Looks like no one added any tags here yet for you.
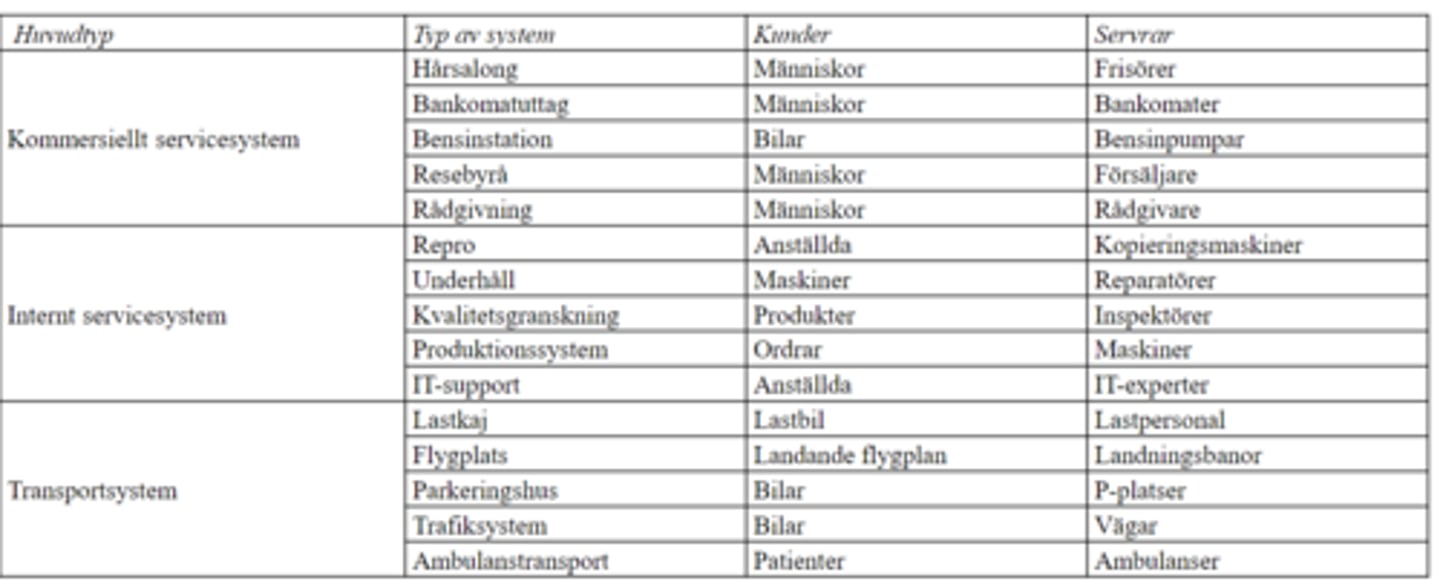
3 huvudtyper av kösystem
- Kommersiellt servicesystem; hårsalong, bankautomat, bensinstation etc.
- Internt servicesystem; Underhåll, IT-support etc.
- Transportsystem; lastkaj, flygplats, parkeringshus.
M/M/1-modellen
- Ankomsttider är poissonprocesser (exponentiellt fördelade)
- Servicetider är poissonprocesser (exponentiellt fördelade)
- Endast 1 server
Tid i kö:
Wq = u/(1-u)*te
Konsekvenser:
- Om kapacitetsmarginalen går mot 0 -> genomloppstiden går mot oändligheten.
- Både för låg och för hög kapacitetsmarginal är kostsamt.
- Om servicetiden 1/re går mot 0 -> servicetakten re går mot oändligheten -> genomloppstiden går mot 0.
- Om ankomsttakten ra går mot 0 -> genomloppstiden går mot servicetiden 1/re eller te.
- Större kapacitetsmarginal -> kortare genomloppstid (och tvärtom)
- Det är den absoluta överkapaciteten (dvs kapacitetsmarginalen) som bestämmer förväntad genomloppstid, inte den relativa
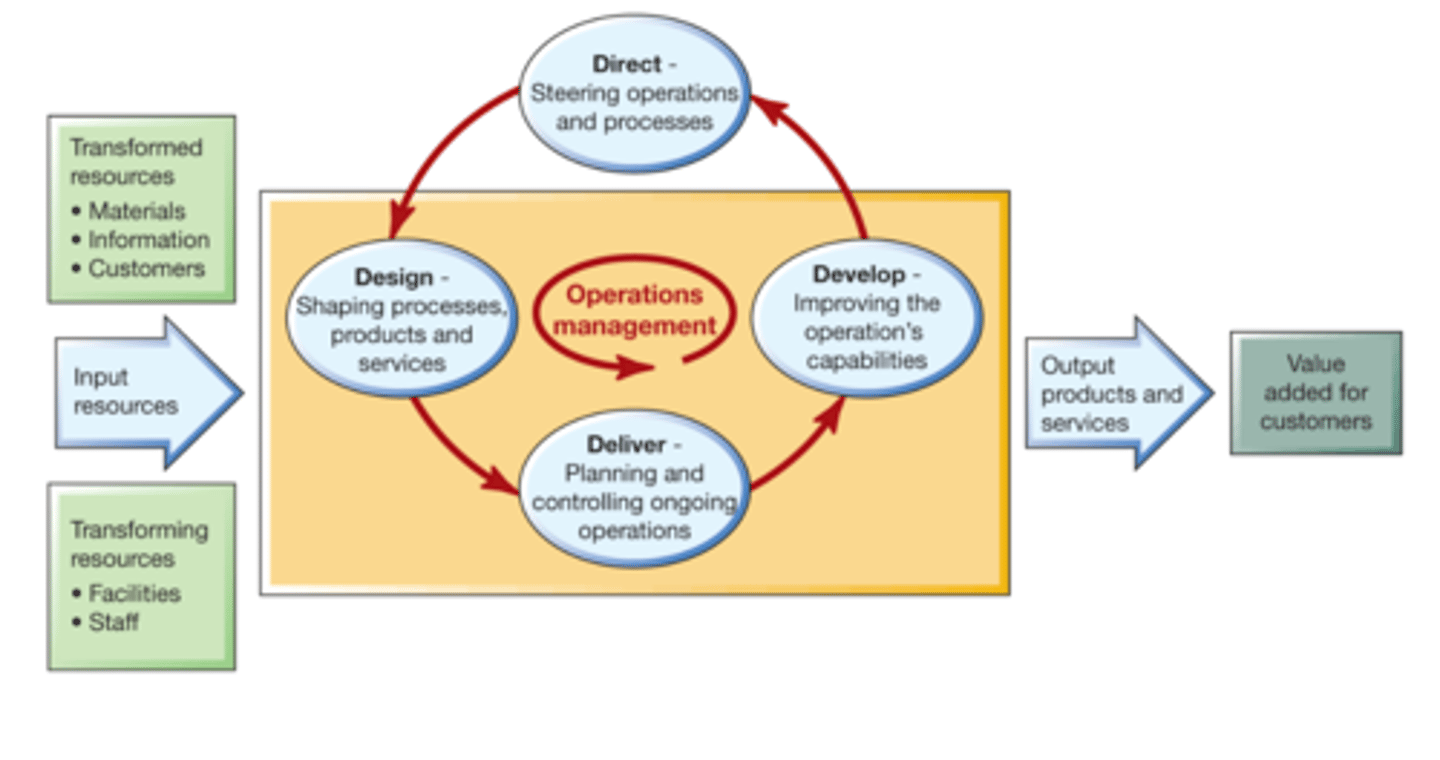
Överblick över vad Operations faktiskt är - Generell model (tentafråga) (F2)
All operations can be modelled as input-transformation-output processes. They all have inputs of transforming resources, which are usually divided into 'facilities' and 'staff', and transformed resources, which are some mixture of materials, information and customers.
2 Transforming resources (F2)
Resurser som verkar på de transformerade resurserna.
- Facilities; byggnader, utrustning och anläggningar samt process-teknologi för verksamheten
- Staff
3 Transformed resources (F2)
Resurser som behandlas, omvandlas, konverteras i en process.
- Materials
- Information
- Customers
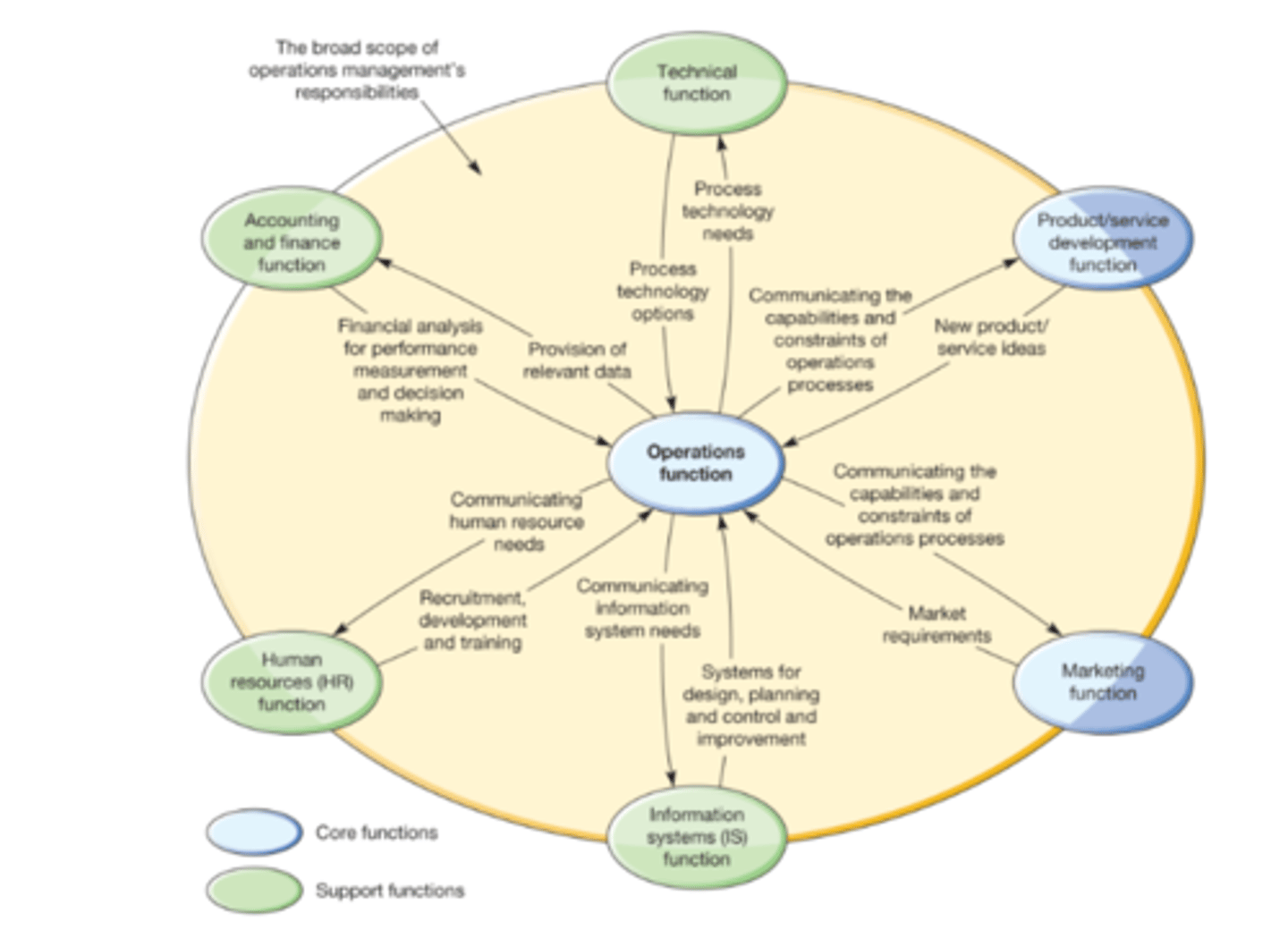
Relation mellan Operations function och andra funktioner (Core functions och Support functions) (F2)
Core functions:
Funktioner inom ett företag som direkt skapar värde för företaget och jobbar aktivt för att nå företagets mål. Ex: Produktutveckling
Support functions:
Funktioner inom ett företag som är nödvändiga för att kärnfunktionerna skall fungera men jobbar inte direkt värdeskapande mot kund. Ex: redovisning, IT-support, vaktmästeri.
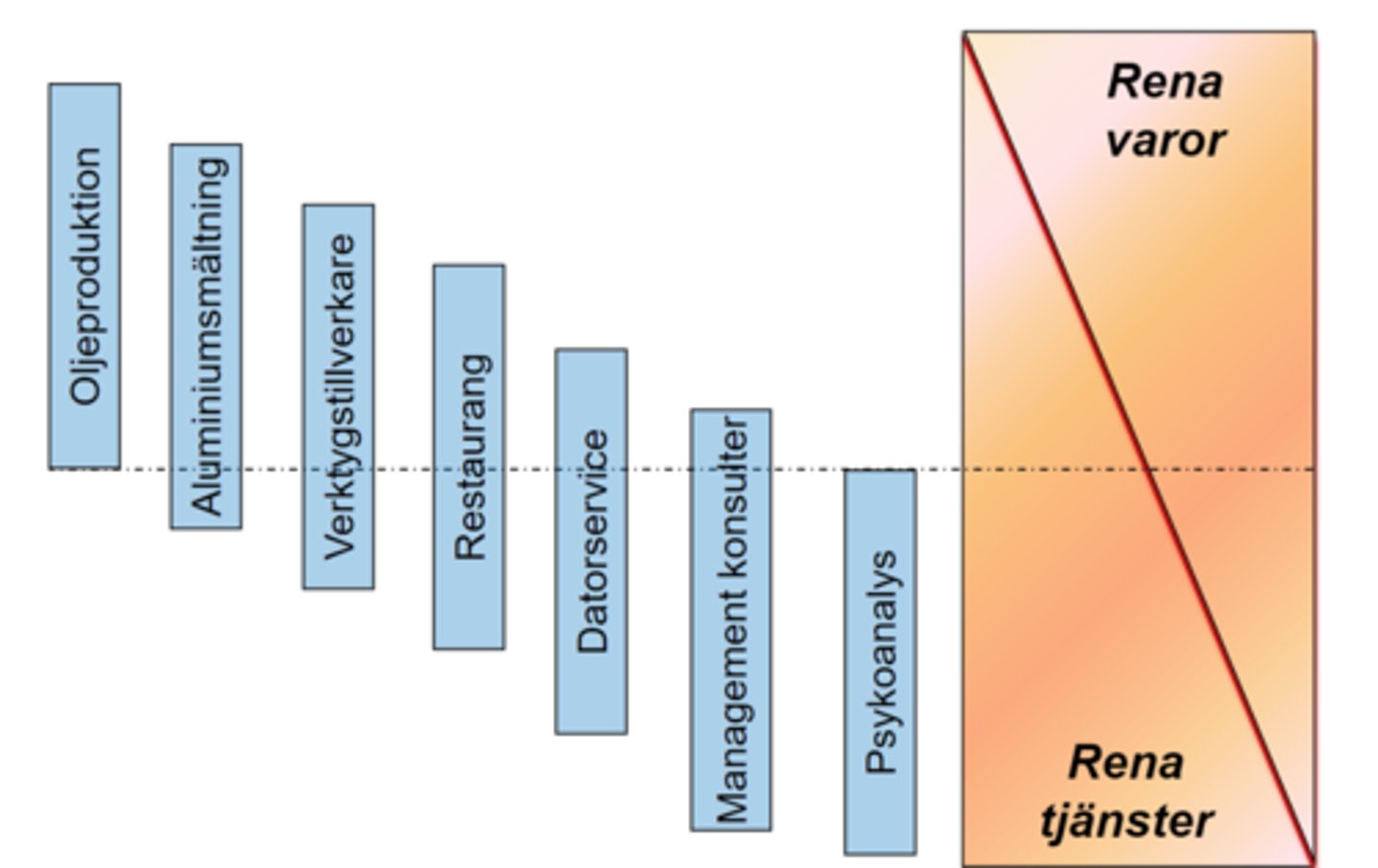
Trend inom varor och tjänster (F2)
Erbjuda både varor och tjänster, det är ett spektrum. Man ligger troligtvis någonstans i mitten.
6 kännetecken för rena varor (F2)
- Materiella
- Kan lagras
- Kan transporteras
- Produktion före konsumtion
- Låg grad av kundkontakt
- Kvalitet är uppbar
6 kännetecken för rena tjänster (F2)
- Immateriella
- Kan inte lagras
- Kan inte transporteras
- Samtidig produktion/konsumtion
- Hög grad av kundkontakt
- Kvalitet är svårbedömd
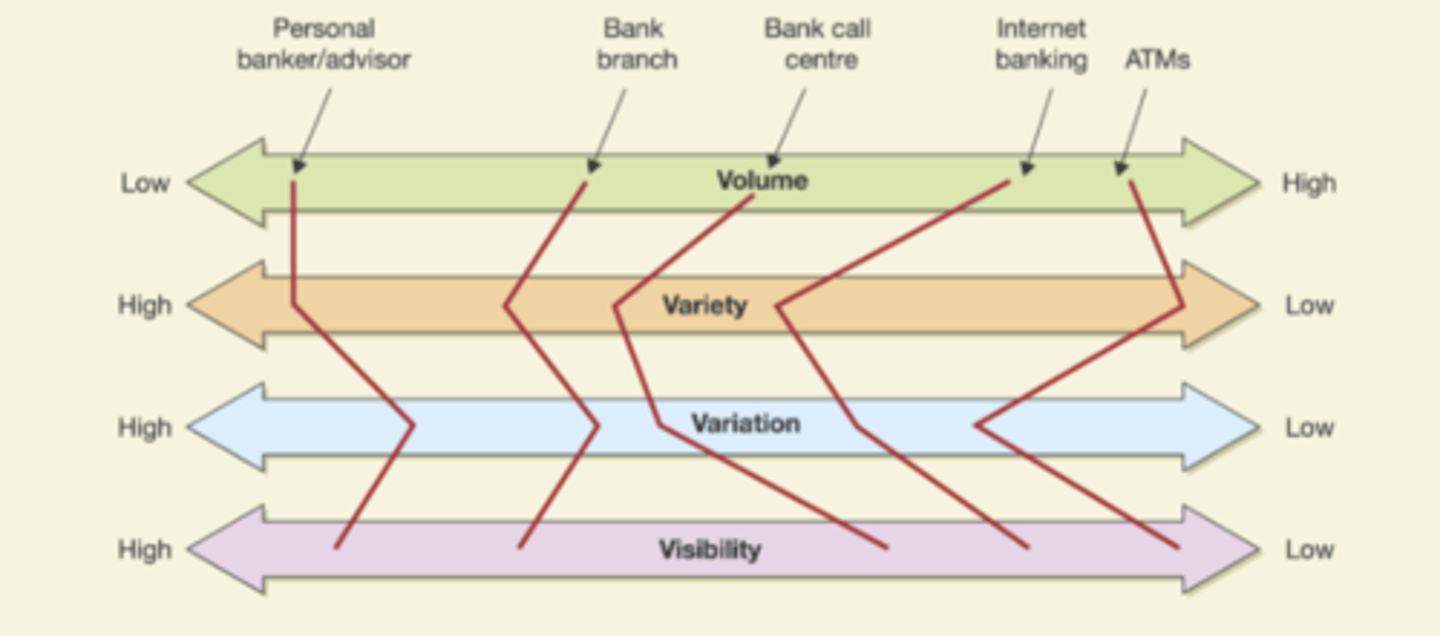
4V - Volume (F2)
Volymen är mängden av output ur en operations-process.
