Jakość Hamrola (copy)
1/60
Earn XP
Description and Tags
Hamrol Hamrol ty...
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
61 Terms
Definicja jakość według ISO 9000
Stopień w jakim zbiór inherentnych właściwości spełnia wymagania
Właściwości i jakość wyrobu (marketingowe) (9)
Funkcjonalność
Estetyka
Ergonomiczność
Trwałość
Niezawodność
Bezpieczeństwo
Serwisowalność
Ekologiczność
Prestiż
Właściwości i jakość usługi (marketingowe) (7)
Profesjonalność
Zachowanie
Infrastruktura materialna usługi
Bezpieczeństwo
Dostępność
Czas oczekiwania
Czas wykonywania
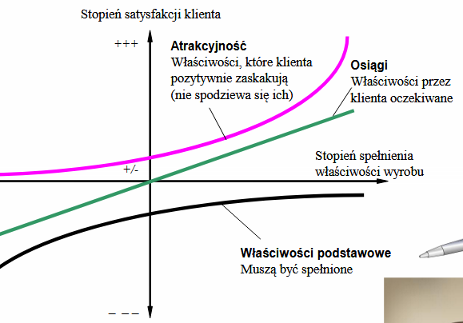
Model Kano: idea oraz interpretacja
Model Kano opisuje zależność między cechami produktu a satysfakcją klienta. Dzieli wymagania na
podstawowe (ich brak powoduje niezadowolenie),
Jednowymiarowe (im lepiej spełnione, tym większa satysfakcja)
Atrakcyjne (nieoczekiwane, ale silnie zwiększające zadowolenie).
Model pomaga ustalać priorytety cech produktu, aby skuteczniej spełniać oczekiwania klientów
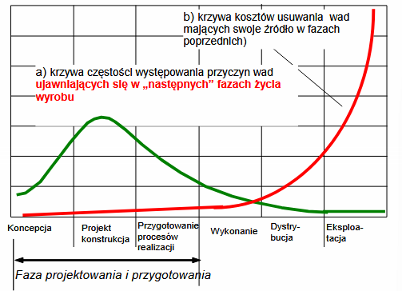
Cykl życia produktu
Projektowanie i/lub konstruowanie
Projektowanie i przygotowanie procesów realizacji
Wykonanie
Dystrybucja
Użytkowanie
Likwidacja
Projektowanie i/lub konstruowanie
Jakość projektowa
potencjał do spełniania potrzeb i oczekiwań klientów
Jakość projektowa procesów
skuteczność i efektywność z jaką zaprojektowany proces pozwali na uzyskanie jakości projektowej
Jakość wykonania
stopień zgodności jednostek wytworzonych z przyjętym wzorem
Jakość marketingowa
im wyższa tym lepiej produkt odpowiada wymaganiom klienta pod względem
prestiżu, unikatowości, prezentowania się
Jakość użytkowa
satysfakcja z posiadania i użytkowania produktu
Jakość ekologiczna
możliwość poddania recyklingowi lub biodegradacji
Postrzeganie
uświadamianie sobie wrażenia wywołanego działaniem bodźca
Pomiar
proces empiryczny obiektywnego przyporządkowania właściwościom/cechom
Ocena
sąd o wartości czegoś, wydany na podstawie przyjętych kryteriów oraz wiedzy i doświadczenia
Dane liczbowe
Dane liczbowe mogą mieć postać danych:
ciągłych– wynik pomiaru, określany z dokładnością wynikającą z rozdzielczości zastosowanej metody pomiaru (np. 100,67 mm];
dyskretnych– liczba wystąpień jakiegoś stanu, określonych za pomocą pomiaru lub obserwacji (np. 10 uszkodzeń na powierzchni).
