11. Materials: aluminum and PET
1/21
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
22 Terms
Rules on PET bottles
Should contain 25% recycled content
Recycled content should come from EU
This starts 21 november 2027
You can include recyled content from outside the EU, but does not count towards 25%
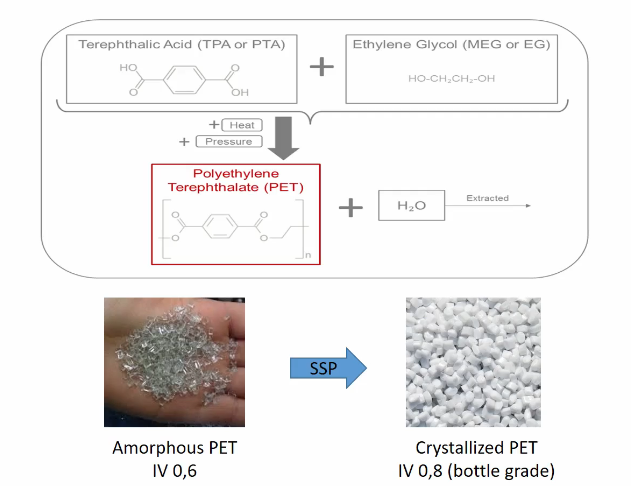
What is PET made up of?
Terephthalic acid (TPA or PTA)
Ethylene Glycol (MEG or EG)
Combined with heat and pressure creates PET
The combination makes sure it is not too brittle
Why is PET popular?
Transparant
Light weight
Strong
Safe
Recyclable
Good barrier properties
Versatile
Environment safe
PET (or polyester) is used in synthetic fibers, trays and packaging
How to produce a bottle?
ISBM = Injection stretch blowmoulding (2 step)
Injection of a preform
Blowing of a bottle (happens at factories e.g. unilever they receive preform from a different factory)
Glass transition temperature PET?
Tg for PET is 70-75 degrees Celsius.
Tg marks temperature platform - rubbery phase - where PET can be formed.
PET stretch blow - molding
Within Tg platform - rubbery phase - PET (preform) is ready for stretch-blow moulding process
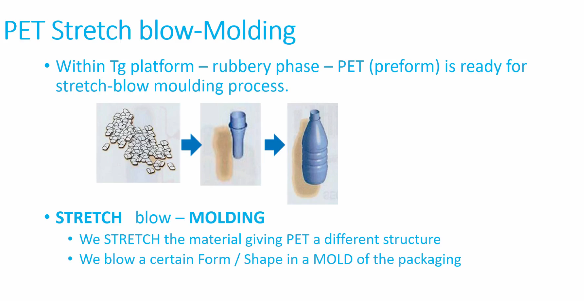
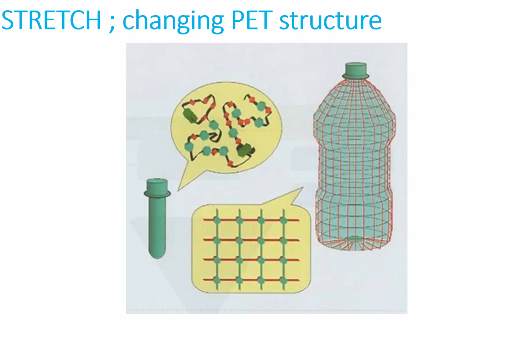
Why is stretching of PET necessary?