Hög volym:
- Hög repeterbarhet
- Lågt pris per enhet
- Systematiskt
- Kapitalintensivt
Låg volym:
- Låg repeterbarhet
- En arbetare utför större del av arbetet på en produkt
- Inte systematiskt
- Högt pris per enhet
4V - Variety (F2)
Hög variety:
- Flexibel
- Komplex, unik
- Skräddarsydd, matchar kundens behov
- Inte systematiskt
- Högt pris per enhet
Låg variety:
- Väl definierad
- Rutin
- Standardiserad
- Lågt pris per enhet
4V - Variation in demand (F2)
Hög variation in demand:
- Ändringar i kapacitet
- Förväntan
- Flexibilitet
- Måste hålla koll på efterfrågan
- Högt pris per enhet
Låg variation in demand:
- Stabil
- Rutin
- Förutsägbar
- Kontinuerligt använd av kund
- Lågt pris per enhet
4V - Visibility (F2)
Hur stor del av en operation's aktiviteter som kunderna tar del av.
Hög visibility:
- Stor möjlighet till kundanpassning
- Transparens i produktionen
- Kunden avgör tillfredsställelsen
- Kan leda till stor variation i vad kunderna vill ha för lösningar (variety)
- Högt pris per enhet
Låg visibility:
- Standardiserade produkter
- Behövs ingen kundkommunikation
- Högt personalutnyttjande
- Centralisering
- Lågt pris per enhet
Process (F2)
- Något som skapar värde
- För något framåt
Värdeskapande aktivitet (F2)
En aktivitet då flödesenheten förädlas på något sätt
Littles lag (F2)
- Genomloppstid; den tid en enhet spenderar i processen
- PIA; antalet enheter inne i processen
- Cykeltid; tid mellan det att två enheter kommer ut ur processen
- Flödestakt; genomsnittligt antal enheter som kommer ut ur processen per tidsenhet
Genomloppstid = PIA * Cykeltid
PIA = Flödestakt * Genomloppstid
Lagen om flaskhalsar (F2)
Genomloppstiden i en process påverkas av det steg i processen som har längst cykeltid
- Man vill eliminera flaskhalsar
- Görs genom att tillsätta mer resurser eller arbeta snabbare
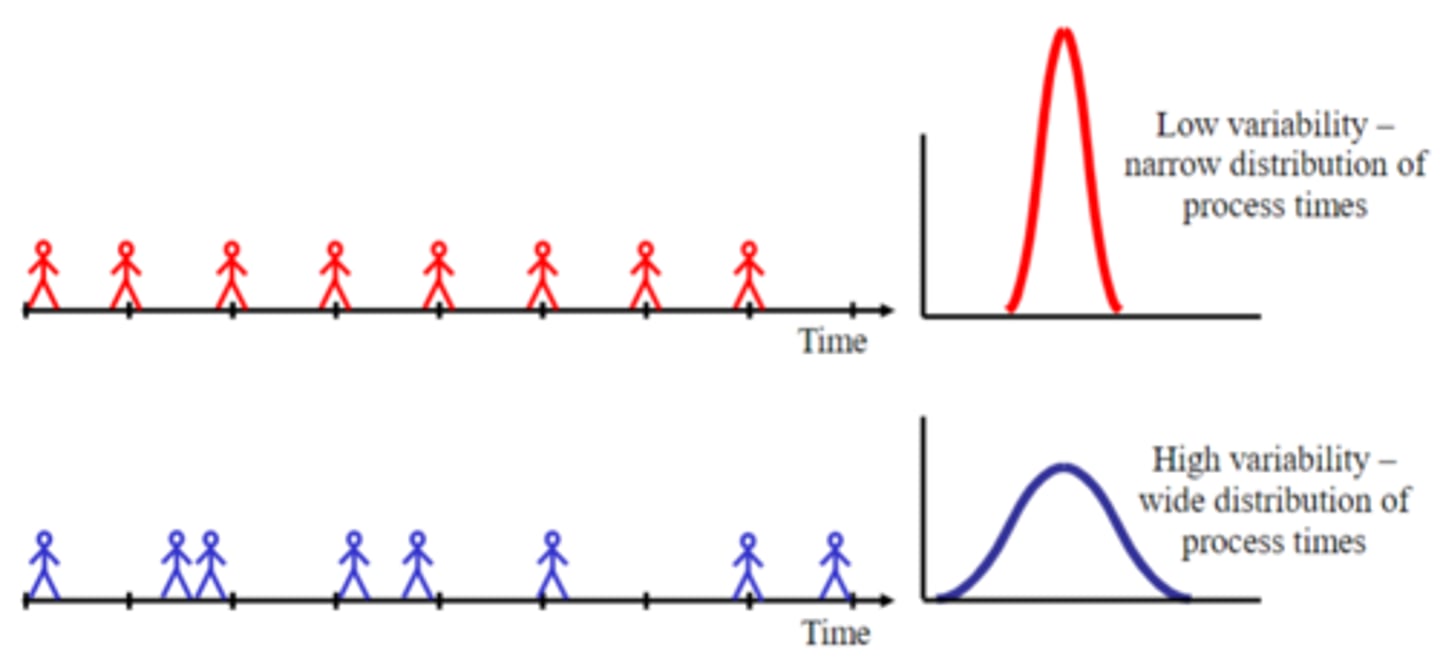
Ökad variation i processen, ex: variationer i ankomsttider och processtider leder till högre variation i genomloppstider i processen. Ju större variation i processen, desto längre blir genomloppstiden. Se bild:
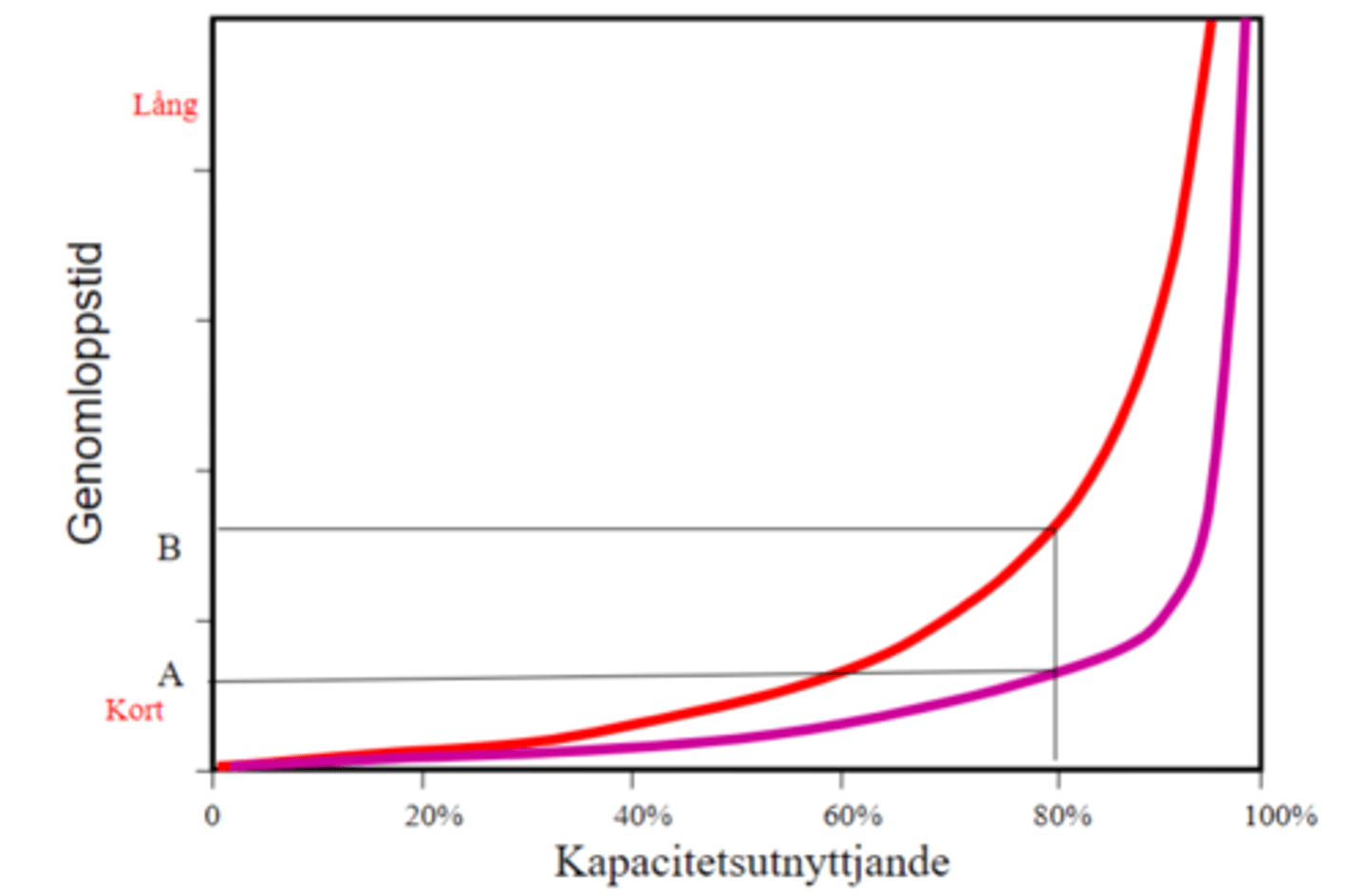
Samband mellan kapacitetsutnyttjande och genomloppstid (F2)
Ju närmare 100% kapacitetsutnyttjande desto mindre säkerhetsmarginal har man, när variation uppstår ökar då genomloppstiden.
Arbetsorganisation (F2)
- Innefattar fördelningen av arbete i olika arbetsuppgifter och samordning av arbetsuppgifter
- Samordning kan ske på en rad olika sätt där aspekter såsom mål, styrning, kontroll och motivation utgör centrala delar
- Organisationer är sociala strukturer som är skapade av människor där det sker en samordnad verksamhet mot vissa specificerade mål
Formell organisation (F2)
- Avser hur en organisation är planerad att fungera
- Formella roller, olika avdelningars funktioner
- Regler och riktlinjer
Informell organisation (F2)
- Hur det fungerar i praktiken
- Informella grupper utvecklar egna normer
Ex: vilken produktionsnivå som är acceptabel
Organisationens effektivitet (inre och yttre) (F2)
Yttre effektivitet:
- Att göra rätt saker
- Skapa värde för kunden
Inre effektivitet:
- Att göra saker rätt
- Hushålla med de resurser man har
5P - Quality (F3)
Kvaliteten på operationen.
Hög Quality:
- Inga misstag under processen
- Felfri produkt till kund
- Inget svinn
- Möter till punkt och pricka det kunden förväntade sig
- Reducerar kostnader som tillkommer när man behöver rätta till fel
- Ökar träffsäkerheten på leveranserna och ökar därmed dependability
5P - Speed (F3)
Hastigheten på operationen.
Hög Speed:
- Kort tid mellan att kunden beställer till leverans.
- Hög leveransservice
- Ger fler ordrar då vissa kunder prioriterar speed.
- Reducerar lager då man kan jobba "just-in-time" och behöver inte binda kapital i säkerhetslager.
- Ju kortare genomloppstid desto senare kan man vänta med att forecasta och då få en mer säker forecast.
5P - Dependability (F3)
Pålitligheten på operationen.
Hög Dependability:
- Man kan lita på att processen inte blir försenad och att leverans sker i tid.
- Sparar tid och pengar. Ex: om man ska beställa reservdelar till en buss. Kommer delarna försent kommer inte bussen kunna köra och man förlorar pengar.
- Ger stabilitet. Om alla delar av operationen alltid är på plats kommer processen bli mycket förutsägbar och stabil. Inga "överraskningar", man kan då lägga fokus på att uppgradera andra aspekter av organisationen.
5P - Flexibility (F3)
Flexibiliteten på operationen.
Hög Flexibility:
- Hög förmåga att ändra sitt arbete snabbt
- Lätt att anpassa sig utifrån oförväntade händelser.
- Kan skräddarsy lösningar till kunder. Skapa unika produkter.
- Kan snabbt ge svar vid kriser. Ex: Sjukhus där någon är akut skadad och behöver hjälp.
- Sparar tid genom att ha låga omställningstider
- Upprätthåller dependability. Ex: Om man har för lite personal kan man ringa in någon extra så man inte hamnar efter.
Produkt- och serviceflexibilitet:
Operationens möjlighet att introducera nya varor och tjänster.
Mixflexibilitet:
Operationens möjlighet att producera ett brett sortiment.
Volymflexibilitet:
Operationens möjlighet att ändra outputnivån och producera mer eller mindre beroende på efterfrågan.
Leveransflexibilitet:
Operationens möjlighet att anpassa sig efter specifika eller ändrade leveransvillkor.
5P - Cost (F3)
Kostnaden för operationen.
Hög Cost:
- Hög Cost innebär i det här fallet att man har låga kostnader
- Kunna genomföra processen billigt men fortfarande bibehålla bra nivåer på de andra P:na.
- Kan sätta ett lägre pris och konkurrera ut konkurrenter
- Varje krona man sparar i operationen är en krona extra till vinsten.
Mass customisation (F3)
Förmågan att kunna massproducera en vara som har hög variety.
Ex: Volvo skapar en grund modell som sedan kan modifieras; byta fälgar, färg på bilen, interiör etc. efter kundens behov.
Trade-off (F3)
För att öka någon av de 5P:na behöver man troligtvis dra ner på någon av de andra.
Resource efficiency (F5)
Hur väl en organisation utnyttjar alla sina resurser
- "Det är bättre att patienterna väntar på läkaren än att läkaren väntar på patienten"
- Beräknas genom mätning av hur mycket resursen används under en viss tid.
Ex: Magnetkamera används 6 timmar per dygn -> resource efficiency = 25%
Exempel på verksamheter som satsar på resource efficiency: byggfirmor, planerad sjukvård
Flow efficiency (F5)
Hur väl en organisation processerar sina flödesenheter.
- "Is the flow unit receiving value or is it "standing still"?
- Är summan av värdeskapande aktiviteter i relation till genomloppstiden
- Beräknas genom mätning av andel värdeskapande aktivitet i tid genom total tid.
Ex: Patient med hudsjukdom på läkarbesök. Total tid på sjukhuset: 30 min. Tid med läkaren: 10 min. Flow efficiency = 33%
Exempel på verksamheter som satsar på flow efficiency:
brandkåren, lyxhotell
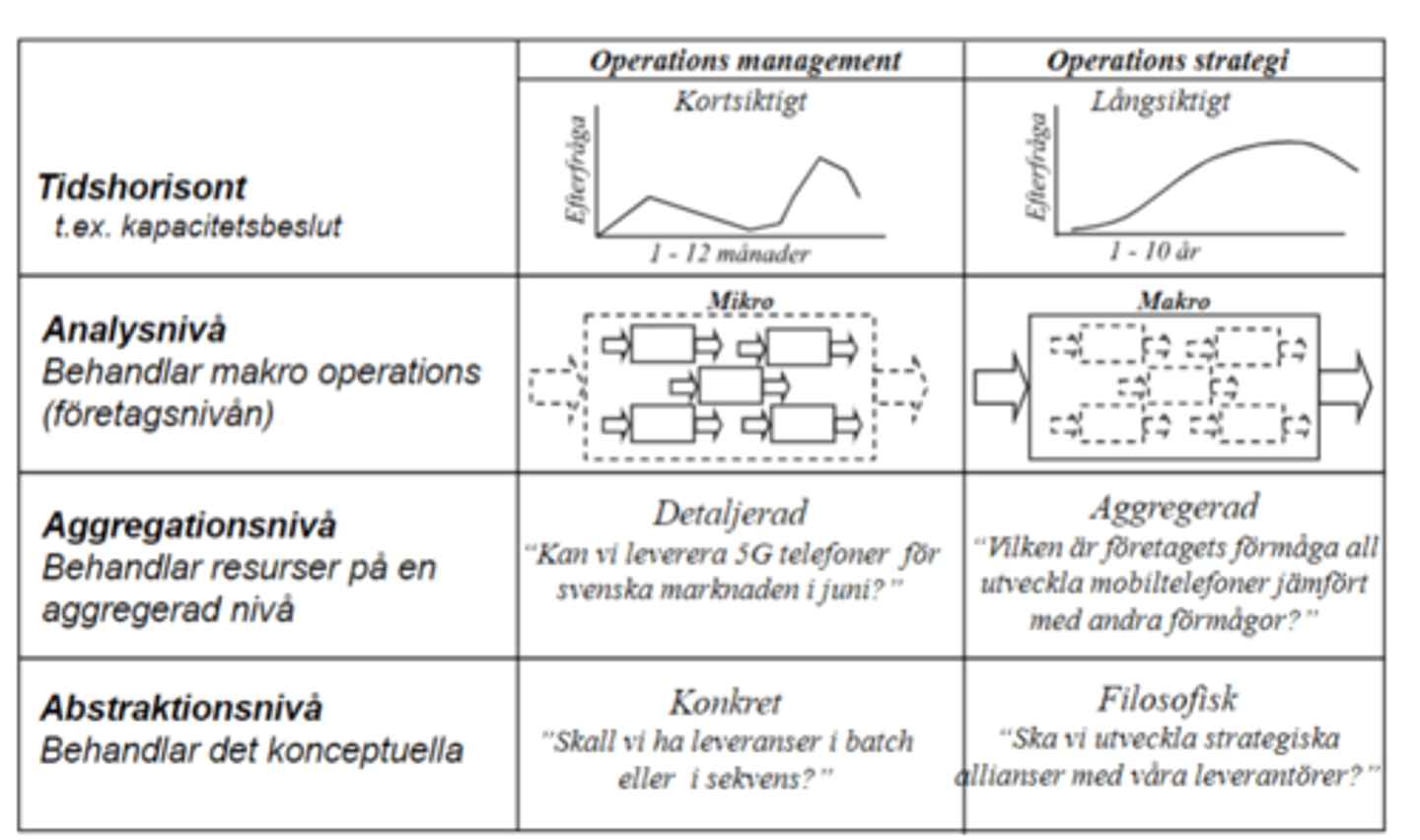
Skillnader mellan operations strategi och operations management (F5)
Strategi är mycket mer storskalig och långsiktig
4 perspektiv på operations strategy (F5)
- Inside-out
- Outside-in
- Top-down
- Bottom-up
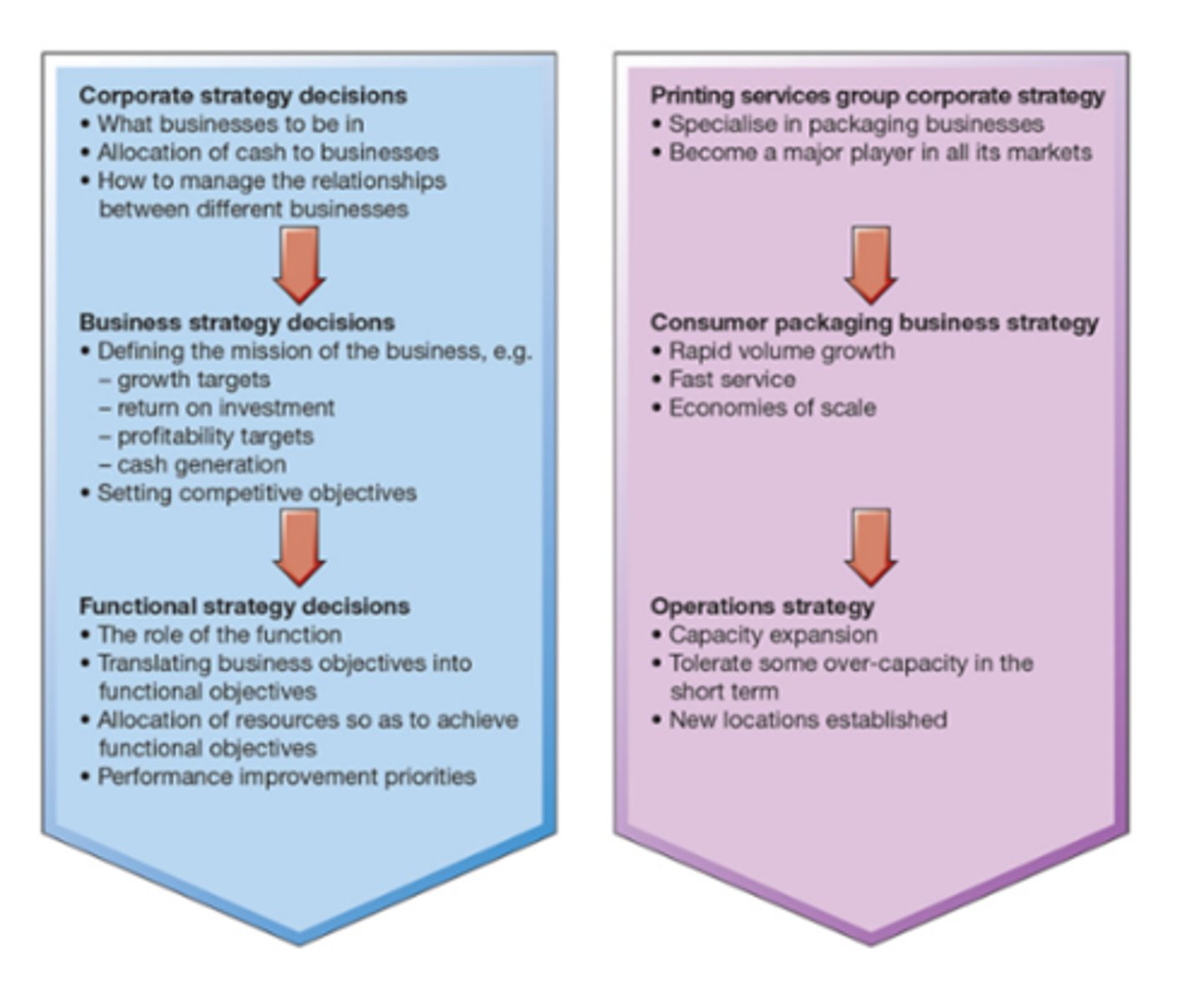
Top-down (F5)
Beslut fattas högt upp i organisationen. Dessa är fattade ur ett vidare omvärlds- och marknadsperspektiv. Beslutet sprider sig nedåt i organisationen och nya strategier bildas för att kunna följa det nya beslutet.