Dane opisowe mogą być przedstawiane jako
alternatywne (dualne, dwustopniowe) – wynik oceny wyróżnia tylko dwa stany (np. wymiar w polu tolerancji lub wymiar poza polem tolerancji);
wielostopniowe - wynik oceny wyróżniaj więcej niż dwa stany (np. za mały, odpowiedni, za duży
Skale pomiarowe; przykład zastosowania
nominalna - nie można stwierdzić o ile stany są różnią się od siebie, jedynie ze są różne np. rodzaj materiału
porządkowa - nie można stwierdzić o ile są różne, ale wyniki mogą być uporządkowane np. gatunek wyrobu (I,II,III)
przedziałowa - można przypisać odległość miedzy stanami np. temp otoczenia, tolerancje w klasach
ilorazowa - znaczenie nie ma tylko odległość ale także ilorazom tych odległości. Musi mieć swoje 0 np.. odchyłka wymiaru, chropowatrosc
Jakość – perspektywa producenta / dostawcy
Planowanie jakości
1. Identyfikacja oczekiwań konsumentów
2. Przełożenie oczekiwań konsumentów na wymagania projektowe (QFD)
3. Projekt produktu (CE)
4. Analiza ryzyka (prototypy, walidacja, FMEA)
5. Opracowanie procesów produkcyjnych
6. Analiza ryzyka (zdolność jakościowa, FMEA)
7. Plany kontroli
8. Dopuszczenie do produkcji
Ocena jednostki (zgodność, niezgodność, wada)
Zgodność- ustalone wymagania są spełnione
Niezgodność - stan cechy , który w wyrobie/usłudze nie powinien wystąpić. Oznacza, niespełnienie ustalonych wymagań
Wada - to czego odbiorca nie akceptuje. Niespełnienie wymagania odnoszące się do zamierzonego lub wyspecyfikowanego odbiorcy
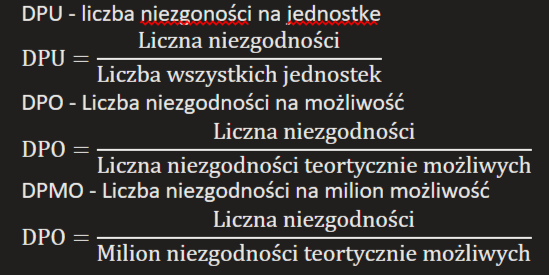
wskaźniki jakości procesu: DPU, DPO oraz DPMO
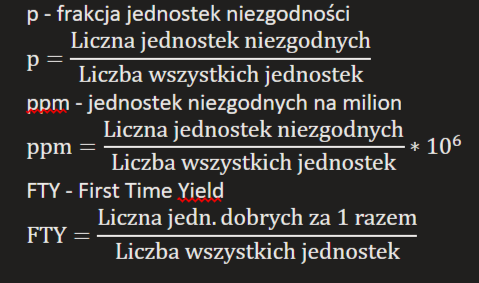
wskaźniki jakości procesu: p, ppm, FTY
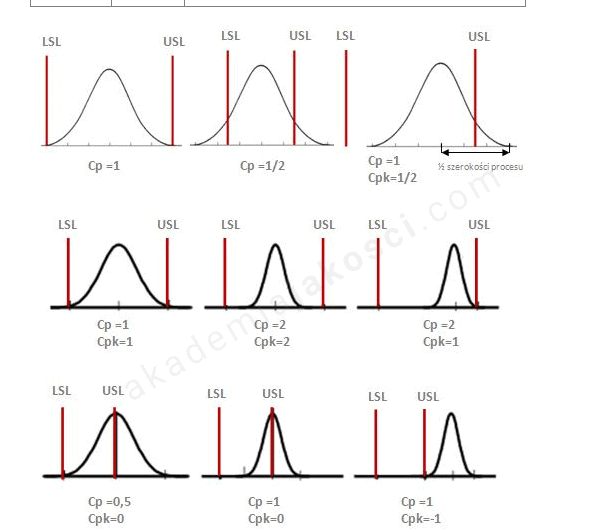
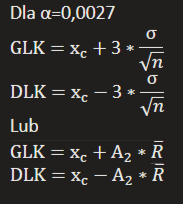
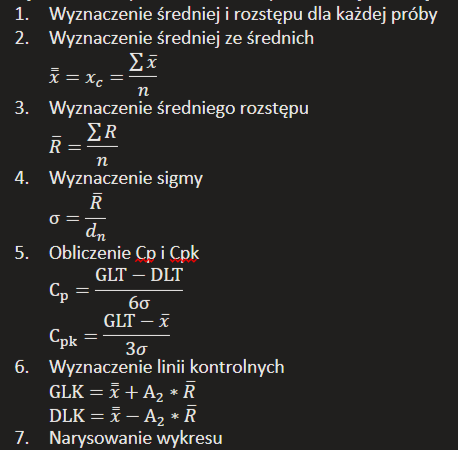
wskaźniki Cp oraz Cpk
Cp i Cpk to wskaźniki zdolności jakościowej procesu
Cp - zdolność potencjalna
Cpk - zdolność chwilowa
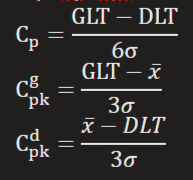
