IME144 Midterm
5.0(2)
Studied by 76 peopleCard Sorting
1/77
Earn XP
Description and Tags
Last updated 3:11 PM on 10/25/22
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
78 Terms
1
New cards
accuracy
The degree to which the measured value agrees with the true value or against the standard. Instrument must be maintained by proper and regular calibration.
2
New cards
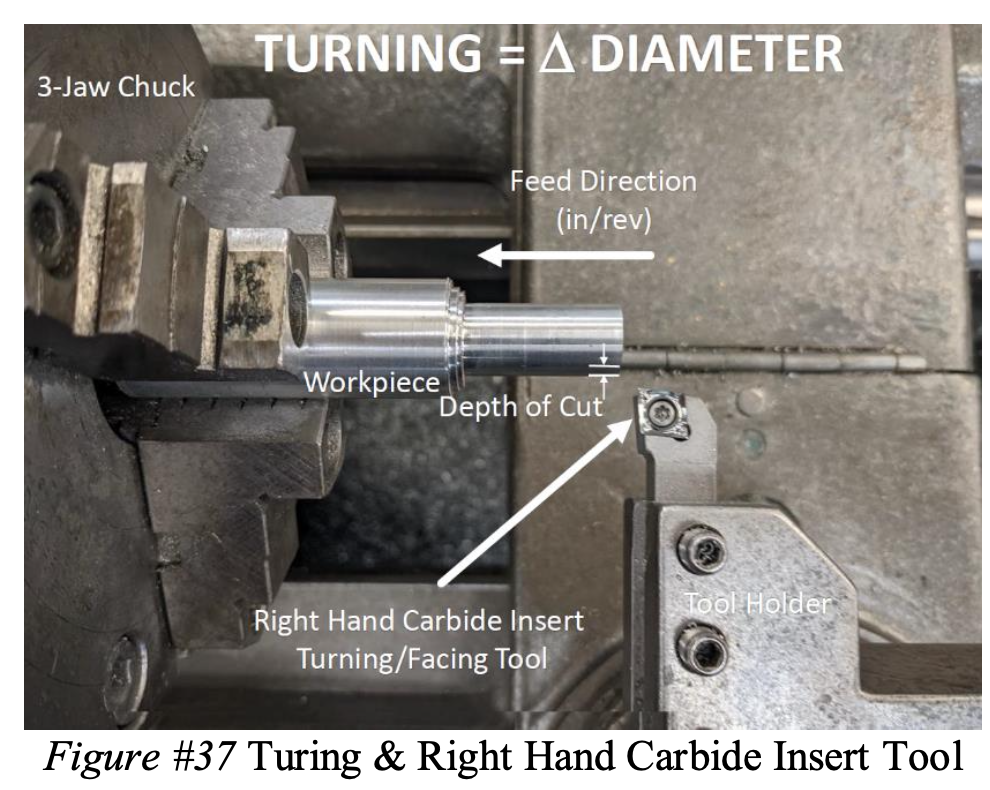
boring
Enlarging a hole with a SINGLE POINT CUTTING TOOL.
3
New cards
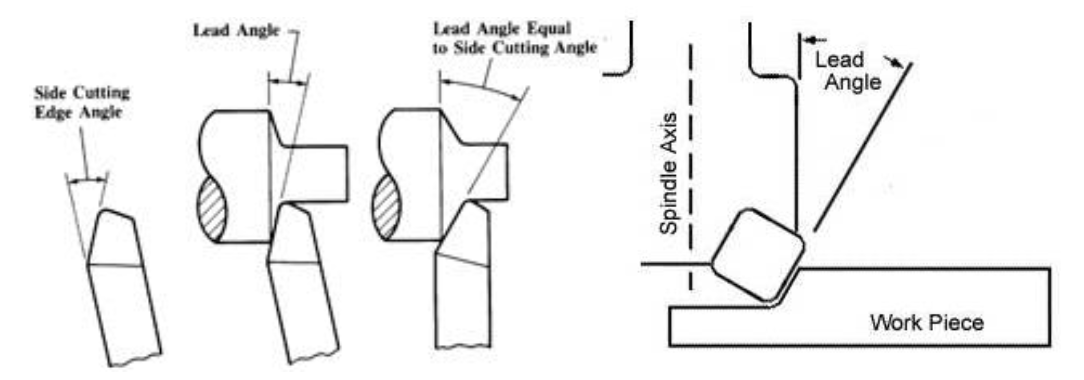
What lead angle do chamfer tools have?
45 degrees
4
New cards
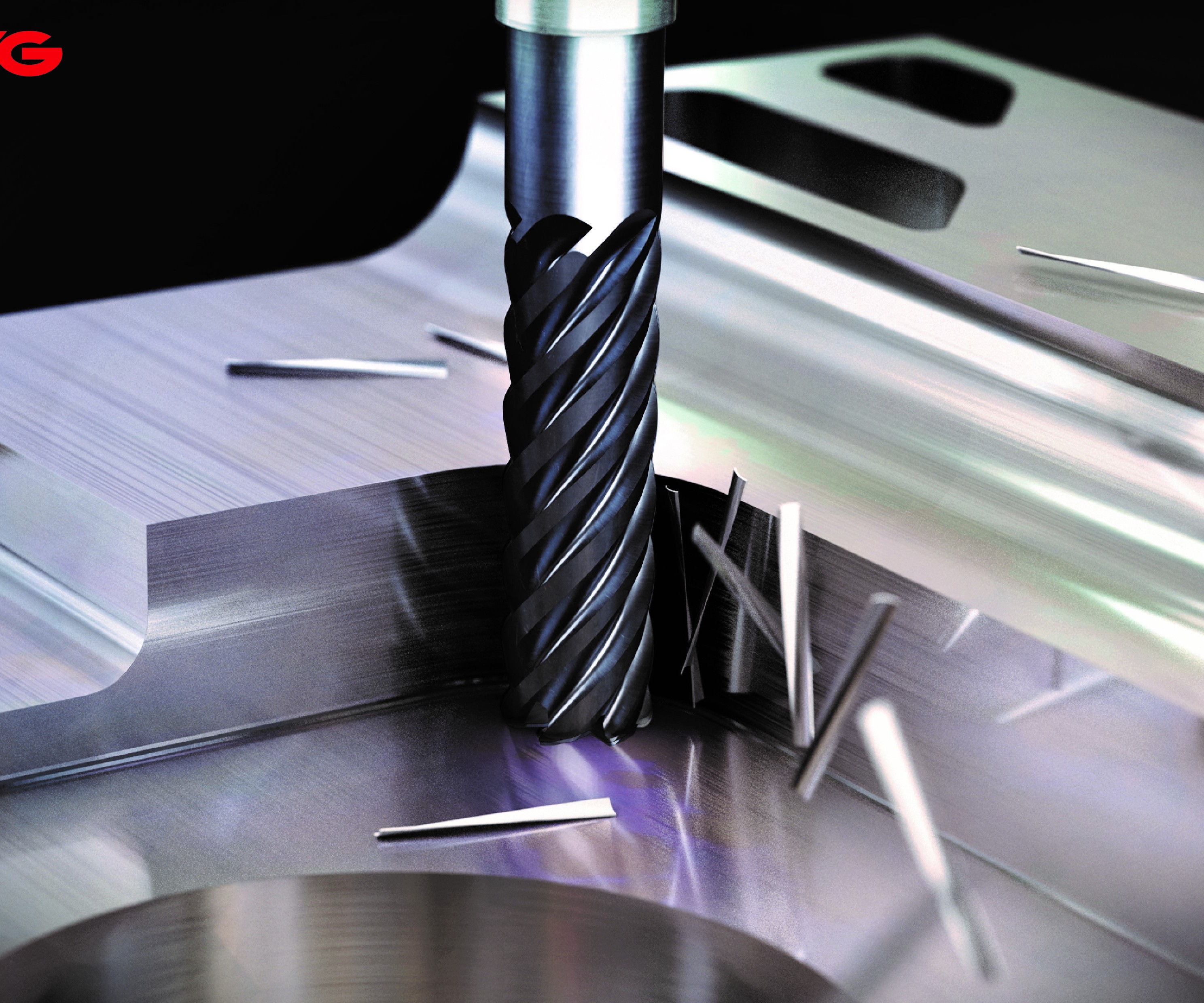
chips
Material removed from a part in all machine processes.
