Polymer Processing (L9 & 10)
1/65
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced |
|---|
No study sessions yet.
66 Terms
Extrusion
Material is forced to flow through a die orifice to provide long continuous product whose cross section is determined by the shape of the orifice
Which type of plastics are most commonly used in extrusion?
thermoplastics and elastomers
extrudate
extruded product
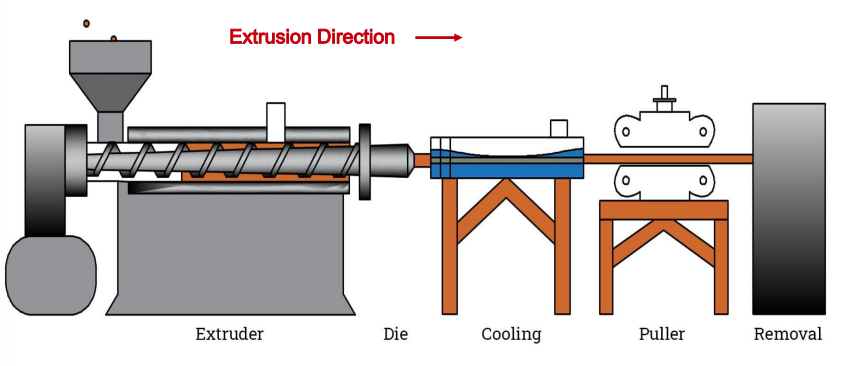
Extrusion Process
Screw/heaters are used to melt & blend thermoplastic pellets in barrel (very similar to injection molding)
Screw rotates at constant rate to supply polymer melt through die opening
Screw is profiled to supply sufficient pressure for proper extrusion
Extruded part cooled using air or water
Cooling and stretching minimizes shrinkage and disortion
Components of an extruder
Barrel and Screw
*The die is NOT an extruder component
Sections of the screw
Feed section, compression section, metering section
Feed Section
feedstock is moved from hopper and preheated
Compression section
polymer is transformed into thick fluid, air mixed with pellets is extracted from melt, and material is compressed
Metering Section
melt is homogenized and sufficient pressure developed to pump it through die opening
Increase in polymer melt pressure is largely determine by the ___
Channel depth
What is the principle transport mechanism of the screw
drag flow
screen pack
series of wire meshes supported by a stiff plate containing small axial holes
Before reaching the die, the melt passes through a _____
Screen Pack
Functions of screen pack
Filters out contaminants and hard lumps
▪ Builds pressure in metering section
▪ Straightens flow of polymer melt and removes its "memory" of circular motion from screw
Viscoelastic Property
“Memory” of a polymer. if the flow were left unstraightened, the polymer would play back its history of turning inside the extrusion chamber, tending to twist and distort the extrudate.
What determines the cross-sectional shape of the extrudate?
The shape of the die orifice
What is required to form hollow shapes?
Mandrel.
Mandrel held in place using spider legs
▪ Polymer melt flows around legs supporting the mandrel to reunite into a monolithic tube wall
▪ Mandrel often includes an air channel for blowing air to maintain hollow form of extrudate
Crosshead Die
Extrudate direction perpendicular to extruder barrel
Typical Extrusion Line Layout
Film
thickness below 0.5 mm
Sheet
thickness from 0.5 mm (0.020 in) to about 12.5 mm (0.5 in)
Slit-Die Extrusion of Sheet and Film
Conventional extrusion, using a narrow slit as the die opening ▪ Slit may be up to 3 m (10 ft) wide and as narrow as around 0.4 mm (0.015 in)
Common Problems of Slit-Die Extrusion of Sheet and Film
thickness uniformity throughout width due to drastic shape change of polymer melt as it flows through die
Chill Rolls
achieve fast solidification of the molten film after extrusion.
