MCHE 3920 Midterm
1/291
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
292 Terms
Casting Benefits
1. large form freedom
2. retain properties at elevated temperatures
3. distinct character and texture
Examples of Casting
- pots/pan
- clothes iron
- sculptures
- engine blocks
- jet engine turbine blades
Liquid metal poured into a mold that defines ____ shape of product
negative
Filling the mold "bottom up" prevents _____, therefore ____, which will cause loss of ______ and prevent ________.
splashing; oxidation; material properties; gas entrapment
Casting have a higher
alloy content
ex.) steel (Fe > 2% C) not cast; cast iron (Fe 2-4% C) cast
Reasons for higher alloy content:
1. lower viscosity (better mold filling)
2. lower melting temp (lower energy, faster throughput)
Want casting metals to be near _______ composition.
eutectic
Eutectic Composition
homogeneous composition and lowest possible melting temp, typically lower viscosity
Higher alloy content comes at expense of
material properties
tradeoff: castability vs. material properties
Alloy presence reduces
toughness, ductility, and fatigue strength
In cast iron, stiffness is ____ relative to low carbon steel
lower
Slow filling speeds, so liquid flow is
laminar
Laminar flow minimizes _______ and _______ and ________.
free surface area; oxidation; loss of material properties
Low flowing speeds are good for
quality
Low flow speed trade-offs
1. takes more time, lower productivity
2. cold running: chance of solidifying portions before mold is filled- fatal defect
Increase fill speed by
using multiple gates
Gates increase need for
finishing
Prevent cold running by
making thick parts
Thicker parts increase ___ and _____.
weight; cost
Mold filling is either slow at ______ or fast at ______.
low pressure; high pressure
Quality consequence in favor of
faster production
Cooling from liquid to solid causes _____ in volume.
reduction
Rate of volume reduction is _____ in solidification region.
highest
Cooling Phases
1. Tpour to T liquid
(specific heat, liquid phase J/kg*K)
2. Liquid to solid transition
(latent heat of solidification, J/kg)
3. Tsolid to RT
(specific heat, solid phase J/kg*K)
What can be done about solidification shrinkage?
feeding: add extra material during filling
What about shrinkage after solidification?
make mold bigger (1-2%)
How long does it take before part is cool/strong enough to handle?
Chvorinov's Rule
Tsolidification = C(V/A)^2
coefficient *(volume/surface area)^2
Chvorinov's Rule works well for
- large solid castings
- underestimates time for hollow and thin-walled parts for solidification/cooling
Chvorinov's Rule underestimates for hollow/thin-walled parts because
inner walls of mold do not absorb as much heat as outer walls
Thin-walled parts (<4 mm thick), use model
V/A
Mold expands while casting contracts, which creates air gaps, which act like _____, limiting _________
insulator; heat dissipation
Casting Defects
1. Porosity (gas-filled voids in metal)
2. Internal Stresses
3. Distortion
Ways to avoid casting defects
careful alloy selection
design part to avoid large thickness changes
Porosity Causes
1. Shrinkage Porosity
2. Gas Bubbles
Shrinkage Porosity
not enough extra material fed into casting to compensate for solidification shrinkage
Avoid shrinkage porosity with
good mold and filling design
Shrinkage Porosity happens when thin section of mold or poorly designed runner _____, which ____ flow into thicker sections
solidifies; blocks
Gas Bubbles
released during solidification, trapped in solid
Gas bubbles can't be completely avoided, but minimized by
dispersing gas so it forms small bubbles
Which cools quicker, thinner or thicker sections?
thinner
Different sections/thicknesses cool at different rates, leading to
temperature gradients in casting
Local temperature differences will cause differences in contraction, which will cause
stresses by Hooke's Law (σ = Eε)
Stresses can lower part
capability
Casting free to deform, stresses exceed yield stress, then _____ can occur
permanent deformation
Extreme stresses can cause
crack or rupture
Prediciting internal stresses/deformations requires
computer simulations (due to complex geometries)
Casting Metallurgy
choosing best alloy for job
Metals have crystalline
grain structure
Grain Boundary
grains grow in solid and on mold wall, where they impinge on each other
Cast Grain Size
0.05-5 mm large
Small Grain Size
better properties
Grain size dictated by
cooling rate
Fast cooling rate leads to
small grains
Alloying Elements Use
1. improve processability (lower viscosity or melting temperature)
2. improves material properties (strength)
3. minimizes effects of impurities or improves microstructure
Alloy elements can introduce
detrimental impurities
Alloy Segregation
non-uniform distribution of dissolved elements during solidification
Liquid state, alloy elements dissolved in
"atomic soup"
During cooling first solids to form are _____ than average, remainder relatively ____, lead to _______.
