LEAN ispit
1/46
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
47 Terms
Koje 4 vrste proizvoda razlikujemo?
Razlikujemo 4 vrste proizvoda: procesni, hardverski, softverski i usluge.
Sta je proces rada,a sta operacija rad?
Proces rada predstavlja skup operacija rada i obuhvata aktivnosti koje pružaju podršku njihovoj realizaciji i kvalitetu (kontrola, transport i međuskladištenje)
Operacija rada predstavlja zaokruženi deo procesa rada koji se obavlja na jednom radnom mestu pomoću odgovarajućih sredstava za rad od strane jednog ili više učesnika. Osnovni elemnti svake operacije rada jesu zahvati
Sta je zahvat montaze i koje zahvate razlikujemo
Zahvat montaže – elementarni činilac tehnološkog postupka rada
Vrste zahvata: osnovni, pomoćni, dopunski i pripremno završni (*pročitaj iz knjige čisto informativno)
Vreme trajanja izrade proizvoda i trajanje operacija?
Vreme trajanja izrade jednog predmeta: tii= tio+tip+tid
Vreme trajanja operacije za jedan predmet rada: toi=tii+tpz
Struktura vremena trajanja operacije rada u osnovi može da se razdvoji na:
- Aktivnosti koja dodaje vrednost proizvodu (DV- dodaje vrednost)
- Aktivnost koja ne dodaje vrednost proizvodu (NDV- ne dodaje vrednost)
Koje gubitke prema lean principima razlikujemo?
To su:
MUDA
MURA
MURI
Objasni MUDA gubitke prema lean principima?
MUDA – označava rasipanje. To jest sve ljudske aktivnosti koje troše resurse, a ne stvaraju vrednost.
7 tipova MUDA (waste)- gubitak, nepotrebni trošak:
- Prekomerna proizvodnja
- Čekanje
- Transport
- Neodgovarajuća obrada
- Velike zalihe
- Nepotrebno kretanje
- Škart
- Neiskorišćen ljudski potencijal
Objasni MURA gubitke prema lean principima?
MURA – gubitak usled neujednačenosti, neuravnoteženosti ili nedoslednosti Posledice mogu biti neke od 7 gore navedenih, posledica MURA jeste pojava MUDA Usled neuravnoteženih zahteva prema procesima rada, postavljaju se nerealni zahtevi prema procesima i ljudima, što za posledicu ima stvaranje zaliha i gubitke.
Protiv MURA se borimo povećanjem otvorenosti logističkih lanaca, promenom u dizajnu proizvoda i kreiranjem standardnih operativnih procedura.
*primer: ako se rezultati mere jednom mesečno, verovatno niko ništa neće raditi do dva dana pre merenja i onda će svi sve da rade e upravo to predstavlja neuravnoteženost jer imamo nagli skok aktivnosti i onda (kad merenje prođe) imamo nagli pad
Objasni MURI gubitke prema lean principima?
MURI – preopterećenje
Kao posledica MURI na radnike se prenosi stres, pored MURA na MURI utiču i sledeći faktori:
- Rad na poslovima za koje nismo obučeni
- Loše projektovana radna mesta
- Nagomilana radna mesta
- Nejasne instrukcije
- Nedostatak opreme i alata
- Neodgovarajuće održavanje opreme
- Loša komunikacija
Koji su osnovni principi lean filozofije?
1. Vrednost (value) – fokus na kupce, razumeti šta kupac vrednuje (sposobnost da se ispune zahtevi kupaca vezanih za pr/uslugu u pravo vreme i uz odgovarajuću cenu)
2. Tok vrednosti (value stream) – efektivni i efikasni procesi rada od utvršivanja potreba pa do njihovog ispunjenja
3. Tok (flow) – kontinuirani tok, podrazumeva prolazak proizvoda kroz sve procese bez zaustavljanja, škarta...eliminisanje uskih grla itd
4. Povlačenje proizvodnje (pull) – pokretanje proizvodnje smao kada postoji zahtev kupca
5. Savršenstvo (perfection) – neprekidno traganje za perfekcijom
Toyotina DNK 4 pravila?
1. Komppletan posao bi trebalo da bude dobro specificiran kroz sadržaje, sekvence, vremeski okvir i rezultate
2. Svaka veza korisnik-isporučilac mora biti direktna i mora postojati nedvosmislen DA/NE način da se pošalje zahtev i primi odgovor
3. Tok za svaki pr/uslugu mora biti jednostavan i direktan
4. Bilo koje unapređenje mora biti napravljeno u skladu sa naučnim metodama, pod vođstvom „učitelja“ (sensei), na najnižem mogućem nivou u organizaciji
14 TOYOTA WAY PRINCIPA (*navedena samo 4 al ok još bolje)
1. Filozofija
Dugoročno razmišljanje
Generisanje vrednosti za korisnika
Biti odgovoran (težiti ka upravljanju sopstvenom sudbinom)
2. Proces
Implementacija kontinualnog toka (kako bi se problem izvukao na čistinu)
Redizajniranje procesa rada
Skratiti prazan hod i svesti čekanje na nulu
Stvoriti tok koji omogućava brzo kretanje materijala i informacija
Povezati procese kako bi problemi izašli na čistinu
Koristiti pull sistem (nema prekomerne proizvodnje)
Ujednačiti radno opterećenje
Izgraditi kultutu zaustavljanja kako bi se rešio problem (dobar kvalitet iz jednog pokušaja)
Standardizacija radnih zadataka
Korišćenje pouzdane tehnologije
Korišćenje vizuelne kontrole
3. Ljudi i partneri
Razvijati lidere koji razumeju posao, žive u skladu sa filozofijom preduzeća
Razvijati izuzetne ljude i timove koji žive u skladu sa filozofijom preduzeća
Poštovati partnere, pomagati im i zahtevati da se poboljšaju
4. Rešavanje problema
Otiži i lično razmotriti problem
Polako i konzistentno odlučivati, pažljivo razmatrati sve opcije i brzo implementirati odluku- Koninualno rešavanje osnovnog uzroka
Cilj je konstantno učenje kroz uporno razmišljanje i kontinualno poboljšanje
Mapiranje toka vrednosti (Value stream mapping)
Tok vrednosti podrazumeva sve aktivnosti vezane za transformaciju zahteva kupaca u robu/uslugu.
VSM omogućava timu da razume posao iz druge perspektive.
VSM jača organizacionu strukturu.