Blown-Film Extrusion Process
Extrusion of polymer tube
2. Tube is drawn upward while still molten and expanded by air inflated into it through die
▪ Air is blown into tube to maintain uniform film thickness and tube diameter
Advantage of Blown-Film Extrusion
Unlike other processes, the material is stretched in both directions. Increased isotropic strength properties
Calendaring
Rubbery TP feedstock is passed through a series of rolls to reduce thickness to desired gage
Strengths of Calendering
Process is noted for good surface finish, high gage accuracy, and production rate (500 ft/min)
Fiber
a long, thin strand whose length is at least 100 times its cross section
Filament
a fiber of continuous length
Spinning
extrusion of polymer melt or solution through a spinneret, then drawing and winding onto a bobbin
Spinneret
die with multiple small holes, the term is a holdover from methods used to draw and twist natural fibers into yarn or thread
Spinning Variations
1. Melt spinning
2. Dry spinning
3. Wet spinning
Melt Spinning
Polymer is heated to molten state and extruded through spinneret
Used for polyester and nylon filaments
Final diameter wound onto bobbin may be only 10% of extruded size
Dry Spinning
Like melt spinning, but starting polymer is in solution and solvent can be separated by evaporation
Pulled through heater chamber
Used for filaments of cellulose acetate and acrylics
Wet Spinning
– Polymer is again in solution, only solvent is non-volatile
– To separate polymer, extrudate is passed through a liquid chemical that precipitates the polymer into strands
– Used to produce rayon
non-volatile
substance does not readily vaporize
Most widely use spinning variation?
Melt Spinning
Blow Molding
Molding process in which air pressure is used to inflate soft plastic in a mold cavity
Typical Products of blow molding
one-piece hollow plastic parts with thin walls - from bottles to large storage drums
Production quantity size of blow molding
Very High
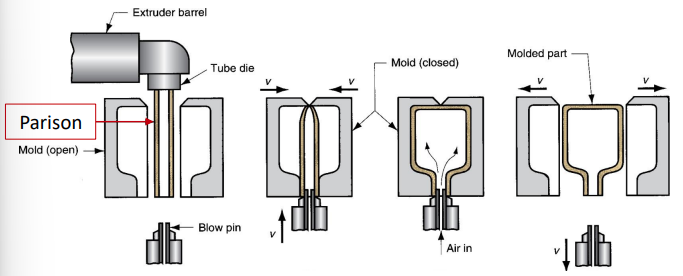
Parison
Starting tube used in blow molding. Formed by extrusion or injection molding
Types of blow molding
extrusion, injection
Extrusion Blow Molding
a) Extrusion of parison
b) Parison is pinched at top and sealed at bottom around blow pin as the mold closes
c) Tube is inflated (and cooled)
d) Mold is opened to remove part
e) Excess material trimmed off in secondary op
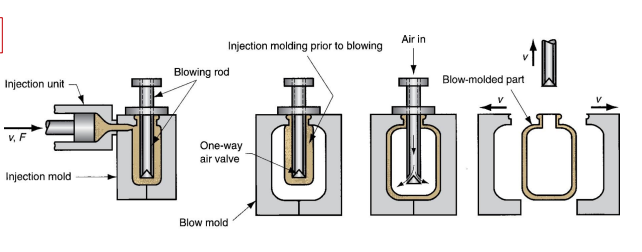
Injection Blow Molding
a) Parison is injected molded around blowing rod
b) Mold is opened and parison is moved to blow mold
c) Soft polymer is inflated
d) Mold is opened to remove part
Advantages of Injection Blow Molding
Higher production rates, greater accuracy, lower scrap rates, less material waste
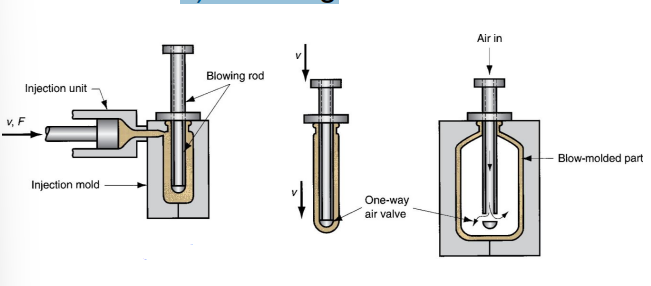
Injection Blow Molding — Stretch
a) Injection molding of parison
b) Stretching
c) Blowing
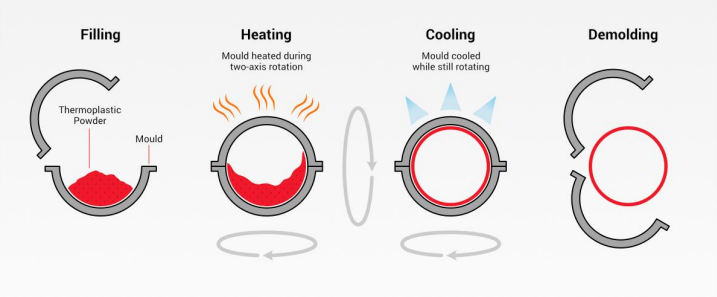
Rotational Molding
Process uses gravity inside a rotating mold to produce a hollow part shape. Alternative to blow molding for larger parts with more complex external geometries
Rotational molding production rates relative to blow molding
Lower production than blow molding
What type of polymers are used in rotational molding?