Corporate strategy -> Business strategy -> Functional strategy
Outside-in (F5)
Fokus ligger på att förstå kundernas efterfrågan, marknaden och externa faktorer. Strategier och produkter utvecklas för att tillfredsställa de behoven.
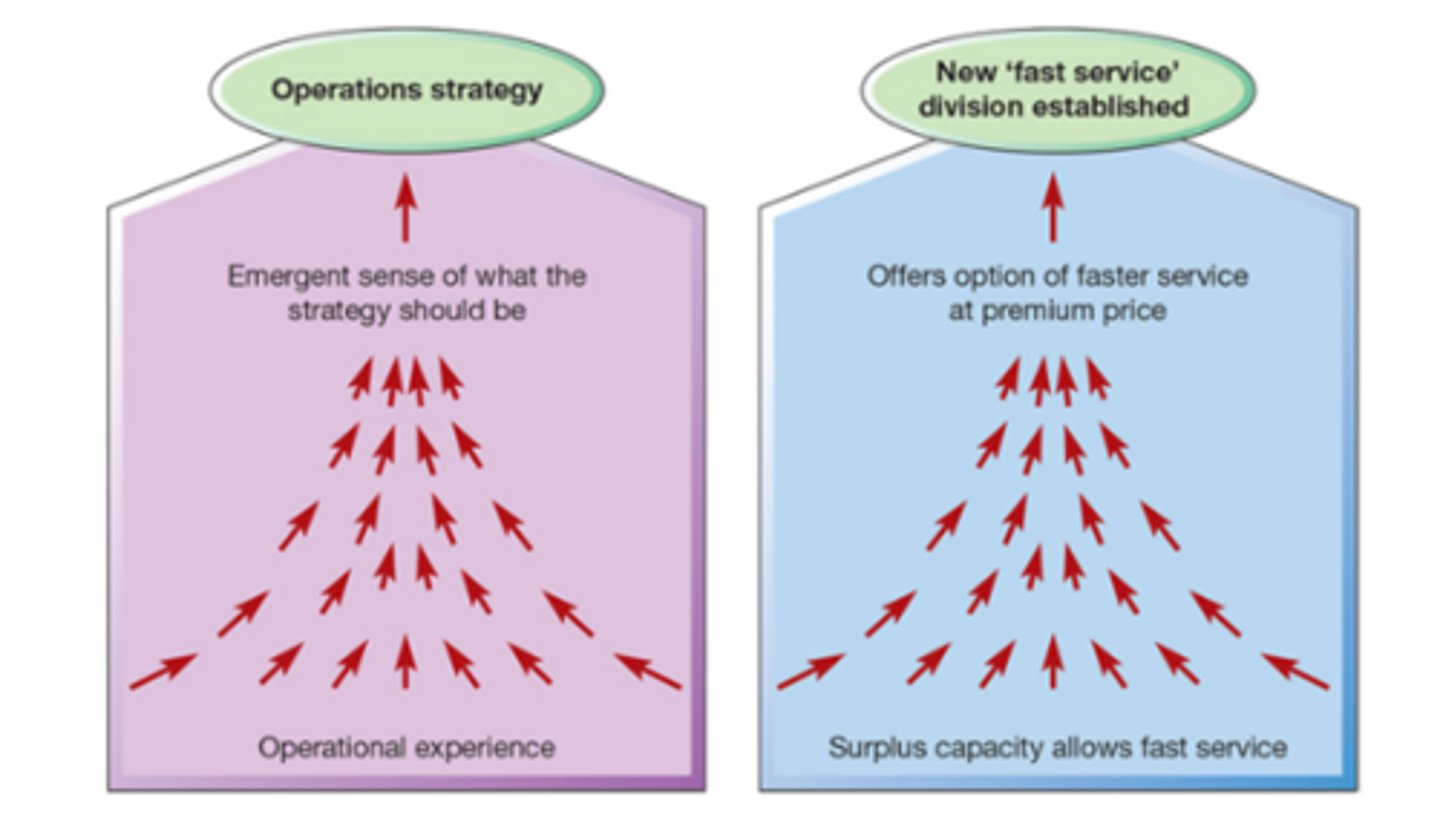
Bottom-up (F5)
Förslag kommer från funktioners dagliga arbete (arbetarna på golvet). De känner bäst till vart flaskhalsar finns i deras funktioner.
Inside-out (F5)
Den fundamentala idéen är här att fördelar kommer med erfarenhet från operationens resurser och processer. Kan leda till innovation och differentierade produkter som konkurrenter har svårt att matcha. Finns en risk att man blir marknadsnärsynt.
Order-winners (F5)
Faktorer som "vinner" ordrar.
Ex: Pris, unik design, varumärke, leveransservice
Order-qualifiers (F5)
Faktorer som får produkten/tjänsten att "kvalificera" sig på marknaden.
Ex: Pris, kvalitet, tillgänglighet, säkerhet etc.
Strategisk jämkning
Marknaden efterfrågar massa saker. Ett företag kan inte erbjuda allt och kompromissar då med marknaden. Man möts på mitten.
Ex: Marknaden efterfrågar billiga flygbiljetter. Ryanair erbjuder då låga priser men även mycket låg kundservice.
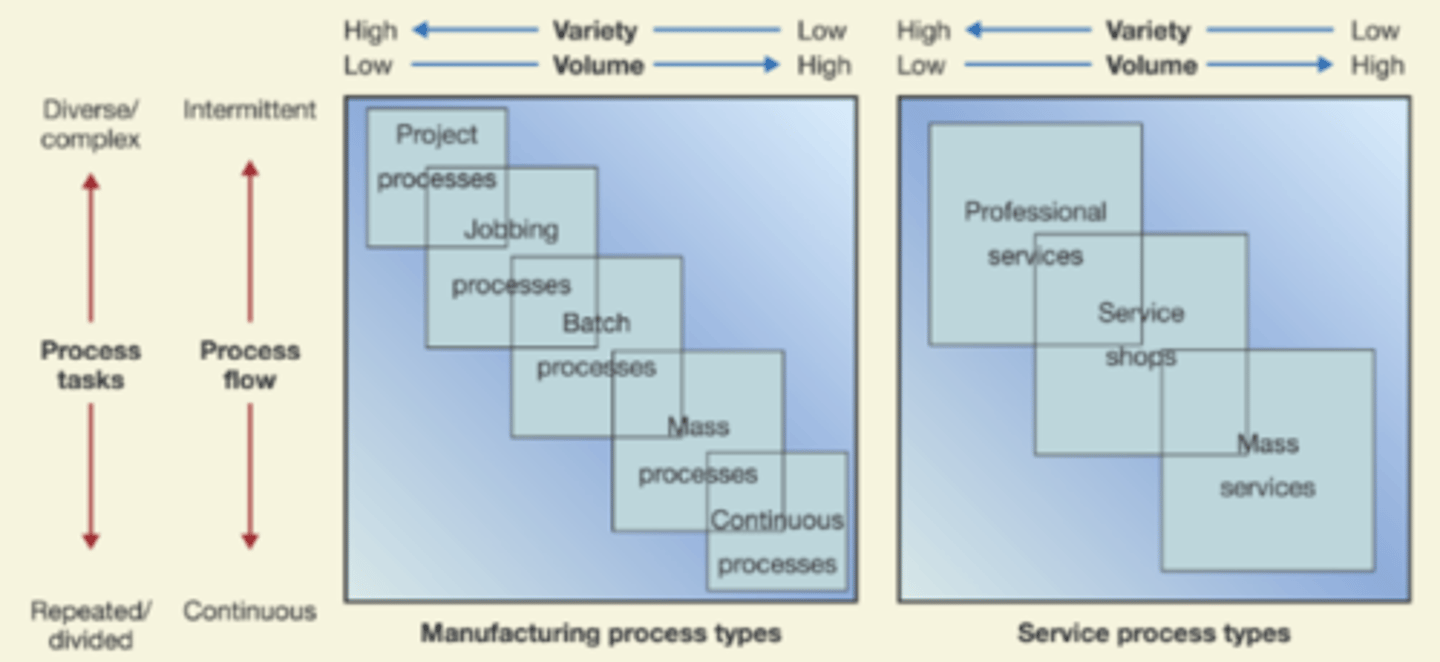
5 Manufacturing process types (F6)
- Project processes (projekt)
- Jobbing processes (enstycksproduktion)
- Batch processes (serieproduktion)
- Mass processes (massproduktion)
- Continous processes (processproduktion)
3 Service process types (F6)
- Professional services (professionell service)
- Service shops (servicebutik)
- Mass services (masservice)
Project processes (projekt) (F6)
Projekt innefattar mycket unika produkter som är specialdesignade till kund.
- Tar lång tid
- Väldefinierat start och slut
- Låg volume
- Hög variety
Ex: Software design, movie production, construction work
Jobbing processes (enstycksproduktion) (F6)
- Hög variety
- Låg volume
- Många 'one-offs' men inte alla.
- Relativt komplex produkt
Ex: Made-to-measure tailors, furniture restorers, specialist toolmakers.
Batch processes (serieproduktion) (F6)
- Fler än en stycken produceras varje gång.
- Volume och variety kan variera stort!
Ex: Bilproduktion
Mass processes (massproduktion) (F6)
Stort antal produkter produceras samtidigt.
- Stor volume
- Låg variety
- Repetativ tillverkningsprocess
Ex: Frysmat
Continuous processes (kontinuerlig produktion) (F6)
Ännu mindre variation och större volymer än massproduktion.
- Processes är igång kontinuerligt
- Stor kapitalbindning i stora maskinen.
Ex: Vattenverk, stålverk, papersbruk.
Fixed position layout (F6)
- Transformed resources (material etc.) rör sig inte mellan transforming resources.
- Stora kostnader per enhet
- Mycket förflyttning av personal och maskiner, kan bli krångligt
Ex: motorvägsbyggelse, bygga fartyg.
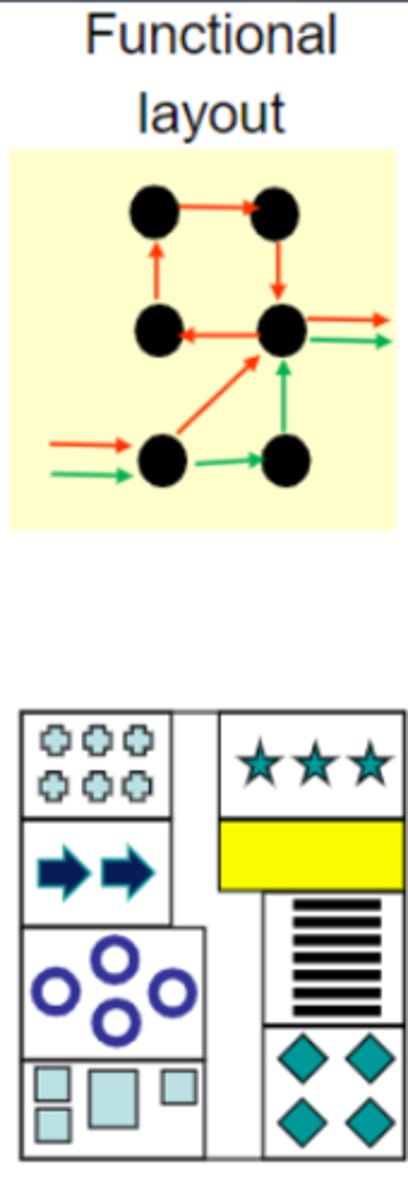
Functional layout (F6)
Besläktade transforming resources är lokaliserade nära varandra. När flödesenheten rör sig i flödet kommer stationer som hör ihop eller gör liknande saker vara nära varandra. Stationer som behövs i många flöden placeras strategiskt i mitten så att alla har lika nära.
Flödet kan bli komplext.
Kan ha lågt utnyttjande av anläggningen.
Ex: Mataffär; grönsaker för sig och mejeriprodukter för sig.
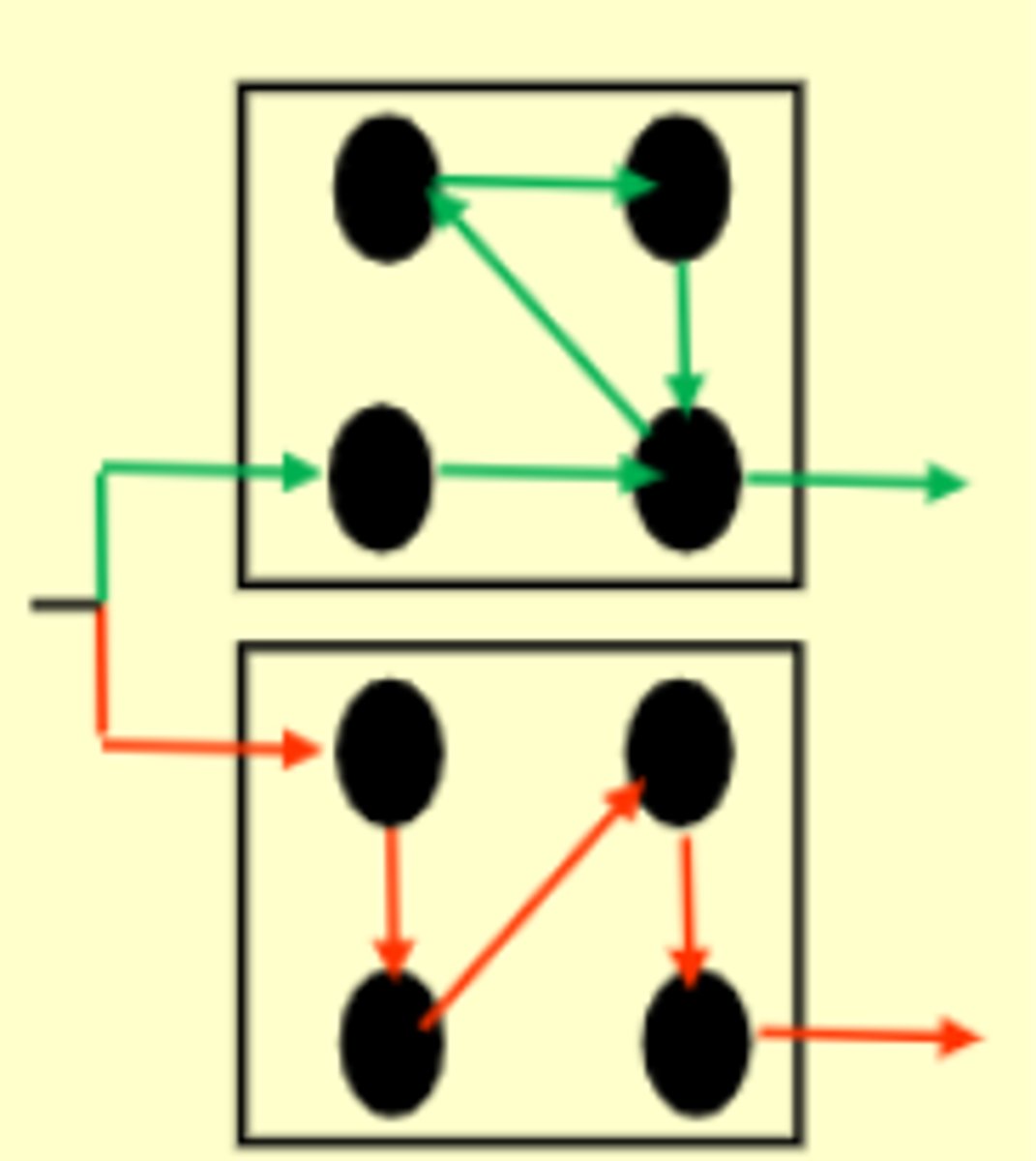
Cell layout (F6)
Flödesenheten rör sig till olika celler. Dessa celler har i sin tur olika layouter inom sig, exempelvis linje eller funktionell layout.
Detta görs för att spara tid och strukturera upp bättre.
- Kan vara kostsamt att arrangera.