Definicija: Mapiranje postojećeg stanja daje organizaciji zajedničku sliku i osnovu za diskutovanje o gubicima, načinima za eliminisanje tih gubitaka i načinima za poboljšanje toka vrednosti
Fokus na:
Smanjenje protočnog vremena (LEAD TIME)
Vreme kada se dodaje vrednost (CYCLE TIME)
Eliminisanje gubitaka
Koraci u mapiranju toka stvaranja nove vrednosti:
1. Izabrati proizvod/familiju proizvoda
- Izabrani proizvodi bi trebalo da prolaze kroz iste korake procesa, dozvoljena su mala odstupanja
- Treba izabrati proizvode koji su reprezentativni
- Treba izabrati proizvode koji se proizvode u velikom obimu i imaju jednaku tražnju tokom godina
2. Nacrtati mapu postojećeg stanja
- Proći brzo kroz tok sa celim timom, bukvalno ići od vrata do vrata kako bi se stekao opši utisak
- Otići u proizvodnju i prikupiti činjenice
- Obavezno nacrtati tok materijala i informacija, objediniti ta dva crteža
- Nacrtati prvu skicu koja uključuje sve procese i korake
- Izračunati takt, protočno vreme i vreme procesiranja
3. Nacrtati mapu budućeg stanja
- Svrha je proizvoditi u kontinualnom toku jer se tako skraćuje LEAD time, što dozvoljava da proizvodimo
ono što je korisniku potrebno, u vreme kad mu je potrebno
- Male serije, nema gubitaka, kratko vreme izmene alata...
- Dizajniranje toka stvaranja nove vrednosti baziranog na leam principima: uvek postoji šansa za bolje buduće stanje, ne treba se zadržavati na detaljima (uradi 70% posla dobro, a ostalo nastavi kontinualno da unapređuješ), ponovno crtanje toka informacija i materijala, koristi mapu postojećeg stanja za osnovu...
4. Razviti akcioni plan
- Definisanje realnig ciljeva i određivanje realnih datuma
- Implementaciju raditi korak po korak
- Osigurati da kajzen zvezdice sa mape budućeg stanja imaju svoje mesto u akcionom planu
- Testiranje i provera pre implementacije
5. Implementirati poboljšanja
- Promeniti strategiju, razmišljati o procesima poboljšanja
- Menadžeri su veoma bitni, treba da budu odgovorni
Prekomerna proizvodnja?
Prekomerna proizvodnja znači proizvoditi ili raditi više nego što je potrebno ili pre nego što je potrebno:
Gubici (sve aktivnosti/procesi koji ne dodaju vrednost proizvodu)
Prevelik tok materijala
Zarobljen kapital u zalihama
Nepotrebno zauzimanje prostora
Duža lead vremena
Manja fleksibilnost
Buduće stanje (ček lista od 8 pitanja)?
1. Šta je realna potreba korisnika? Koji je takt?
Takt podrazumeva sinhronizaciju proizvodnje i prodaje.
Takt= 𝑟𝑎𝑠𝑝𝑜𝑙𝑜ž𝑖𝑣𝑜 𝑟𝑎𝑑𝑛𝑜 𝑣𝑟𝑒𝑚𝑒 / 𝑝𝑜𝑡𝑟𝑒𝑏𝑒 𝑘𝑜𝑟𝑖𝑠𝑛𝑖𝑘𝑎 𝑢 𝑡𝑜𝑘𝑢 𝑟𝑎𝑠𝑝𝑜𝑙𝑜ž𝑖𝑣𝑜𝑔 𝑣𝑟𝑒𝑚𝑒𝑛𝑎
*poenta takta je da ako se tipa proizvod kupuje na svakih 5 minuta, da i sama proizvodnja traje 5 minuta
2. Da li ćemo proizvoditi za direktnu isporuku ili za zalihe gotovih proizvoda?
3. Gde možemo da proizvodimo u kontinualnom toku? Gde možemo da smanjimo gubitke? Koje aktivnosti se
mogu eliminisati, kombinovati, pojednostaviti ili izvoditi u drugom redosledu?
4. Gde da postavimo pull sistem sa supermarketima za regulisanje toka?
5. Gde ćemo u toku planirati proizvodnju?
6. Kako da izjednačimo miks proizvoda?
7. Kolika treba da bude veličina serije?
8. Koja poboljšanja procesa su neophodna?
Početi sa korišćenjem postojećih mašina, procesa i dizajna i koristiti ih dok god je moguće-
Poboljšati postojeće procese.
Implementirati promene u organizaciji, planiranju, dobavljačima, toku proizvoda...
Karakteristike efikasnog toka:
Svaki proces proizvodi samo ono što je potrebno narednom procesu u vreme kada mu je potrebno
Povezivanje svih procesa (od zahteva kupaca d nabavke sirovog proizvoda) u uravnoteženi, i ako je moguće, prav tok bez skretanja
To dovodi do najkraćeg protočnog vremena, najvišeg kvaliteta i najnižih troškova
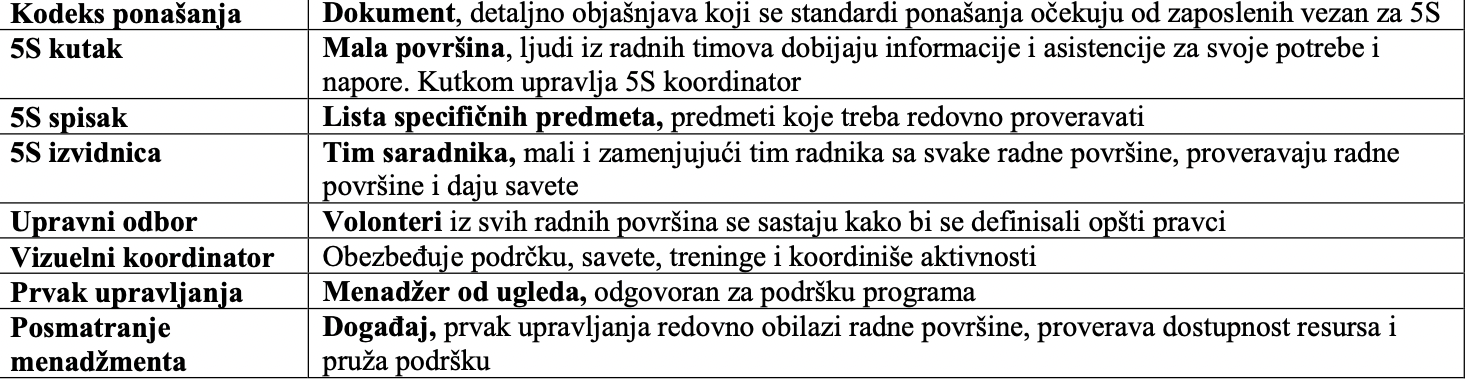
Sta je 5S?
