food production chains
1/55
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
56 Terms
formulating a costs/profits model
explicit models- general models that contain all the numbers that you need to take into account, ex. the prices of your potatoes, tons of availability of potatoes, far easier than implicit models but take more time
implicit models- summaries of explicit models, only contain data in the form of letters which stand for the different numbers in your model, far smaller but more complicated
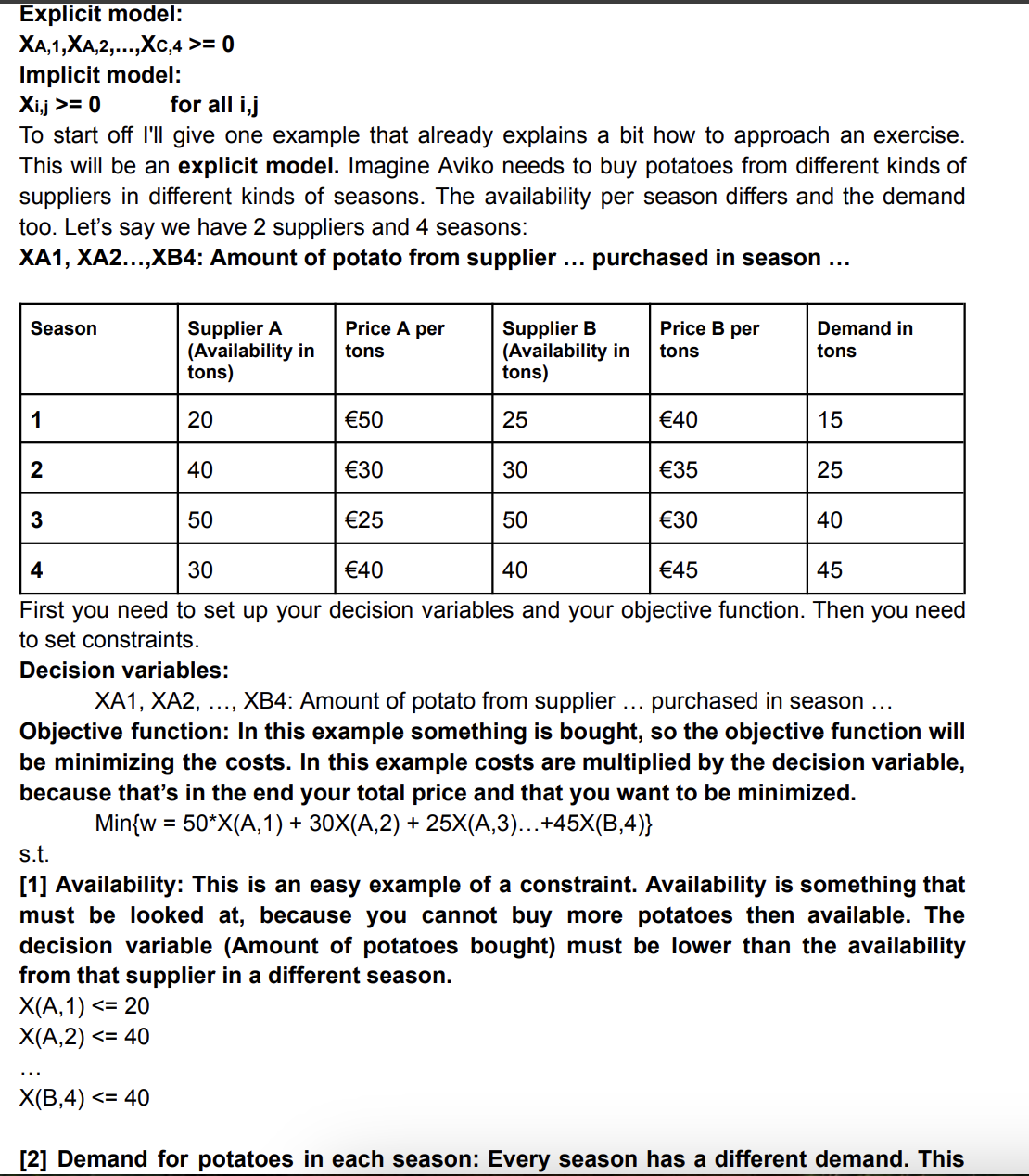
creating an explicit model
decision variables- these variables are calculated by the program to give maximized profit or minimized costs, want to name them as you need to know what you want to change- Decision variables: XA1, XA2, …, XC4: Amount of potato from supplier A-C purchased in season 1-4.
objective function- decides what you want to minimize or maximize and how much something will cost in the end, in a case where you buy potatoes from a supplier…in season… you want to buy the amount you need for the least amount of money —→ Min{w = 80*XA,1 + 72*XA,2 + 90*XA,3…+140*XC,4}
constraints- set of rules which the program needs to take into account; Availability XA,1 <= 40 XA,2 <= 60 … XC,4 <= 10
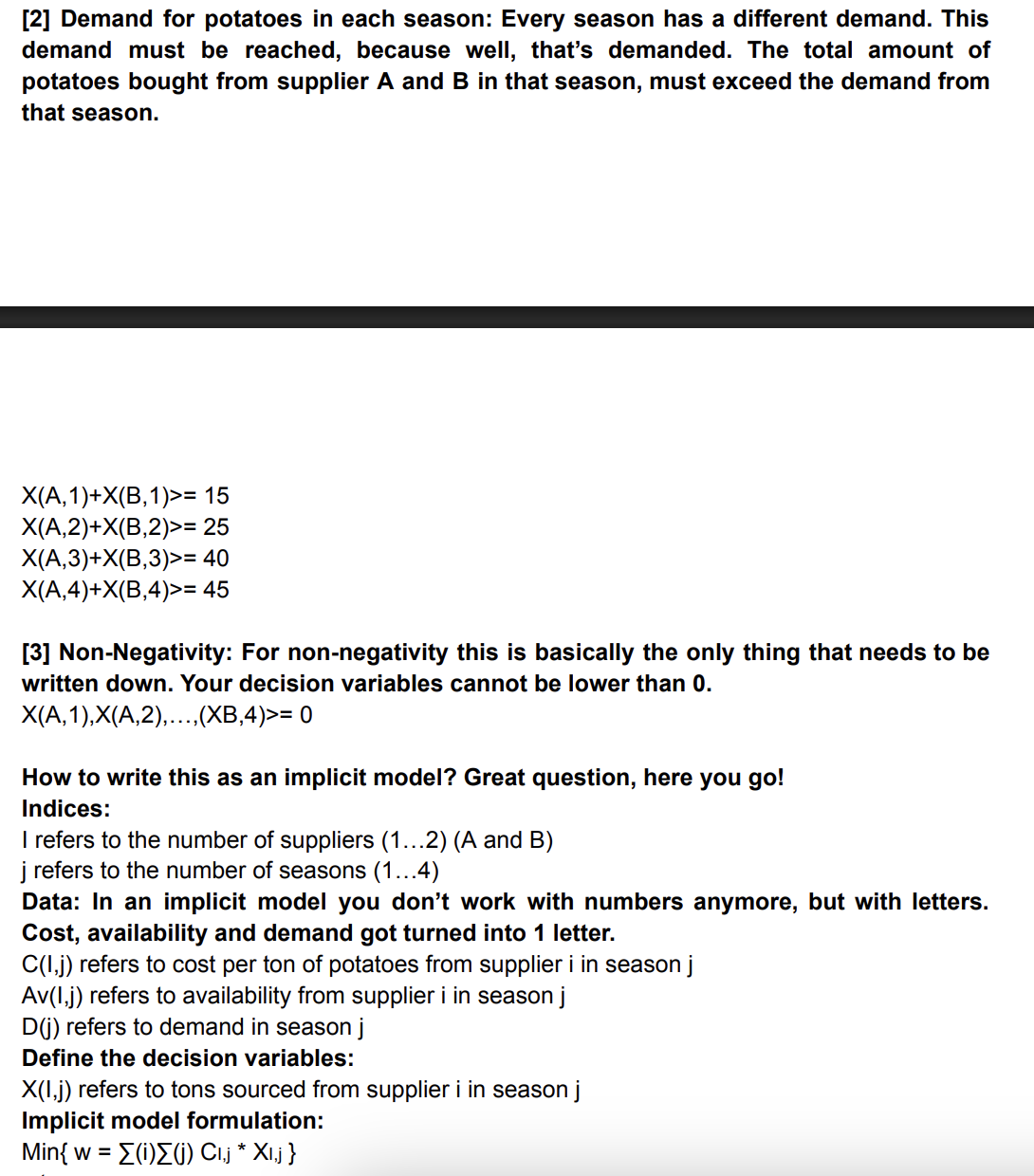
creating an implicit model
all the explicit rules count, but not working with numbers
decision variables- For an implicit model, decision variables can look like this: Xi,j refers to tons sourced from supplier i in season j. In our example we got 3 suppliers and 4 seasons. So i = 3 and j = 4.