5
New cards
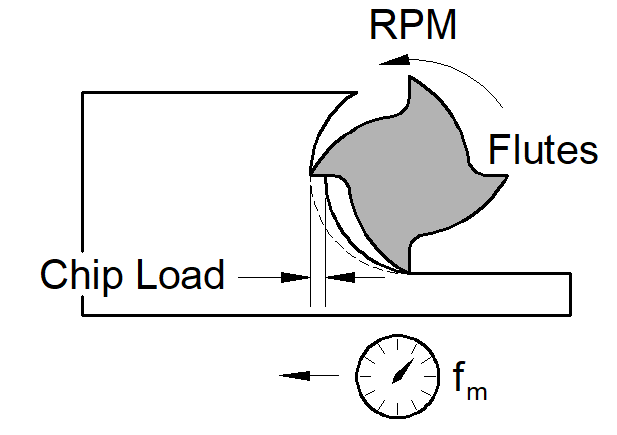
chip load
Cross sectional thickness of a tooth that shears off with a cutter.
6
New cards
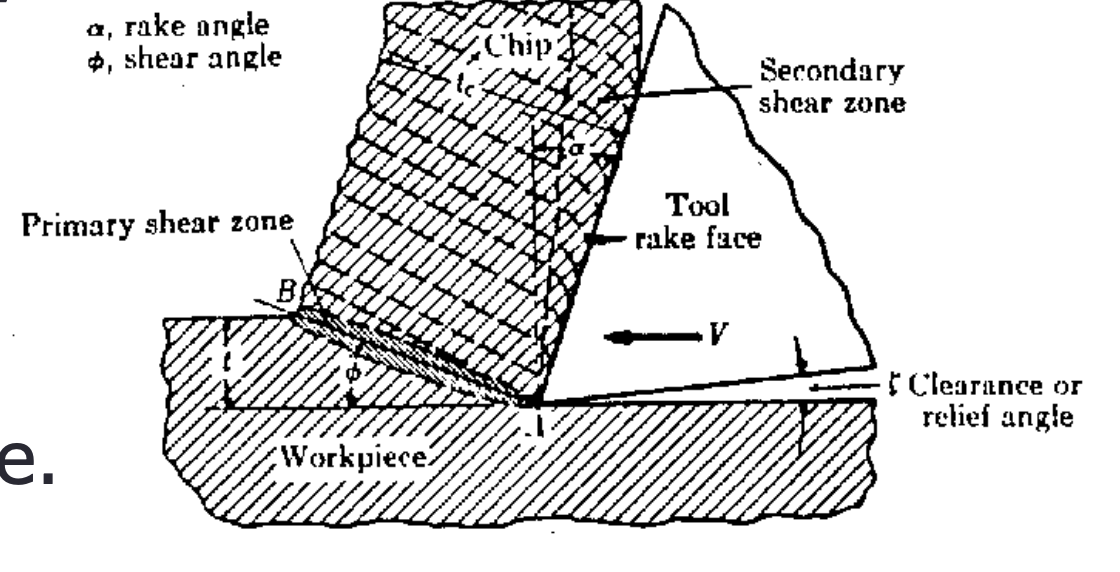
clearance angle
AKA relief angle. Angle of a cutting tool. Primary clearance angle prevents the cutting tool from rubbing against a workpiece. Secondary clearance angle must be large enough to clear a workpiece and allow chips to escape.
7
New cards
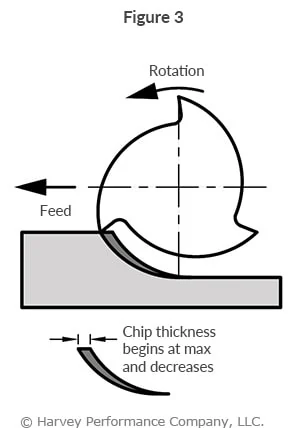
climb
A direction in milling. We prefer climb milling over conventional milling, as climb milling creates thick-to-thin chips that minimize tool overheating. Pictured is climb milling.
8
New cards
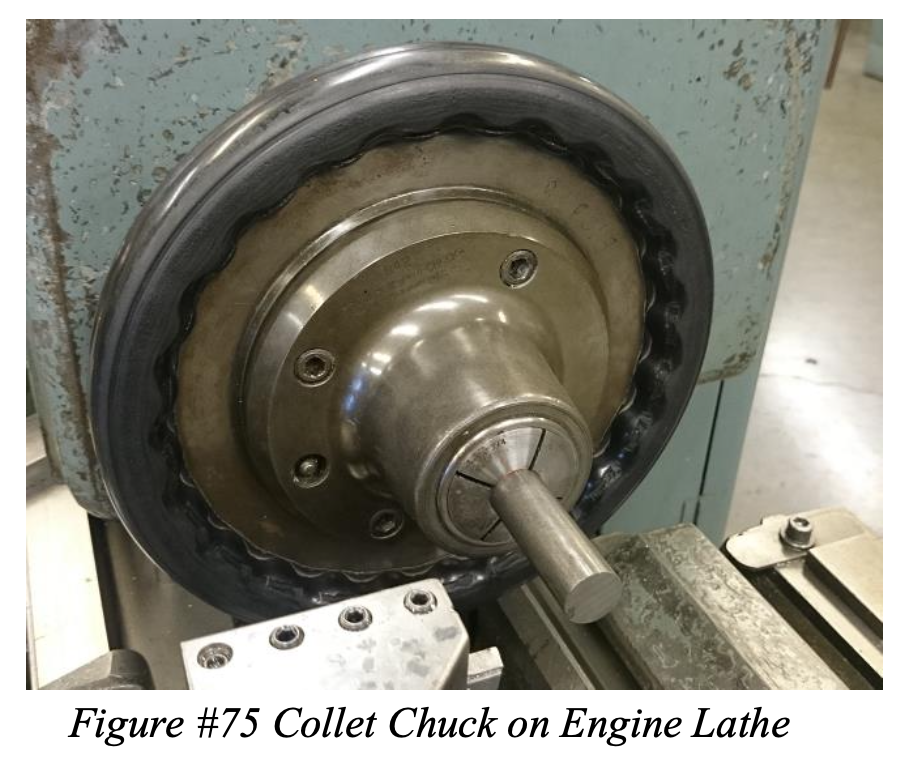
collet chuck
Used to secure parts. Acts as a collar around an object being held. Not to be confused with a three jaw chuck.