Proces jest wycentrowany
średnia danej cechy jest równa wartości nominalnej a jej pole tolerancji jest symetryczne, czyli Cp=Cpk
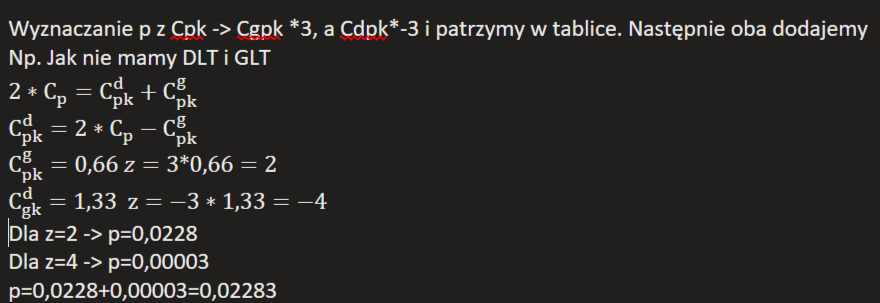
Wyznaczanie wskaźników p, ppm lub FTY z Cp oraz Cpk
Wielkości decyzyjne w planowaniu kontroli jakości: miejsce, zakres, sposób oceny, cel
Miejsce kontroli – gdzie przeprowadzana jest kontrola
Zakres kontroli – ile i jakie cechy są kontrolowane oraz jaka część wyrobów podlega kontroli
Sposób oceny – jak oceniana jest jakość
Cel kontroli – po co wykonuje się kontrolę
Ryzyko odbiorcy oraz ryzyko dostawcy
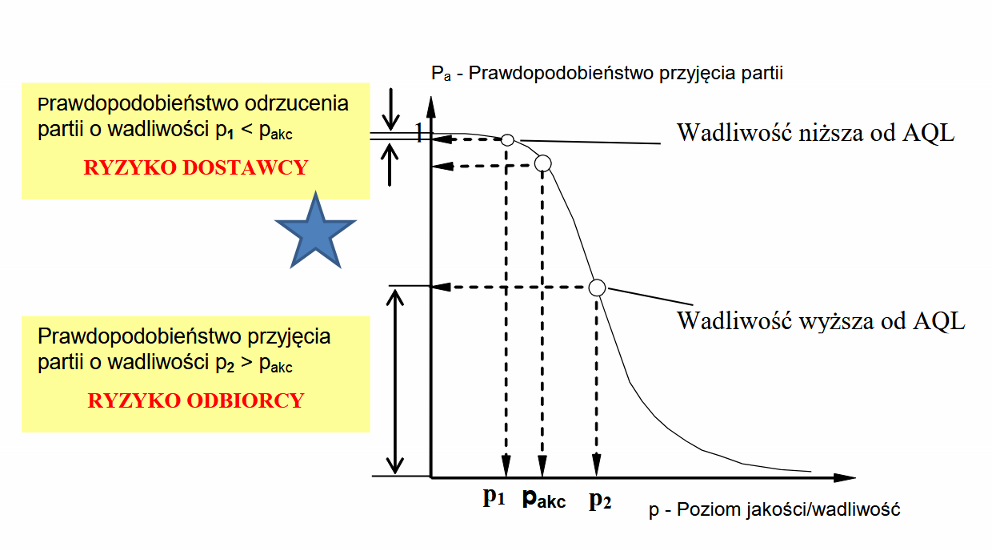
AQL- Acceptance Quality Level
wadliwość partii, która jest wartością graniczną zadowalającej średniej jakości procesu
LQ - Limiting Quality
najwyższa wadliwość partii, możliwa do zaakceptowania przez odbiorcę
Poziomy kontroli
Poziom I - złagodzony
Poziom II - normalny
Poziom III - zaostrzony
Wyznaczanie planu statystycznej kontroli odbiorczej; schemat postępowania
Przyjęcie danych wejściowych
Poziom AQL
Liczebność partii N
Poziom kontroli
Wybranie parametrów badania
Wybranie znaku literowego liczebności próby
Wyszukanie liczebności próby n oraz liczby kwalifikującej Ac
Wylosowanie próby. Ocena jednostek próby
Zliczenie jednostek niezgodnych w próbie
Ocena jakości partii kontrolnej
Porównanie liczby jednostek niezgodnych w próbie z liczbą kwalifikującą Ac
Stabilność
zmienność wyników pomiaru danej właściwości przez długi okres
Zakłócenia procesu
Naturalne (inheretnymi)
Są stale obecne, w danych warunkach nieuniknione
Jest ich wiele, ale żadna z nich nie odgrywa dominujących roli
Ich poziom w czasie nie wskazuje znaczących zmian
Nie można ich w łatwy sposób wyeliminować - wymagało by to wprowadzenia daleko idących zmian
Specjalne - systematycznymi lub sporadycznymi
Można je stosunkowo łatwo zidentyfikować i usunąć lub ograniczyć ich działania
Cel karty kontrolnej procesu