5S je sistematičan pristup za poboljšanje efikasnoti radnog mesta kroz njegovu organizaciju. Cilj je smanjiti gužvu, otkriti i ukloniti gubitke, sprečiti njihovo ponovno pojavljivanje. Predstavlja osnovu Lean proizvodnje.
Vizuelno upravljanje u 5S-u?
Vizuelno upravljanje se postiže jednostavnim signalima koji omogućavaju trenutno razumevanje situacije. Oni su efikasni, samoregulišući i radnici mogu uprvljati njima (upravljivi od radnika). Vrste vizuelnog menadžmenta: crveni zeleni i žuti tag, andon (alarm/svetlo/zvuk), obojene linije, različite oznake, nakban karte, kotrolne table.
1. Sortiranje
- Identifikovanje i uklanjanje gužve
- Klasifikacija stvari (one koje se koriste često, retko i nikad)
- Izbacivanje svega što se ne koristi
*Uglavnom se koriste etikete, crvene etikete (red tag) se popunjavaju i kače na stvari koje treba ukloniti ili premestiti u roku od 30 dana. Postoji dnevnik crvenih etiketa u koji se upisuju ti podaci.
Etikete upozorenja – etiketa na kojoj su ispisani koraci koji se obavezno moraju ispuniti pre puštanja mašine u rad, radnici često nenamerno izostavljaju neke korake pa je ovo veoma korisno.
Žuta etiketa – „opomena“, služi kako se određeni problem ili nedostatak ne bi zaboravio. To su kvarovi koji zbog neodstatka vremena ne mogu odmah biti popravljeni, sitni kvarovi koji ne predstavljaju trenutku opasnost proizvodnji ali ukoliko se zanemare mogu napravito veliki problem.
2. Organizovanje
- Postaviti ono što se koristi na pravo mesto
- Jasno označiti gde stvari pripadaju (uz pomoć linija, oznaka, boja...)
- Korišćenje tabli, alata, kalupa na kolicima ili na odgovarajućoj visini, označavanje alata koji se udružuje istom bojom...
3. Čišćenje
- Eliminisati sve vrste zagađenja: prašina, tešnosst, nečistoća...
- Čišćenje predstavlja proveravanje
- Fizički očisitit i pročešljati mesto (tražeći sve što se ne nalazi na svom mestu)
- Svrha je poboljšanje bezbednosti, kvaliteta proizvoda, radnog mesta
4. Standardizacija
- Definisanje standarda za prva 3S
- Proslediti informacije ostalim članovima tima kako ne bi došlo do konfuzije
- Učiniti da svi budu upoznati sa standardima (vizuelno)
5. Održavanje
- Održavati rutinu ( odvojiti dnevno 5 min za 5S)
- 5S je dugoročni rešenje
- Redovno nadgledati i proveravati
8 alata i tehnika za odrzavanje 5S-a?
Sta znaci ogranizovano radno mesto?
- Ima manje defekata
- Vreme čišćenja je minimizovano
- Manje zalihe
- Bolje održavanje
- Veća bezbednost
- Efikasniji radnici
Koje su koristi standardizovanih procedura?
Koristi standardizacije:
- Stabilni procesi (proizvodni/poslovni)
- Očigledan je početak i kraj svake aktivnosti
- Problem se lako pronalazi i rešava
- Motivisanje zaposlenih
- Veća bezbednost
- Bolji kvalitet proizvoda
- Lakša obuka
- Manji troškovi
Standardizovananje radnih procedura i 6 kljucnih dokumenata?
Standardizovanje radnih procedura: sinhronizovanje aktivnosti zaposlenih i mašina u proizvodnom procesu koje sezasniva na 3 bitne komponente: ritam toka, redosled radnih aktivnosti i standardna nedovršena proizodnja (SWIP)
Postoji 6 ključnih dokumenata:
1. Određivanje takta
Takt=ritam proizvodnje
Tempo proizvodnje=tempo prodaje
Takt se određuje na osnovu: šta možemo uraditi (CT- ciklusno vreme) i šta treba da uradimo (TT- vreme takta)
2. Standardizovani redosled radnih aktivnosti
- Kombinuje rad radnika, rad mašine i vreme kretanja radnika.
- Vreme se prikazuje u odnosu na takt
- Svaki radnik ima posebnu tabelu koja treba da bude postavljena na položajnoj tački aktivnosti radnika (na radnom mestu valjda)
- Ističe gubitke tj stvara osnovu za napredak
3. Standardna radna tabla
- Prikazuje redosled aktivnosti za svakog radnika posebno-
- Prikazuje fizički izled tj layout procesa
- Naglašava mesta provere kvaliteta posla, mesta zaliha, mesta gde postoji opasnost
- Prikazuje da li se radi po standardnom redosledu radnih aktivnosti
4. Tabela opterećenja radnika
- Prikazuje potreban broj radnika u proizvodnoj ćeliji, potrebno vreme za svakog radnika u p. Ćeliji
- Postavlja se na početak proizvodne ćelije
5. Tabela kapaciteta procesa
- Dokumentuje kapacitet mašine po smeni
- Jedna tabela po ćeliji
- Fokus tabele je na ukupnom vremenu mašine, uključujući i vreme punjena i pražnjena
- Prikazano je potrebno vreme za promenu alata
- Otkriva uskla grla proizvodnje
6. Tabela za praćenje vremena
- Prikuplja informacije o trajanju svake operacije
- Minimum 10, a preporučuje se 30 puta
- Fokus na manuelnim aktivnostima, čekanju, šetanju
- Otkriva varijacije u toku
Sta je POKA YOKE?
Alat za poboljšanje procesa rada sa ciljem smanjenja defektnih proizvoda (škarta) primenom poka yoka.
Fokus je na eliminaciji uzroka nastanka greške koja za posledicu ima defektan proizvod.
Predstavlja japanski izraz za „izbegavanje slučajnih grešaka“, predstavljaju mehanizam koji sprečava pravljenje grešaka i čini greške očiglednim.