9
New cards
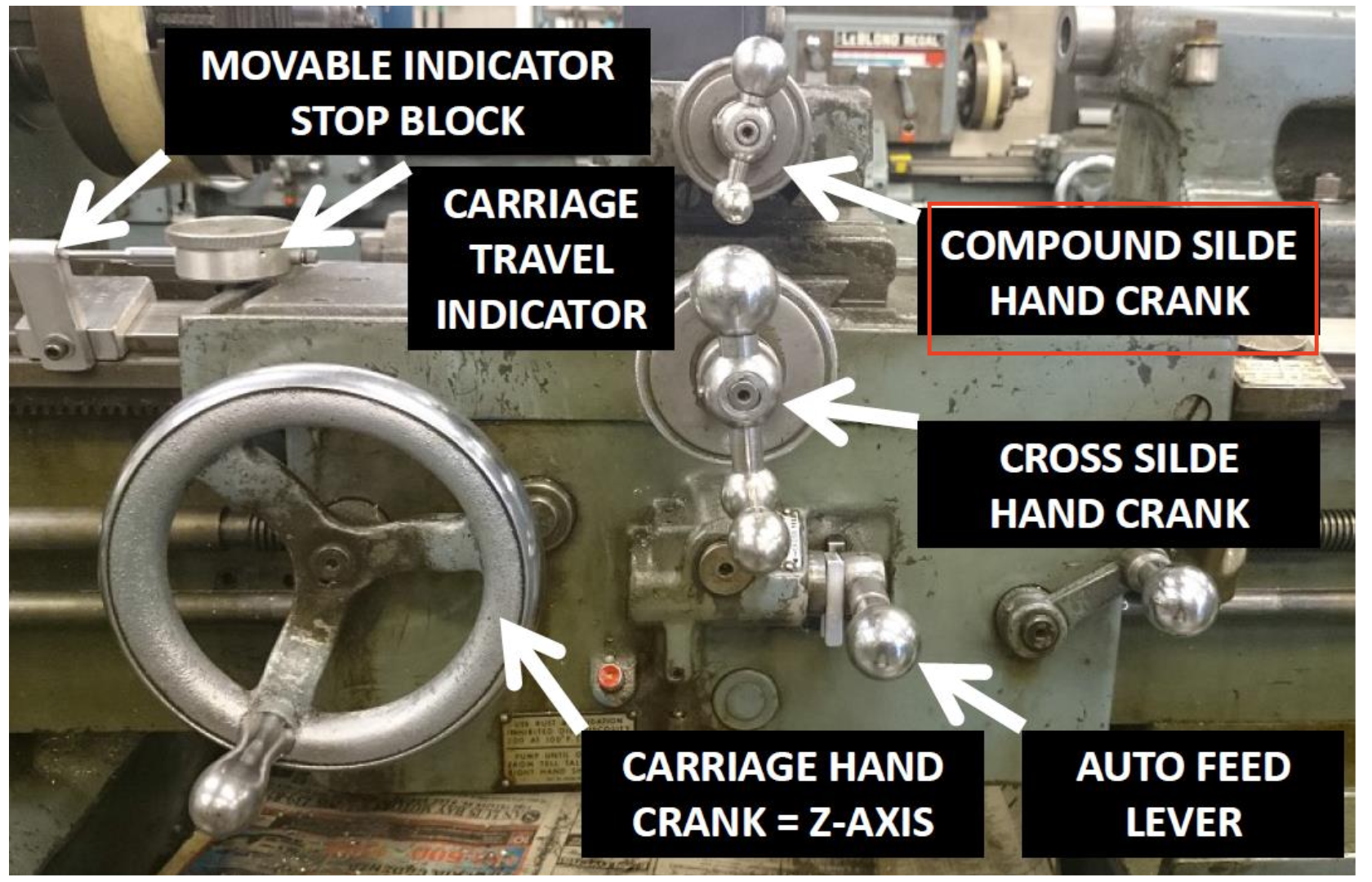
compound slide
The slide of a lathe that goes "diagonally." Reads in diameter.
10
New cards
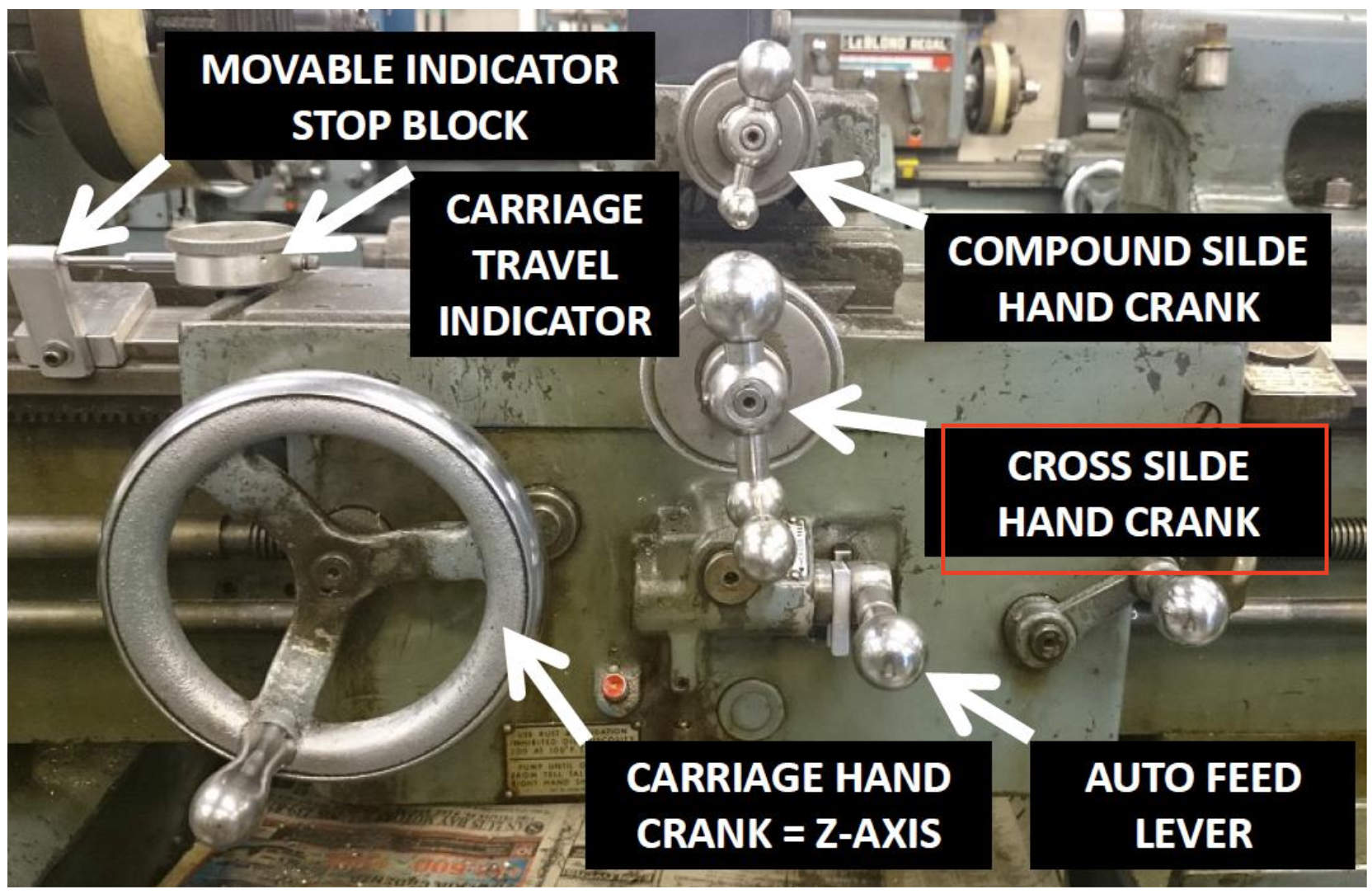
cross slide
The slide of the lathe that goes "in" to set the depth of cut. Reads in diameter.