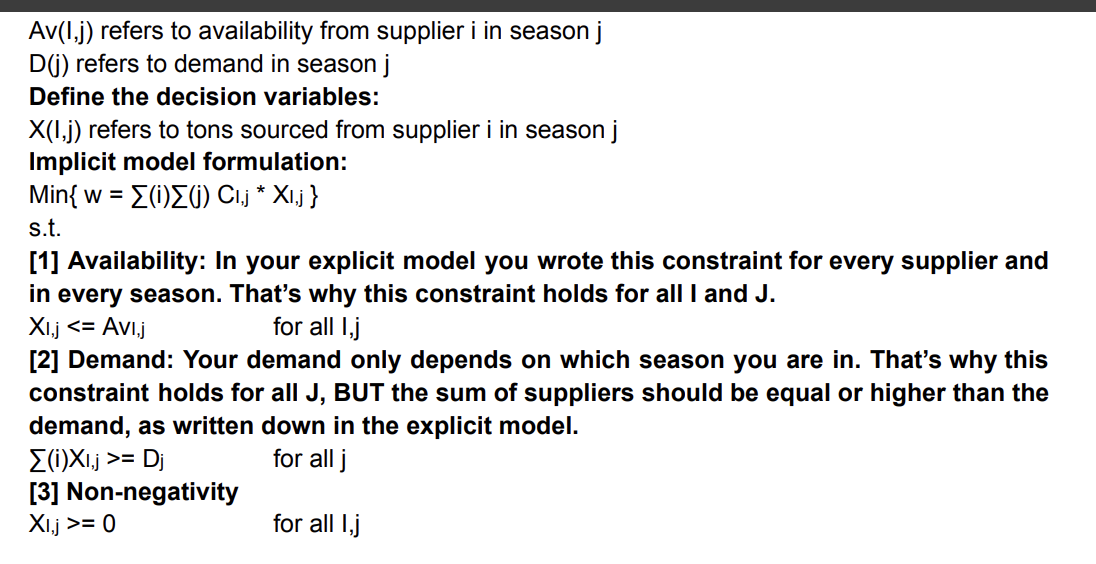
objective function- Implicit model: -> Min{ w = ∑(i) ∑(j) CI,j * XI,j }, shows the sum of the potatoes bought from a supplier… in season…. times the cost of these potatoes, represents total costs
constrains- Availability XI,j <= AvI,j for all I,j The Avi,j stands for the availability of potatoes a supplier has in a season. This constraint applies to all suppliers and all seasons, so that’s why ‘for all i,j’ is added to the constraint
non negativity constraints
saying your variables can’t be less than 0
Explicit model: XA,1,XA,2,...,XC,4 >= 0 Implicit model: Xi,j >= 0 for all i,j
hard and soft constraints
hard constraints- always active, always apply and turned on Hard constraints examples: ∑(i) Ai*Xi <= b ∑(i) Ai*Xi >= b ∑(i) Ai*Xi = b
soft constraints- sometimes can be worthwhile to violate the available inventory level- Where ∑(i) Ai*Xi <= b regulates your normal inventory level (where b is your maximum storage) you can basically turn this off by saying:∑(i) Ai*Xi - s(+) <= b, s(+) stands for a number that is not negative, this number Is large and will exceed the ∑(i) Ai*Xi, so the left side is very small and will always be lower than b, so the inventory is not longer a problem in the model to be taken into account
can also be viewed like this- ∑(i) Ai*Xi <= b + s(+) Your s(+) is large, your right side gets very large, ∑(i) Ai*Xi cannot exceed the right side. Inventory level isn’t a problem anymore
example hard and soft constraint
1. Hard: ∑(i) Ai*Xi >= b
Soft: ∑(i) Ai*Xi + s(-) >= b
Because of the large s(-) the left side will always be larger than b. The constraint is very easily turned off in principle. s(-) is called a SLACK variable, its still non negative
Hard: ∑(i) Ai*Xi = b Soft: ∑(i) Ai*Xi -s(+) + s(-) = b Normally when the constraint is hard, you want it to be exactly number b. When it’s soft, s(+) can be subtracted or s(-) can be added up to make it a different number from b: 50 = 50, 50 + 1 = 50, 50 - 1 = 50
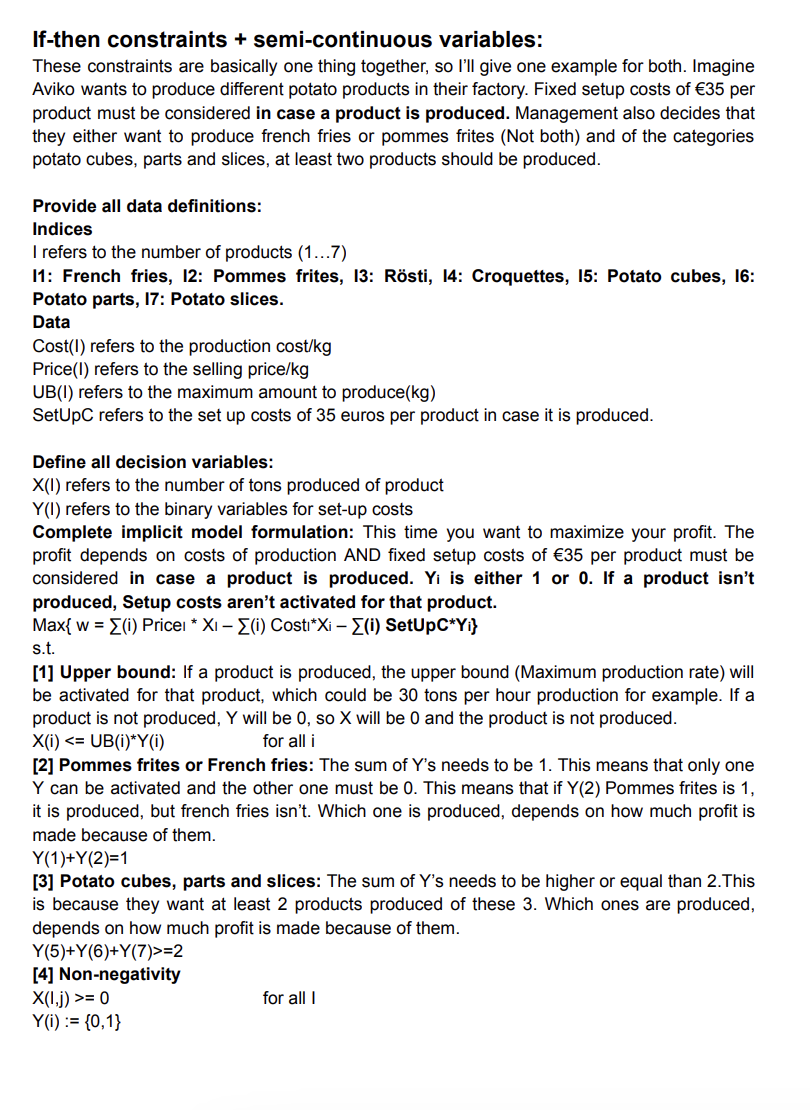
If- then constraints/selection problems (BIG M constraints)
closely linked to semi continuous variables
regulating the upper bound of a process, M is just a big number
If yj = 1, activity j is performed
If yj = 0, activity j is NOT performed and something else happens
xj <= M * yj for all j, if yj is 0 it will not be performed, if it is 1, the big number M will be bigger than whatever xj is and it will be performed
semi continuous variables
You want your variable to be above a certain number, below a certain number or be equal to 0. This constraint requires making binary variables. Binary variables are variables that can ONLY be 0 or 1. That means:
Y(i) ⋲ {0,1} Y = 0 if x = 0
Y = 1 if x >= L or x<= M, L and M stand for any given number, but where M is a big number. L is any given number, it’s only the lower bound of the production line f.e.
You need to produce at least 20 potatoes. So L = 20 This can give you these constraints: x <= M y(i) x >= L y(i)
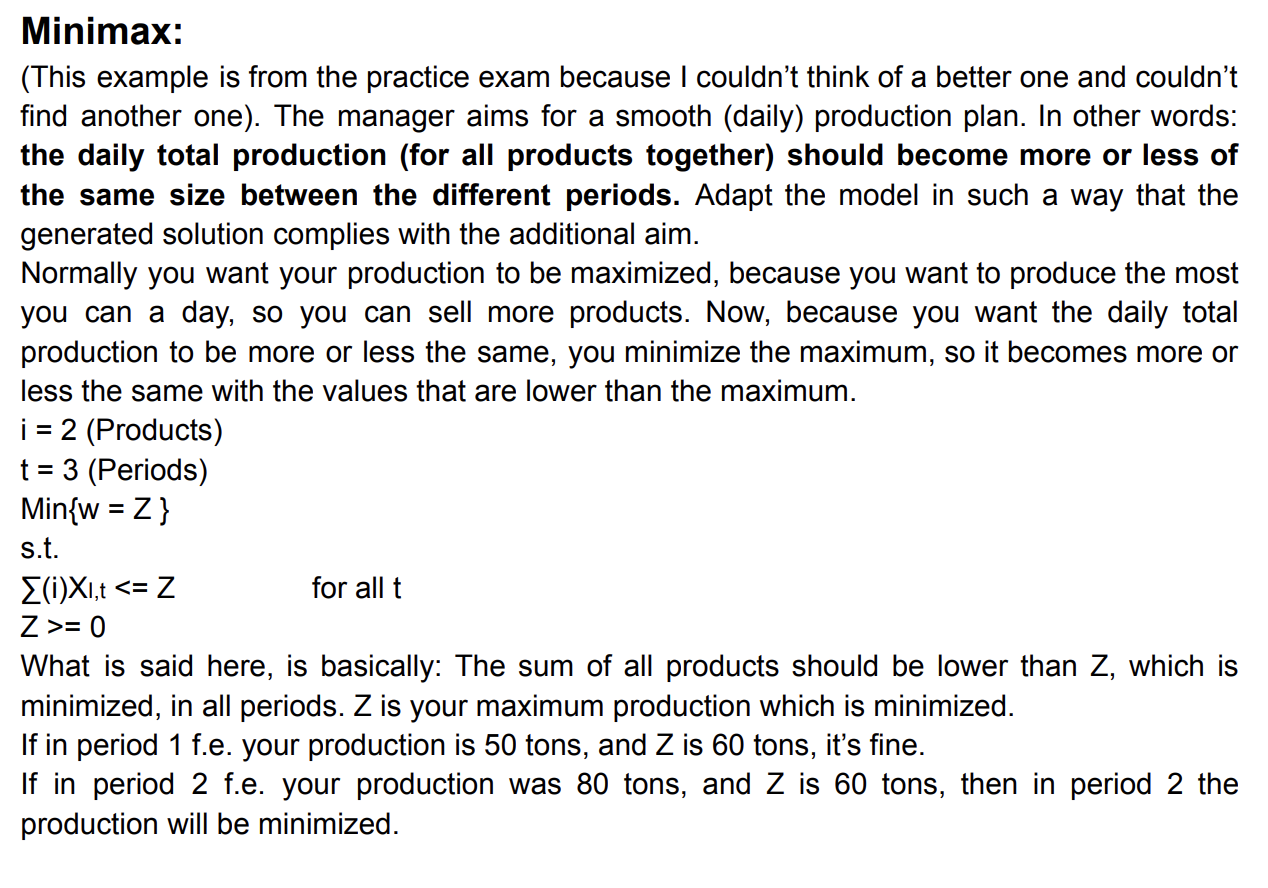
minimax
Minimizing the maximum
Min z s.t.
