Week 4 - Additive Manufacturing 1
1/6
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
7 Terms
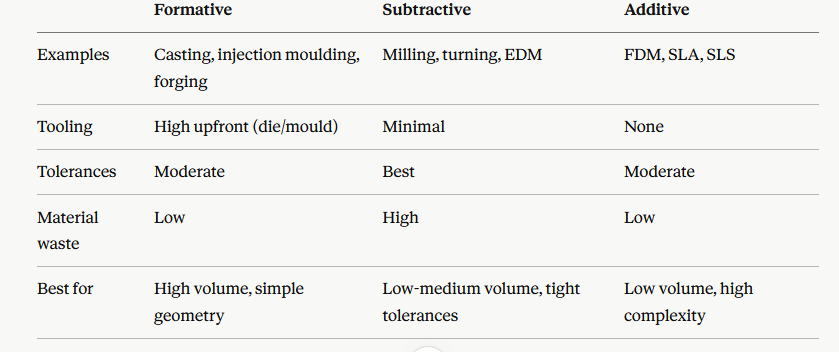
Additive manufacturing vs subtractive vs forming
AM Cost Vs Colume and Complexity
Cost vs Volume
Formative: high upfront, but low after that, wins at high volume
AM: Low upfront, but roughly keeps same and loses after lot of points.
Cost vs Complexity
Traditional methods: Cost rises significantly with complexity
AM: Complexity and customization are free, no difference in cost.
Build orientation and support structures
Build orientation affects:
Surface finish (staircases)
Build time (taller orientation = longer)
Support requirements
Mechanical properties (anisotropy)
Supports:
Typically required over 45 degrees.
Needed for both mechanical and sometimes thermal management.
Post processing can be 40-50% of total cost.
Want to remove as many supports as possible.
Material extrusion + Advantages/Disadvantages
Thermoplastic filament is heated into nozzle and extruded layer by layer. Previous layer is partially remelted by new layer.
Advantages:
Low capital investment
wide range of materials available
Can make objects of varying density
Can do multi colour or material with different nozzles
No protective atmosphere required, can be scaled.
Disadvantages:
Poor dimensional tolerance
Warping and distortion common.
Resolution linked to build rate.
Supports require removal and often post processing.
Anisotropic parts, stronger in xy plane.
VAT Polymerization + Advantages/Disadvantages
Can be done SLA (laser traced) or DLP (Whole layer at once), but works by using UV light to cure liquid resin thermosets, layer by layer.
Advantages:
Fine details possible with an accurate smooth finish.
Complex geometries achievable.
Build rates commercially are quire fast.
Least anisotropic of all AM.
Process is scalable and large prints possible.
Disadvantages:
Limited range of materials, typically with poorer themomechanical properties.
Requires wash, rinse and UV cure all post processing.
Supports materials required, and can’t be a different material.
No vertical stacking of parts in build chamber.
Binder Jetting + Advantages/Disadvantages
Spread each powdered layer with a roller, a jet binder glues particles at necks, repeated layer by layer.
Advantages:
No support needed, as powder does so.
Can stack parts into the build chamber.
No residual stresses as no heats used.
No protective atmosphere.
Can make colours.
Comparatively fast and cheap.
Disadvantages:
Parts made are inherently porous, with 50-70% usual density.
Green parts (pre-processin) are weak and fragile.
Can postprocess to improve properties, but this leads to stresses.
AM When and when not to use
Use when:
Low volume
High complexity
Mass customization needed
On demand, with low lead time needed.
Don’t use when:
High volumes
High tolerances required
Material properties need to be strong.
Part is large and simple.