11
New cards
cutting fluids
Cool & lubricate.
12
New cards
materials for cutting tools
carbide, high speed steel, carbon steel. carbide is faster than high speed steel is faster than carbon steel. remember BIDEN HAS CAR (carBIDE, HS steel, CARbon steel)
13
New cards
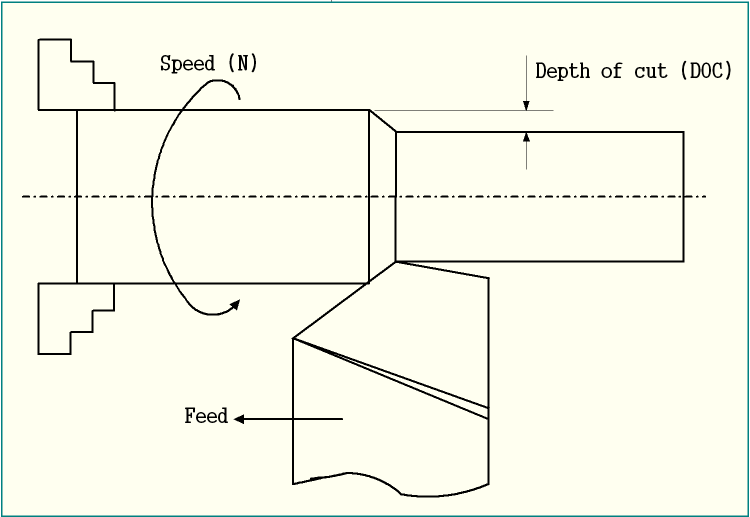
depth of cut
How deep you go in a cut.
14
New cards
die
Used for threading in thread callouts for A (used for doing external threads). KNOW DIFFERENCE FROM TAPPING
15
New cards
drilling
Machining process that makes a hole
16
New cards
edge finder
Finds the edge of a part
17
New cards
end mill
Peripheral milling of a part, does work parallel to a surface of a part.
18
New cards
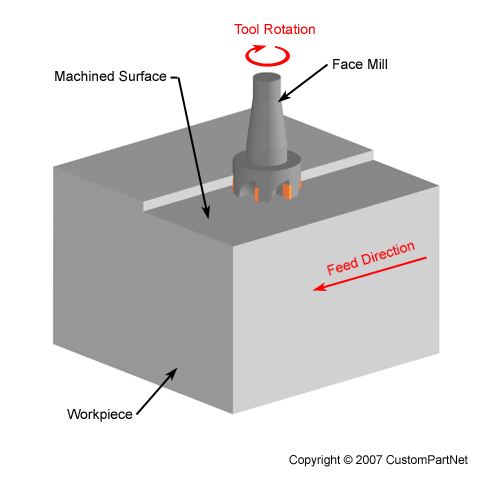
face milling
Face milling of a part, does work normal (perpendicular) to a surface of a part.
19
New cards
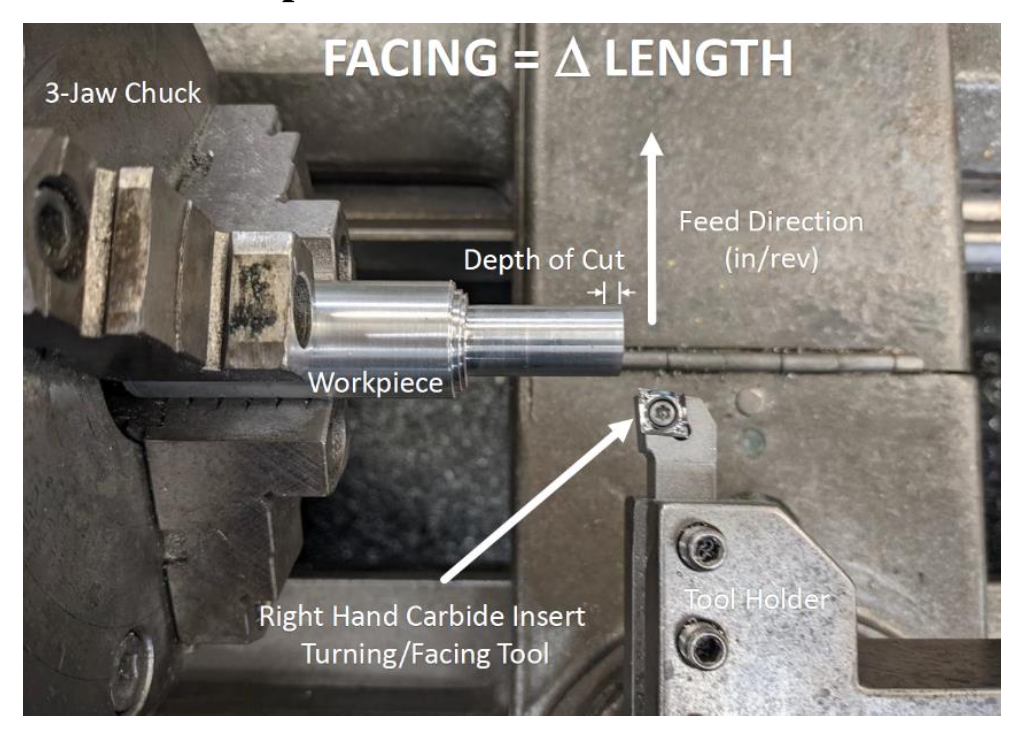
facing
On a lathe, cutting off the front of a part. Know the difference between facing and turning.
20
New cards
reaming
Fixed to an exact size with reamer, this process creates a hole to a tight tolerance, good for press fitting.