∑(j) Ckj*xj<= z for all k
Because you want to minimize the maximization, ∑(j) Ckj*xj should be lower than value z. You minimize z basically, and your sum(j)C(kj)*x(j) (Your costs for example) should be lower than z, even though this would normally be maximized
Your costs could be maximized for example if you want to see how much a whole process costs, but in the end you still want to minimize this, so you won’t spend extra money when not needed
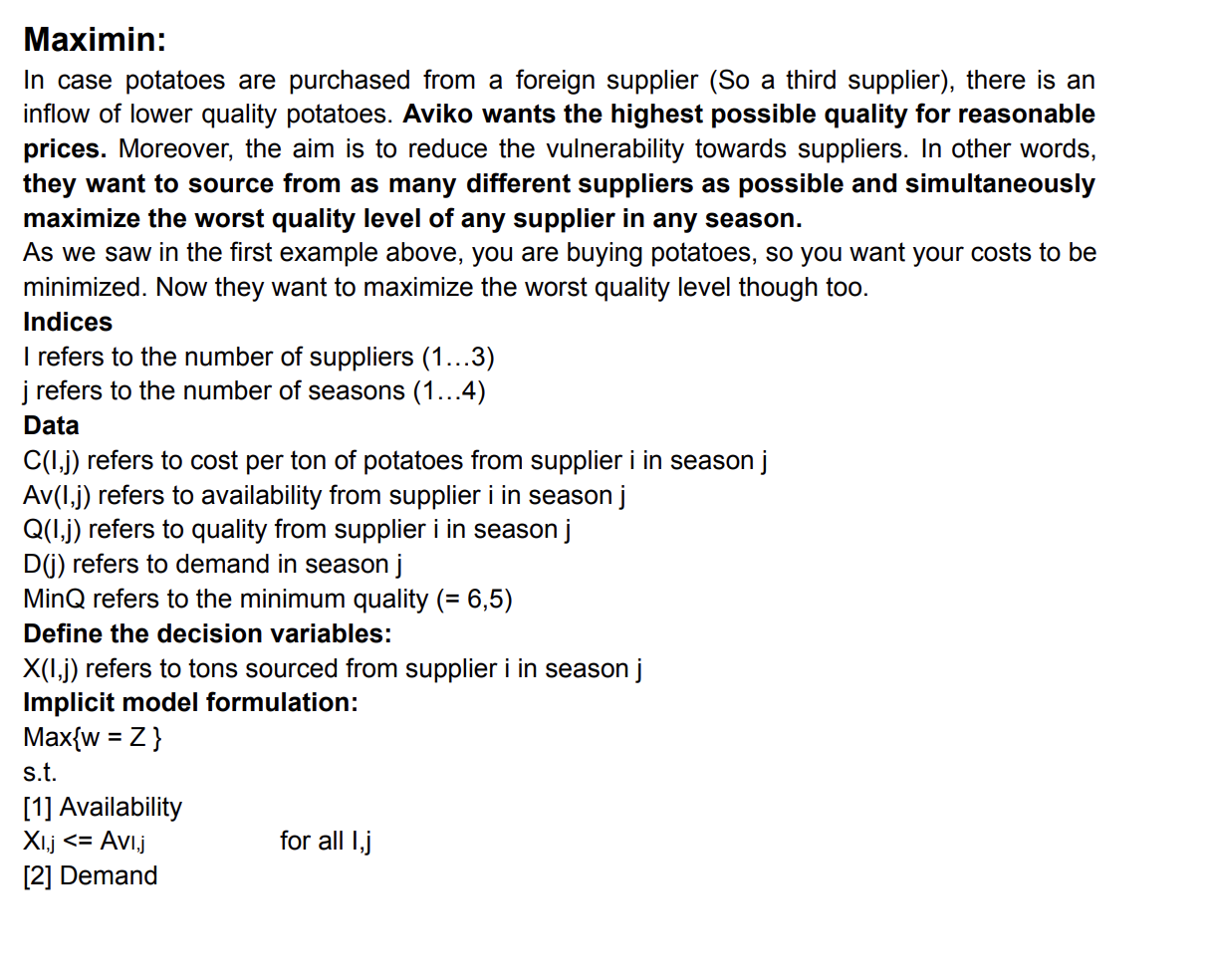
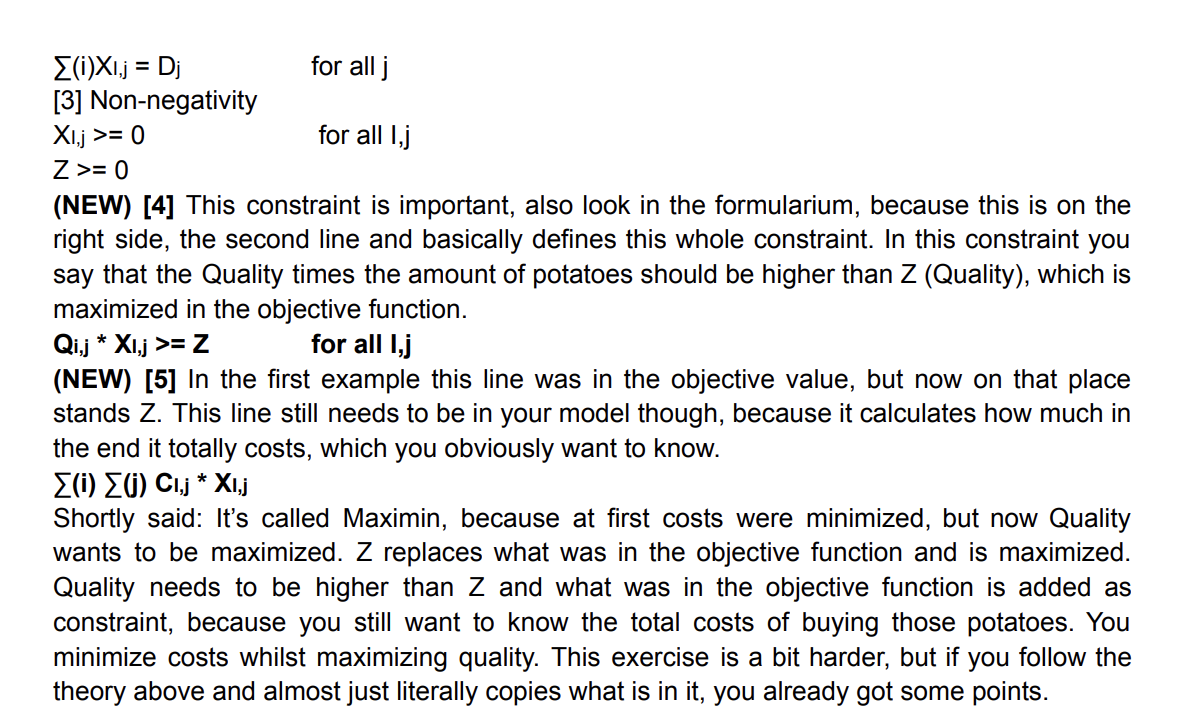
maximin
The way to write it down is this:
Max z s.t.