Mostly for thermoplastic polymers but thermoset and elastomer applications are not uncommon
Rotational Molding Process
Performed on three-station indexing table:
(1) Unload-load
(2) Heat and rotate mold
(3) Cool the mold

Thermoforming
Flat TP sheet or film is heated and deformed into desired shape using a mold
How is the sheet heated for thermoforming
Heating usually accomplished by radiant electric heaters located on one or both sides of starting plastic sheet or film
What products does thermoforming typically produce?
Widely used in packaging of products and to fabricate large items such as bathtubs, contoured skylights, and internal door liners for refrigerators
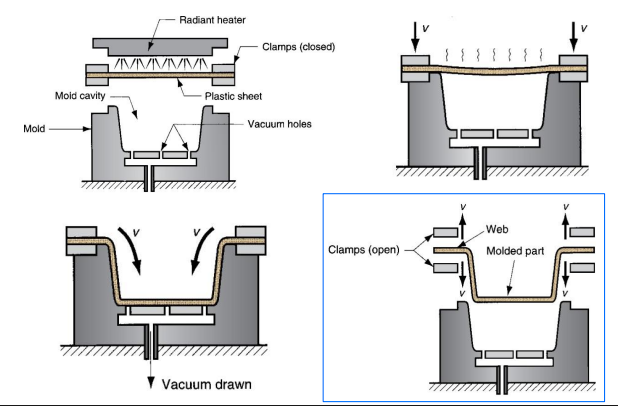
Vacuum Thermoforming Process
1. Flat plastic sheet is softened by heating
2. Softened sheet is placed over a mold cavity
3. Vacuum draws the sheet into the cavity
4. Plastic hardens on contact with the cold mold surface, and part is removed and later trimmed
Key process parameters for vacuum thermoforming
Sheet temperature/heating time
Polymer type and thickness
Vacuum pressure/location
Part geometry
What type of polymers are used in thermoforming?
Only thermoplastics can be thermoformed
Sheets of thermosetting or elastomeric polymers have already been cross-linked and cannot be softened by reheating
Thin films
blister packs and skin packs for packaging commodity products such as cosmetics, toiletries, small tools, and fasteners (nails, screws, etc.)
Thicker sheet stock
boat hulls, shower stalls, advertising displays and signs, bathtubs, certain toys,
contoured skylights, internal door liners for refrigerators
Thermoforming applications
thin films, thicker sheet stock
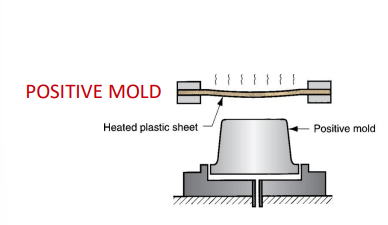
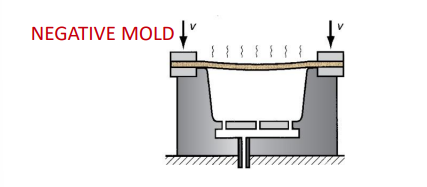
Thermoforming mold types
Positive (male) mold, Negative (female) mold
Positive (male) mold
convex shape
Negative (female) mold
concave shape
Where are the thicker regions of a sheet that is thermoformed?
The product is thickest where ever the sheet first comes in contact with the mold