21
New cards
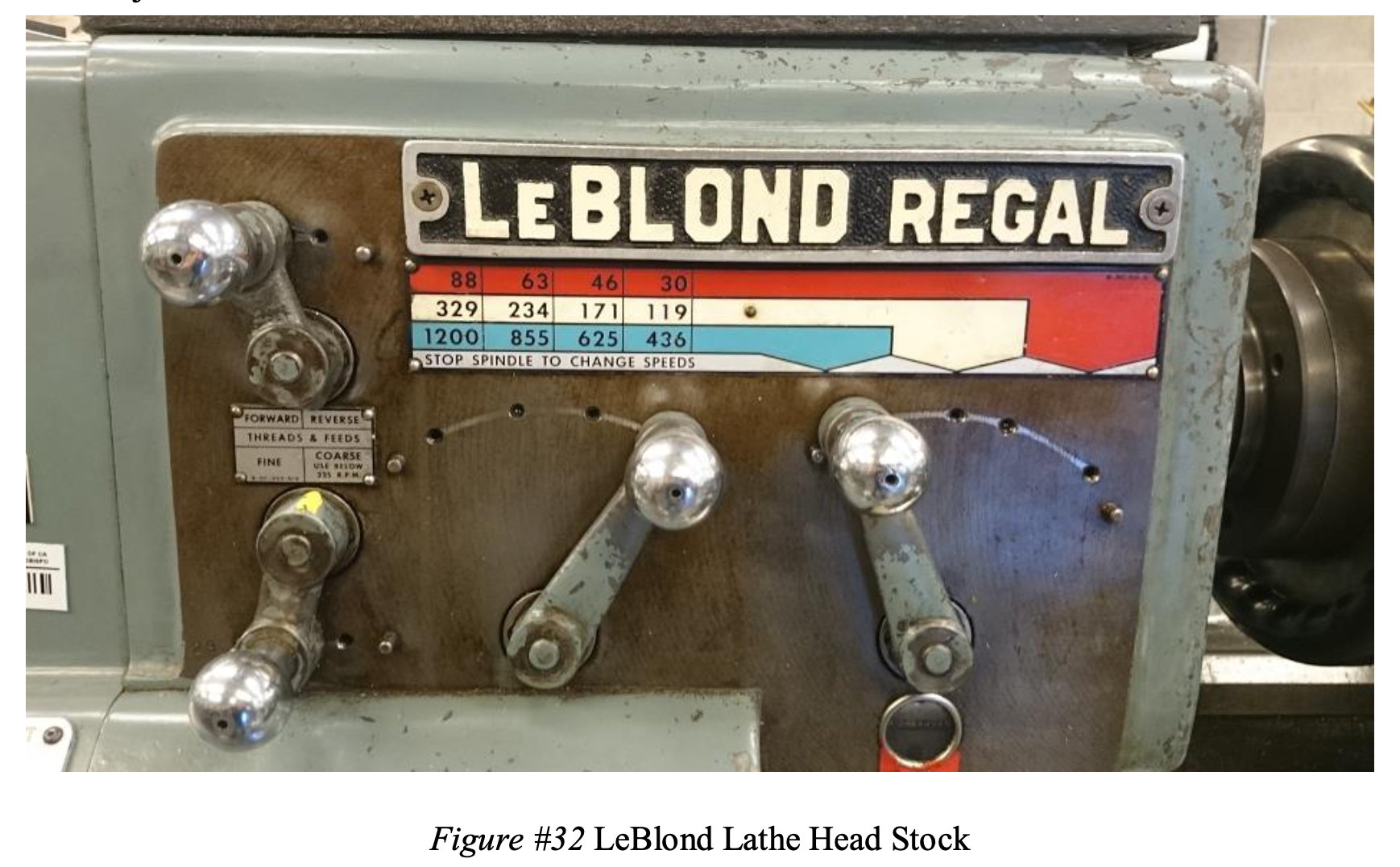
head stock
On a lathe, where we adjust stuff.
22
New cards
units for mill table feed
in/min
23
New cards
units for lathe feed rate
in/rev
24
New cards
lead angle
The angle between a cutting edge of a tool and the workpiece.
25
New cards
machine tools
All machining is done on machine tools.
26
New cards
milling
Stationary multi tooth rotating tool, you feed your part past it.
27
New cards
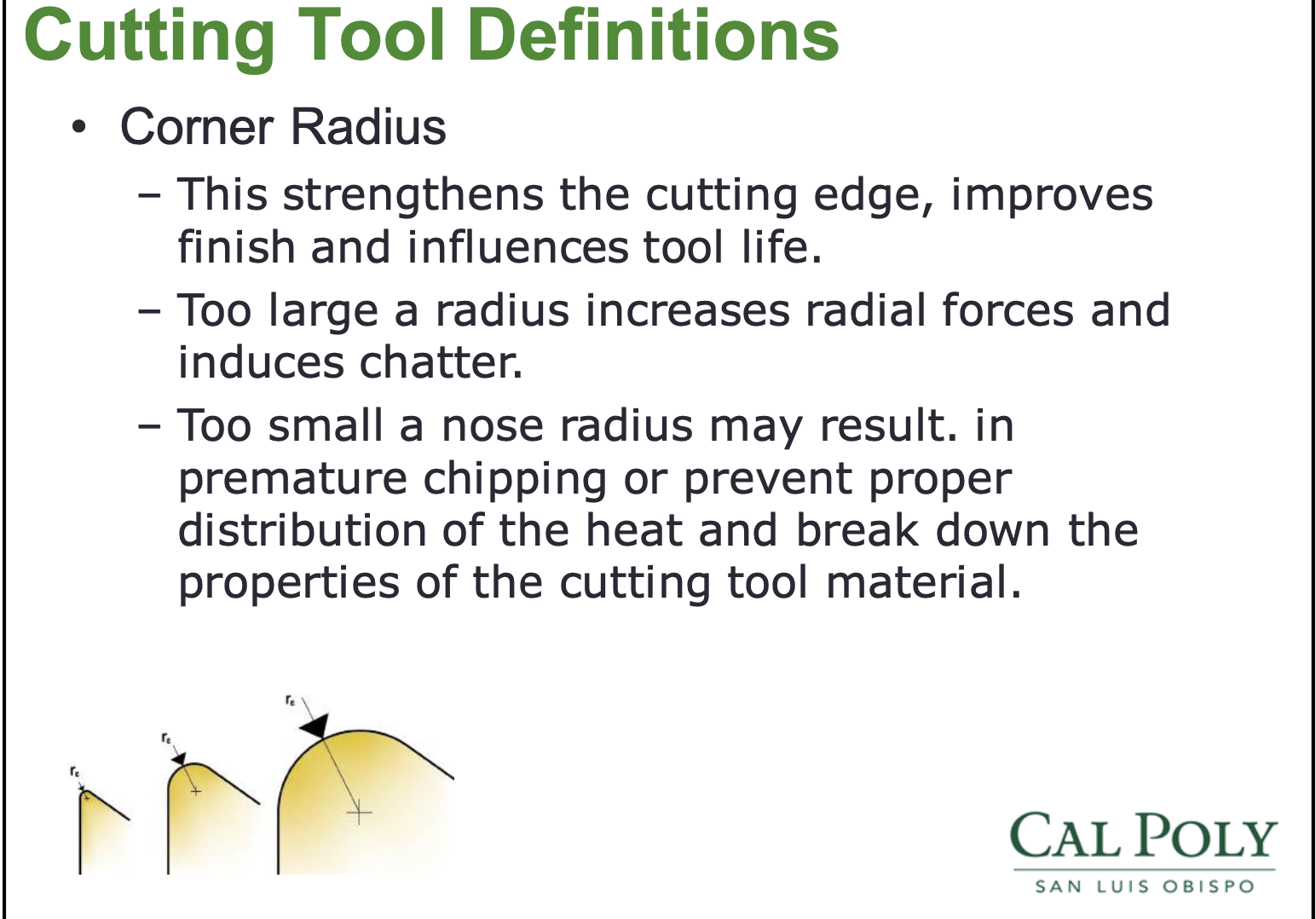
nose radius
Strengthens cutting tool, improves finish & impacts tool life.