∑(j) Ckj*xj>= z for all k
costs are minimized normally but they want to maximize quality, but here the ∑(j) Ckj*xj should be higher than Z, because z (Quality) is maximized, and the costs should be atleast higher than that value, whilst still being minimized
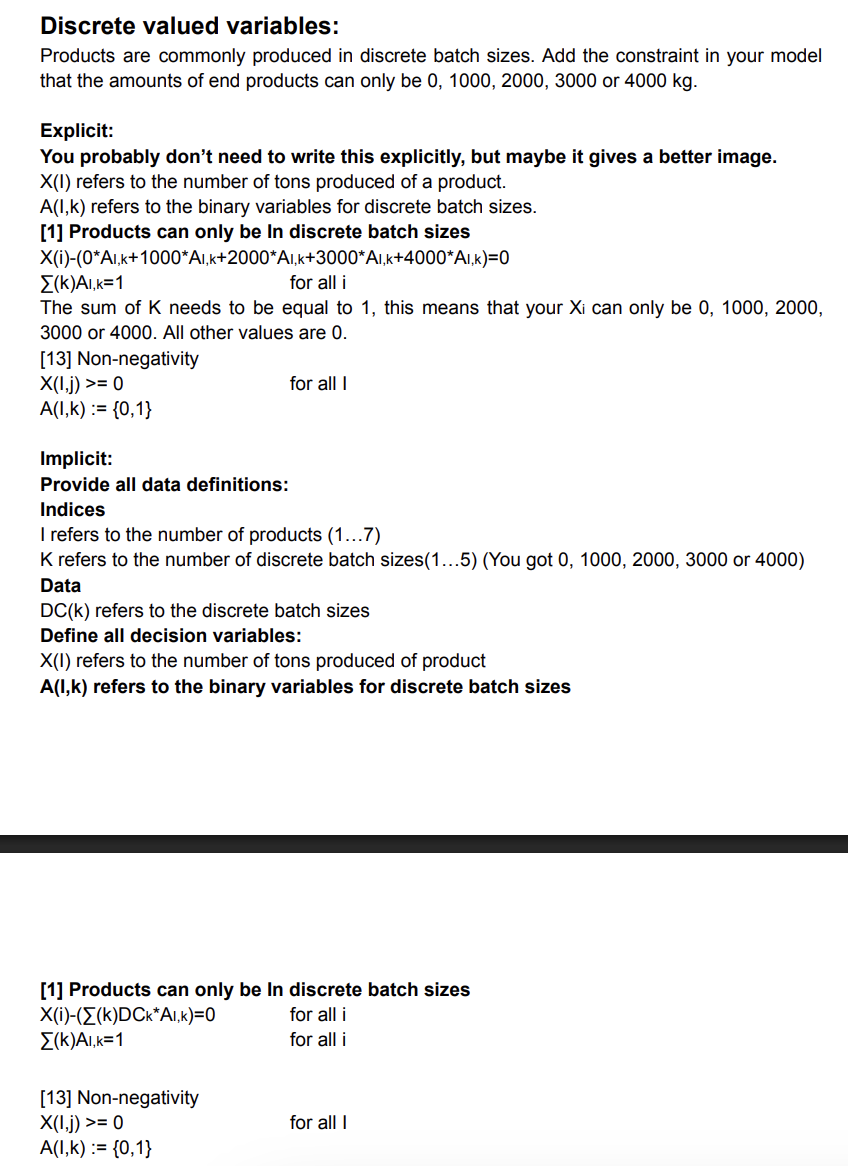
discrete valued variables
It sometimes occurs that variables are restricted to take values in a specified discrete set {β1, ... , βk) in which βj ⋲ N+ for example j:={0, 10, 20}. you give your variable x a certain number you want it to be
x-(β1*y1+...+βk*yk) = 0
y1+...+yk = 1
yk⋲{0,1} for all k
Imagine your β1 for example is 20, and your β2 is 40. Your x needs to be 20 or 40 to be exactly 0 as the right side. Because y1 is binary, it will be 1 or 0. If y1 is 0, 20*0 = 0. β1 is not activated. β2 on the other hand will be activated, because y1 + y2 needs to be equal to 1 (Second line). So your x will be 40, because: 40 - (20*0+40*1) = 0
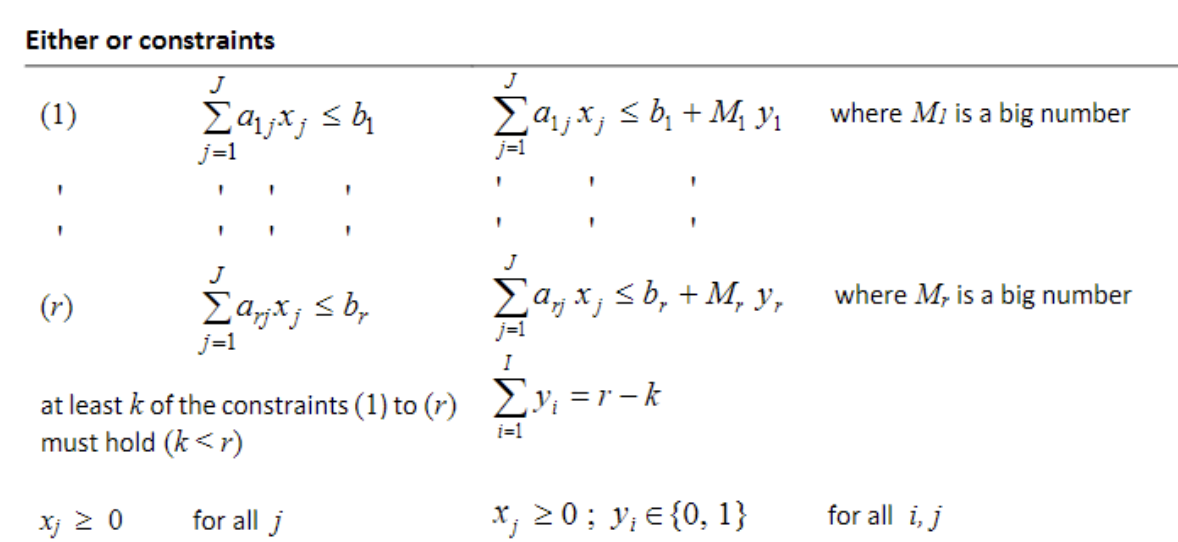
either or constraints
For example: You want, if you have 3 total constraints, only 2 constraints to work. At least k (2) of the constraints (1) to (3) must hold (k < r). sum(i) yi = 3 - 2 = 1
The one y that is 1, will activate M (The big number). The b in the example is your upper bound. If M (A big number) is added, the upper bound doesn’t matter anymore as it will be large enough anyways, and the constraint is turned off. The other 2 constraints will still hold, because the other y’s are 0. It’s basically turning constraints on and off, if it’s needed in the program to maximize income or minimize costs.
non negativity constraint example
if then and semicontinuous variable constraints
minimax example
maximin
discrete valued variables
either or constraints
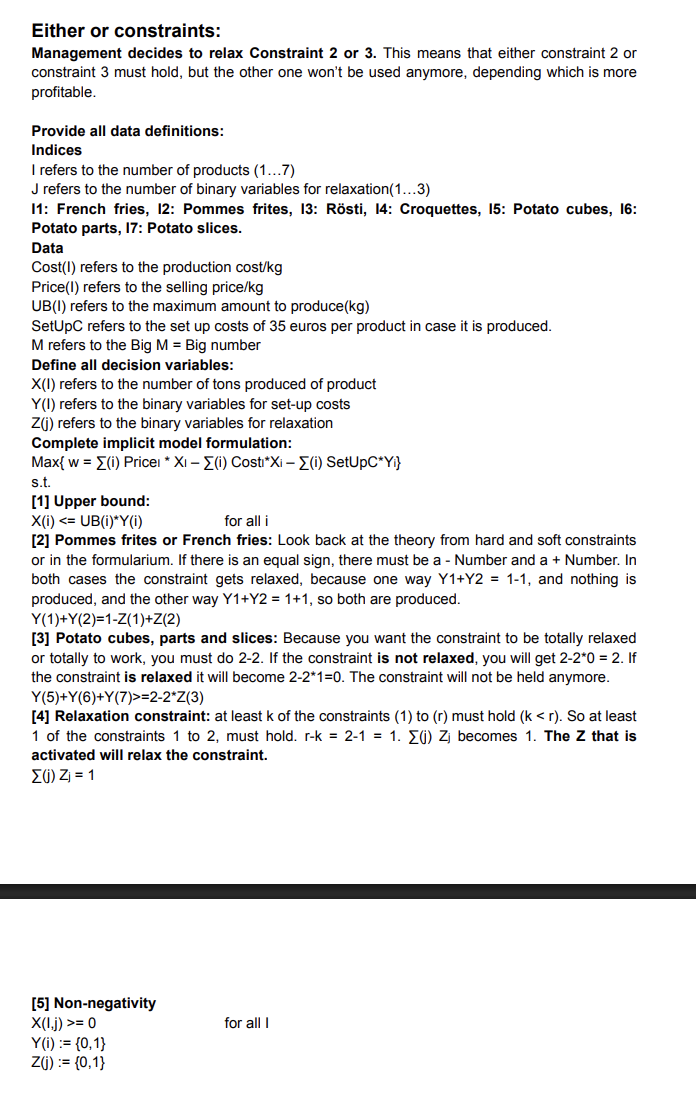
so in 4. if Z constraint is relaxed, no products are selected and when the constraint is active, 2 products are selected, coefficient 2 because RHS should be zero
in 3. you have to give two relaxation options which you cannot get if only one Z, so introduce Z1 to subtract 1 and Z2 to add 1, which allows RHS to move from 1 to 0 to 2
the production chain shows