Wykrywanie i eliminowanie specjalnych przyczyn zmienności procesu
Linie tolerancji reprezentują:
Stan oczekiwany i są zadane przez konstruktor
Linie kontrolne opisują:
właściwości statystyczne procesu i obliczane są na podstawie wymiarów
Symptomy niestabilności procesu
Symptomy niestabilności procesu to sygnały wskazujące na występowanie przyczyn specjalnych m. in.:
-punkt poza liniami kontrolnymi,
-serie punktów po jednej stronie linii centralnej,
-trend rosnący lub malejący,
-nagłe skoki lub zmiany poziomu,
-nietypowe wzorce (cykliczność, zbyt mała/duża zmienność).
Oznaczają, że proces wymaga analizy i korekty, bo nie jest pod kontrolą statystyczną
Projektowania i prowadzenie karty kontrolne
Funkcje zarządzania jakością
Planowanie - zorientowane na planowanie celów i zasobów związanych ze spełnieniem wymagań
Zapewnianie - działanie służące do wzbudzenia zaufania
Sterowanie - operacyjne spełnianie wymagań
Doskonalenie - ciągłe zwiększanie skuteczności i efektywności
Zasady zarządzania jakością
Orientacja na klienta
Przywództwo
Zaangażowanie
Podejście procesowe
Ciągłe doskonalenie
Rzeczowe podejście do podejmowania decyzji
Dbałość o relacje
Motywowanie (do zaangażowania)
Wewnętrzne - realizowane przez samą czynność, jest celem sama w sobie. Buduje się na gruncie przekonania, że działania są sensowne
Zewnętrzne - realizowane poprzez następstwa danej czynności. Jest środkiem prowadzącym do celu
Kultura organizacji
zbiór wartości trwałych i uznawanych przez wszystkich pracowników
Komunikacja
przekazywanie komunikatów, które po właściwym odbiorze wywołają zamierzony skutek
Praca zespołowa
zwiększa grono osób zaangażowanych w realizacje celów.
Podejście procesowe
Jest to monitorowanie spełnienia wymagań klienta we wszystkich procesach, a nie tylko na etapie efektu końcowego
Ciągłe doskonalenie
Podejmowanie działań mających na celu lepsze i efektywniejsze spełnianie wymagań.