purer; enriched; impurities
Last part to solidify is ________, so ______ concentrated there.
grain boundaries; impurities
Inoculants
high melting point powders added before pouring
As liquid cools, solid forms around inoculant
promotes smaller grains and less segregation
Poisoning
sometimes small additions of the right element can dramatically improve tensile strength of cast metal
ex.) trace amounts of Na in Al casting
Sand Casting
silica sand and bonding agent form mold
"Patterns" are used to form negative space inside mold
wood/plastic/metal
Sand Casting Perks
- very cheap
- made to wide range of sizes
- fragile, support low filling speeds and pressures
- long solidification times = larger grains
- rough surface properties
- poor tolerances
Parting Plane
plane where drag and cope meet
Sprue
filling through a downward channel
Sand cores allow manufacture of
hollow products
Riser (feeder)
shows when filling is complete; helps allow for shrinkage
Gravity Die Casting
- uses reusable steel dies
- shorter cycle times = finer microstructure
- smoother products, good control over tolerances
- filling speeds are low
- product size more limited than sand casting
- Al and Mg commonly cast
Lower Pressure Die Casting
- use reusable steel dies
- pressure from 2-5 bar
- good reproduction of die details
- dies often placed on top of furnace, fed through riser tube using gas pressure
- Al and Mg commonly cast using this method
High Pressure Die Casting
- uses very expensive steel dies
- pressures up to 2000 bar
- cannot use sand cores (can use sliding elements to make undercuts)
- high injection speeds
- fast throughput, lower quality, thinner prodcuts
- limited to Zn, Al, Mg
Investment Casting
-rare method
- pattern made of wax, attached to sprue
- dipped in ceramic slurry that cures while max melts away
- hollow ceramic shell used as mold
- after casting, shell is destroyed to remove part
- time consuming
- good for complex geometries
Virtually any given assembly will have 1+ _____ parts
sheet metal
High Production Volumes, up to ______ units
10^8
Sheet metal parts can be
finished/painted