how fruit juice moves from raw agricultural production to the consumer ;
farmers, distribution centres, factory, supermarket, consumer
ex. locations, brazil is production/concentration, netherlands is processing and packaging
processing steps in the fruit juice chain
juice production, concentration, pasteurisation, packaging, mixing
intermediate and final products; juice, pulp, juice concentrate, packaged fruit juice
classification of the food industry
divided into 3 categories
1- fresh food production
2- ingredient production
3- product assembly
the general production chain - primary production, harvested product, transport to wholesaler, transport to retailer, product at consumer
raw materials include- plant crops, animals (meat), animal products (dairy and eggs)
fresh food production
goal- convert freshly harvested products directly into consumer products
ex. 1 cleaning and packaging fresh fruits- 1) cleaning, 2) sorting, 3) coating/slicing/shaping 4) packaging, output; consumer product
ex. 2 canning fruits 1) cutting 2) packaging 3) heating, output; canned product
ingredient production
goal- convert harvested products into ingredients for later use in food manufacturing
ex. 1 wheat to flour; 1) dry cleaning 2) successive milling 3) sieving, outputs; flour, bran, removed impurities
ex. 2 flour to starch; 1) dough kneading 2) filtering 3) washing 4) rinsing via hydrocyclones 5) drying, outputs; powder starch, wet starch, gluten, side streams
ex. 3 tomato paste production; 1) sorting 2) cleaning 3) cooking 4) evaporation 5) packaging
outputs; tomato paste
product assembly
purchase ingredients and assemble then into final consumer products
ex. tomato sauce production
inputs- tomato paste, other ingredients
operations- formulation, structuring, stabilisation, packaging, output; tomato sauce
types of operations in food processing
4 major operation categories- seperation, conversion, structuring, stabilisation
seperation operations
purpose- seperate material into 2 or more streams
levels of seperation-
A. cleaning- remove contamination such as stones, dirt, soil
methods- dissolving, sieving, rinsing, sedimentation