Cykl ciągłego doskonalenia PDCA (Deminga) - Plan-Do-Check-Act
Rzeczowe podejście do podejmowania decyzji
Posiadanie rzetelnych danych i informacji o przedmiocie, którego decyzja może dotyczyć
Przetworzenia uzyskanych danych za pomocą uzyskanych i sprawdzonych metod i narzędzi
Arkusz kontrolny
Stosowane do gromadzenia danych z jednoczesnym ich porządkowaniem
Dotyczą najczęściej wad, zdarzeń, dat
Karty projektuje się indywidualnie dla problemów
Powinniśmy określić:
Co chcemy wiedzieć
Jak będziemy zbierać dane
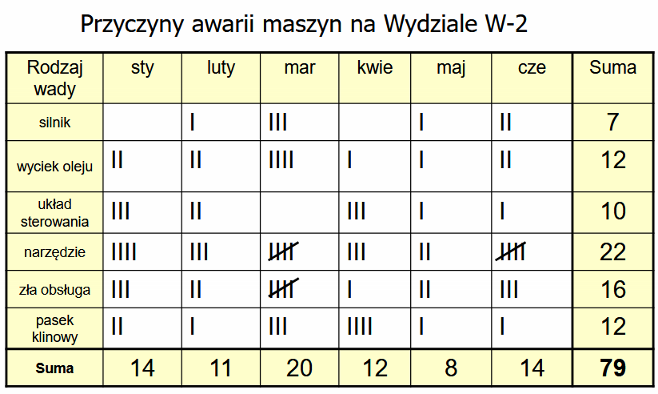
Diagram systematyki
służy do porządkowania przyczyn wywołujących określony problem lub skutek
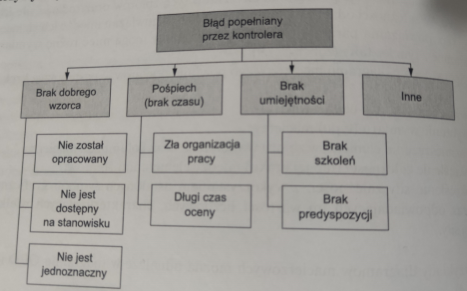
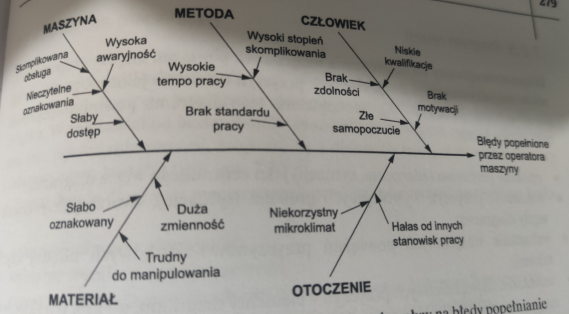
Diagram Ishikawy
przedstawienie zbioru czynników mających wpływ na wyniki procesu, zbiór przyczyn generujących problem itp.. Zazwyczaj wyróżnia się pięć grup czynników stąd nazwa 5M
Człowiek (man)
Metoda (method)
Maszyna (machine)
Materiał (material)
Zarządzanie (management)
5 Why
zadawanie kolejnych pytań, przy czym treść kolejnego zależy od odpowiedzi poprzedzającej. Nadaje się do mało złożonych problemów z przyczynami skoncentrowanymi w jednym obszarze
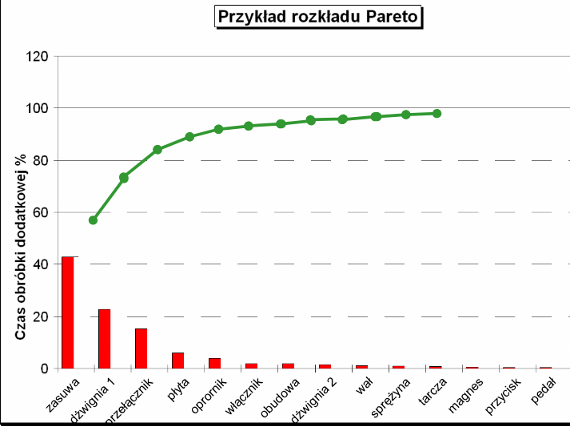
Diagram Pareto
prezentacja wszystkich przyczyn związanych z powstawaniem jakiegoś problemu.