28
New cards
precision
Also known as repeatability. Precision is the degree to which the instrument provides repeated measurements of the same standard.
29
New cards
Peripheral milling
Does work parallel to a surface of a part.
30
New cards
primary industry
Cultivate & exploit natural resources
31
New cards
secondary industry
Converts primary industry outputs into products.
32
New cards
tertiary industry
Service sector of economy.
33
New cards
primary datum
Surface of a part, it is a plane. 3 degrees of freedom constrained.
34
New cards
secondary datum
Line that the part is positioned against. 5 degrees of freedom constrained.
35
New cards
tertiary datum
Part is positioned against this point. 6 degrees of freedom constrained.
36
New cards
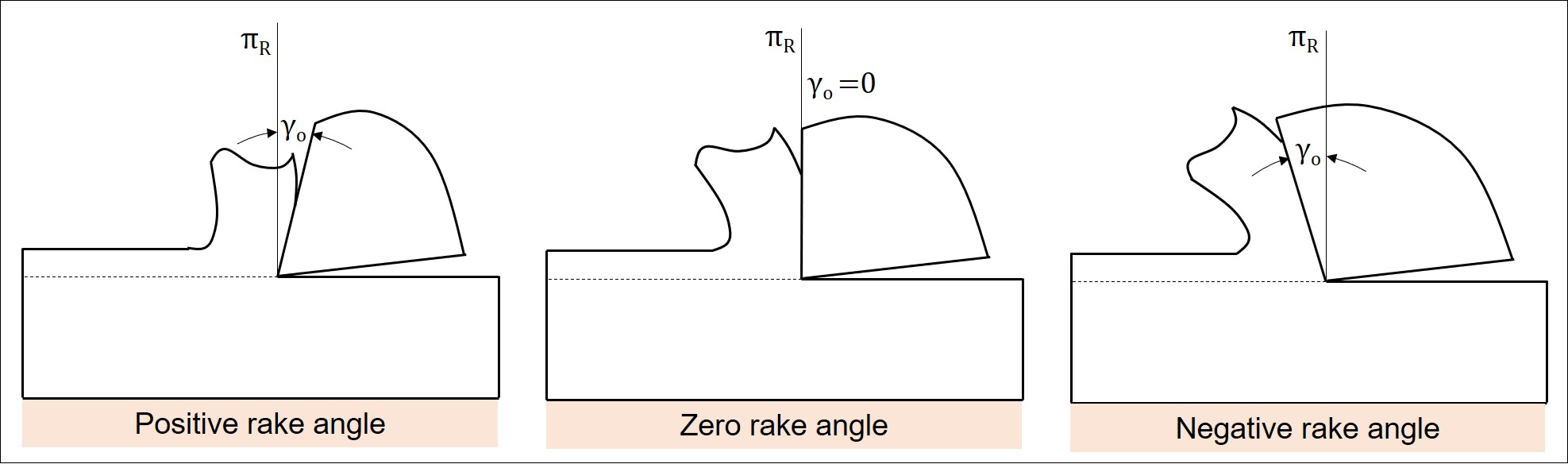
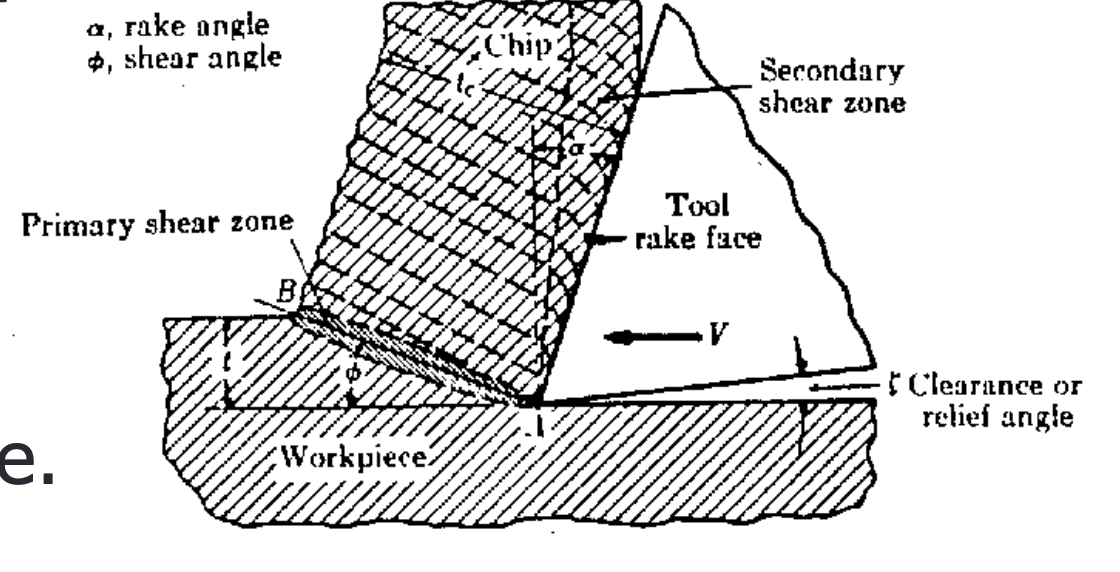
rake angles
The angle at which a cutting tool meets with a rake surface when cutting a part.
37
New cards
relief angle
AKA Clearance angle. Angle of a cutting tool. Primary clearance angle prevents the cutting tool from rubbing against a workpiece. Secondary clearance angle must be large enough to clear a workpiece and allow chips to escape.
38
New cards
rule of 10
Measuring device must be 10x more precise than specified tolerance.