B. fractionation- obtain different fractions from one stream, increase concentration
methods- filtration, centrifying, extraction, evaporation, sedimentation
C. purification- purpose- increase purity/concentration of components, remove molecular components
methods- dilution, precipitation, ultrafiltration, nanofiltration, reverse osmosis
conversion operations
purpose- change molecular composition
ex. fermentation, acidification/neutralization (pH changes), enzymatic reactions, heating reactions, gelatinization, inactivation of microbes or enzymes
applications- enzymatic synthesis of oligosaccharides from lactose for infant formula, addition of rennet in cheese production, alcoholic beverage production
structuring operations
change the positioning/arrangement of ingredients
like mixing, emulsification, crystallisation, freezing
involve phase changes often
food stabilisation and preservation
non thermal preservation- methods- high hydrostatic pressure, pulsed electric fields, magnetic fields, UV light pulses
thermal preservation- heating pasteurisation, sterilisation, UHT cooling-chilling, chilled drain freezing, lower water activity
reduction of water activity/antimicrobial methods; salting, sugar addition, drying, fermentation, acidulation, causticity, hurdle technology
combined nature of food operations
operations can occur at different scale; removing stones vs seperating molecules
one operation can have different aims- heating for conversion, heating for preservation
one operation may combine multiple purposes; conversion and structuring, seperation and stabilisation
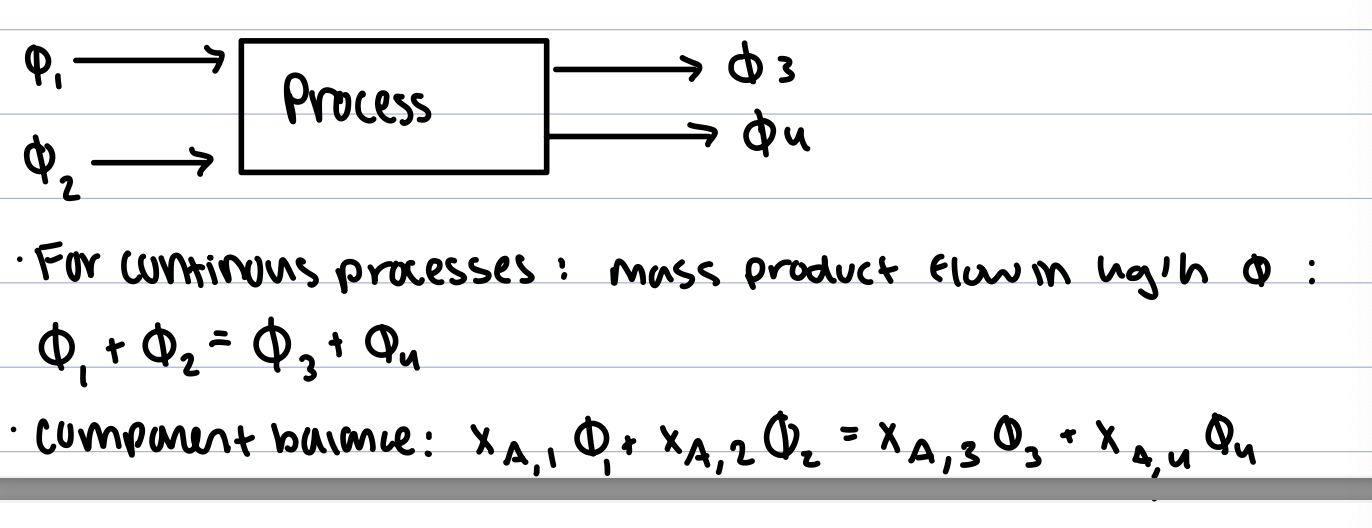
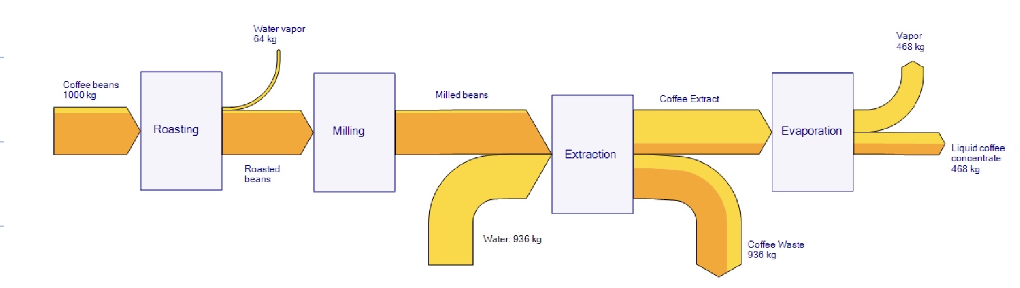
process flow diagrams
rectangle represents a process, arrow represents material flow between processes, text shows input and output materials
mass flow analysis
conservation of mass- mass can neither be created nor destroyed
accumulation= in - out + production
accumulation represents change over time, if nothing changes with time; accumulation = 0
types of processes
batch- no input or output during operation
semi batch- inputs or outputs added periodically