- Lågt maskinutnyttjande
Ex: Förbutik på ICA Maxi som säljer snacks och lotter. Picadeli-baren på coop för de som är sugna på lunch.
Line layout (F6)
Varje flödesenhet färdas i en linje på ett löpande band där olika stationer finns utefter bandet.
Flödet är tydligt, förutsägbart och ganska lätt att kontrollera.
- Kan krisa rejält om något skulle gå fel. Då står hela bandet stilla.
- Väldigt repetitivt arbete, tråkigt.
Ex: Bilproduktion
Professional services (F6)
- Hög grad av kundkontakt
- Lång process
- Hög anpassningsgrad
- Personal med hög kompetens
- Fokus på hur tjänsten levereras
- Baserat på personal snarare än utrustning
Ex: Managmentkonsulter (I:are xD), advokater, arkitekter.
Service shops (F6)
Ligger mellan de två extremfallen i termer av kundkontakt
- Anpassningsgrad
- Balans mellan "front-office" och "back-office".
- Produktionen av tjänster sker med personal och hjälpmedel
- Exempelvis banker, hyrbilsföretag, hotell, lyxig klädaffär som Ströms.
Mass services (F6)
- Högt antal kundtransaktioner
- Låg grad av kundkontakt
- Låg anpassningsgrad
- Mest värde skapas "back-office". (Exempelvis skapas värdet i en mataffär genom att man i back-office skapar god marknadsföring och effektiva kassasystem snarare än kundkontakten i kassorna.)
- Personal följer ett antal regler/processer
Ex: Snabbköp, flygplats, bibliotek, call centers.
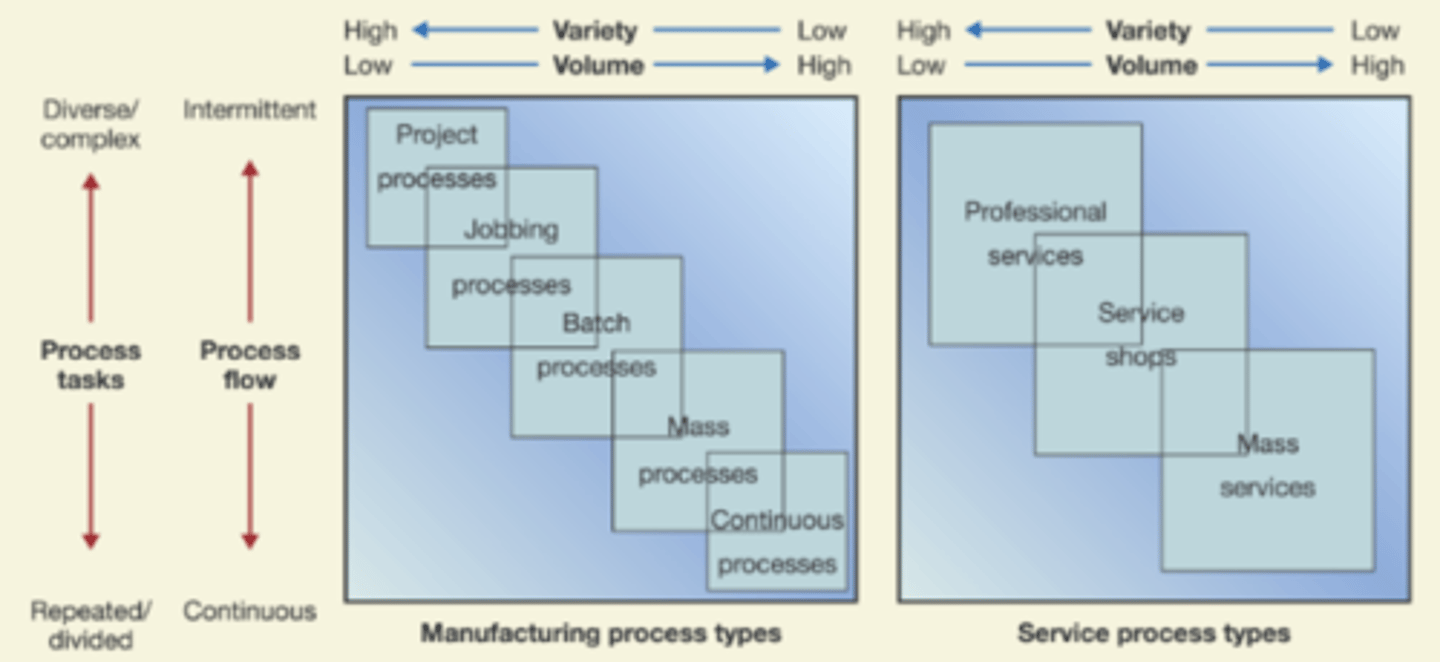
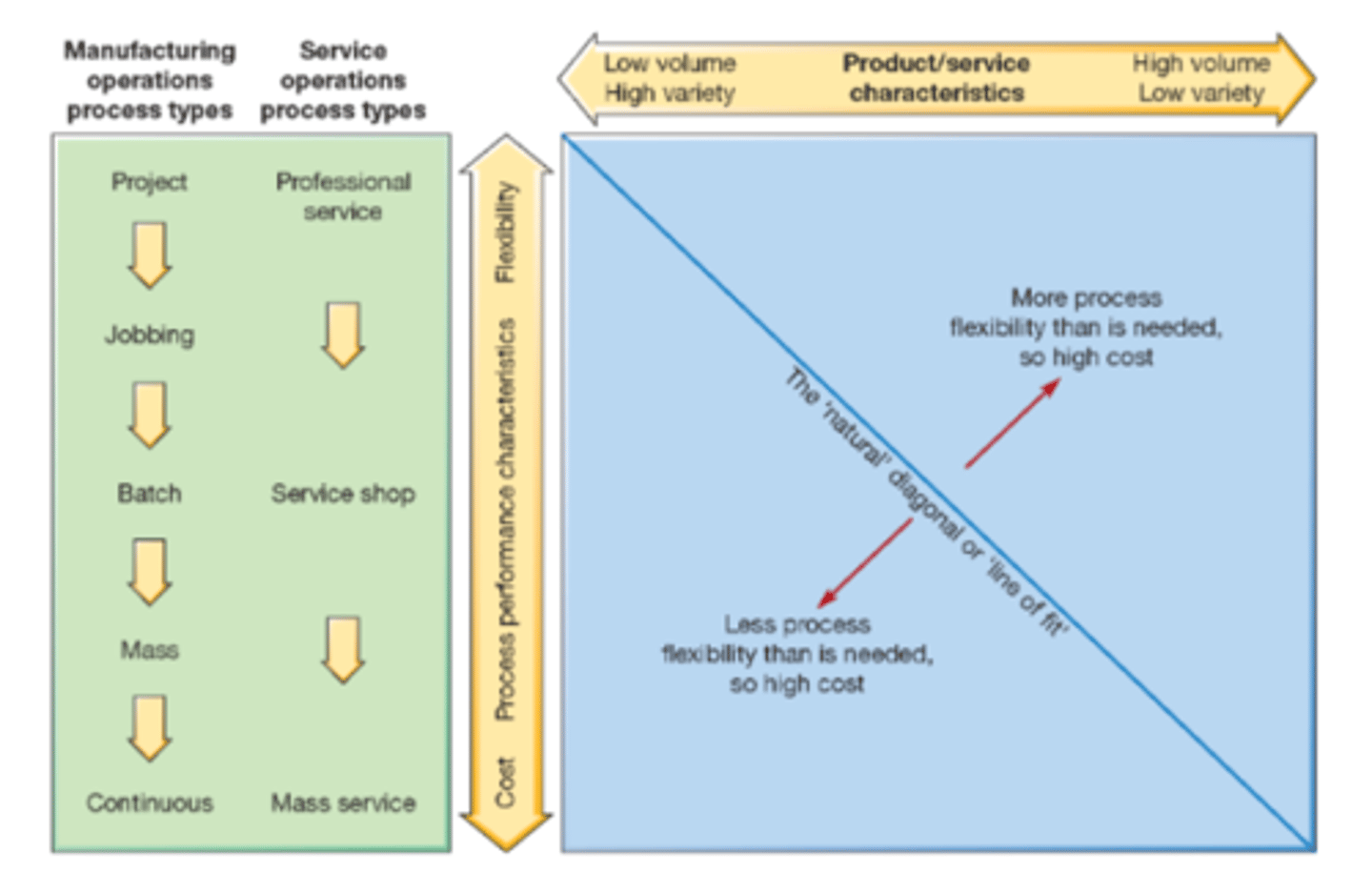
The product-process matrix (F6)
"The natural diagonal" eller "line of fit"
Man vill ligga på linjen.
Hamnar man utanför så erbjuder man antingen för hög eller låg flexibilitet, vilket i båda fallen resulterar i ökad kostnad.
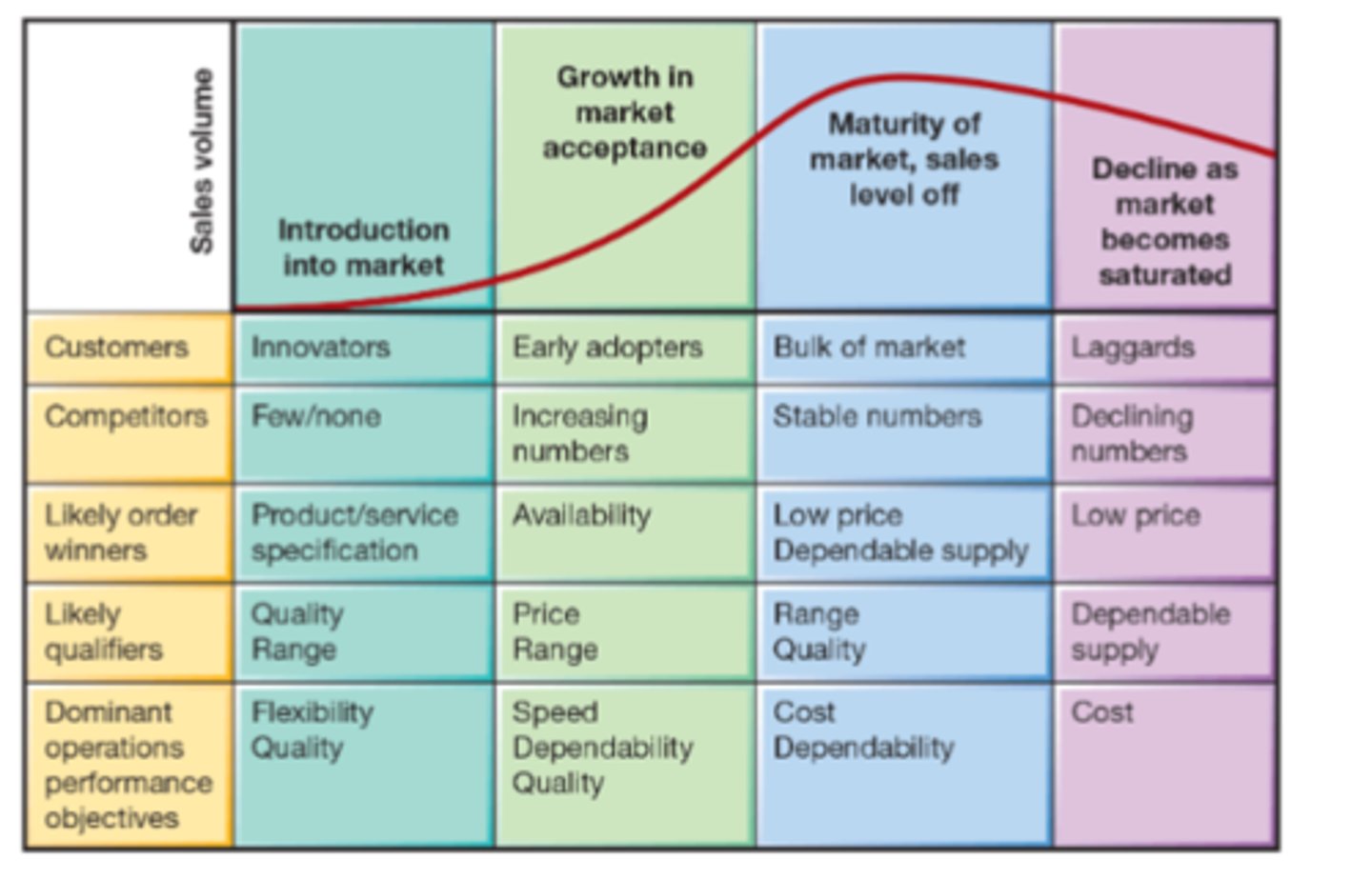
Effekten på 5P under en produkts livscykel
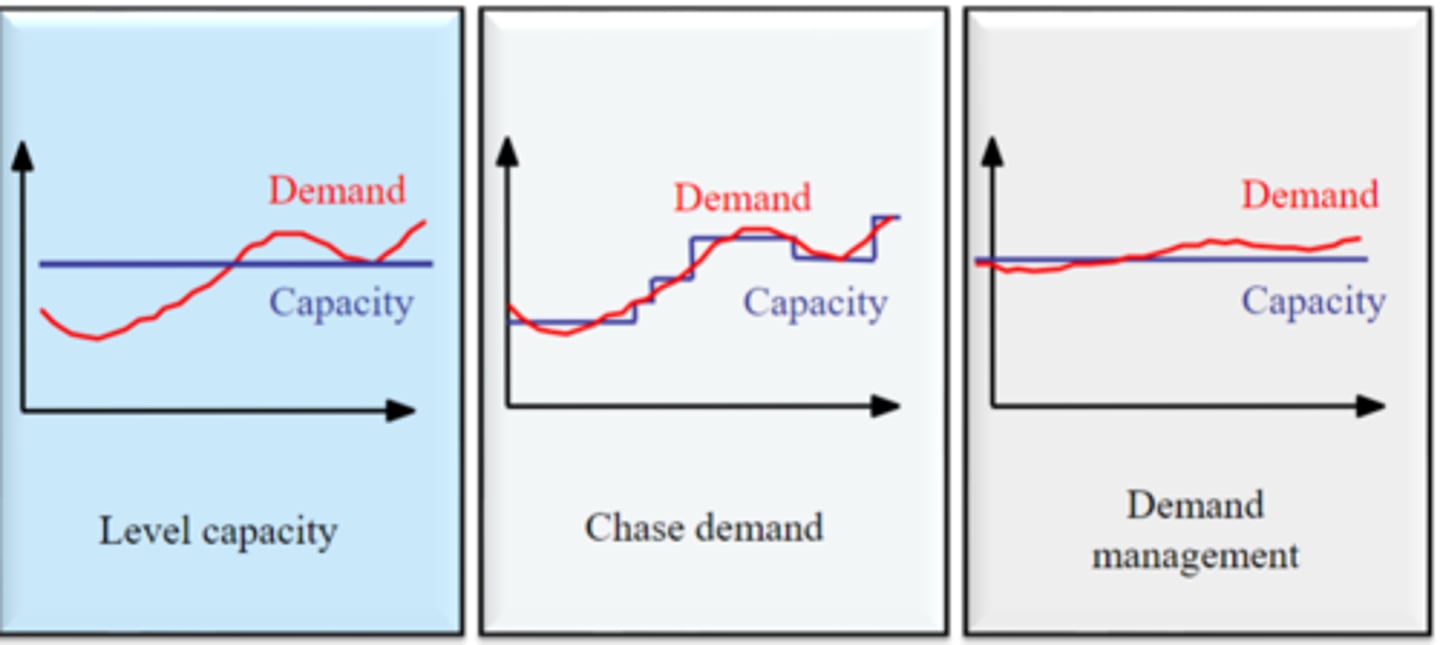
3 sätt att hantera fluktuationer (F7)
- Level capacity
- Chase demand
- Demand management
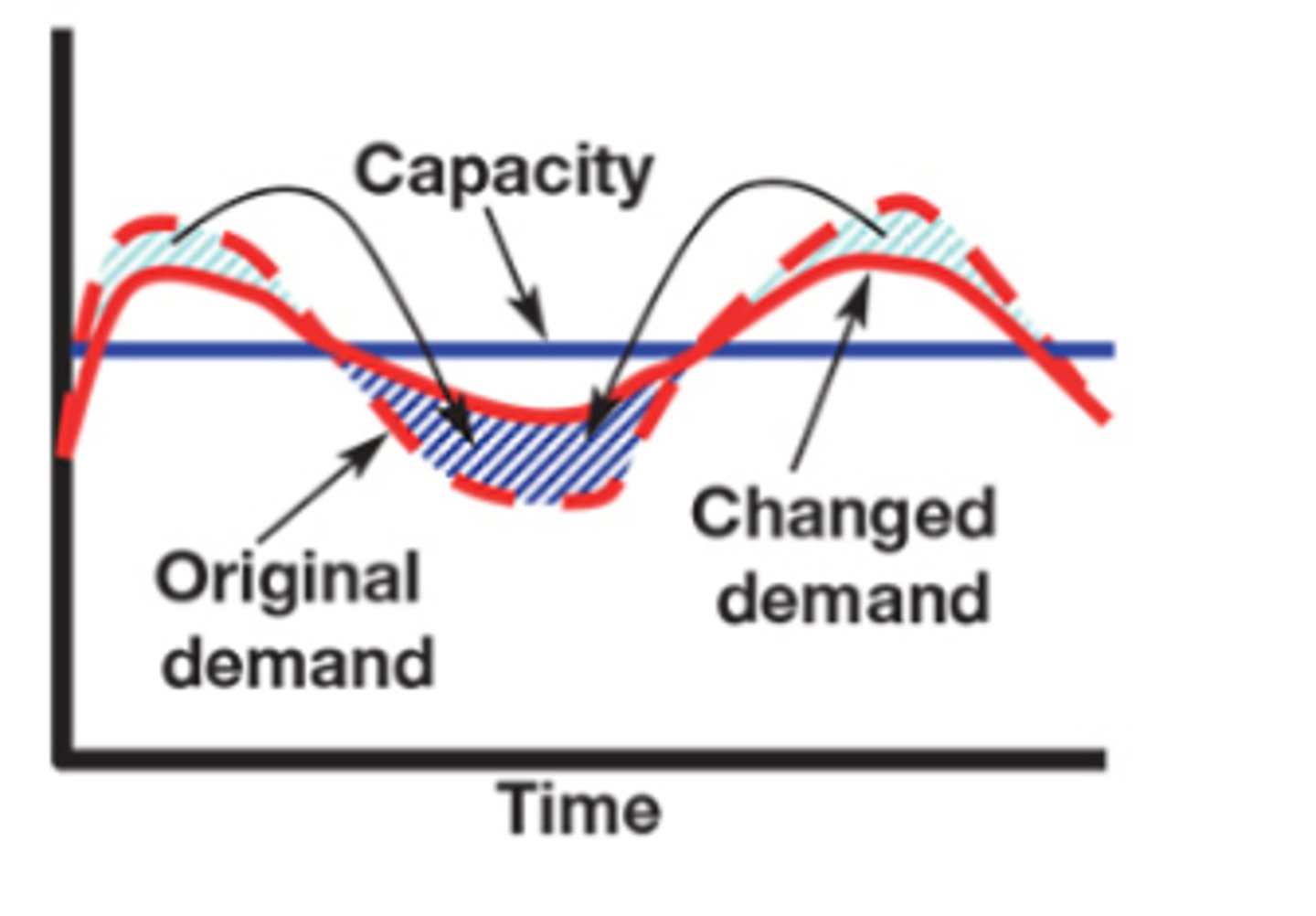
Demand management (F7)
Detta handlar om att avsiktligt påverka efterfrågan för att jämna ut toppar och dalar. Detta kan göras genom t.ex:
- Price differentials; man sätter ett dyrare pris när efterfrågan är hög och ett lägre pris när efterfrågan är låg
- Scheduling promotion; man schemalägger reklam och kampanjer för att öka efterfrågan i lågsäsong
- Constraining customer access: man tillåter endast kunder vid vissa specifika tider.