39
New cards
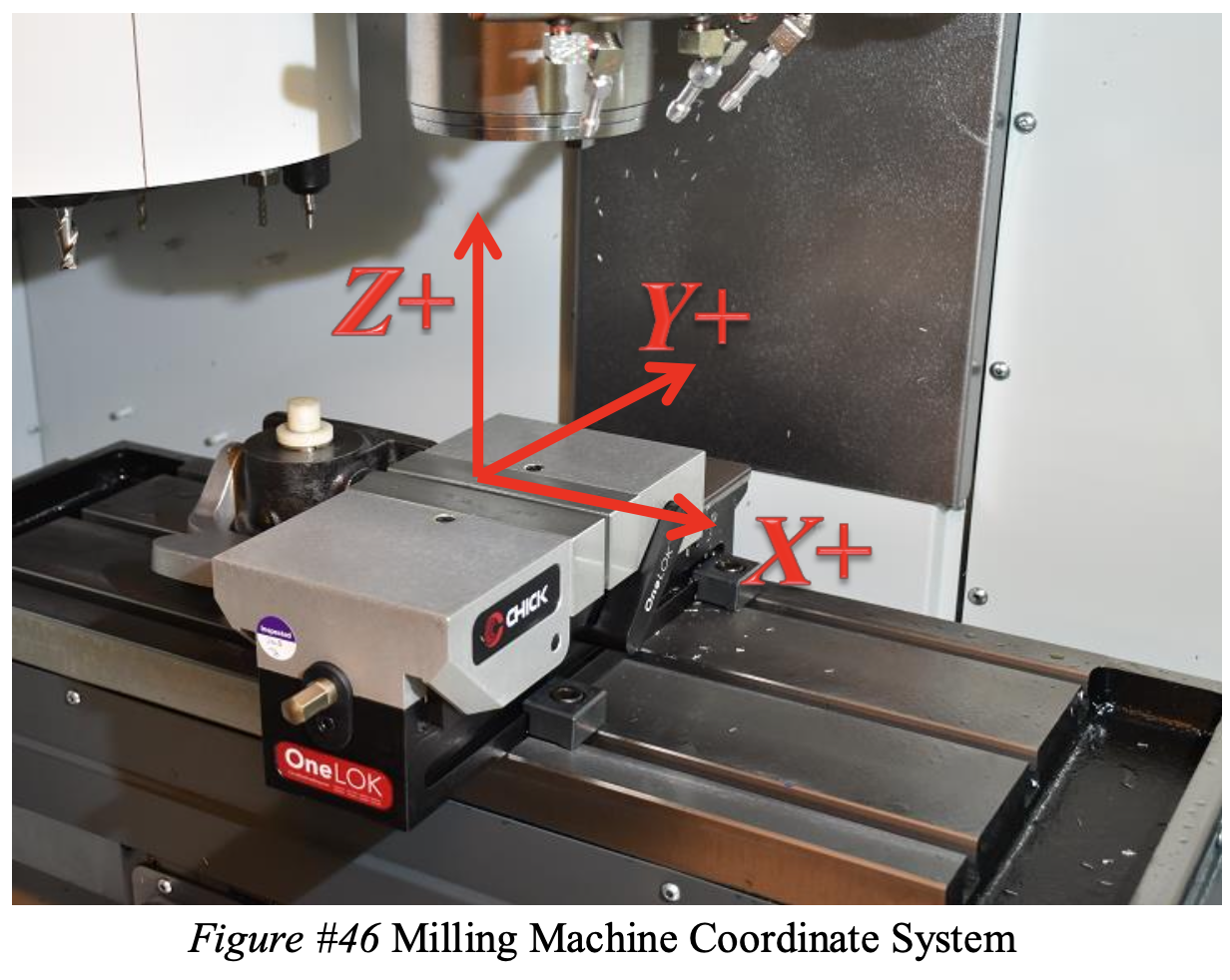
right hand rule
For identifying axis of CNC coordinate system. See image attached.
40
New cards
RPM
revolutions per minute
41
New cards
sawing
A machining process using blades as a cutting tool.
42
New cards
shear
The act of removing chips from a part. Exposes cutting tools to stress and high temperatures.
43
New cards
spindle
Something that rotates on a machine
44
New cards
surface speed
velocity between tool & workpiece, when the surface speed is too high, the tool gets too hot
45
New cards
tailstock
part of lathe used for drilling, etc.

46
New cards
tap
Used for threading in thread callouts in B (internal threads).
47
New cards
thread class
number 1,2, or 3 that identifies the tightness of thread. 1 is loose, 2 is medium, 3 is tight.
48
New cards
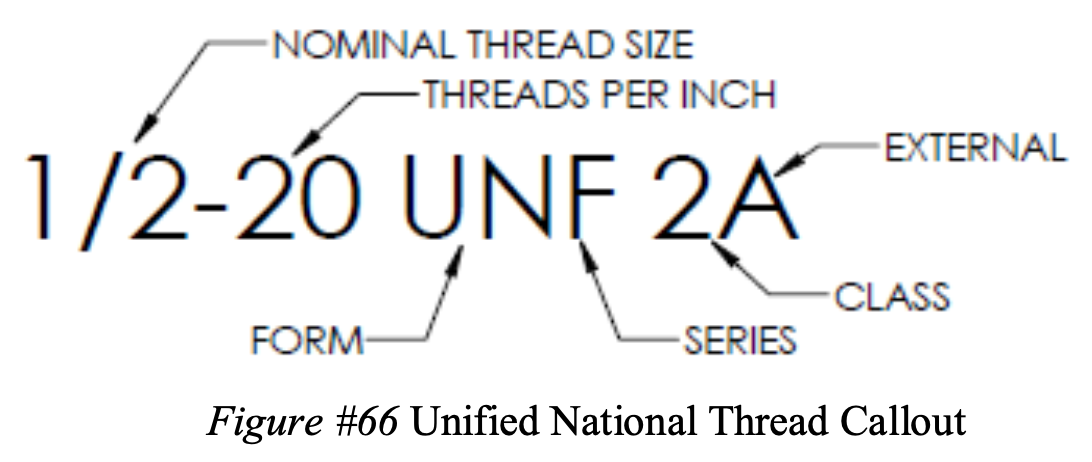
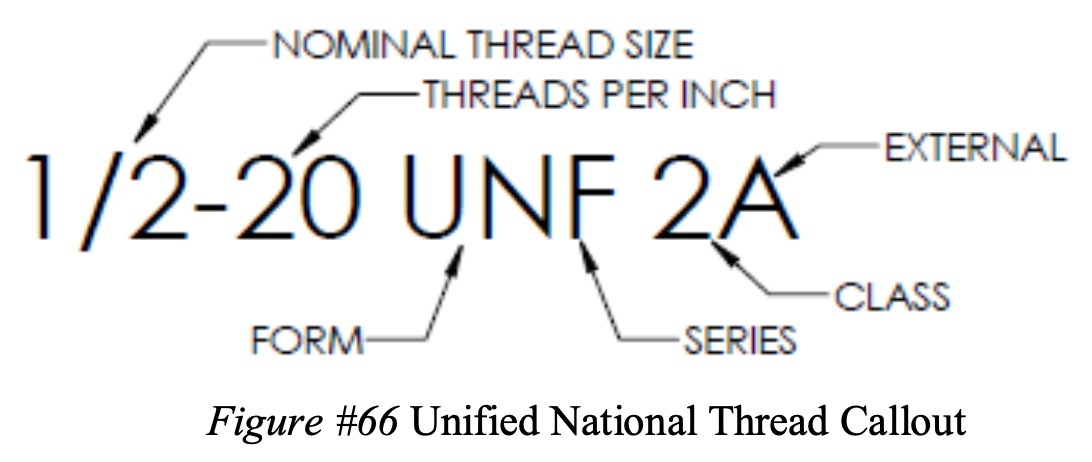
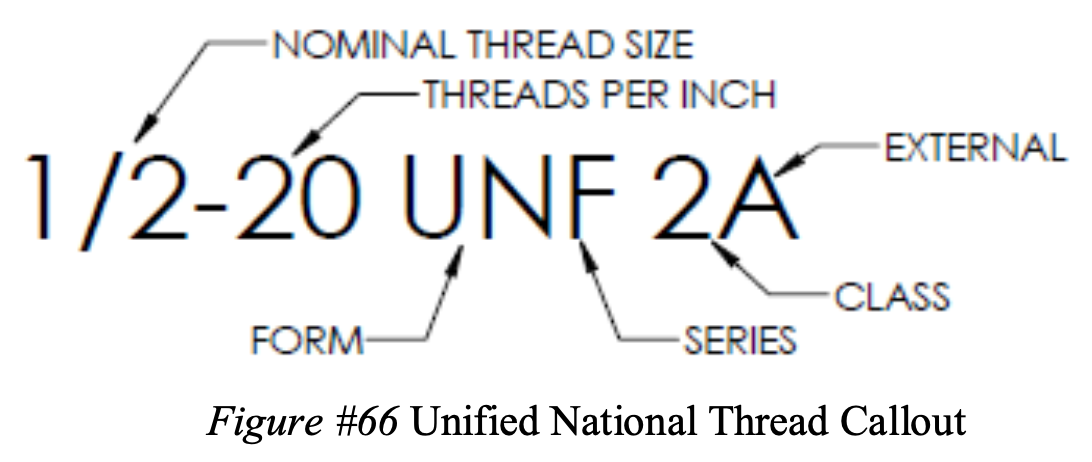
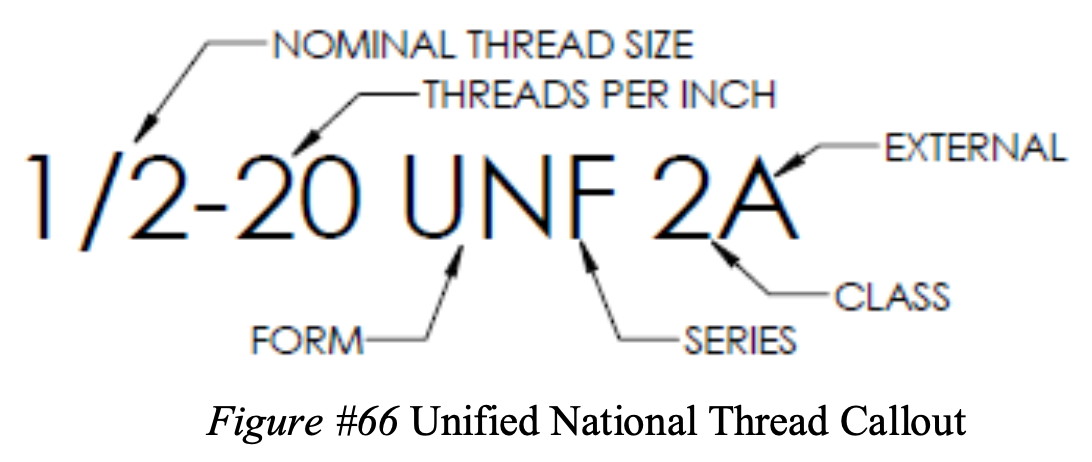
thread size
size of a thread. appears first in a thread callout.
49
New cards
thread pitch
thread pitch = 1/TPI where TPI is threads per inch.
50
New cards
threads per inch
appears after thread size in thread callout.
51
New cards
three jaw chuck
used for holding workpieces or tools, has 3 "jaws" that get tightened to hold things in place

52
New cards
turning
On a lathe, cutting off the sides of a part. Know the difference from facing.
53
New cards
twist drill
another way to say drill
54
New cards
vise
part of the mill that holds parts in place
55
New cards
work coordinate system
origin or "0 point" for program or part
56
New cards
width of cut
how wide of a cut you make in a part
57
New cards
spot drill/center drill
creates conical hole for drill bit to drill in the right location
58
New cards