Uzroci grešaka:
- Neodgovarajuća obuka
- Nedostatak veština radnika
- Loše projektovani procesi
- Greške u snabdevanju
- Greške operatera
- Greške nastale u transportu
RFT – right first time – za izegavanje škarta i dorade
Defekti su posledica greške u procesu: otkaz procesa (proceduralni ili operacioni) i greška procesa (pogrešno ili neprecizno izveden deo procesa) (?)
Defekti su rezultati greške, a greške su uzrok defekata. Prevencija grešaka, a ne detekcija defekata!
Sta su defektni proizvodi?
Defektni proizvodi su ili nepotpuni proizvod ili proizvod ispod standarda i imaju 4 nivoa:
- Nivo 1 – defekti koji su poslati van fabrike
- Nivo 2 – defekti koji su zadržani u fabrici
- Nivo 3 – defekti koji su zadržani na nivou proizvodnje
- Nivo 4 – defektni koji nisu proizvedeni (shingo metoda)
Koji su poka yoke uredjaji?
Poka yoka uređaji:
Vođice (zadržavaju/ograničavaju kretanje delova ili alata tokom procesa montaže)
Trepćuća svetla i alarm (detektori grešaka)
Granični/udaljenost prekidači (pokazuje prisustvo/odsustvo komponenti i njihov ispravan položaj)
Brojači (brojači broja putnika)
Liste za proveru – check liste (grafički podsetnici o zadacima, materijalima...)
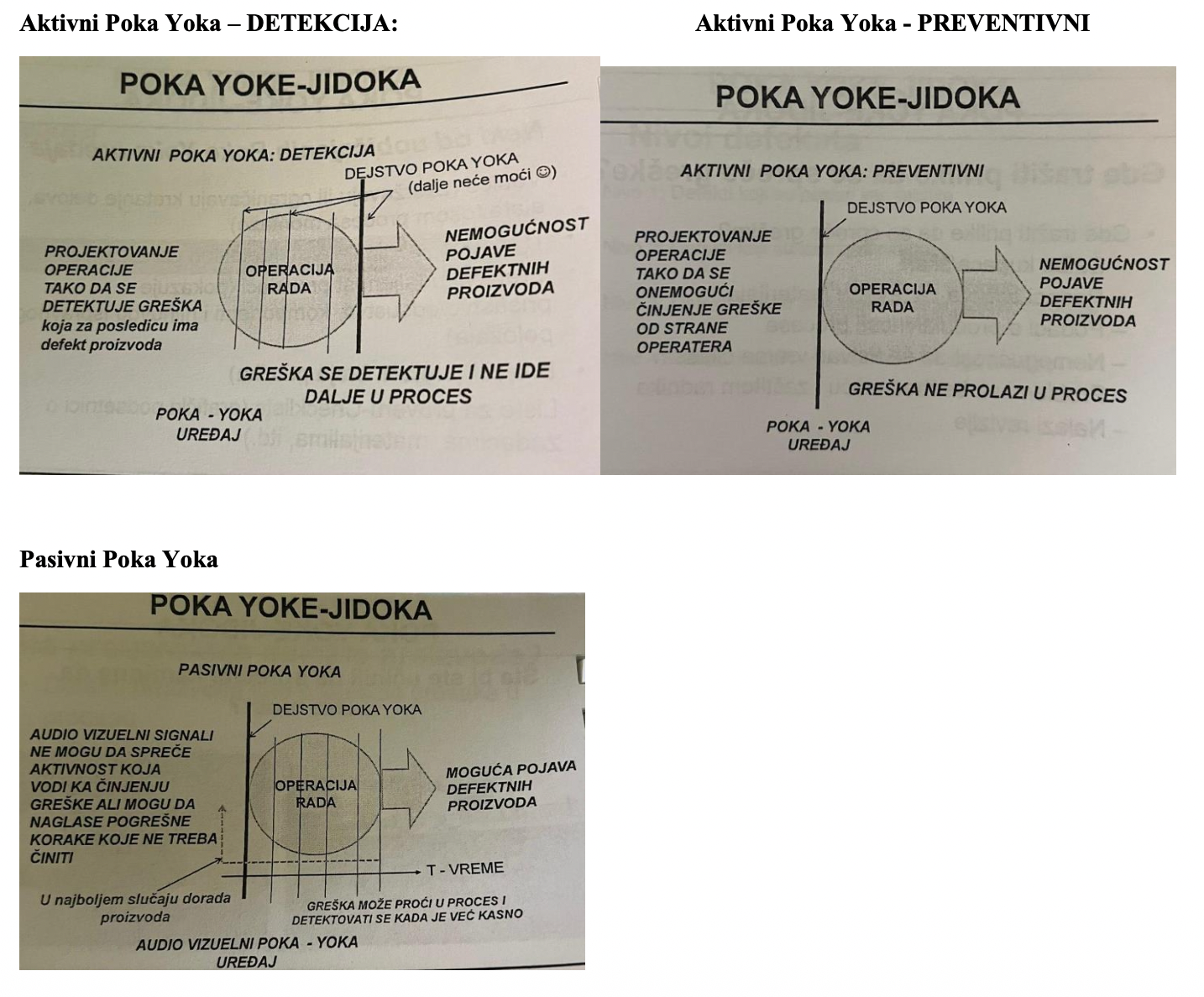
Tipovi poka yoke uredjaja?
Pasivni – postoji mogućnost da greška nastane, AUDIO i VIZUELNI (*bukv upozorenje al ako se ignoriše greška će se desiti, primer je semafor: iako je crveno na semaforu ništa ne sprečava auto da prođe kroz crveno)
Aktivni – PREVENTIVNI (ne dozvoljavaju nastanak greške) i to su mehanički, elektrispitivanje, podešavanja; DETEKCIJE (mehanički, elektroispitivanjem, regulatori itd)
Hibridni - OTKRIVANJE GREŠAKA (postoji mogućnost da greška nastane ali se ona detektuje i sprečava da ode dalje, detekcija se može obaviti mehanički, elektroispitivanjem itd); REGULATORNI (podese se parametri porcesa i ukoliko dođe do odstupanja od tih parametara, proces se zaustavlja
Tipovi uredjaja za prevenciju?
Tipovi uređaja za prevenciju:
- Prevencija naspram detekcije
- Mehanički naspram audio/vizuel
- Regulatorni naspram postavki
6 koraka poka yoke?
