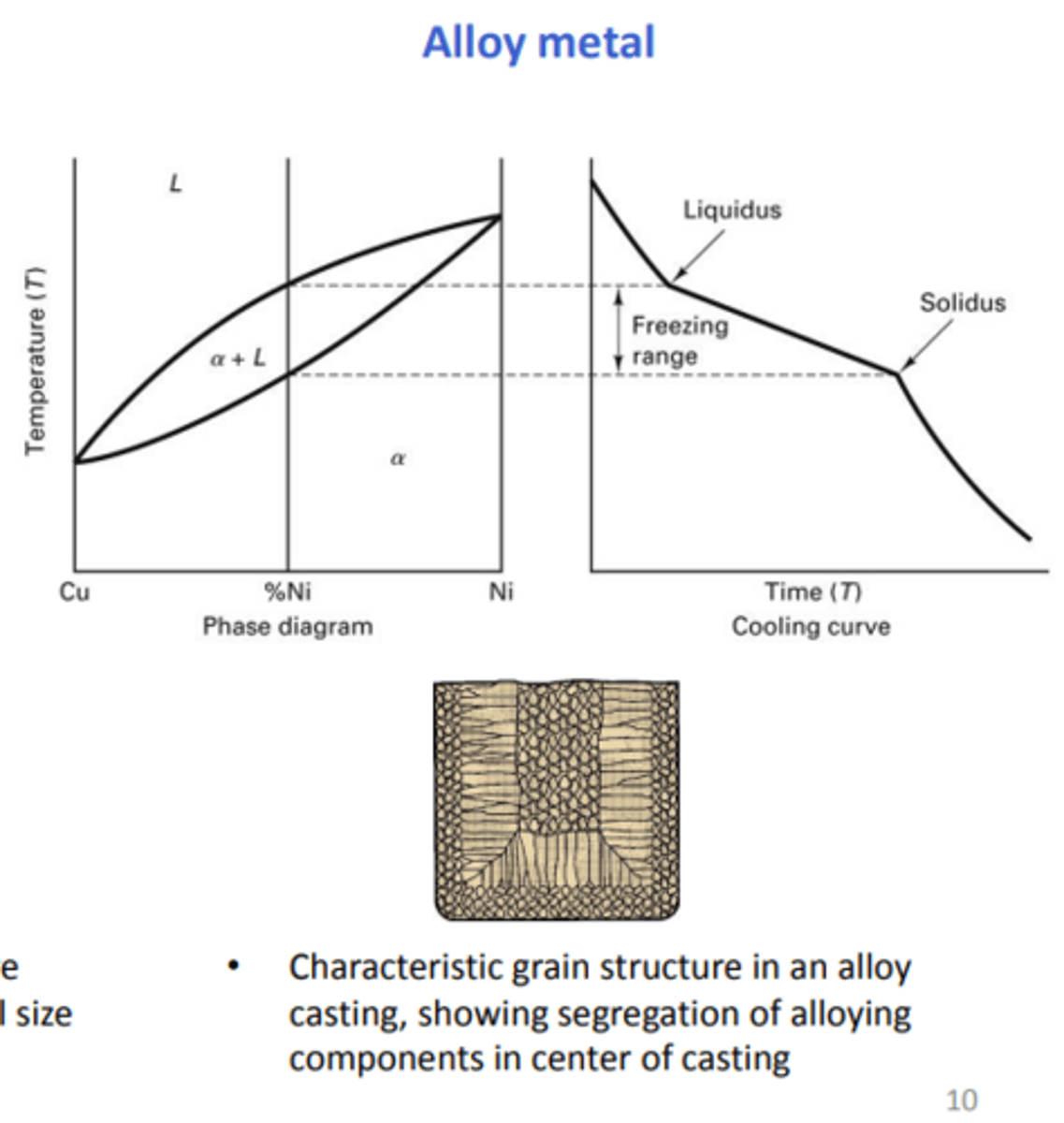
Columnar Zone
Rapid growth perpendicular to the casting surface
Long and thin and highly directional.
Forms because metal takes longer to cool
Equiaxed Zone
Crystals in the interior of the casting
Spherical, randomly oriented crystals
Pure Metal Cooling Curve
Alloy Metal Cooling Curve
Three Problems with casting
Chemical Reactions
Gas Porosity
Shrinkage
Chemical reactions occurring during casting
• Metal oxides may form when molten metal reacts with oxygen
• Dross or slag is the material that can be carried with the molten metal during pouring and filling of the mold
• This can be controlled by lowering pouring temperature
• Reduced temp: reduced tendency for oxidation/reaction
• Ceramic filters: placed in gates to trap foreign materials (like oxides/contaminants)
Gas Porosity
• Gas that is not rejected from the liquid metal may be trapped upon solidification
• Several techniques to prevent the gas from initially dissolving in the liquid:
- Vacuum degassing: removes the gas from the liquid before it is poured into the castings
- Melting can be done in a vacuum
- Melting can be done in environments with low-solubility gases
- Minimize turbulence (square pouring cup)