- Service differentials; man erbjuder hög service vid lågsäsong och låg service vid högsäsong
- Creating alternative products or services; skapar andra produkter som säljer bättre i lågsäsong och sämre vid högsäsong
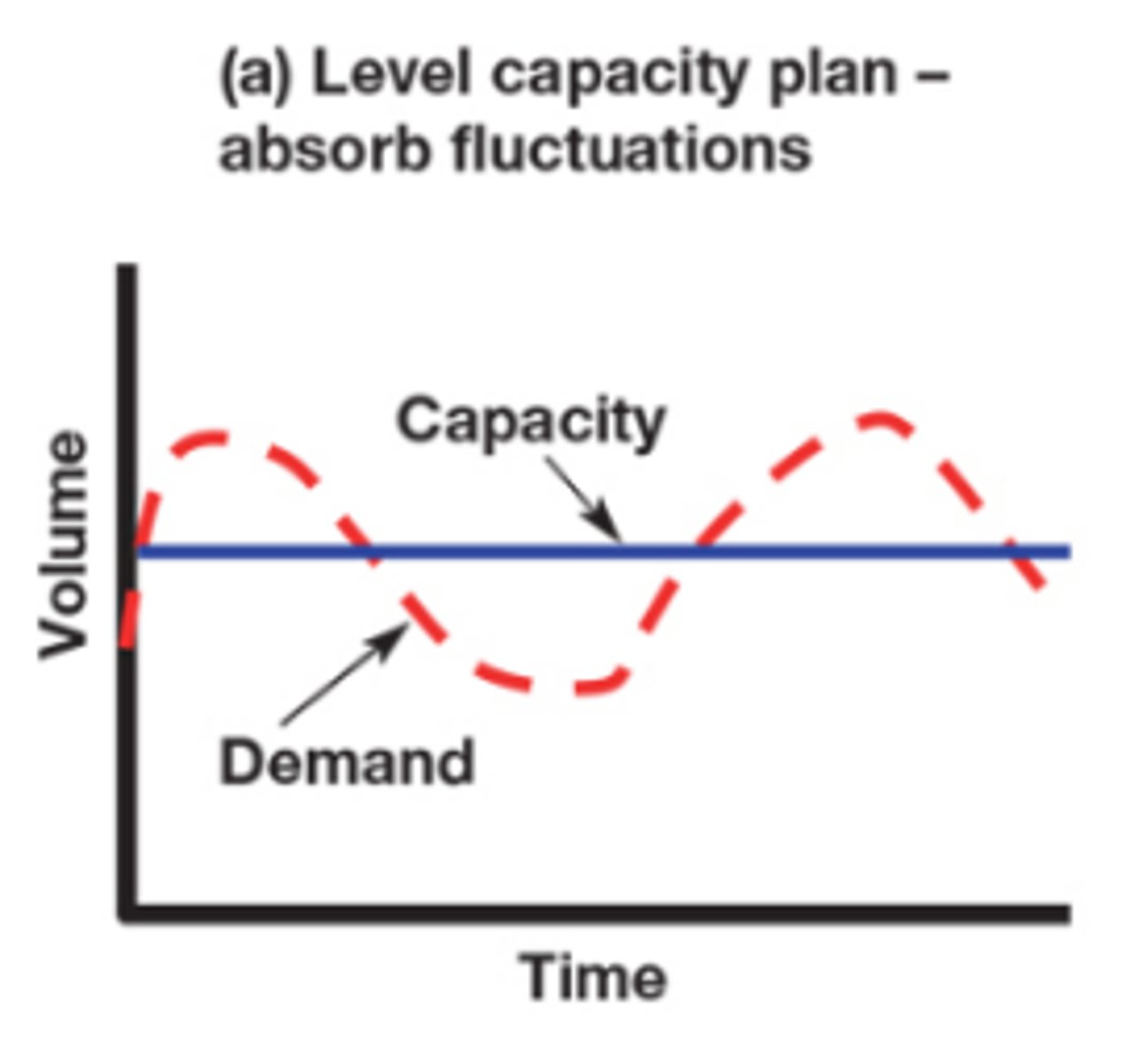
Level capacity plan (F7)
Produktionen är konstant med efterfrågan varierar.
Resulterar i stora lager ibland och brister ibland.
Skapar jämna arbetsförhållanden och hög grad automation.
Denna strategi passar inte bra när det finns risk för inkurans, ex: kläder som blir otrendiga eller matproduktion. Passar bättre när efterfrågan är stabil och det är standardprodukter. Exempelvis: Papperstillverkning
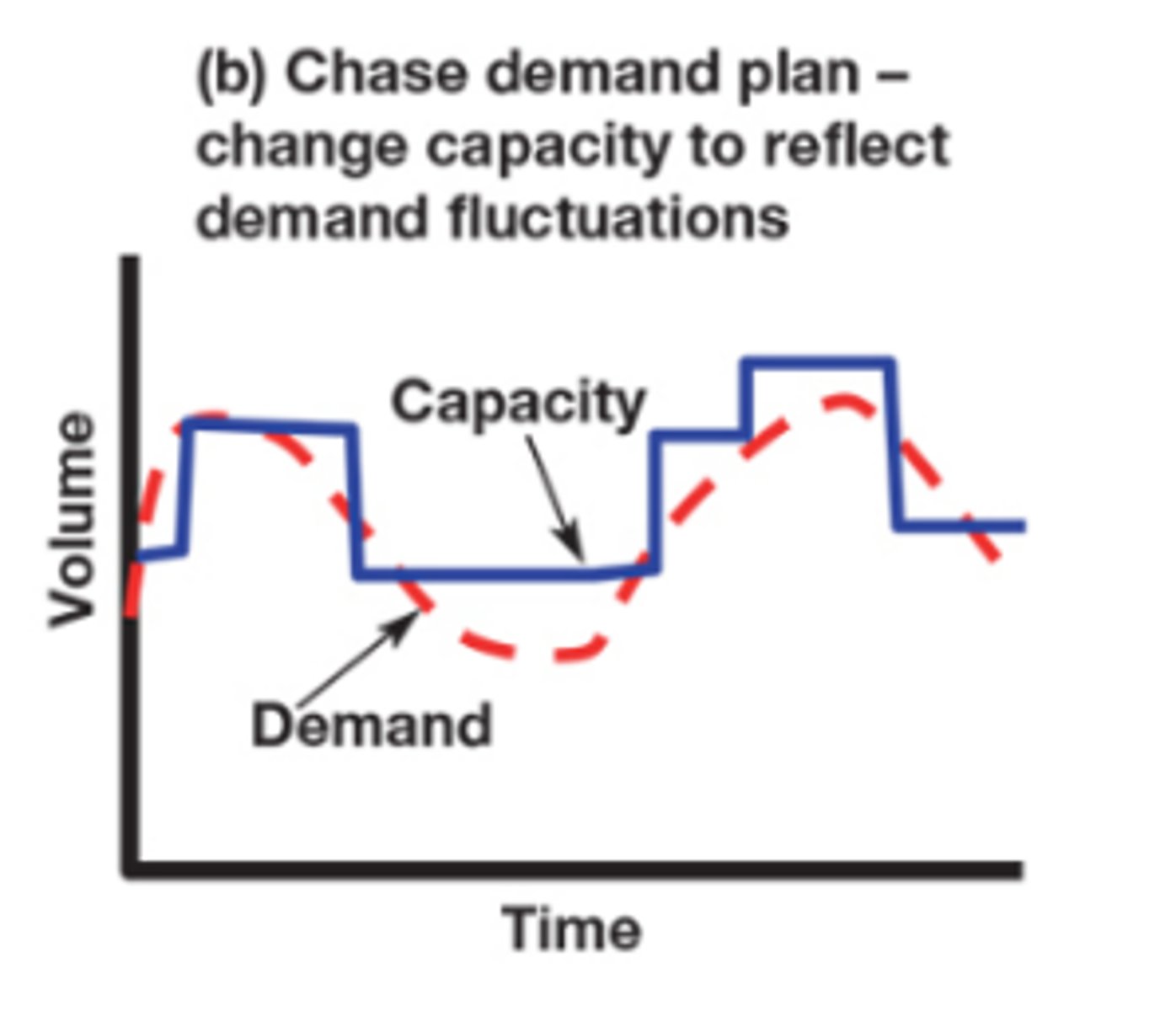
Chase (demand) capacity plan (F7)
Produktionen försöker kontinuerligt matcha efterfrågan.
Detta innebär att personalantal och maskinutnyttjandet varierar stort. Ett plus är dock att man inte binder lager eller får brister. Man kan använda sig av bemanningsföretag istället för att sparka och anställa folk.
Modellen passar bra för företag som producerar ömtåliga och kundspecifika produkter då dessa inte kan lagras.
Viktigt att ha korta genomloppstider för att inte behöva prognostisera långt fram.
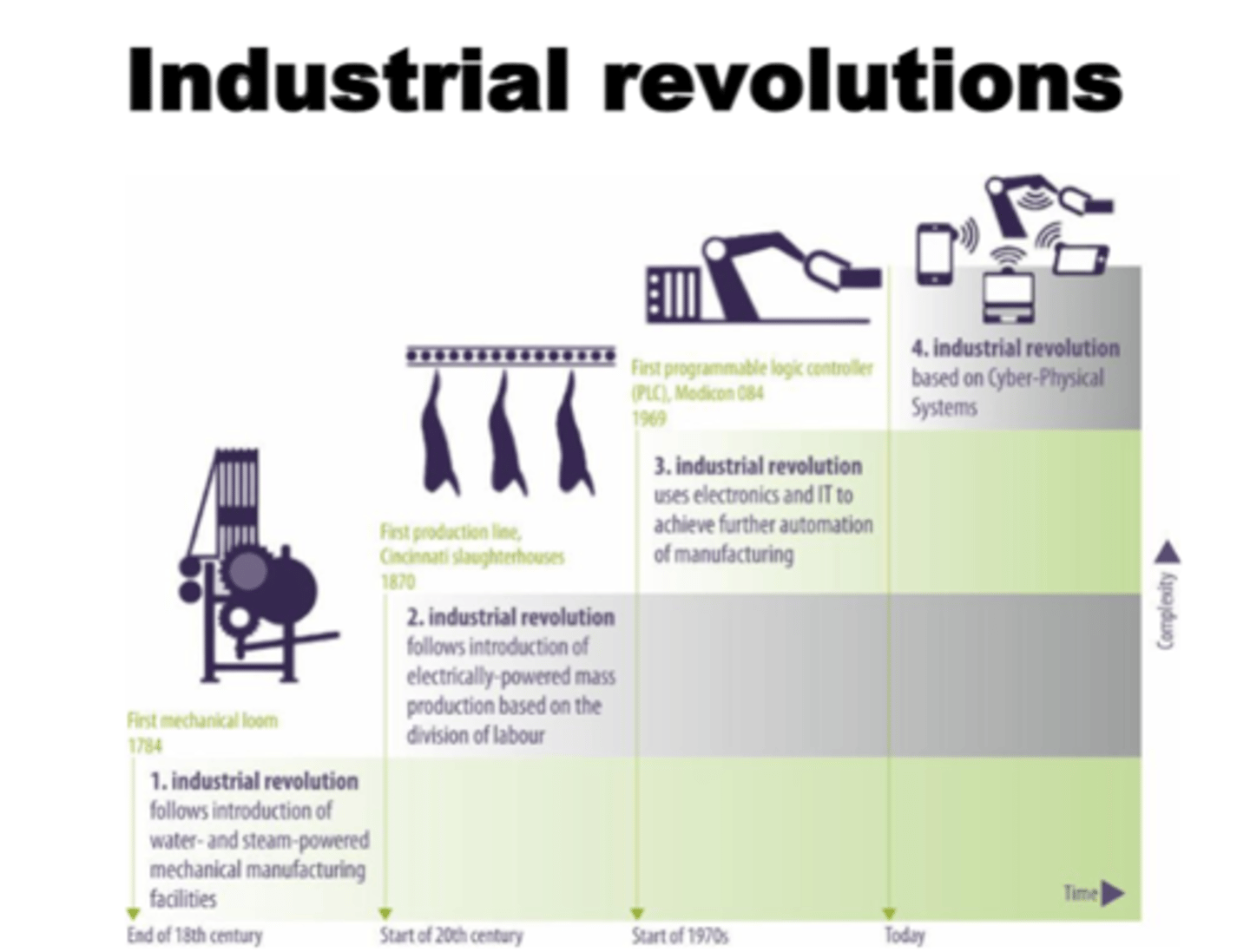
Den fjärde industriella revolutionen (F7) (svar från gammal tenta)
Innebär att resurserna i produktionen är uppkopplade och kommunicerar i nätverk.
OBS! INTE att produktionen sker av robotar. Det är Industry 3.0.
De olika industriella revolutionerna (F7)
Första: De första maskinerna
Andra: Elektrifierade maskiner, massproduktion
Tredje: IT och robotar producerar, automation
Fjärde: Resurserna är uppkopplade och kommunicerar i nätverk.
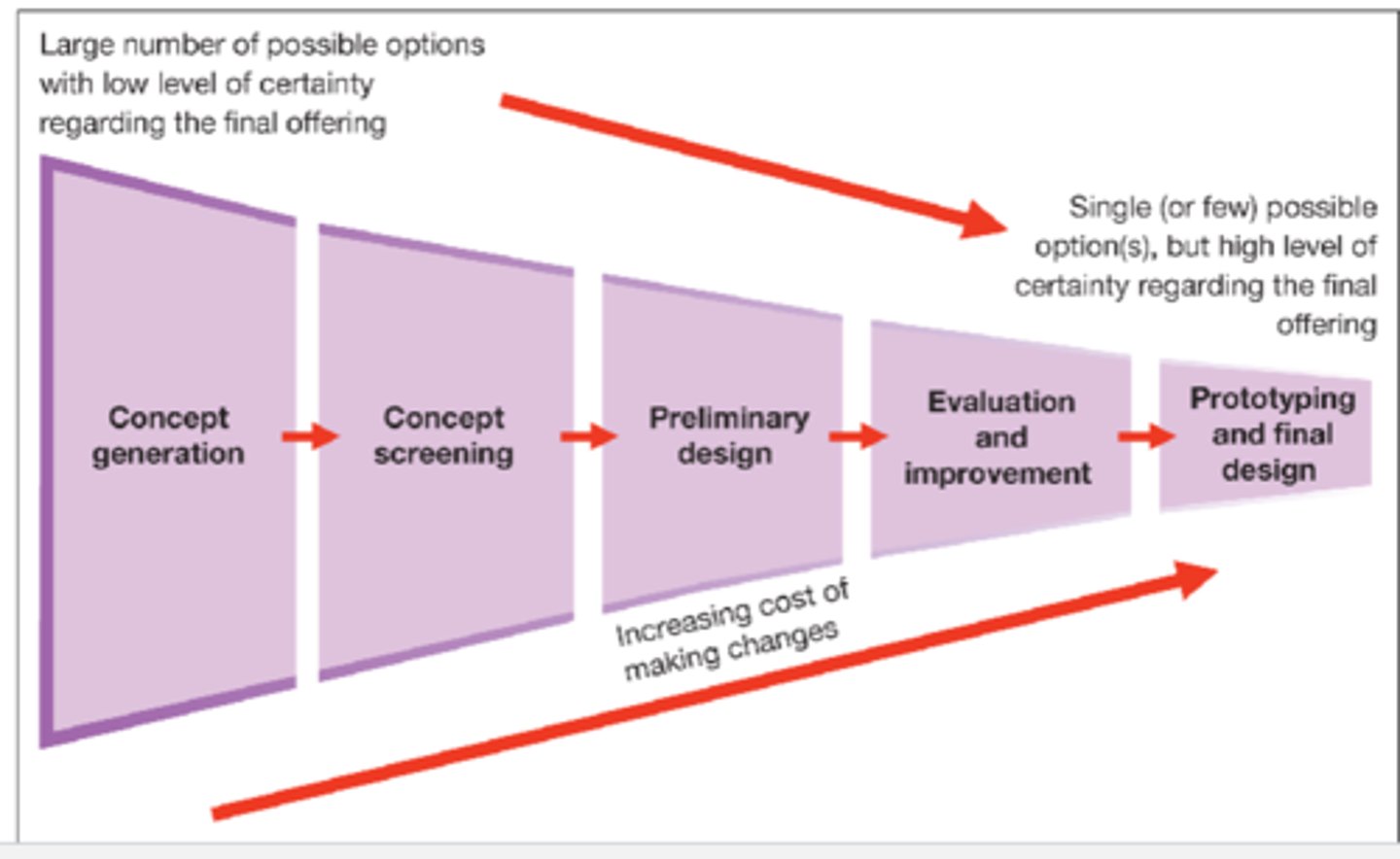
Produktutvecklingsprocessen (F7)
Från idé till final design.
Kostnader ökar med tiden.
Processen smalnar av mer och mer.