1. Razumevanje procesa
2. Identifikovanje mogućnosti nastanka greške
3. Utvrđivanje rizika povezanih sa njima
4. Pokušaj uklanjanja najvećeg rizika
5. PDSA (plan – do- study – act) analiza mogućih rešenja za sprečavanje greške
6. Implementacija rešenja za sprečavanje greške
Sta je JIDOKA?
JIDOKA= raditi sa mašinama
Jidoka podrazumeva dve stvari:
1. Jasno razdvajanje ljudi i mašina;
Ljudi - imaju inteligenciju ali greše kod ponavljajućih zadataka
Mašine - nemaju inteligenciju ali ne greše kod ponavljajućih zadataka
Najbolja mogućnost - razdvajanje čoveka i mašine, čovek treba da misli a u mašinu treba ugraditi inteligenciju
2. Detektovanje grešaka
Jidoka se odnosi na stepenastu strategiju automatizacije, kojom se postepeno smanjuje učešće posla izvršenog od strane ljudi u operacijama rada u proizvodnji.
Jidoka se satoji od 3 elementa:
- Andon
- Radni sistem
- Sprečavanje grešaka (Poka Yoke)
Postoje 3 nivoa Jidoke:
- Jidoka koja prepoznaje – defektni proizvodi se prepoznaju i operater zaustavlja mašinu
- Jidoka koja preuzima akciju – defektni proizvodi se prepoznaju i vrši se automatsko izdvajanje loših od dobrih- Jidoka koja sprečava (prevencija) – otkriva mogućnost nastanka dfektnih proizvoda i sposobna je za samopodešavanje
Sta je KANBAN ( alat kaizena) i koje su njegove funkcije?
Kanban je alat za implementaciju sinhronizovane proizvodnje i lean proizvodnje. To može biti komadić papira koji govori koji proizvod, u kojoj količini, kada i za koga treba proizvesti u jednom procesu za „njegov“ naredni proces pto dovodi dotoga da njegov naredni proces,u jednom moentu, povlači samo one delove i količine koje su mu potrebne.
Možemo naići na transportni odnosno pull kanban (TK) i proizvodni kanban (PK)
3 funkcije kanbana:
- Automatski prenos informacija
- Integrcija tokova materijala i informacija
- Efikasan alat kaizena
Za uspešnu implementaciju kanbana potrebno je razumevanje suštine kanbana.
Za uspešno uvođenje kanbana i njegovo funkcionisanje, dobro je imati vizualizovan proces, odgovarajući menadžment sistema i odgovarajuće kaizen aktivnosti
Preduslov za uvođenje kanbana je definisanje i pridržavanje dogovorenih pravila i standarda
Uslov za uvođenje je ustaljena praksa sinhronizovane proizvodnje, paralelno sa postepenim uvođenjem kompletnog toka lean proizvodnje.
Kanban tabela pokazuje: šta treba da se radi, šta se radi, usla grla u procesu; a može da nosi i druge bitne informacije kao na primer ko je na odmoru, ko se razboleo itd
Koja su Kanban pravila?
Kanban pravila:
1. Radni centar treba da uzima samo potrebne delove od prethodnog radnog centra, u potrebnim količinama i u potrebnom trenutku
2. Radni centar treba da proizvodi samo one delove koje je preuzeo naredni radni centar
3. Defektne ili delove sa greškom ne treba nikad prosleđivati na sledeći radni centar
4. Broj kanban kartica treba da bude minimalan
5. Kanban sistem je pogodan za suočavanje sa manjim fluktoacijama u tražnji na montažnoj liniji
7 predpostavki za uvodjenje kanbana?
7 pretpostavki za uvođenje kanbana: ne uvoditi kanban bez promene načina proizvodnje
1. Izgradnja „tok“ proizvodnje
2. Smanjenje veličine serije
3. Nivelisanje (heijunka) proizvodnje
4. Skraćivanje i integrisanje transportnih krugova
5. Kontinuirana proizvodnja
6. Definicija adresa – standardizovano, lokacije, od dobavljača do radnih mesta
7. Dosledna upotreba tipa ambalaže (kutija, sanduka...) i kapaciteta
Sta Gemba i 5 zlatnih pravila?
GEMBA - To je prostor gde se vrši proizvodnja.
„Gemba šetnja“ odlazak menadžera i lidera iz kancelarije do pogona.
Gemba kaizen – fokusira se na to da se pravi napredak može postići jedino u proizvodnom pogonu gde se javljaju poslovi, ane samo u inž. Kancelarijama
5 zlatnih pravila Gembe
1. Ukoliko se neki od problema uvećava, odmah treba analizirati gembu. Dakle, šta je gemba? To je proizvodni
pogon, odnosno mesto na kom se vrši proizvodnja. U Proizvodnji treba:
2. Proveriti „gembutsu“ (relevantne činjenice)
3. Izvršiti privremena merenja/posmatranja činjenica
4. Pronaći izvor problema
5. Standardizovati parametre
Gemba kaizen naglašava da se pravi napredak može postići jedino u proizvodnom pogonu gde se obavljaju poslovi, a ne samo u inženjerskim kancelarijama.
Gemba 10 zapovesti?
Gemba kaizen – 10 zapovesti
1. Zanemariti tradicionalne koncepte proizvodnje
2. Biti otvoren za promene
3. Odbijati status quo – ne prihvatati opravdanje
4. Ne dozvoliti da nešto što je dobro postane loše
5. Ispravljati greške čim se identifikuju
6. Razmisliti dobro pre investiranja
7. Problemi nas teraju na razmišljanje
8. Postaviti 5K pitanje (ko, šta, kada, kako, koliko) – ne postoji glupo pitanje
9. Biti otvoren za sve predloge, nezavisno od ličnosti, ugleda ili pozicije onoga ko predlaže
10. Inovacije ne poznaju granice
Sta podrazumeva Kaizen i koji su njegovi alati?
KAIZEN –promena na bolje, kaizen aktivnost ugl traje 5 dana
Kaizen podrazumeva kontinuirano, postepeno i uredno unapređenje celokupnog procesa ili njegovih delova, kako bi se stvorila nova vrednost sa minimumom gubitaka.