continuous- continuous input and output
steady state- variables such as temperature and flow rate do not change with time, typical for continuous processes
transient- process variables change with time, typical for semi batch processes
special cases of mass balances
batch processes- since input and output are zero; accumulation=production
no conversion occurring, then; production=0
continuous steady state process without production, then- in=out
overall mass balance
for a steady state process with no accumulation-
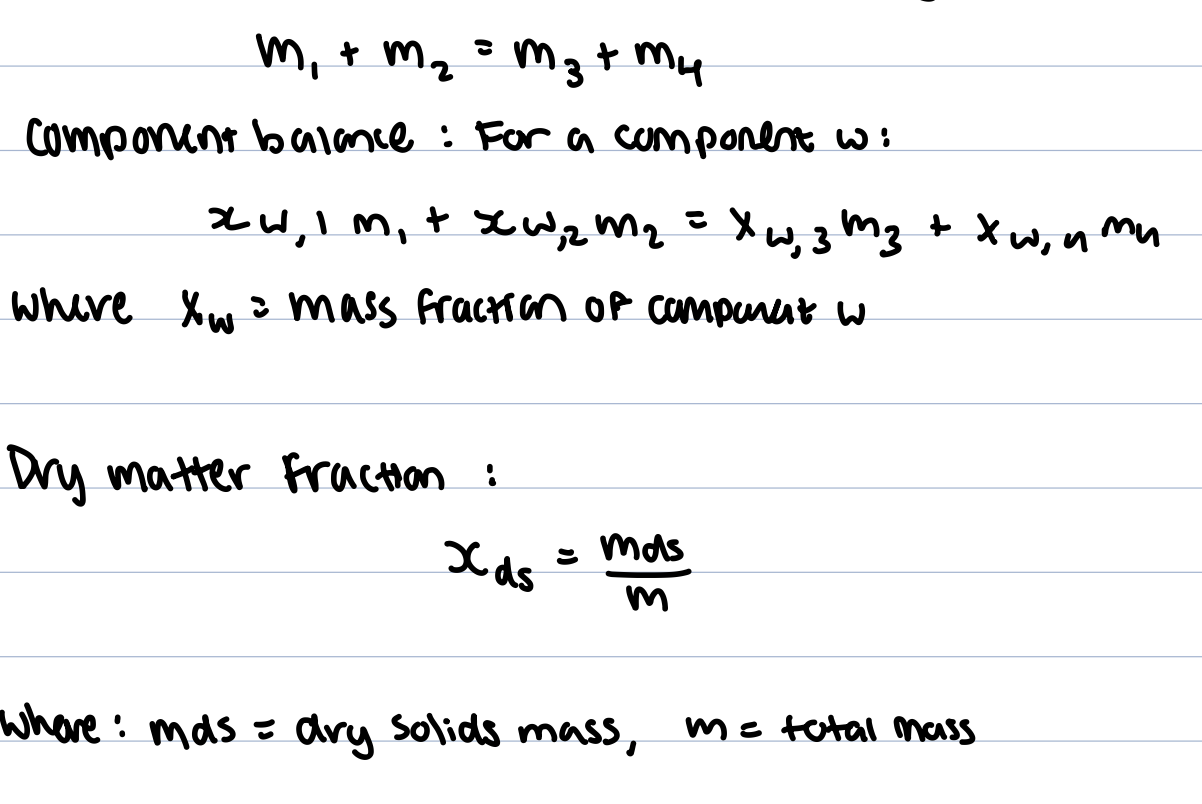
m1+m2=m3+m4, this is the total mass balance
component balances
a seperate balance can be written for each component
for component A-
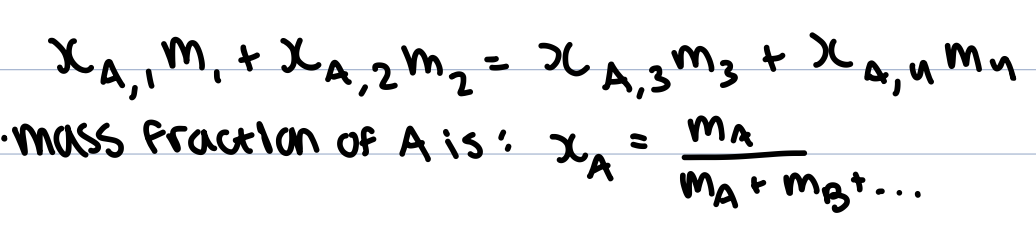
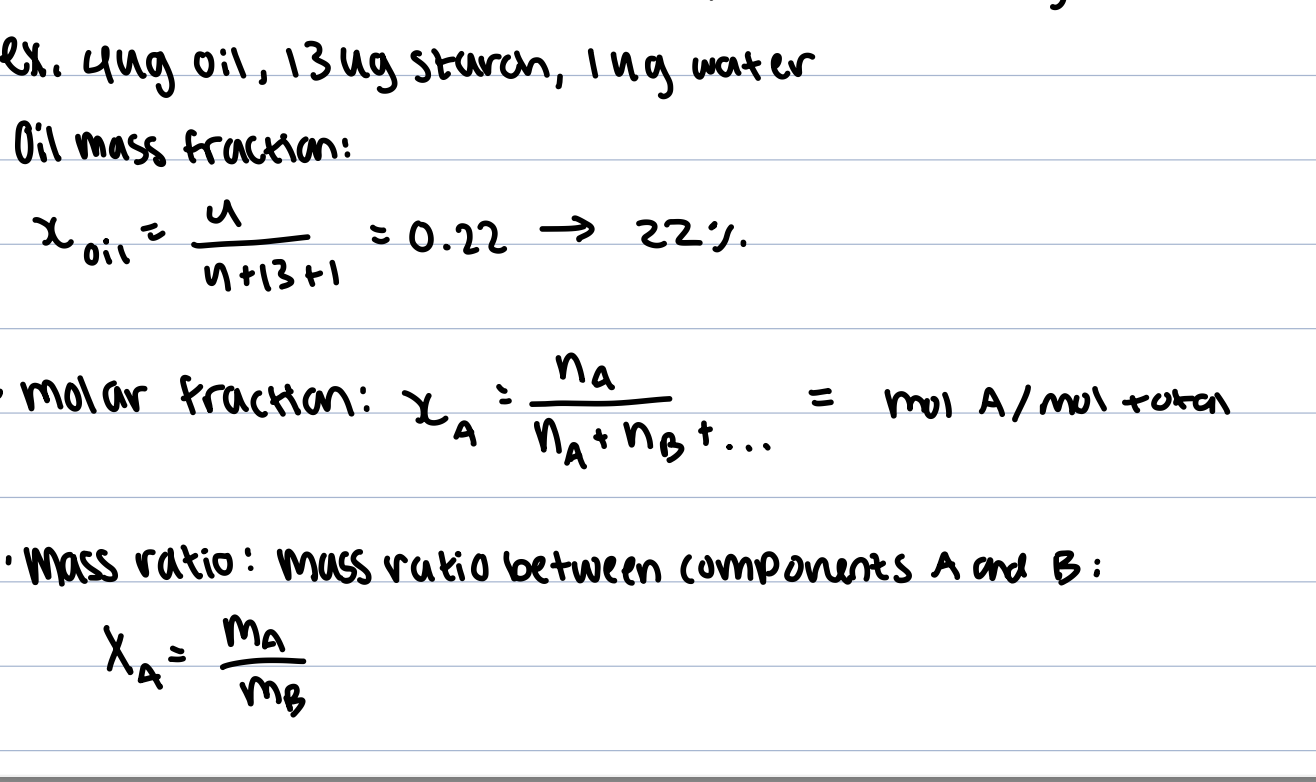
mass fraction, molar fractions and ratios
mass fraction- mass of a compounds divided by total mass
simple mass balance example
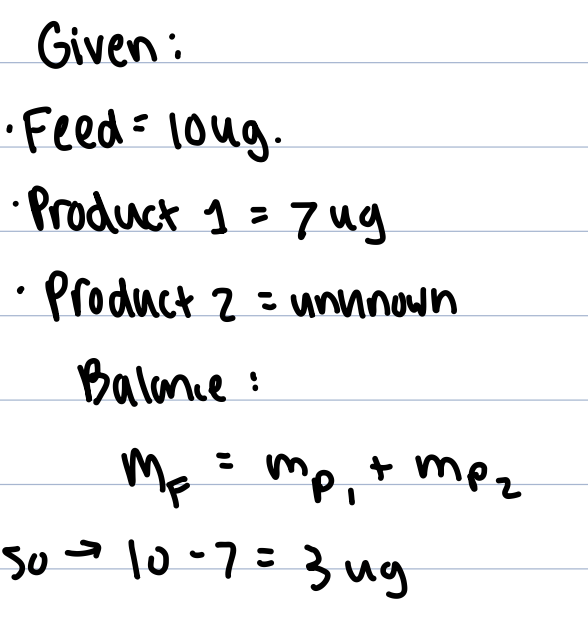
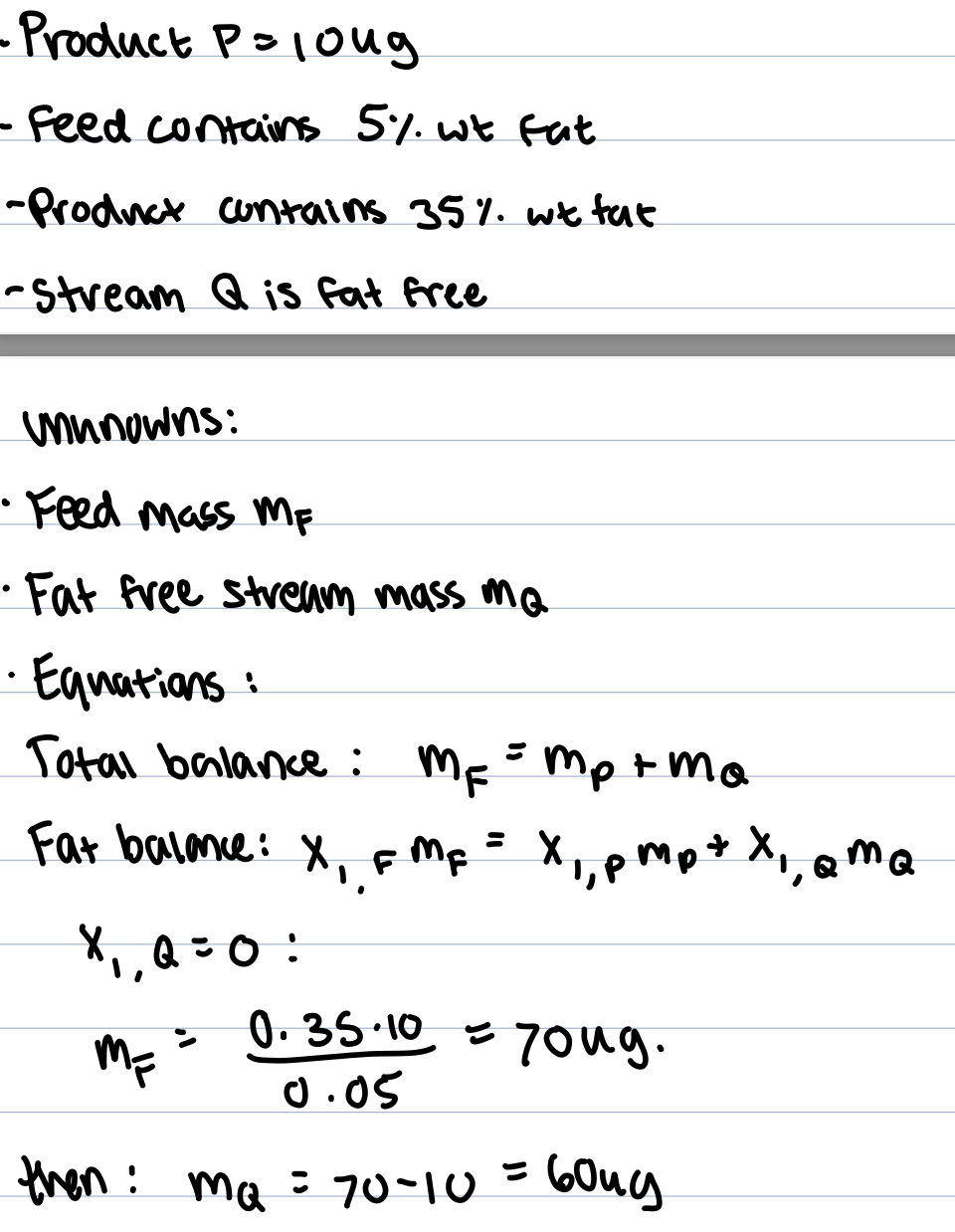
fat seperator example
a seperator produces
recycle and bypass streams
reasons for recycle streams- increase yield from chemical reactions, conserve energy, reduce inlet concentration of ingredients, ex. recycling air in a dryer
reasons for bypass streams- reduce size of unit operations, improve product quality, safety measures such as coding
large recycle streams are often the largest streams in a process
recycling example
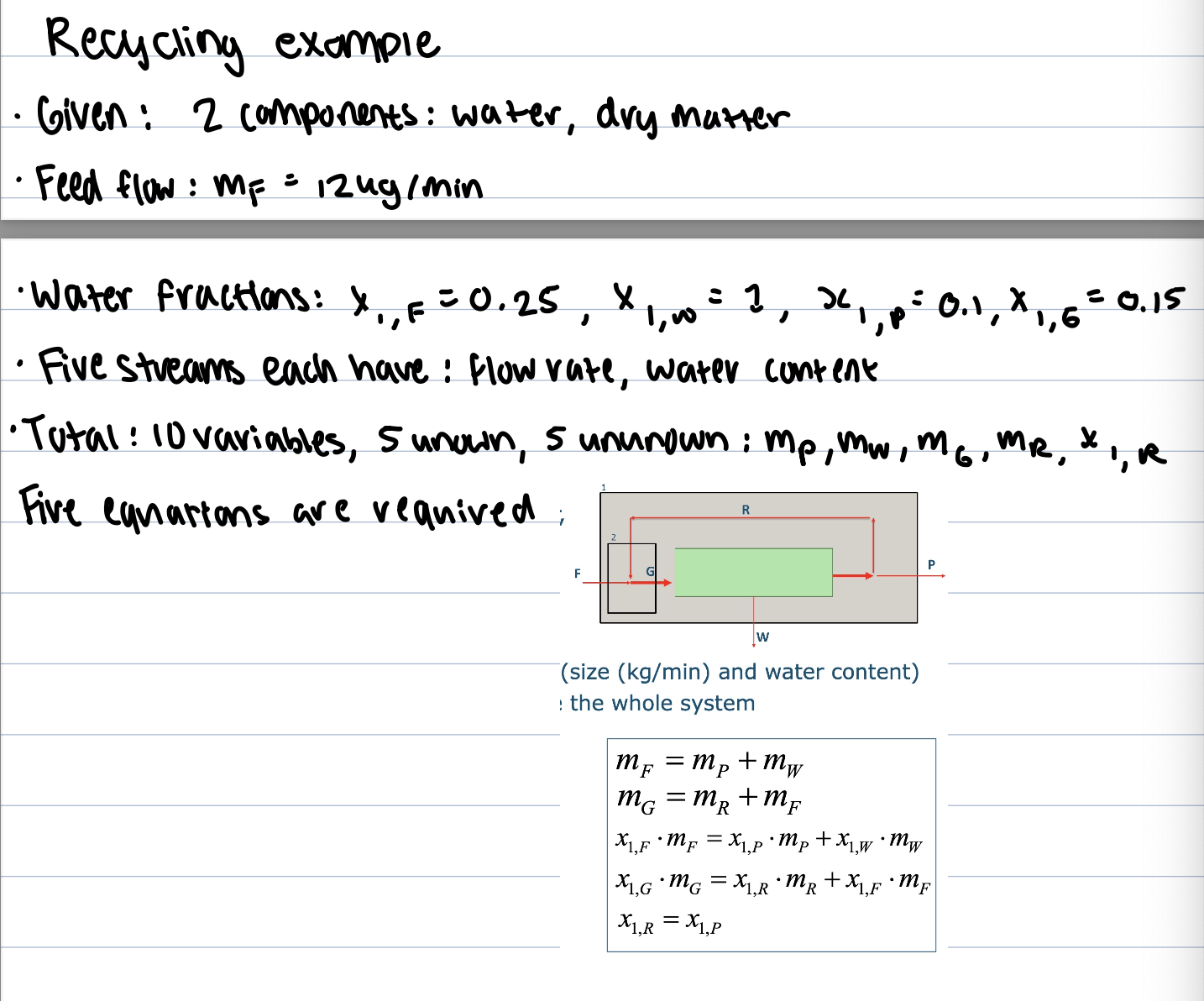
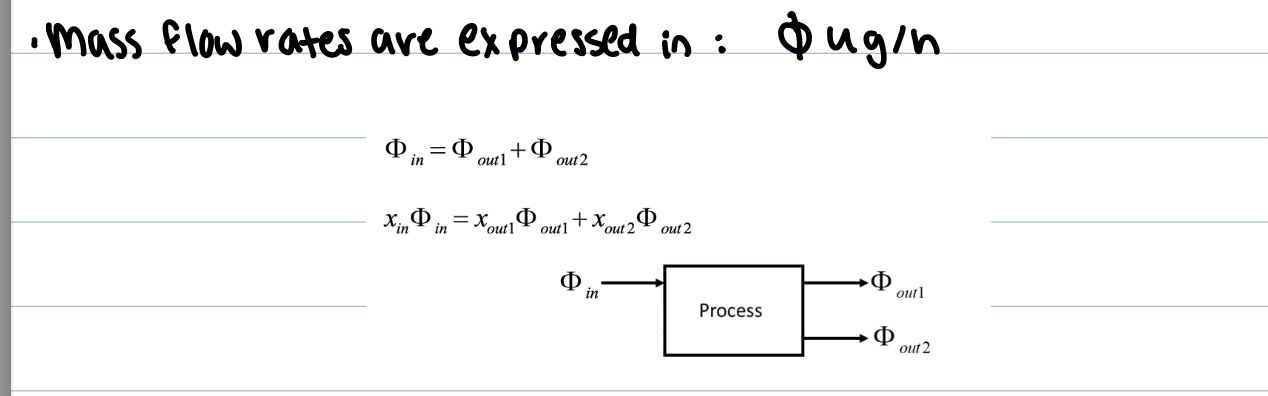
continous processes
for continous systems- mass product flow is represented by
component balances are written using flow rates and compositions
mass flow analysis-
heating
direct- steam injection, batch process
indirect- heat exchangers, plate, tubes and pipes, scraped surfaces, continous processes
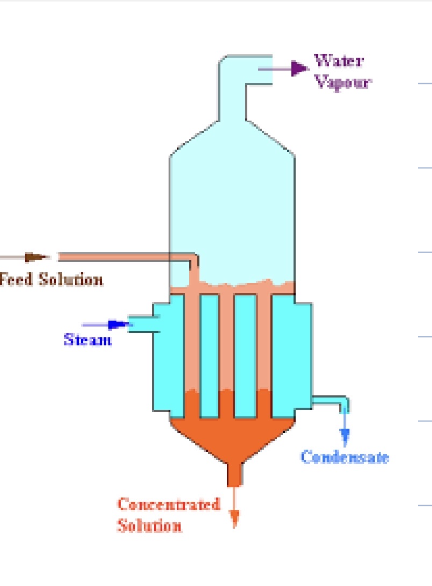
evaporation
removing water from a liquid feed to produce a concentrated liquid product
ex. fruit juices (orange juice concentrate), vegetable juices (tomato paste), falling film
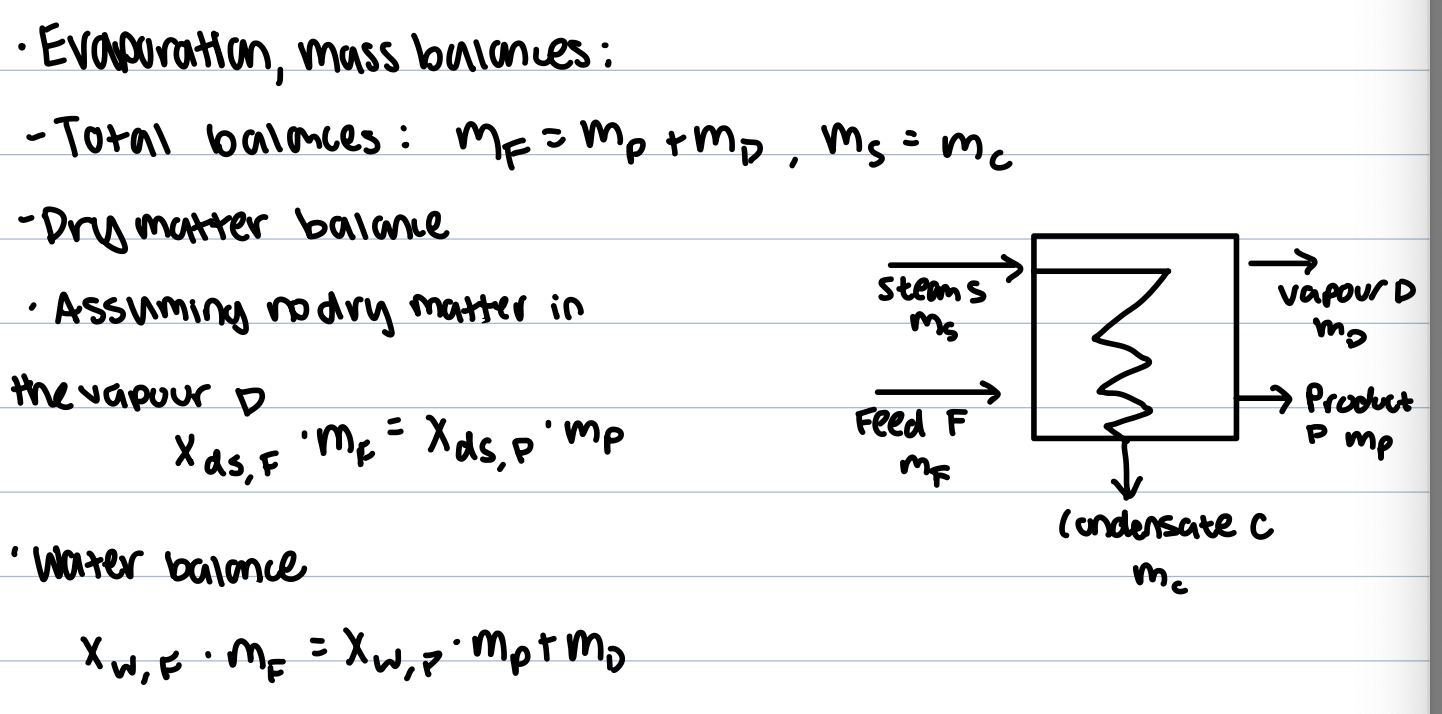
evaporation, mass balances
$X_{w,F}$: The mass fraction of water ($w$) in the Feed ($F$) stream.