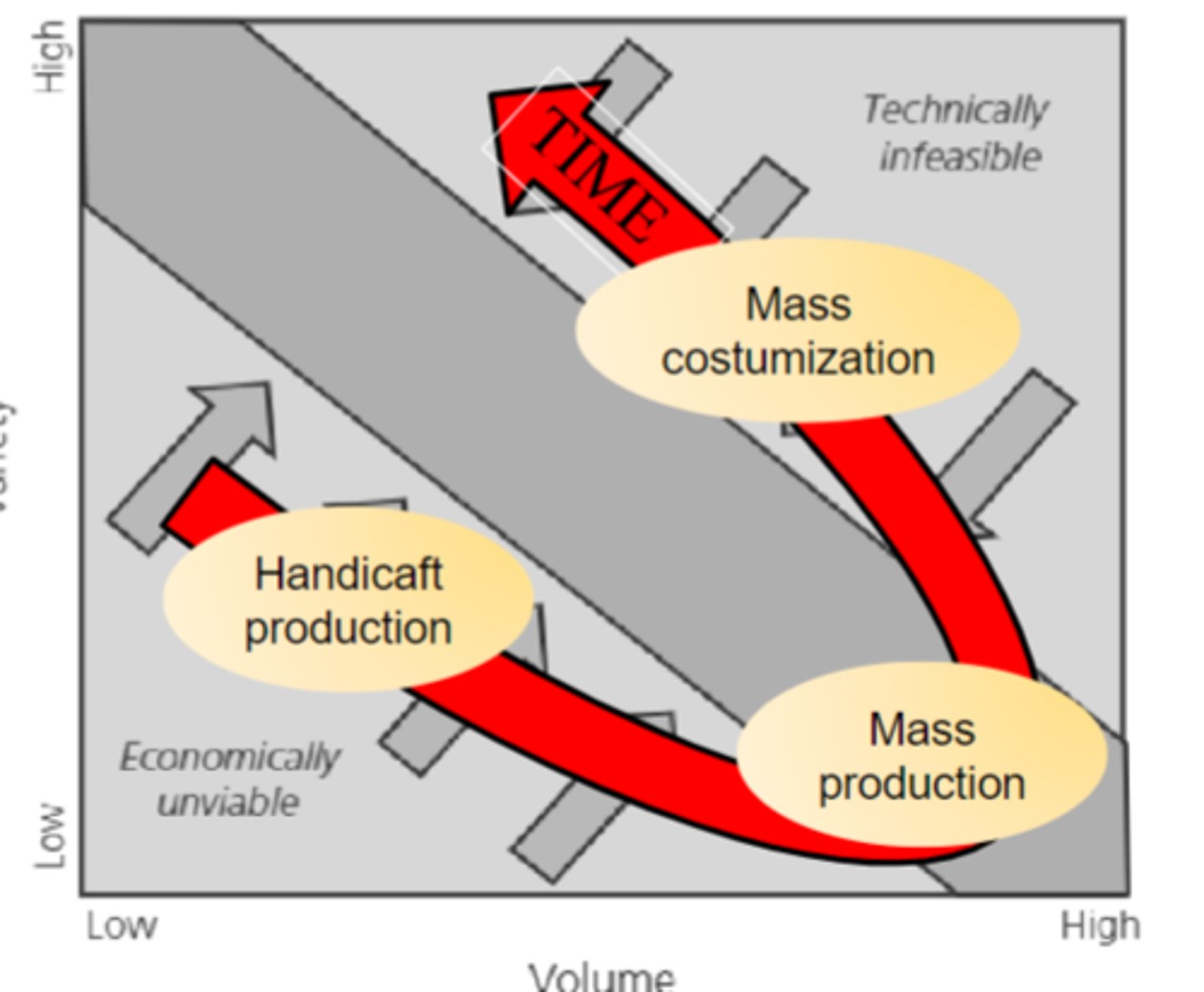
Tentafråga: Uppgift 5 TEK930 Juni 2023 (5p) Förklara den krökta tidslinjen i den här figuren från föreläsningen. Förklara även hur denna utveckling ställer nya krav på val av processteknik. (F7)
Rättningsmall:
Innan industrialismen utfördes produktion av produkter hantverksmässigt i låg volym och enligt varje kunds behov. Med industrialiseringen kom masstillverkning där standardisering var viktig för att sänka kostnaden genom tillverkning i stora serier. I dag (eller sedan några årtionden tillbaka) har kundanpassning blivit allt viktigare. Idag behöver företag kunna kombinera höga volymer och stor variation (mass customization). Processtekniken behöver vara både effektiv och flexibel, flexibel automation är den teknisk lösningen som företaget börjat anamma sedan 1970-talet. Exempel är industrirobotar, CNC verktygsmaskiner och AGVer.
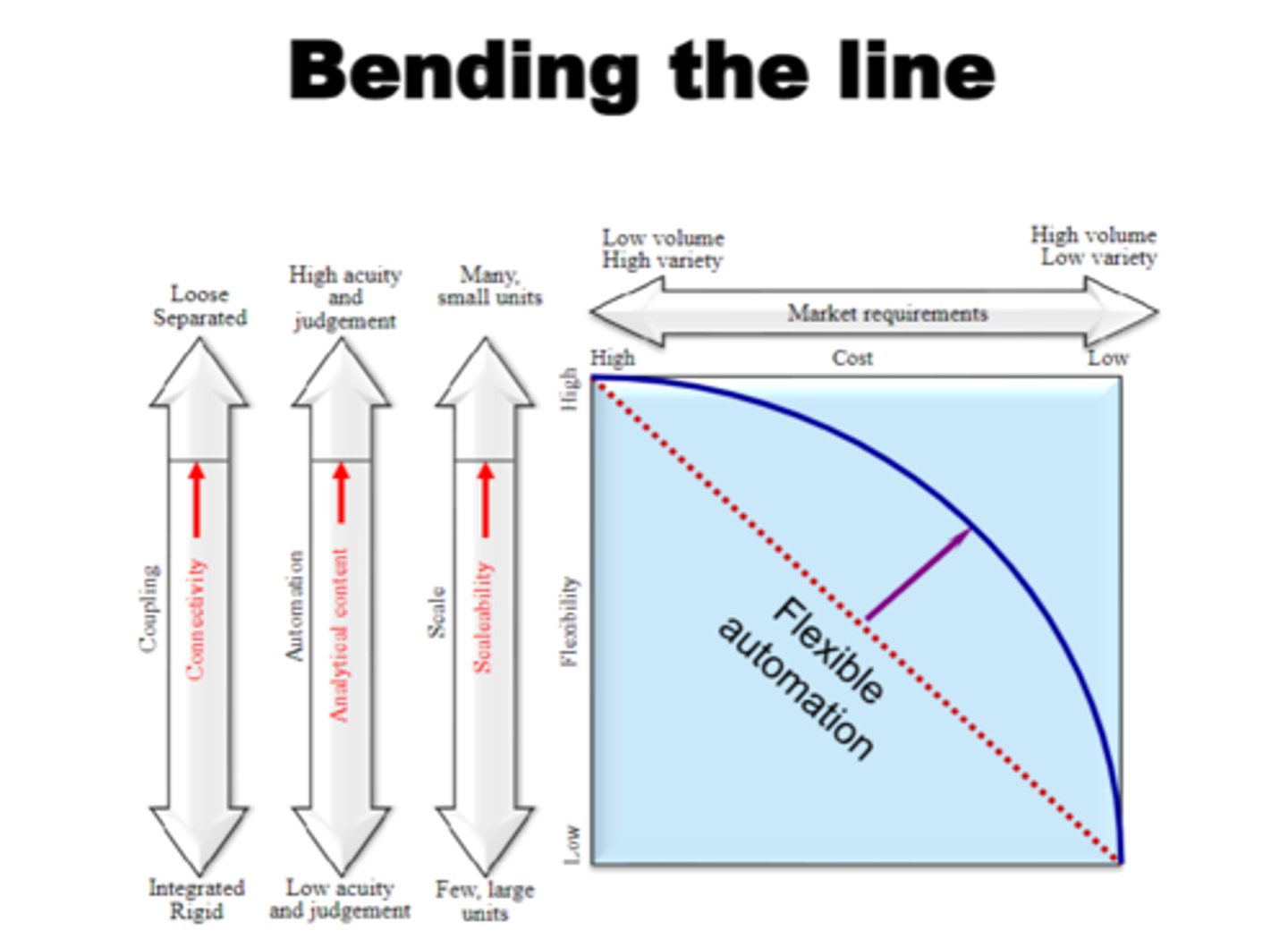
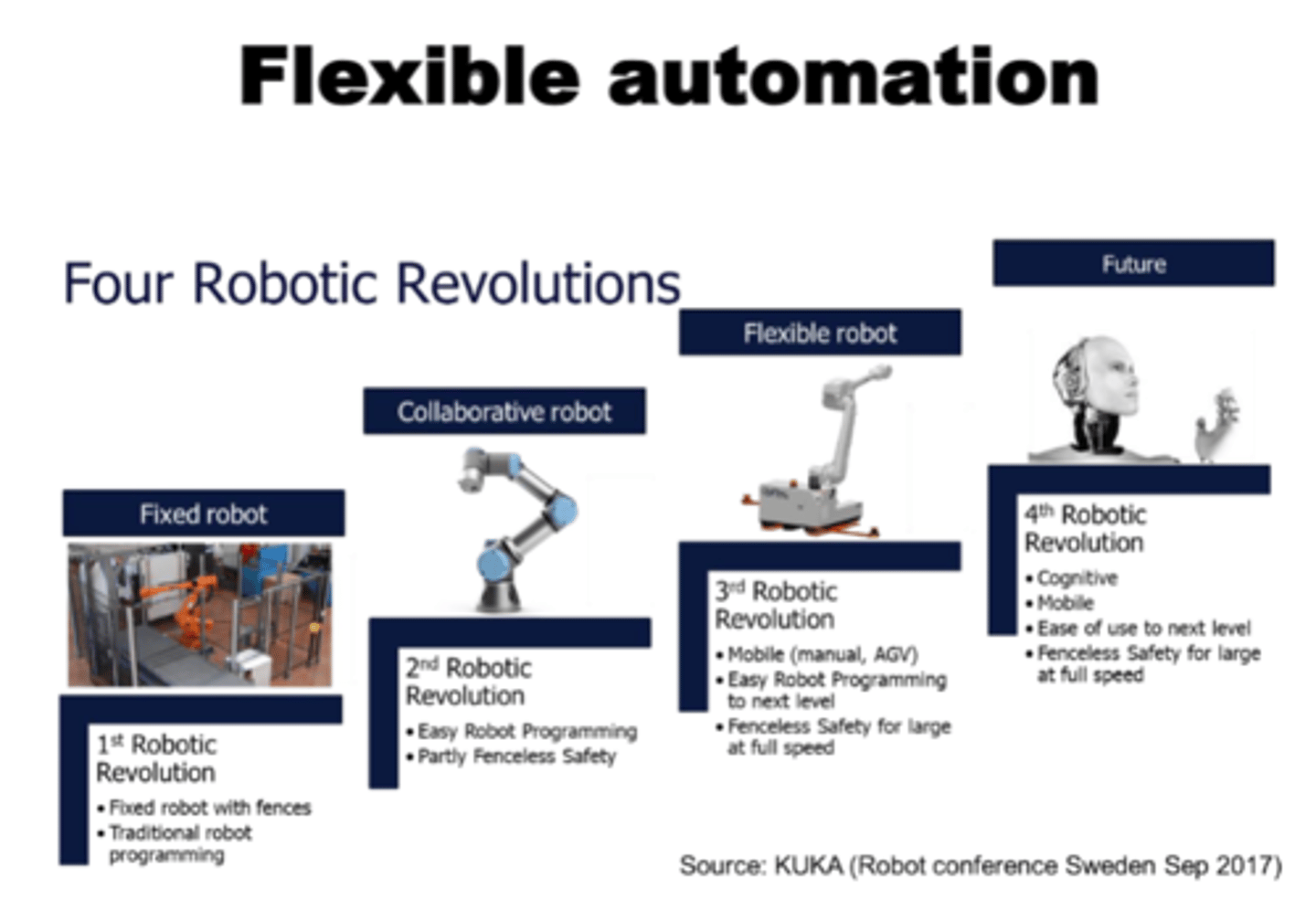
"Bending the line" - Flexible automation (F7)
4 robot-revolutioner (F7)
Första: Traditionella robotar med staket runt
Andra: Delvis staketlösa robotar, börjar bli lite säkrare.
Tredje: Mobila robotar, helt staketlösa i full speed.
Fjärde: Kognitiv (robotarna kan tänka själva), mobila, nästintill mänskliga fast starkare och smartare.
Concept of focus (F8)
Wickham Skinner från Harvard Business school myntade begreppet i sin artikel 'The Focused Factory'.
Hans poäng var att många företag försökte uppnå för många mål samtidigt vilket ledde till att de misslyckades med att vara konkurrenskraftiga på något område.
Genom att fokusera på ett specifikt område (smalt produktutbud, teknologi, marknad) kan man skapa goda kompetenser där och bli bättre än alla andra.
Problem som uppstår mellan marknadssegmentering och operationssegmentering (F8)
I det ideala fallet så vill man segmentera kunderna på samma sätt som man segmenterar internt i fabriken.
När man segmenterar efter kundbas och marknad blir den segmenteringen ofta väldigt olik den som är bäst för företaget internt.
Ex: Om du segmenterar efter åldergrupp så är det inte lönsamt för företaget att skapa segment på golvet efter åldersgrupp.
Formler för produktivitet (F9)
Produktivitet = Output / Input
Produktivitet = Metod * Prestation * Utnyttjandegrad
Metod: Hur arbetet är utformat, vilka rörelser och hjälpmedel.
Enhet: Antal per tidsenhet, inversen av normtiden.
Mäts med: Video, elementartidsanalys.
Prestation: Hur snabbt i förhållande till normal hastighet.
- Personberoende prestation: Fysisk förmåga och motivation
- Färdighetsberoende prestation: Är individen fullt upplärd?
Enhet: Normtid / Observationstid (%).
Mäts med: Observationstid med klocka. Normtid med elementartidssystem.
Utnyttjandegrad: Hur stor andel av tiden som används till det planerade arbetet.
- Personliga behov: Mikropaus, gå på toa etc.
- Systemberoende: Förluster som beror på systemets utformning
- Störningsberoende: Förluster genom slumpmässiga störningar
Enhet: Nyttig tid / Planerad tid (%).
Mäts med: Frekvensstudie.
3 typer av arbetsmiljöer (F9)
- Belastningsergonomi
- Fysiska arbetsmiljöfaktorer
- Psykosocial arbetsmiljö
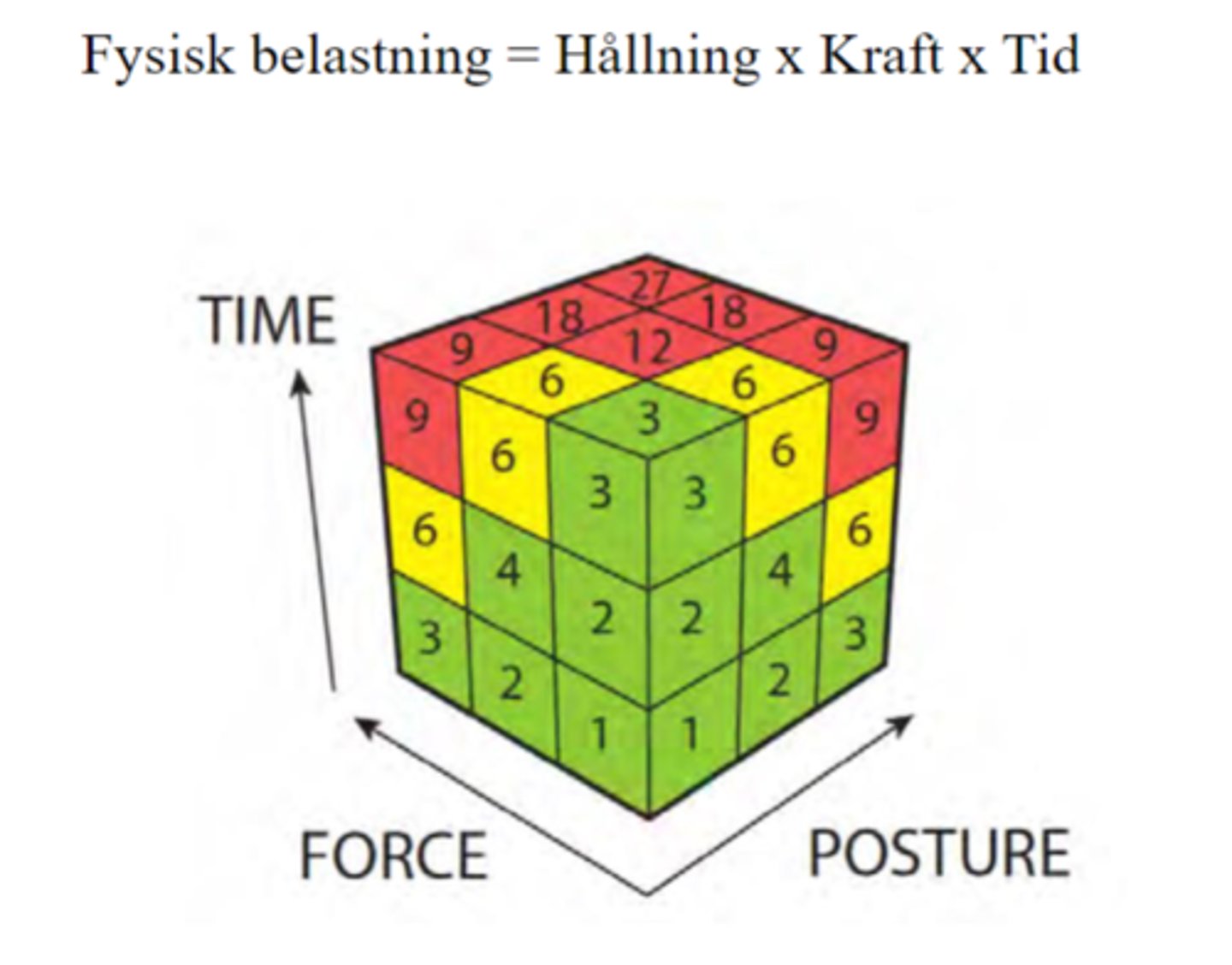
Fysisk belastning formel (F9)
Fysisk belastning = Hållning x Kraft x Tid
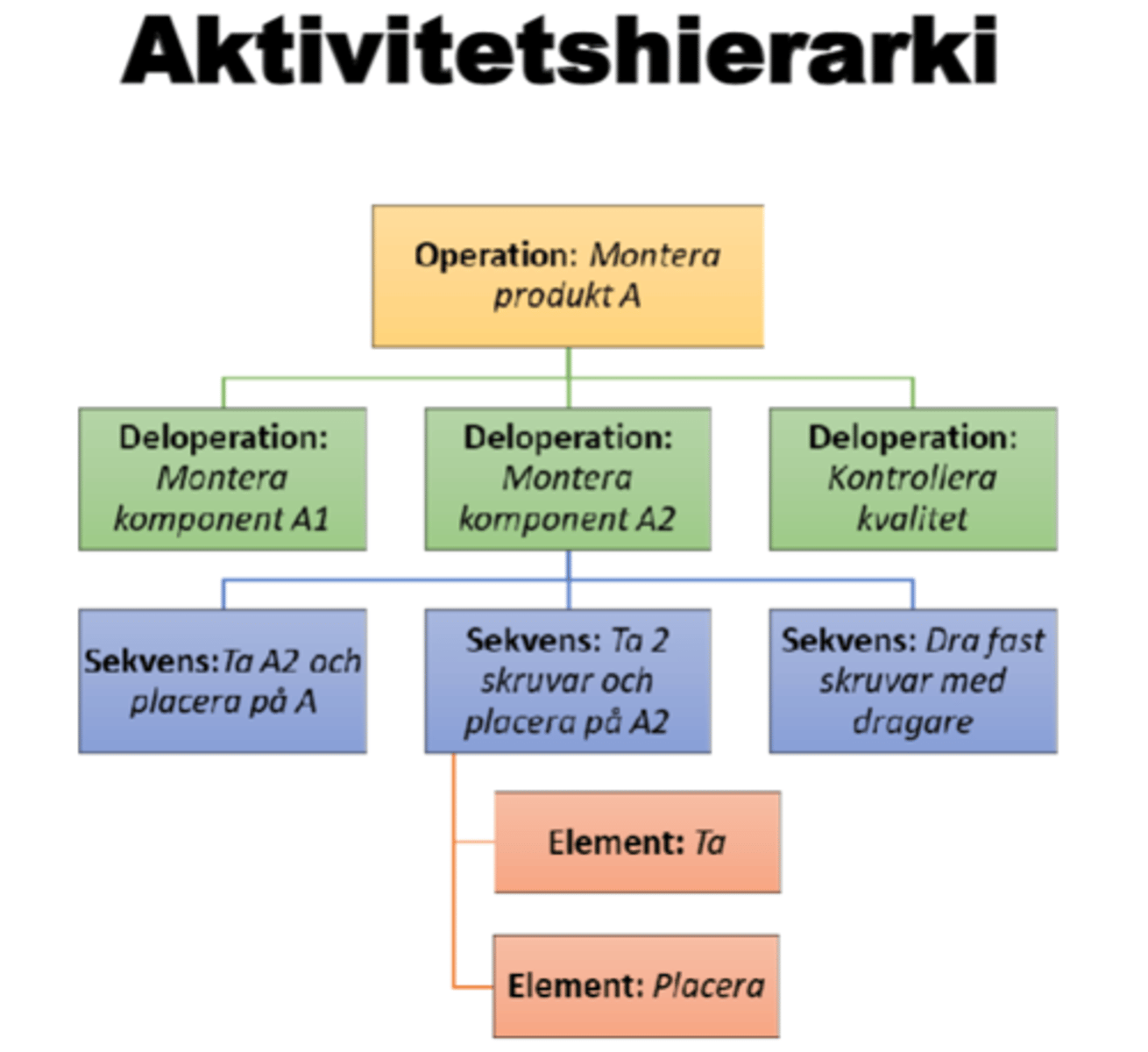
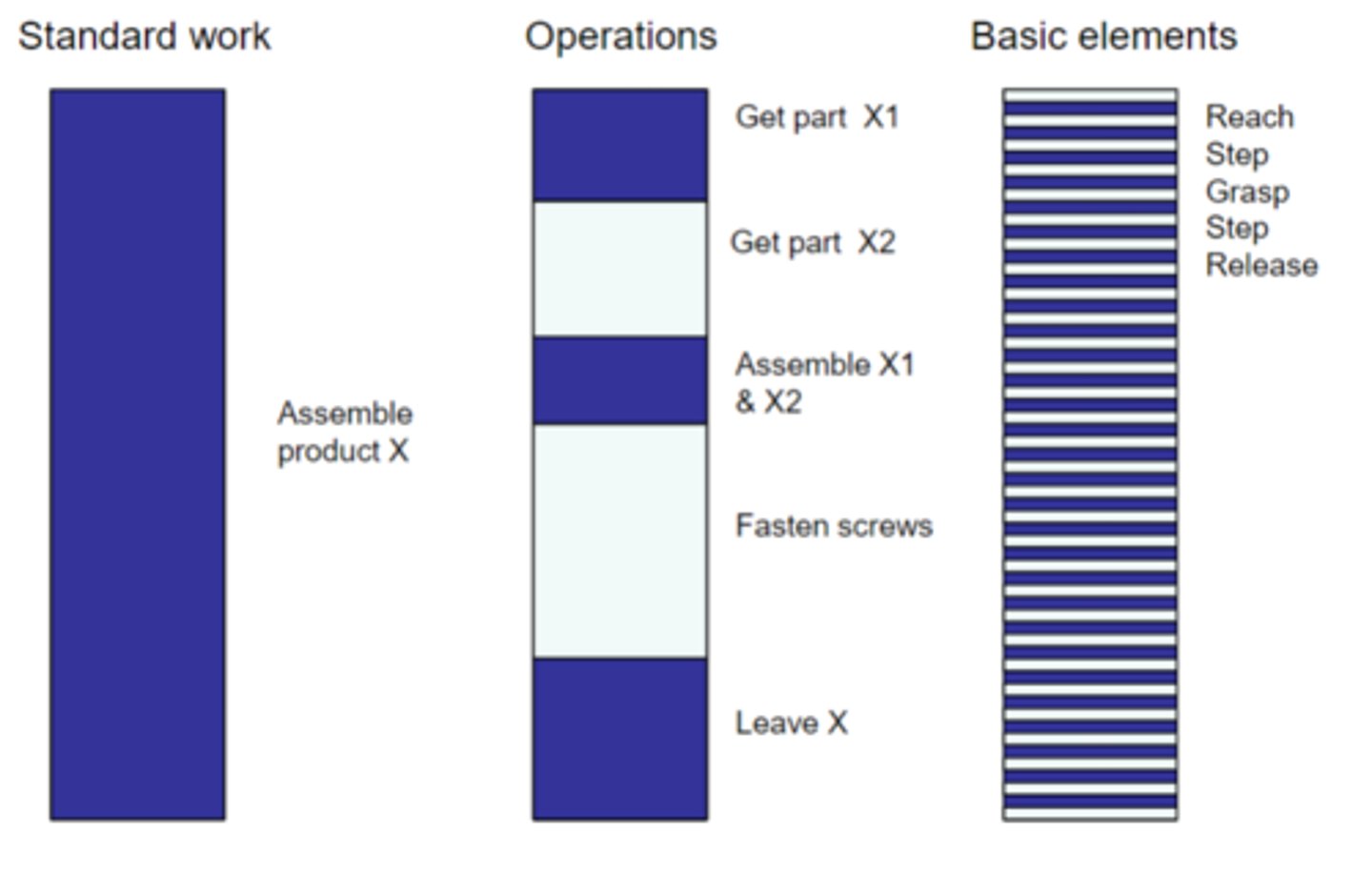
Aktivitetshierarki (F9)
En operation delas upp i deloperationer som i sin tur delas upp i sekvenser och sedan element.