Postoje dva nivoa kaizena:
- Sistemski kaizen – fokus na celokupnom sistemu
- Procesni kaizen – fokus na pojedinačnim procesima
Top menadžment demonstrira kaizen načinrazmišljanja kroz strategiju delovanja, srednji menadžment i operativno osoblje kroz operativnu primenu, prihvatanje kaizen prilaza i ostvarenje rezultata kaizena.
Alati kaizena
- Pareto dijagram
- Run Chart
- Histogrami
- Dijagram toka procesa
- 5 Zašto
- IPO dijagram
- Normalna raspodela
- Prvi prolaz (FPY)
- COPQ
- Design of experiments
Sta je KAIKAKU?
Kaikaku je radikalno, (ne)ponavljajuće unapređenje ili promena. Kaikaku tim često preuzima kontrolu nad operacijama u kriznim situacijama.
Pitanja pre, za vreme i posle kaizena?
Ko
da li su u timu pravi ljudi
da li su pravi ljudi informisani o događaju
Šta
Na kom proceu će se raditi
Šta se želi postići
Zašto
Da li je kaizen povezan sa kljupnim KPI i zašto je kaizen važan
Da li je posmatrani proces problematičan, da li je odabran pravi proces
Šta sada
Koja merljiva unapređenja smo napravili, da li su održiva
Kako ćemo meriti uspeh kaizena
Vremenski okvir kaizena:
Formalna nedelja (5 dana)
Neformalna druženja
Fast break tim (jednodnevni događaj)
Stalno poboljšanje projektnog tima
Kaizen može činiti grupa ljudi u potrazi za kreativnim rešenjem odrešenog problema ili to može biti jednonedeljni događaj fokusiran na određeni OPEX element
Pravila tokom kaizen dogadjaja?
- Ne postoje razlike između kaizne članova tima
- Ne postoji zamena za naporan rad
- Treba biti otvoren za promene
- Ne treba dozvoliti da nešto dobro postane loše
- Negovati pozitivne stavove
- Pitati zašto
- Međusobno poštovanje
- Posegnuti za razmipljanjem, pre nego za novčanikom
- Just do it
Sta je SMED?
Smed (single minute exchange of dies) – zamena alata za minut (za jednocifren broj minuta znači manje od 10)
Znači, podrazumeva uglanjanje starog i postavku novog alata, i vreme podešavanja (zamena alata = vreme između poslednjeg dobrog proizvoda i sledećeg prvog koji je dobar iz narednog ciklusa)
Zašto brze zamene? – fleksibilnost, - manje količine proizvdene u jednom navratu znače manja verovatnoća defekata, - manji inventar, - bolji kvalitet i bolja isporuka, -redukcija lead time-a
Gde se troši vreme?
10% - centriranje i dimenzioniranje novog alata
20% - priprema alata potrebnog za zamenu
20% - uklanjanje alata
50% - test proizvodnja i podešavanje alat
Koje su to aktivnosti zamene?
- Interne – to je psoao koji se mora obaviti dok je mašina ugašena (zamena oštrice/glave u zavisnosti od alata, uklanjanje alata iz prese)
- Eksterne – aktivnosti koje se trenutno odvijaju dok je mašina isključena, ali bi se mogle izvesti i dok radi (prikupljanje alata, ključeva itd, pronalaženje podloški itd)
Pristum Smeda u 4 faze?
1. Posmatranje i zapis (posmtrati svaku aktivnost, zapisati vreme svakog koraka, identifikovati aktivnosti koje ne dodaju vrednost)
2. Razdvajanje interne i eksterne pripreme (podela na I i E, razmisliti o prebacivanju I u E)
3. Konverzija interne u eksternu pripremu (proučiti interne aktivnosti kako bi se pronašla prilika da se: operacije pojednostave, unapred zagreju kulupi itd; preispitivanje šta treba unapred uraditi, koji alati i delovi moraju biti dostupni, gde treba da budu stavljeni, kako će se transportovati itd)
4. Optimizacija svih aspekata pripreme (redukcija)
Sta je HEIJUNKA i koji je njegov koncept?
HEIJUNKA – nivelisanje
To je alat za poravnanje rasporeda proizvoda, peglanje radnog opterećenja, poravnanje proizvodnje
Alat za borbu protiv MURA
Jedan od osnovnih elemenata JIT sistema
Poenta: umesto da se prave velike količine jedne vrste proizvoda, a onda da se skladište u nadi da će ih neki kupac zatražiti, prave se odgovarajuće količine od svih vrsta proizvoda, svaki dan.
Proračun optimalnog sekvencioniranja proozvoda u proizvodnju je kompleksan zadataka, zavisi od vremen aciklusa, raspoloživog radnog vremena, vremena pripreme i zahteva
Dva glavna elementa heijunka planiranja su nivo obima proizvodnje i raznolikost proizvodnje
HEIJUNKA box?
Metod koji se koristi za presretanje serije informacija da ih organizuje i regulišre raspodelu. Kao što ne želimo nagomilavanje materijala, ne želimo ni nagomilavanje informacija. Heijunka kutija je red Kanban slotova za svaki tip proizvoda i kolona Kanban slotova za svaki vremenski interval.
Zlatna pravila SMEDA?
Tačka 1: 5S
- Utvrdite definisana mesta za odlaganje alata, delova za pričvršćivanje itd.
- Napravite listu za proveru i standardizujte terminologiju
- Uredite elemente prema frekvenciji upotrebe ili prema procesu koji sse odvija tokom SMED
- Koristite obeležavanje bojama prema potrebi
Tačka 2: Koristite ruke, a ne noge
- Promenite raspored ili proceduru kako bi se minimalizovalo šetanje
- Uklonite guvitak usled šetnja do centralne kontrolne table
Tačka 3: zavrtnjevi kao neprijatelj
- Napravite učvšćivač na bazi poluge
- Napravite automatizovan (računarski podržan) učvršćivač
- Napravite automatski učvršćivač
Tačka 4: Standardizacija kalupa, vođica, i učvršćivanja
- Visina kalupa
- Veličina kalupa
- Lokatori i graničnici za postavljanje jednim pokretom
- Obeležavanje bojom kako bi se osigurala upotreba odgovarajućih kalupa, vođica i učvršćivača dostavu i autozaustavljanje)
Tačka 5: Podešavanje je gubitak
- Postavite vođice i graničnike- Eliminišite podešavanje za uređaje koji dostavljaju materijal
- Eliminišite podešavanja za pozicioniranje
Tačaka 6: Da li se SMED može eliminisati?