4 ways to specify drill size
fractional, metric, number, letter
59
New cards
MMC
most material condition, for shafts it is the largest number, for holes it is the smallest number
60
New cards
LMC
least material condition, for shafts it is the smallest number, for holes it is the largest number
61
New cards
if a part has negative allowance and negative clearance, what kind of fit does it have?
interference fit
62
New cards
if a part has negative allowance and positive clearance, what kind of fit does it have?
transition fit
63
New cards
if a part has positive allowance and positive clearance, what kind of fit does it have?
clearance fit
64
New cards
UNC
unified national coarse
65
New cards
UNF
unified national fine
66
New cards
thread angle
60 degrees
67
New cards
thread engagement
75%
68
New cards
UNEF
unified national extra fine
69
New cards
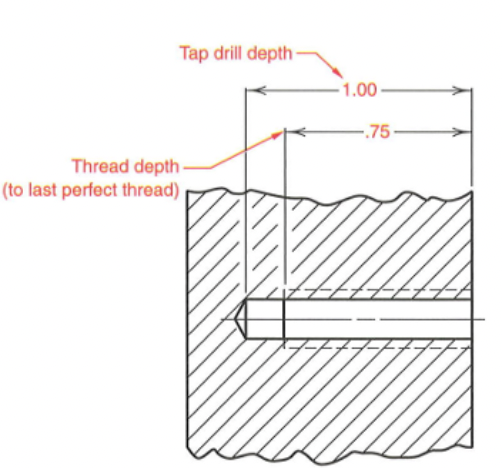
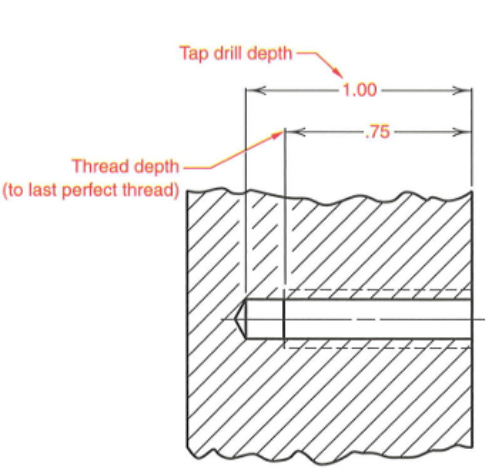
depth of thread
at end of thread callout, gives thread depth for good internal threads, DIFFERENT FROM TAP DRILL DEPTH
70
New cards
tap drill depth
distance from top to very bottom of tapped area
71
New cards
nodes
where we want a feature to be located
72
New cards
runout
how well something rotates around a central axis
73
New cards
feature control frame
for specifying gd&t
74
New cards
contour rule
when dimensioning, always dimension where the contour shows the most (the part that sticks out/is easy to measure with a caliper)
75
New cards
cold saw
circular saw creates precise, burr-free cuts w/ no sparks or generating heat
76
New cards
RPM calculation
N=4V/d
77
New cards
feed rate calculation
F = N x ft x t
78
New cards
broaching
makes holes not round. does not create holes, changes shape of holes. for example, hexagonal shapes.