Tidsstudie med stoppur (F9)
Syfte:
Mäta tiden för en eller flera arbetssekvenser i driftsfasen.
Fördelar: Enkel att utföra och förstå.
Nackdelar: Kräver prestationsbedömning om tiden ska användas som standardtid. Analytikern stör den som utför arbetet.
Tidsstudie med video (F9)
Syfte:
Mäta tiden för en eller flera arbetssekvenser i driftsfasen. Metodförbättring.
Fördelar: Enkel att utföra. Stör inte arbetet.
Nackdelar: Kräver teknik och mjukvara.
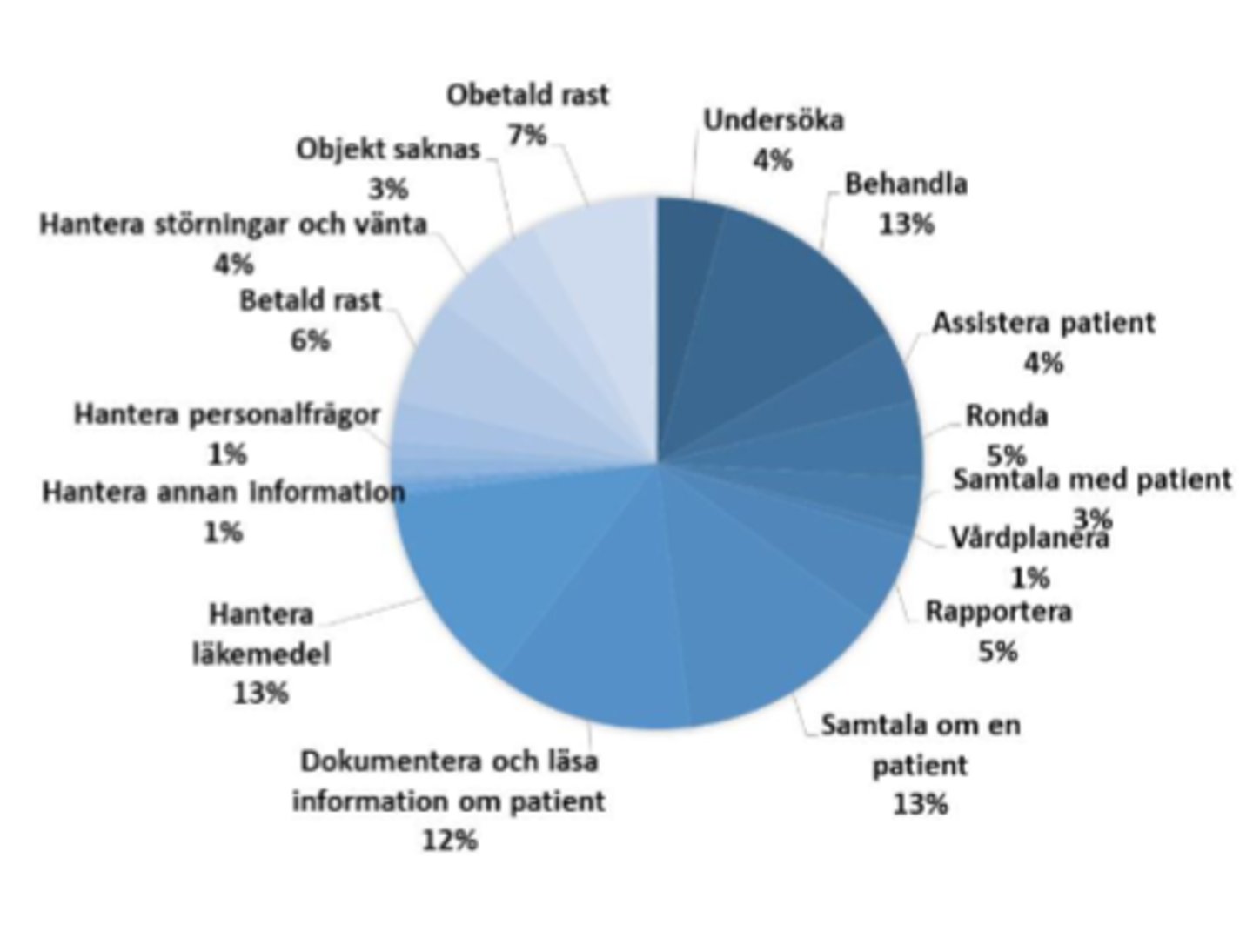
Frekvensstudie (F9)
En statistisk metod för att mäta fördelningen olika aktiviteter under en tidsperiod.
Syfte:
Förstudie inför förändringar. Mätning av fördelningstider.
Fördelar: Enkelt att utföra datainsamlingen. Enda effektiva sättet att mäta fördelningstid.
Nackdelar: Utformning av studie och analys är svårare än tidsstudie.
Elementartidsstudie (F9)
Man använder aktivitetshierarki för att dela upp en arbetsuppgift.
Syfte:
Bereda normtid. Metod förbättring. Prestationsbedömning.
Fördelar: Enda metoden för att bereda ett manuellt arbete. Ger objektiv och rättvis prestationsnorm. Ger en grundlig metodanalys.
Nackdelar: Kräver utbildning. Tar lång tid att utföra.
Observationstid (F9)
Tiden från start till slut i en tidsserie. Hela observationsperioden i en frekvensstudie. Den tiden som ägnas åt att observera en arbetsprocess.
Man skulle kunna säga att observationstid = verktid + fördelningstid.
Verktid (F9)
Tid för det arbete som direkt medverkar till produktens färdigställande.
Fördelningstid (F9)
Tid för aktiviteter som inte direkt medverkar till produktens färdigställande. Kan vara dels planerad tid, t.ex. omställningstid eller oplanerad tid, t.ex. störningstid.
Normtid (F9)
Tid för ett arbetsmoment som utförs i normhastighet enligt normmetod. Normhastigheten definieras av standardtider i ett elementartidssystem. Normmetoden är den överenskomna standardmetoden.
Formel för tiden för ett element (F9)
Tid = Distans x Kraft x Precision
5 typer av basic motions (F9)
- Reach: Förflytta handen mot objektet
- Grasp: Greppa tag om objektet
- Move: Flytta objektet
- Position: Positionera objektet
- Release: Släpp objektet
Exempel på yttre motivationsfaktorer (F10)
- Målstyrning, deadlines
- Beting, ackord
- Tvång
Exempel på inre motivationsfaktorer (F10)
- Stimulerande arbetsuppgift
- Lojalitet till företaget till följd av befogenheter och ansvarsfyllda uppgifter
5 kännetecken på en god psykosocial arbetsmiljö (F10)
- Egenkontroll i arbetet
- Ett positivt arbetsledningsklimat
- Stimulans från själva arbetet
- God arbetsgemenskap
- Optimal arbetsbelastning
6 kännetecken på otillfredställande arbetsmiljö (F10)
- Låg arbetsmotivation och produktivitet
- Besvär med rörelseorganen
- Psykosomatiska problem (stress, ångest, depression etc)
- Hög/stigande korttids- och långtidsfrånvaro
- Hög personalomsättning
- Ökad risk för olycksfall i arbetet
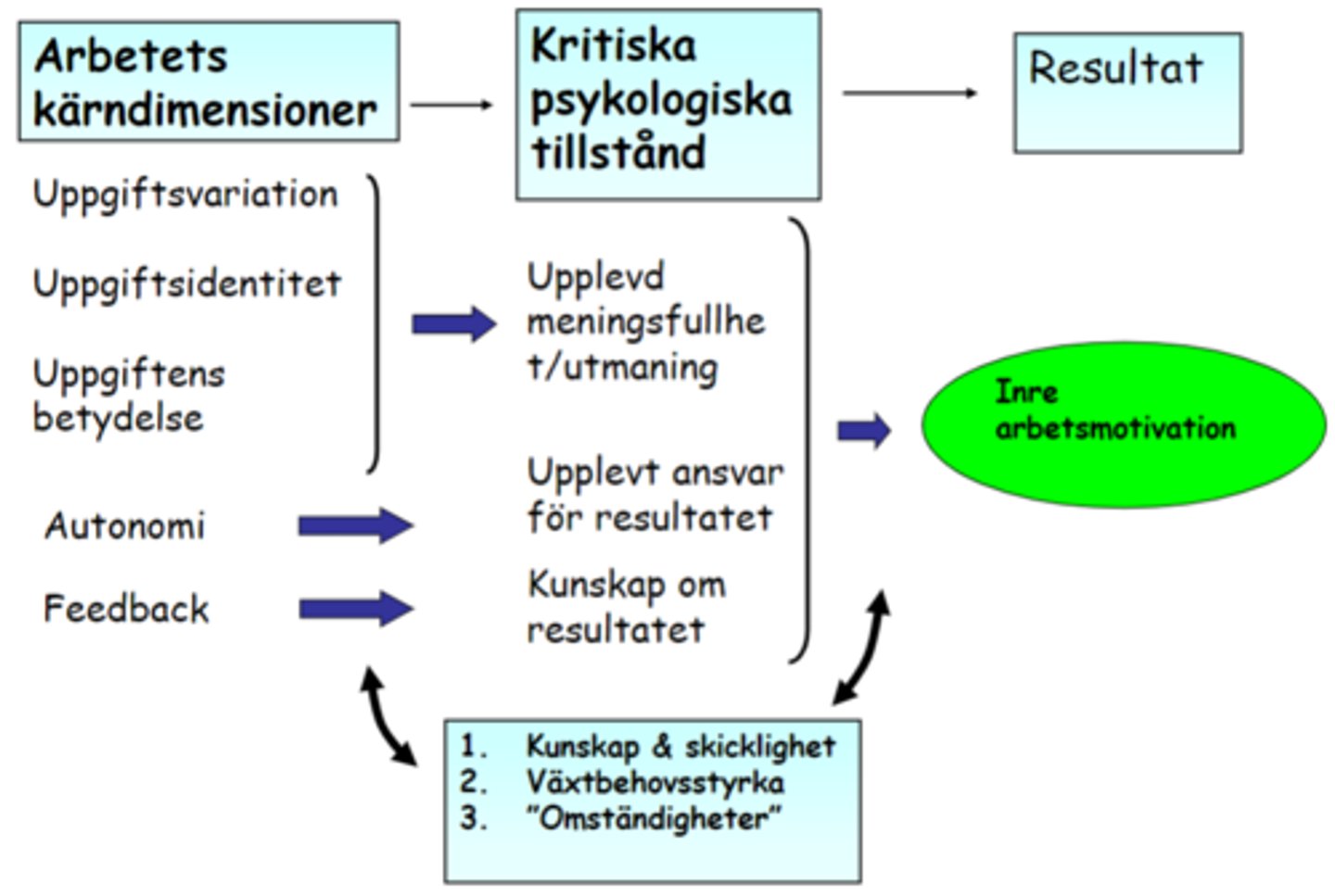
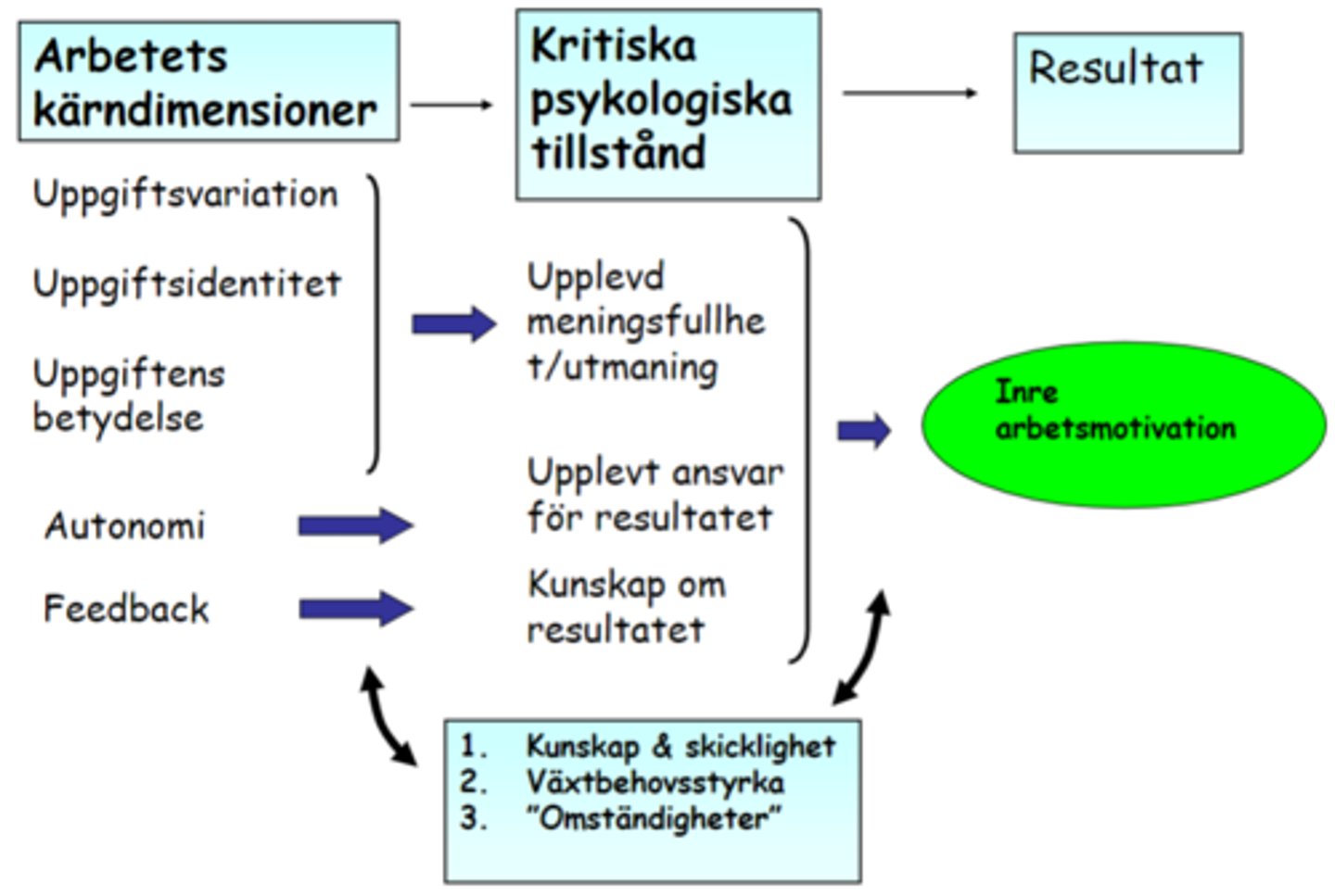
Hackman & Oldhams 5 kärndimensioner (F10)
Uppgiftsvariation: I vilken grad individen får använda olika skickligheter och aspekter på sin begåvning i arbetet.