- Da li se SMED može mehanizovati
- Integrišite presu u proizvodnu liniju
- Koristite rotacionu presu
- Mehanizujte procese zamene alata (uređaji za auto
Uvodjenje Smeda 5 koraka?
1. Odluke menadžmenta – postavlja se pitanje zašto uvesti lean (lean nije jednostavan i zahteva mnogo izmena poput: izmena koncepta sa saradnicima, potrebno je mnogo učenja, promena odnoas prema radnicima i kupcima, bukvalno treba okrenuti naglavaćke celu organizaciju, implementacija će trajati više godina i nikada se neće završiti, mnogo poteškoća ali i mnogo uspeha)
Značajna je i tehnika 5 zašto, nakon 5 zašto se obično dolazi do uzroka problema, koristi se i benchmarking
- Podržavanje otkrivanja problema (recite o kom problemu se radi, ne sme biti osuđivanja, razgovarajte o problemu, ocenite nivo i značaj problema i onda donesite odluku)
- Šta misli naša okolina? Konsultovati se sa vlasnicima, zaposlenima, kupcima i partnerima i najvaćnijim isporučiocima
- Nosioci sprovođenja promena: ruukovodstvo – tom menadžment
- Menadžerski tim se bavi razvojem vizije za promene, diskusija o najboljem načinu uvođenja leana, određivanjem merljivih indikatora, razvijanjem plana aktivnosti i izmenom strategije
- SNIMAK STANJA
Menadžment
-u kojoj meri je razvijena i prihvaćena politika preduzeća?
-do kog nivoa?
-koja su tri glavna cilja?
-u kakvom su odnosu i kako je prezentovano njihovo postizanje?
Moral
-kakva je aktuelna situacija i razvoj kod: apstinencije, broja dana obrazovanja radnika, broja korisnih predloga za poboljšanje, udela zaposlenih u procesima unapređenja.
Red i čistoća
-koji programi su u upotrebi?
-do kog nivoa?
-šta je već učinjeno na ovom području?
-kako se standardi održavaju i poboljšavaju?
Kvalitet
-da li postoje uputstva za „značenje“ procese?
-ko odgovara za njihovu izradu, čuvanje i obuku za primen?
-kakav sistem postoji za identifikaciju i otklanjanje grešaka?
Kontrola isporuka
-kako pravimo i predstavljamo plan proizvodnje’
-kako demostriramo realizaciju isporuka?
-kakvi su rezultati i kakvi bi trebalo da budu?
-kakvi su aktivnosti za poboljšanje?
-kako reagujemo kod prevremenih ili zakasnelih isporuka?
Tehnologija proizvodnje
-kakva je politika proizvodnje? (procesna ili orijentacija na proizvod?)
-kakva je politika kod automatizacije i autonomizacije?Produktivnost
-kako merimo produktivnost?
-kakvi su naši ciljevi i kako su predstavljeni?
-da li su ciljevi poznati svima?
-na koji način ostvarujemo ciljeve?
Zalihe
-kakav je osnov za formiranje zaliha?
-kakav je obrt zaliha?
-kakve su zalihe pojedinog proizvoda sa aspekta materijala, delova, poluproizvoda i gotovih proizvoda?
Radna sredstva
-šta je uzrok najčešćih zastoja?
-kakvi su ciljevi?
-kakav sistem koristimo za sprečavanje zastoja?
-kakve su nam metode održvanja?
2. Priprema:
- Priprema podloge (informisanje zaposlenih o nameri uvođenja leana, formiranje odbora zaimplementaciju leana, edukacija tog odbora, izbor strategije pristupa i plan implemenatcije projekta, organizacija radnih grupa, materijalni uslovi – računari, radni prostor, prostor za obuku)
- Obezbeđenje podrške (informisanje top menadženta, saradnja između sektora, procena uspešnosti, izvođenje treninga, godišnji planovi aktivnosti, definisanje i nadzor implementacije ciljeva idt)
- Formiranje odbora za implementaciju i održavanje leana – (odbor se sastoji od lidera najznačajnijeg odeljenja, vođa odbora je top menadžmer ili ovlašćeno lice od strane top menadžmenta, promene obuhvataju sve nivoe menadžmenta i stručnjake, članovi odbora će biti nosioci čitave čitave transformacije, obučiti saradnike iz svih područja)
3. Plan uvođenja
- Strategija implementacije – alternative pristupa implementacije zavise od obima kompanije i drugih faktora: uvođenje u čitavu kompaniju odjednom(kod malih preduzeća), uvođenje u delove kompanija sa više fabrika pogona i radionica, uvođenje pilot fabrika, pogona i MD
- Generalni plan implementacije – učenje osnova kaizen i leana, izgradnja tima, 5s, vizualizacija, standardizacija, postavljanje ciljeva, poboljšanje otklanjanje 7 gubitaka, stvaranje sistema lean proizvodnje
- -IMPLEMENTACIJA – 5s, vizualizacija (table, stanje mašina, mesta održavanja, crveni sanduci – škart, radni tokovi i tokovi materijala...), standardizacija, MD formula 1 (standard reda i čistoće – ništa ne pacamo na pod, smeće je u korpama, škart u crvenim sanducima, sanduci ne stoje na transportnim putevima, sanduci i kolica su poravnati, na radnim mestima ne pušimo i ne jedemo, odeća se ne veša po radnim mestima, torbe ne vise po stolicama...), formiranje ciljeva (prioriteti, kvalitet, unapređenje inovacija novi prilaz, pouzdanost isporuke, manji troškovi proizvodnje, otklanjanje 7 gubitaka...), poboljšanje (pojednostaviti rad, ukloniti 7 gubitaka, ukloniti monotonost na poslu, ukloniti smetnje, poboljšati kvalitet i servis i podršku kupcima, uštedeti vreme i troškove...)