Use PET efficiently
Makes it stronger
Allows polymers to organize and stretch (before is spaghetti and afterwards organized)
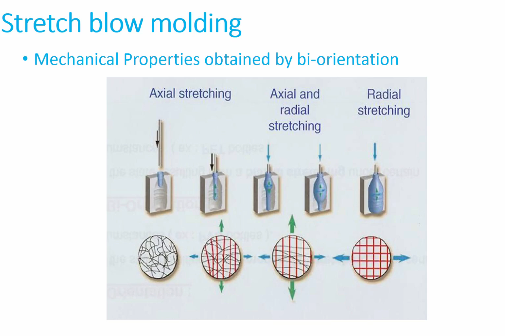
Steps in blow molding
Axial stretching
Axial and radial stretching
Radial stretching
Allows polymers to organize and stretch = gives the containers strength and heat-resistance (sometimes necessary for vacuum and high-process temperatures)
PET and shelf life
Different barrier options in the PET tool-kit
Also cap should have a good seal otherwise CO2 might get lost
Mono layer vs multi layer
Monolayer = blend of PET and barrier polymer active barriers (~3 months shelf life)
Multilayer = sandwiched layer of high gas barrier polymer active or passive options (~9 months shelf life)
Depends on how much CO₂ loss they will accept
Rules mixing materials 2030
Monolayer cannot be two different plastics because than they cannot be separated anymore
Therefore mono layers should consist of one material
If you want more materials you should make a bottle with a multilayer
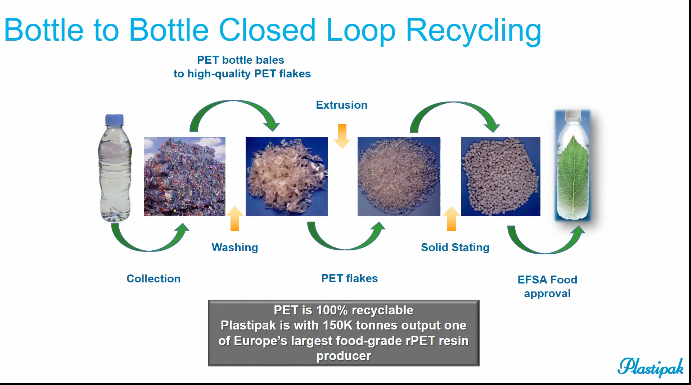
Bottle to bottle closed loop recyling
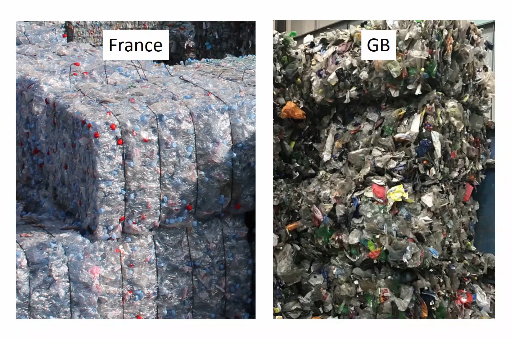
Difference in PET separation between countries
France has bottle return system “statiegeld” which Great Britain does not
Therefore in France it is well separated and GB contains a lot of other waste too
pakPET
New technology where bottles are recycled back to flakes
Bottles are then made out of 70% vPET and 30%rPET
What are things that need to be taken into consideration when making PET packaging?
Food filling
Food can be filled cold or hot
Differences in filling techniques
PET hot fill process
Standard hot fill temperature for juices is 85 degrees C
Extra strength (crystallinity) required to withstand > Tg temperature
Special blowing technique; hot blow-mould
Vacuum-resistant packaging required for cooling down
Controlled absorption of vacuum through base design and panels
Hot fill temperatures for food > higher temperatures
More crystallinity required
More vacuum absorption required
Glass vs. PET in terms of carbon footprint
A PET jar has half the carbon footprint of its glass equivalent
Metal as a packaging material
Steel
Contains tin plate layer (usually for food cans)
aluminium (all beverage cans are now aluminium)
Why is aluminum used?
infinitely recyclable
Perfect barrier against light and oxygen
Steps from coil to can
Metal coil is added (looks like toilet roll)
Bottom of can is created
Bottom of can is attached to top and is slid through circles that extend the can.
Excess can is cut off
UV rim coating
Printing on can
Inside coating
Neck has to be specific size to ensure standard size
Often takes multiple steps to prevent aluminium from breaking
Cans are packaged on pellets.
Steps from coil to can end
is done 24/7
10 billion units in one factory, between 600000 and 700000 per hour
colored coils as starting material
re-closable has not really been accepted
can end and can body separately shipped to the customers
Ends are cut out
Ends are curled
A type of glue or compound is added that allows the can end to be attached to the can
Can tab is added to lid
Process of printing on can
First is printed on sheet color by color and then this sheet is put on the can
Currently on the outside htere is a lot of BPA - everywhere there is color there is BPA
this will have to go in the near future