Reguła 20/80 - około 20% przyczyn powoduje około 80% skutków
Pozwala skupić działania korygujące i doskonalące na przyczynach najważniejszych
FMEA - Failure Mode and Effect Analysis
Celem FMEA jest rozpoznanie/ zidentyfikowanie:
Potencjalnych wad wyrobu/procesu
Ich przyczyn i skutków
Zapobieganiu pojawianiu się uszkodzeń wyrobu w procesie projektowania i wytwarzania
Polega na
Ocenie znaczenia (S -Severity) ich skutków
Oszacowaniu ryzyka (O - occurrense) pojawienie się wad
Ocenie możliwości ich wczesnego wykrywania (D-Detection)
Wskazanie priorytetów (AP; RPN)
Proponowaniu rozwiązań prewencyjnych lub korygujących
QFD - Quality Function Deployment
QFD jest sposobem tłumaczenia potrzeb i wymagań klienta na charakterystyki wyrobu lub usługi
Stosuje się w fazie planowania i projektownia wyrobu
Cel
Przekształcenie wymagań potencjalnego klienta na postać i charakterystyki, parametry, funkcje, komponenty
Transformacja WHAT? w HOW?
Strategie: TQM, Six Sigma, Kaizen; relacja do Lean Manufacturing
TQM (Total Quality Managment) –"powszechne zaangażowanie" kompleksowe zarządzanie jakością w całej organizacji, nastawione na klienta i ciągłe doskonalenie.
Six Sigma – redukcja zmienności procesów i liczby błędów przy użyciu metod statystycznych.
Kaizen – ciągłe, drobne usprawnienia realizowane przez wszystkich pracowników.
Lean Manufacturing koncentruje się na eliminacji marnotrawstwa. Lean usprawnia przepływ,
Six Sigma stabilizuje jakość,
Kaizen wspiera codzienne doskonalenie
TQM stanowi filozofię nadrzędną łączącą te podejścia
Zawartość norm: ISO 9000, ISO 9001, ISO 9004
• ISO 9000 - ma charakter wprowadzenia, ułatwiającego zrozumienie ducha i treści pozostałych norm;
• ISO 9001 - zawiera zestaw wymagań, jakie organizacja powinna wziąć pod uwagę przy opracowywaniu ZSZJ, aby móc poddać certyfikacji;
• ISO 9004 - jest zbiorem wytycznych do ciągłego doskonalenia oraz wskazówek do przeprowadzania oceny efektywności i skuteczności ZSZJ.
Ich zadaniem jest unifikacja pojęć, oznaczeń, klasyfikacji i metod badania wyrobów przeznaczonych do wymiany międzynarodowej
Inne normy
PN-N 18991 - bezpieczeństwo i higiena pracy
ISO 14001 - zarządzanie środowiskowe
Akredytacja
Uznawanie kompetencji; formalne uznanie działalności jednostki certyfikującej lub laboratorium badawczego.
Certyfikacja
Uznawanie zgodności; działanie trzeciej strony wykazujące, że zapewniono odpowiedni stopień zaufania, iż wyrób, proces lub usługa są zgodne z określoną normą lub odpowiednimi przepisami prawnymi.
Audyt
systematyczny, niezależny i udokumentowany proces uzyskiwania dowodu oraz jego obiektywnej oceny w celu określenia stopnia spełnienia kryteriów
Cel audytu
Stwierdzenie zgodności lub niezgodności elementów systemu z określonymi wymaganiami
Ustalenie skuteczności wdrożonego systemu w osiąganiu określonych celów
Dostarczenie danych do ciągłego doskonalenia systemu
Ze względu na przedmiot badania, wyróżnia się audyt
Systemu
Procesu
Wyrobu
Ze względu na kryterium przynależności organizacyjnej można podzielić
Audyty wewnętrzne (pierwszej strony) - przeprowadzane przez organizacje, której dany ZSZJ funkcjonuje
Audyty zewnętrzne drugiej strony - przeprowadzane przez klientów
Audyty zewnętrzne trzeciej strony - przeprowadzane przez jednostki niezależne