- LEAN KONCEPT PROIZVODNJE – poštovanje 14 principa TPS u celini: (ovo smo već nabrajali samo je
napisano drugim rečima***)
11. Menadžerske odluke treba da se naziraju na dugoročnim strategijama, čak i na štetu kratkoročnih
finansijskih ciljeva
12. Kreirati kontinuiran tok procesa
13. Upotreba pull sistema
14. Nivo opterećenja na radnom mestu
15. Izgradnja kulture zaustavljanja da bi se otkllonili problemi
16. Standardizovani zadaci i procesi su osnov kontinuiranog poboljšanja
17. Upotreba vizuelne kontrole
18. Upotreba ispitane tehnologije
19. Rast rukovodilaca koji potpuno razumeju posao
20. Razvoj odličnih ljudi i timova
21. Poštovanje partnera pomoć i guranje ka boljem22. Otići i uvideti situaciju
23. Odluke se stvaraju polako, razmotri sve opcije i brzo implementiraj
24. Postanite org koja konstantno uči i poboljšava se
4. Disperzija znanja
5. Sistematizacija i sistemski prilaz
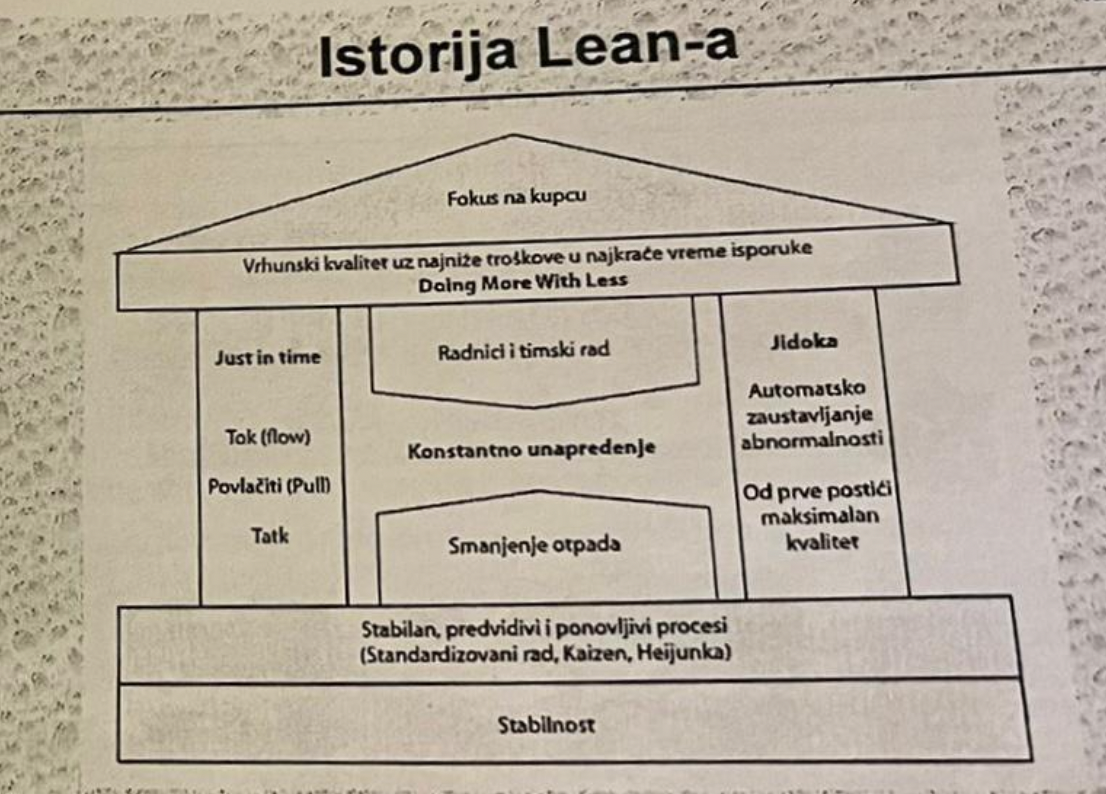
Kuca Leana?
Odakle sve dolaze inicijative za unapredjenje?
1. Program predloga od strane zaposlenih – kontinualno unapređenje od dole ka gore ili kutija za ideje, to je jednostavan i efektivan proces da bi se sačuvale ideje koje doprinose sniženju troškova. Ako se primeni korektivno i na vreme, smanjuje raskorak između radnika i rukovodstva.
*zada se tema tipa smanjiti troškove, ideja treba da sadrži ukratko opis kako i zašto se primenjuje, koja je korist od toga, dobre ideje se unose u evidenciju itd
- Koraci:
1) Uspostaviti smernice za tipove predloga, npr. Smanjenje troškova, Kvalitet, Produktivnost, unapređenje procesa, generisanje prihoda i Poboljšanje morala
2) Ideje treba da sadrže (ukratko) kako se ideja može primeniti i zašto i kako će to koristiti kompaniji
3) Ideje tada razmatraju vođe timova i supervizori4) Dobre ideje se tada unose u evidenciju, kako bi se napredak mogao pratiti, zadužiti inženjera/tehničara da izračuna troškove projekta i impementira rešenje
- Sistem predloga:
a) Najčešći sistem predloga u okviru sistema predloga (poboljšanje na radnom mestu predlagača, ušteda energije materijala i drugih resursa, poboljšanje u radnoj okolini, poboljšanje radnih alata i kvaliteta proizvoda, bolji odnosi sa potrošačima itd)
b) Menadžeri podržavaju promenu ako doprinosi nekom od sledećih ciljeva: olakšano izvošenje procesa rada, otklanja dosadu u poslu, posao postaje bezbedniji i produktivniji, poboljšava se kvalitete, štedi se vreme i novac
c) Menadžerska podrška učešća radnika u sistemu predloga – menadžeri moraju pozitivno da reaguju na svaki predlog za poboljšanje, da pomognu radnicima da bolje pišu ideje, potpuno da razjasne ciljeve, da koriste takmičenja i igre, da sprovode prihvaćene ideje u najkraćem roku, da uruče nagrade
Canon – sistem predloga – zaposleni zapisuju svoje ideje na obrascu gde ima mesta za 5 predloga, u roku od tri dana poslovođa potpisuje obrazac i dodeljuje ocenu
2. Točak kvaliteta – PDCA – ključna razlika je što su ovde radnici obučeni da identifikuju, analiziraju i rešavaju probleme
Radnici dobrovoljno analiziraju i rešavaju probleme i to prezentuju rukovodstvu
Nagrade su ograničene
3. Učešće kupaca i korektivne akcije
- Pozitivno angažovanje kupaca
- Negativno angažovanje kupaca
4. Ostalo - uticaj tržišta i konkurencije; eksperti i dobavljači
Zasto upravljati idejama?
- Zbog broja projekata
- Preduzeća rade sa ograničenim kapacitetom
- Ideje imaju vrednost tek kad se realizuju
- Da bi se pružilo zadovoljstvo korisnicima
- Da bi se smanjio rizik
- Ušteda novca