sankey diagram
visualising energy/mass flows
conservation of mass/energy
representation of flow by arrows
arrow width= scale factor * M
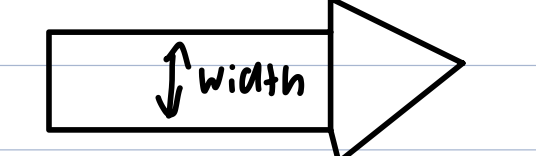
focus on streams, width of the arrow is related to size of stream
for mass, energy, all conserved quantities
all flows in go into the same side, all flows out go into opposite side
for conserved variables, cumulative in should be equal to cumulative out
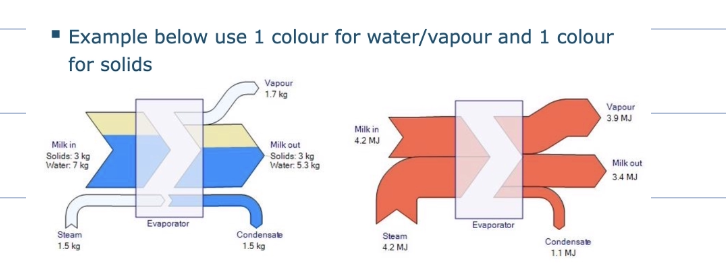
use one color for each conserved variable
rules sankey diagram
use one color for each conserved variable
main input (raw material) usually in at left side
main output (product) usually out at right side
waste (unwanted output) goes down, emissions go up
clear/short name to each process step
short labels to all arrows
recycles can be made explicit, large recycles usually mean inefficient processes
only simple rectangles
do not split arrows when they represent one stream
do not use different scales in one graph
do not use colors for streams (ex. milk, concentrated milk) use them for components for which a mass balance can be made (solid, water, fat)

food supply chain analysis
to compare production chains quantitatively→ analyse material flows, measure water and raw material efficiency, create flow diagrams sankey diagrams and mass balance calculations
mass balance
for any process, mass entering = mass leaving;
mass flow analysis
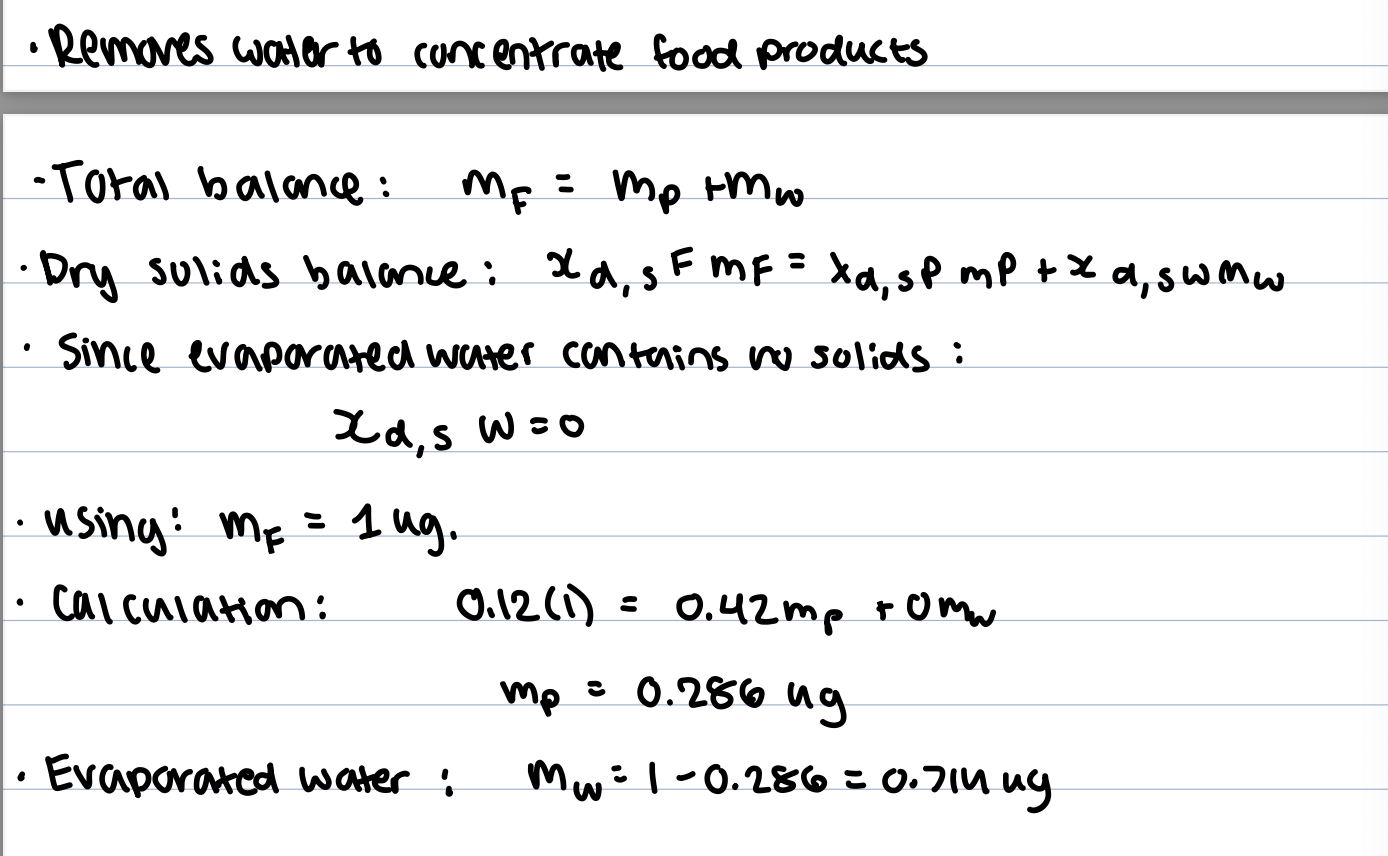
evaporation calculation
removes water to concentrate food products
The feed starts with $12\%$ solids ($x_{d,sF} = 0.12$).
The final product is concentrated to $42\%$ solids ($x_{d,sP} = 0.42$).
drying of food products
removes water from solid/liquid feeds using hot air
types of dryers- cabinet/tray/belt dryers; applications- vegetables, fruits, breakfast cereals
bin dryers; grain
spray drying; converts liquids into powder, milk powder, instant coffee
fluidized bed dryers; peas, vegetables, grain, powders
freeze drying; chicken meat, mushrooms for soup mixes
spray drying products
products made using spray drying; milk powders, instant coffee, tea drinks, powdered egg products
important quality parameter; resolubilisation of powder
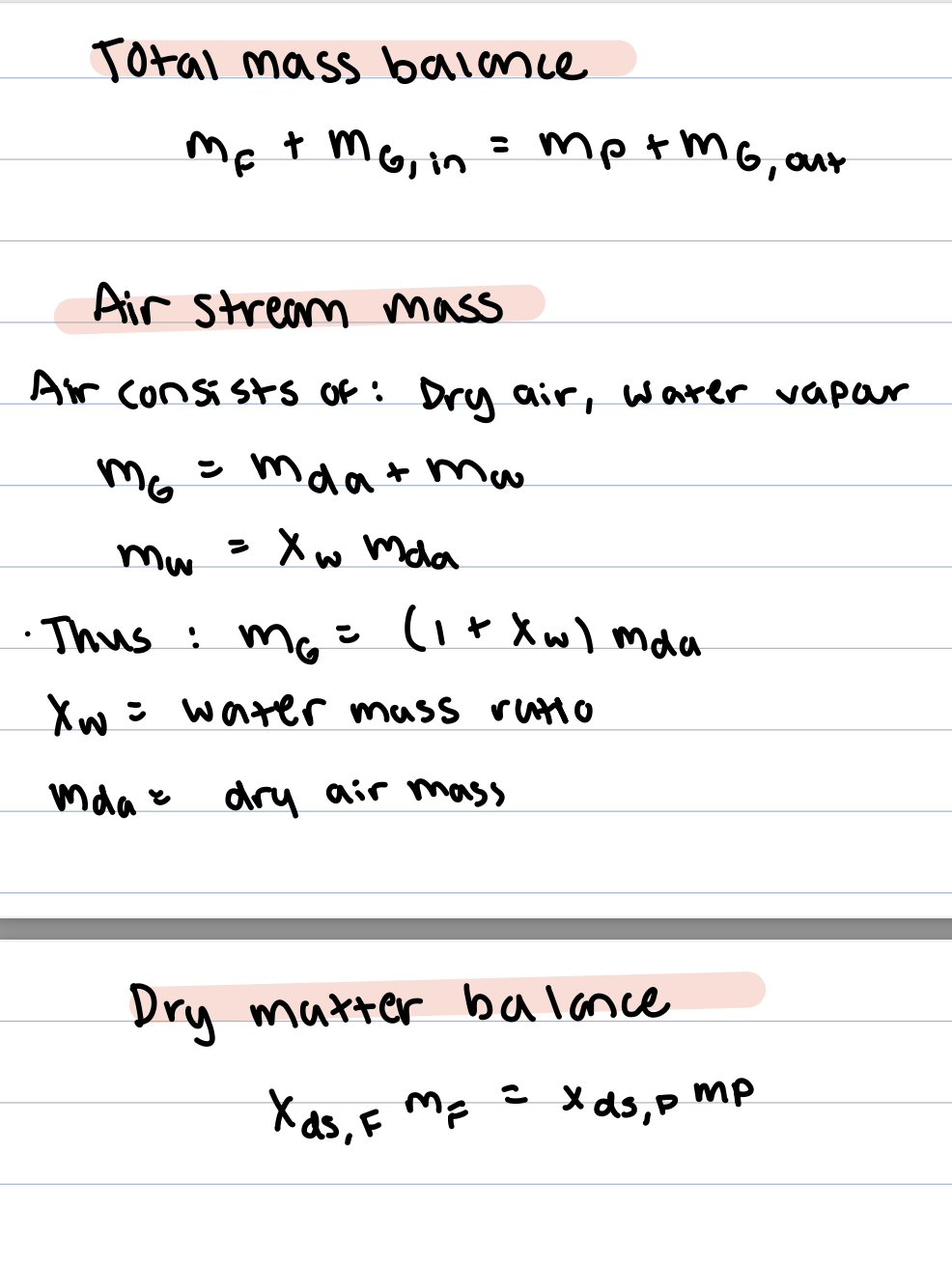
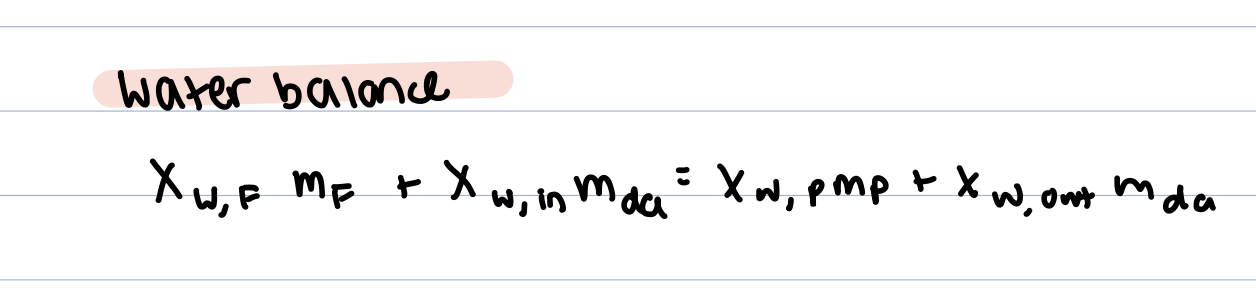
dryer mass balances
drying systems involve- feed stream, air inlet stream, product stream, air outlet stream
total mass balance, air stream mass, dry matter balance, water balance
seperation processes
centrifugation- industrial centrifugation is usually continous