Uppgiftsidentitet: I vilken grad individen förstår sammanhanget som den egna insatsen kommer in, vilken grad av helhetsupplevelse individen får av sin insats.
Uppgiftens betydelse: I vilken grad uppgiften har inverkan på andra människor. Vilken betydelse uppgiften får för andra personer.
Autonomi: Upplevt ansvar för resultatet. Nivån av självständighet och frihet i schemaläggningen samt tillvägagångssätt.
Feedback: Information som den anställde får om hur väl jobbet utförs.
3 kritiska psykologiska tillstånd (Hackman & Oldham) (F10)
Upplevd meningsfullhet: Hur viktigt arbetet känns
- Uppgiftsvariation
- Uppgiftsidentitet
- Uppgiftens betydelse
Upplevt ansvar för resultatet: Känslan av att vara ansvarig för resultatet av arbetet.
- Autonomi
Kunskap om resultatet: Förståelsen för hur väl man presterar.
- Feedback
3 relaterade faktorer som bidrar till inre arbetsmotivation (Hackman & Oldham) (F10)
- Kunskap & skicklighet; för att individen ska kunna svara upp mot de krav som arbetet ställer.
- Växtbehovsstyrka; vilken vilja till personlig utveckling och ökat ansvarstagande som individen har.
- "Omständigheter"; kan vara hinder vad gäller hindrar inre arbetsmotivation. Exempelvis, dumma kollegor, belöningssystem som motverkar.
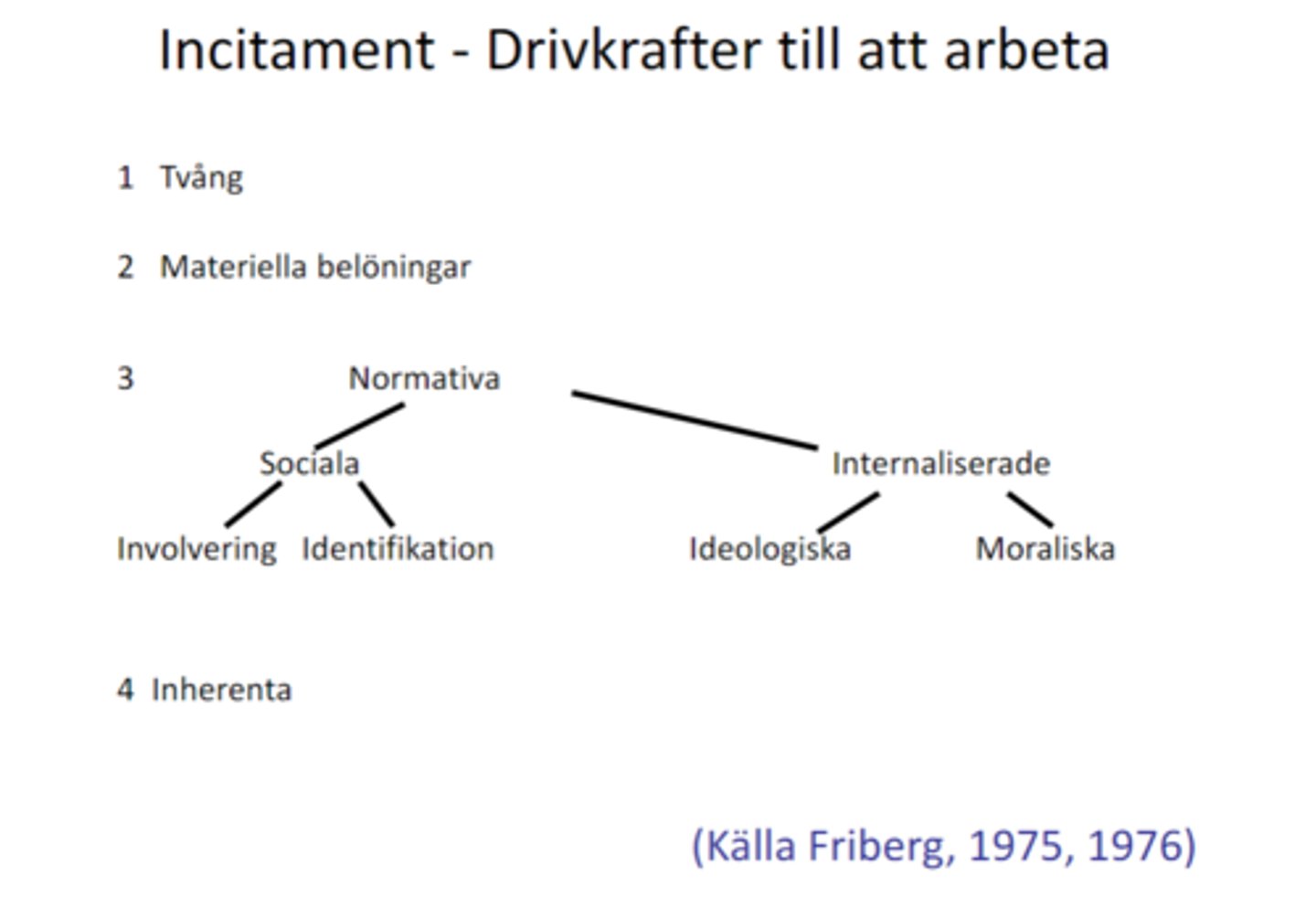
Fribergs 4 grundläggande drivkrafter till att arbeta (F10)
Tvång: Individer tvingas arbeta på grund av yttre påtryckningar. Ex: ekonomisk nödvändighet, samhällets förväntningar
Materiella belöningar: Individer är motiverade att arbeta för att erhålla ekonomisk ersättning och andra materiella fördelar som arbetet ger.
Normativa/sociala drivkrafter:
- Inblandning; individer finner motivation i att vara del av en grupp, gemenskap
- Identifikation; individen identifierar sig med sin roll och jobb vilket skapar motivation.
- Internaliserade:
* Ideologiska: Motivationen är rotad i personliga övertygelser eller ideologi
* Moraliska: Arbetet ses som en moralisk plikt eller ansvar.
Inherenta drivkrafter:
Motivationen att arbeta kommer från själva arbetet. Arbetet är givande, stimulerande och tillfredsställande.
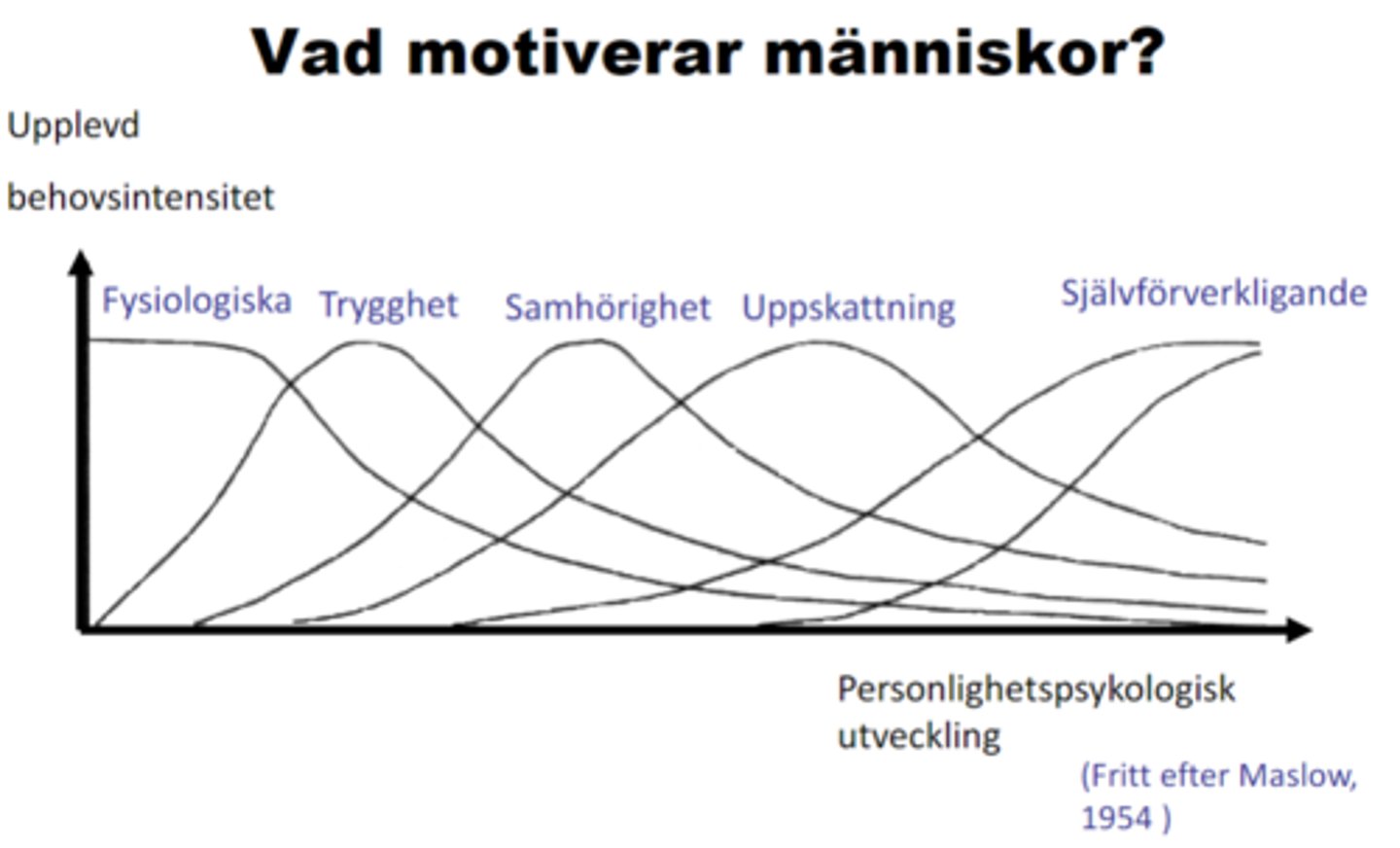
Maslows tre grundantaganden (F10)
- Endast icke-uppfyllda behov motiverar
- Behoven kan organiseras i olika grupper
- Dessa grupper har ett inbördes förhållande
Maslows behovstrappa (F10)
Fysiologiska behov -> Säkerhet och trygghet -> Kärlek och samhörighet -> Uppskattning -> Självförverkligande
Ett svältande barn i Afrika känner större fysiologiska behov än en management-konsult på McKinsey, trots att båda behöver mat för att överleva.
6 anledningar till att jobba i grupp (F11)
- Går ej att jobba ensam pga fysiska eller kompetensmässiga restriktioner
- Effektiv kommunikation
- Ökad flexibilitet genom kompentensspridning
- Tekniska eller administrativa restriktioner, arbetsuppgifterna uppfyller ej individens grundläggande krav.
- Social kontroll via gruppnormer
- Totaleffektiviteten gynnas
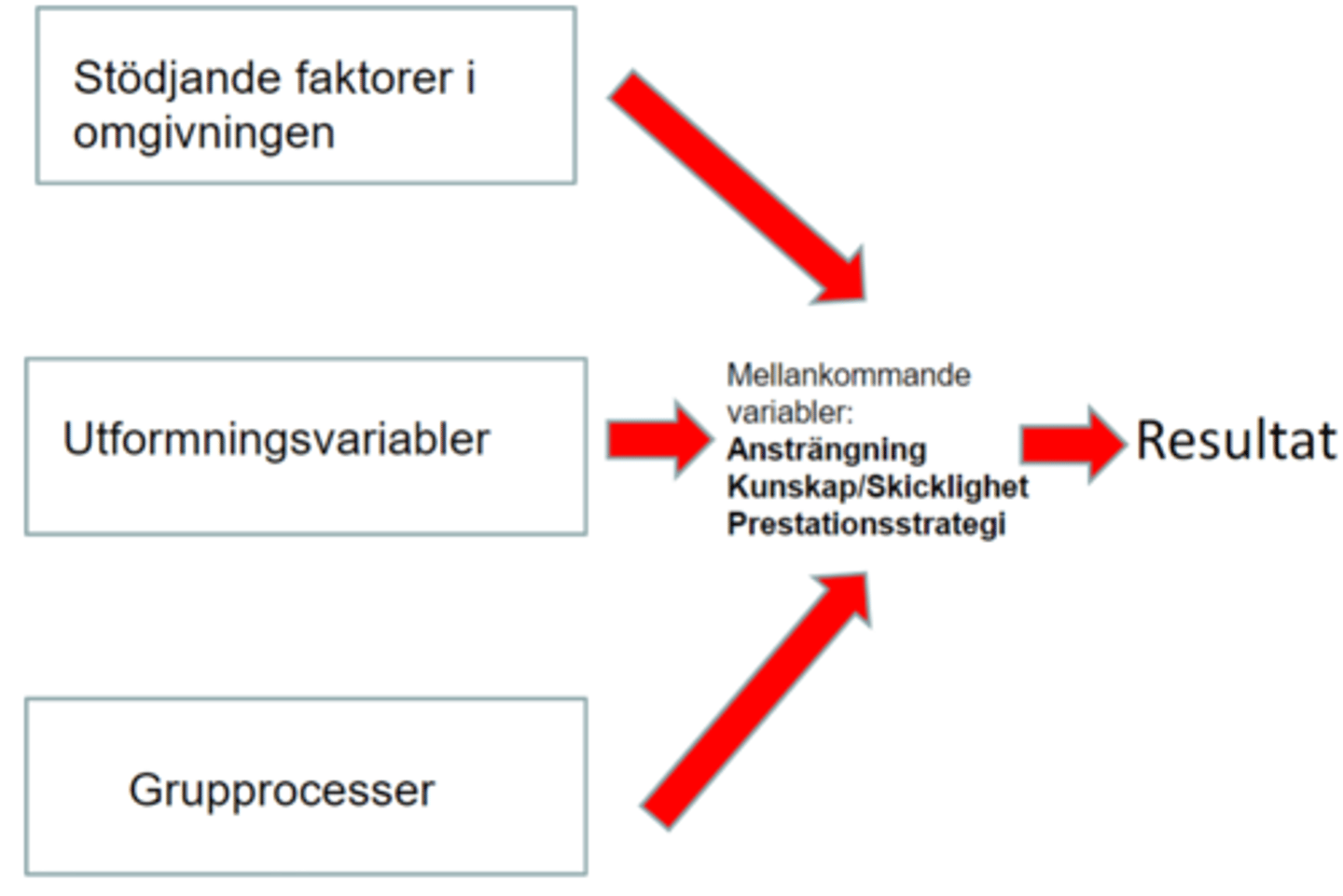
Modell för utformning av effektiva grupper (F11)
Stöd i omgivningen:
Grupputformningen måste stöttas i omgivningen. Belöningar och prestationsmål, träningsprogram och expertstöd.
Utformningsvariabler:
- Uppgiftsstruktur - integrationsmekanismer, se slides om integration
- Sammansättning; vilka individer som ingår
- Regler för arbetets utförande; inom gruppen och mot omgivningen.
Grupprocesser:
Två fundamentala normer:
- Aktivt förhållningssätt till omgivningen, hela tiden försöka anpassa sin rådande prestationsstrategi till förändrade omständigheter
- Beteendemässiga gränser inom gruppen måste tydliggöras, alla bör veta vad man bör göra och inte göra.
Värdeintegration (F11)
- Den grad som gruppmedlemmar delar gemensamma värderingar, övertygelser och mål.
- Handlar om att skapa en stark känsla av enighet och syfte bland gruppmedlemmarna.
- Hög arbetsmoral.
- Ömsesidig respekt och kamratskap.
Normativ integration (F11)
- Handlar om de normer och regler som styr beteendet inom gruppen.
- Policys och oskrivna sociala normer som bestämmer hur gruppmedlemmarna väntas agera.
- Vid hög normativ integration finns det tydliga förväntningar på beteende vilket bidrar till förutsägbarhet och stabilitet.
Funktionell integration (F11)
- Handlar om hur väl delar av en grupp koordinerar och är sammankopplade för att uppnå mål och klara uppgifter tillsammans.
- Arbetsuppgifter och roller är väldefinierade
- Effektiva kommunikationskanaler och samarbetsmekanismer
- Vid hög grad av funktionell integration är det en bra arbetsfördelning och medlemmarna kompletterar varandra bra.
De sociotekniska arbetskraven för grupper - Den svenska modellen (F11)
Utvecklades på Volvo på 60-talet.
Ömsesidigt beroende i arbetet:
Arbetsuppgifter arrangerar så att de är sammanlänkade mellan gruppmedlemmar och de behöver då arbeta tillsammans för att nå ett gemensamt mål.
Hög stressnivå i individuella arbetsuppgifter:
Varje arbetsuppgift bör vara utmanande nog för att skapa en viss stressnivå som motiverar individen till att arbeta.
Koppling till nytta för kund:
Varje enskild arbetsuppgift bör inte kopplas till nytta för kunden, men när arbetsuppgifterna kombineras till en gruppuppgift ska det tydligt framgå hur arbetet gynnar kunden. Detta hjälper till att ge arbetet mening.
Möjlighet till feedback och prestationsnormer:
Individer inom grupper ska kunna ge varandra feedback och sätta prestationsnormer.
Påverkan på angränsande uppgifter:
Individer i gruppen bör ha möjlighet att påverka uppgifter som ligger lite utanför deras omedelbara ansvarsområden. Det främjar helhetstänkande och flexibilitet.
Koppling mellan mål och team på Toyota (F11)
- Arbete distribueras till grupper och inte individer.
- Grupper motiveras av uppnåeliga mål
- Grupperna vet hur de ligger till och arbetar för att utmana förbättringmål
- Bryter ner mål i mindre del mål som delegeras till grupper.
- Mål sträcks på så vis från toppen till botten i företaget.
- Noggrann uppföljning varje dag gör att grupperna vet hur de presterar.
Team- & gruppledare på Toyota - 3 grundläggande ansvar (F11)
Stödja individernas operativa arbete:
- Ledarna bör ha hög kompetens och lära ut. Bör säkerställa så att alla individer har tillräcklig kompetens.
Förstå och konkretisera produktionsmålen för gruppen:
- Bör bryta ner stora mål från högsta ledningen till mindre uppgifter på teamnivå. Gruppledarna ansvarar för att gruppen förstår målen och hur de bidrar till företagets övergripande mål.
Leda förändringsarbetet:
- Ledarna leder kaizen. Alltså ständiga, inkrementella förbättringar inom alla aspekter på livet. På Toyota tillämpas detta i arbetsprocesserna och att man då ska utveckla produktionssystemet.