Method: simple, cheap, single-curved parts, small volumes
bending
Method: complex, expensive, double-curved parts, high volumes
matched die forming
Cutting sheet metal to size
blanking
Structural Design wants to keep stress below
yield
Need to exceed yield stress in order to
bend metal
Some anisotropy, but assume
isotropic materials
Stress-Strain Curve
1. elastic: yield stress
2. plastic: tensile (ultimate) strength
3. necking: failure strength
4. unloading
Elastic Region
- stress increases linearly with strain
- interatomic bonds act like springs
- load removed: material returns to original state (no permanent deformation)
Slope =
E (Young's modulus)
Yield Stress
- dislocations form in crystal lattice
- difficult to find yield stress from test (0.2% off-set method)
Movement of dislocations occur along "slip planes", cause one part of lattice to
slip relative to other
Strain/Work Hardening
slip planes hinder each other, takes more stress to deform material
Ultimate(Tensile) Strength
max stress before material fails
Beyond ultimate strength, stress drops while material deforms
due to decrease in diameter (necking)
True Stress
calculate using time-varying area
Stress calculated with original area, but if instantaneous area used,
stress continues to increase in necking region
Load reduced/removed, material follows
linear unloading curve parallel to elastic portion of curve
Amount of permanent deformation is at intersection of
unloading curve with strain axis
Strain-to-failure
indicates amount of material elongation at failure
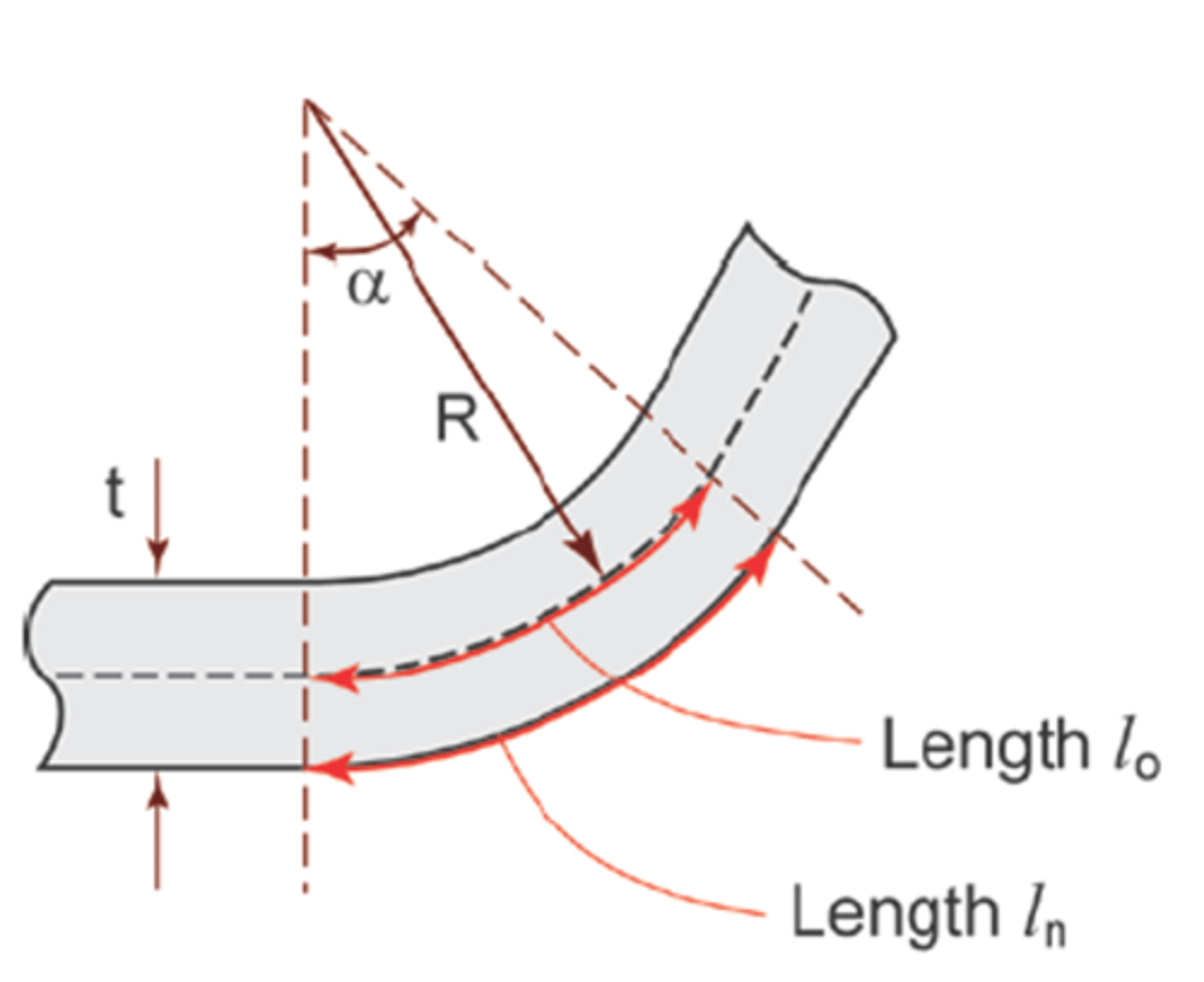
Minimum Bending Radius (MBR)
most basic sheet metal forming is bending blank at angle, with some radius R
- how small R can be
MBR Assumptions
1. all deformations take place in zone defined by angle and R
2. metal deformation has same behavior in tension/compression (anti-symmetric stress-strain curve)
3. Neutral Axis doesn't change in length
4. metal outside NA becomes thinner, inside becomes thicker
5. metal is isotropic and homogenous
Max strains occur at
surfaces R +/- t/2
Tensile Strain-to-failure (emax)
sets MBR