Metal processes
1/29
Earn XP
Description and Tags
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai | Chat |
|---|
No analytics yet
Send a link to your students to track their progress
30 Terms
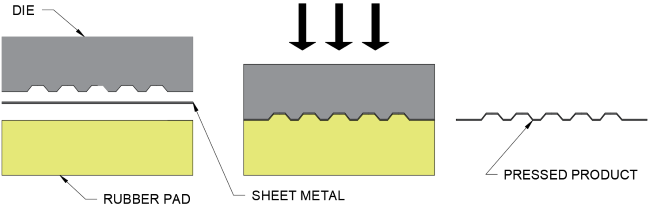
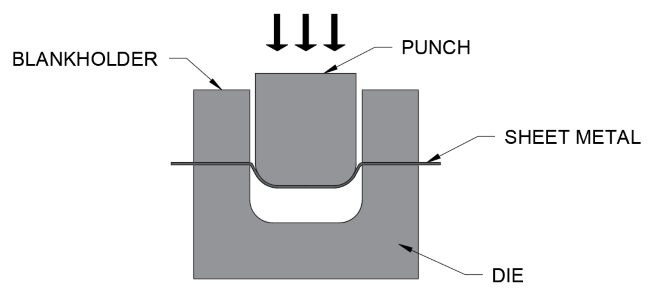
Press forming process
Forming method - used for automotive parts, appliance components
How it works:
Metal is rolled out and straightened
Metal is cut to required blank size
The blank metal is clamped over the die and held in the correct position using the back gauge
A hydraulically operated punch is then pushed into the sheet metal
Once the desired shape is formed the punch is retracted and the sheet component is ejected
Advantages
Good for high-volume production
Precise and consistent results
Can be used with many types of metals
Metal sheets can be easily shaped into 3D forms
Disadvantages
Requires expensive moulds
Not suitable for very complex shapes
Limited to thin materials
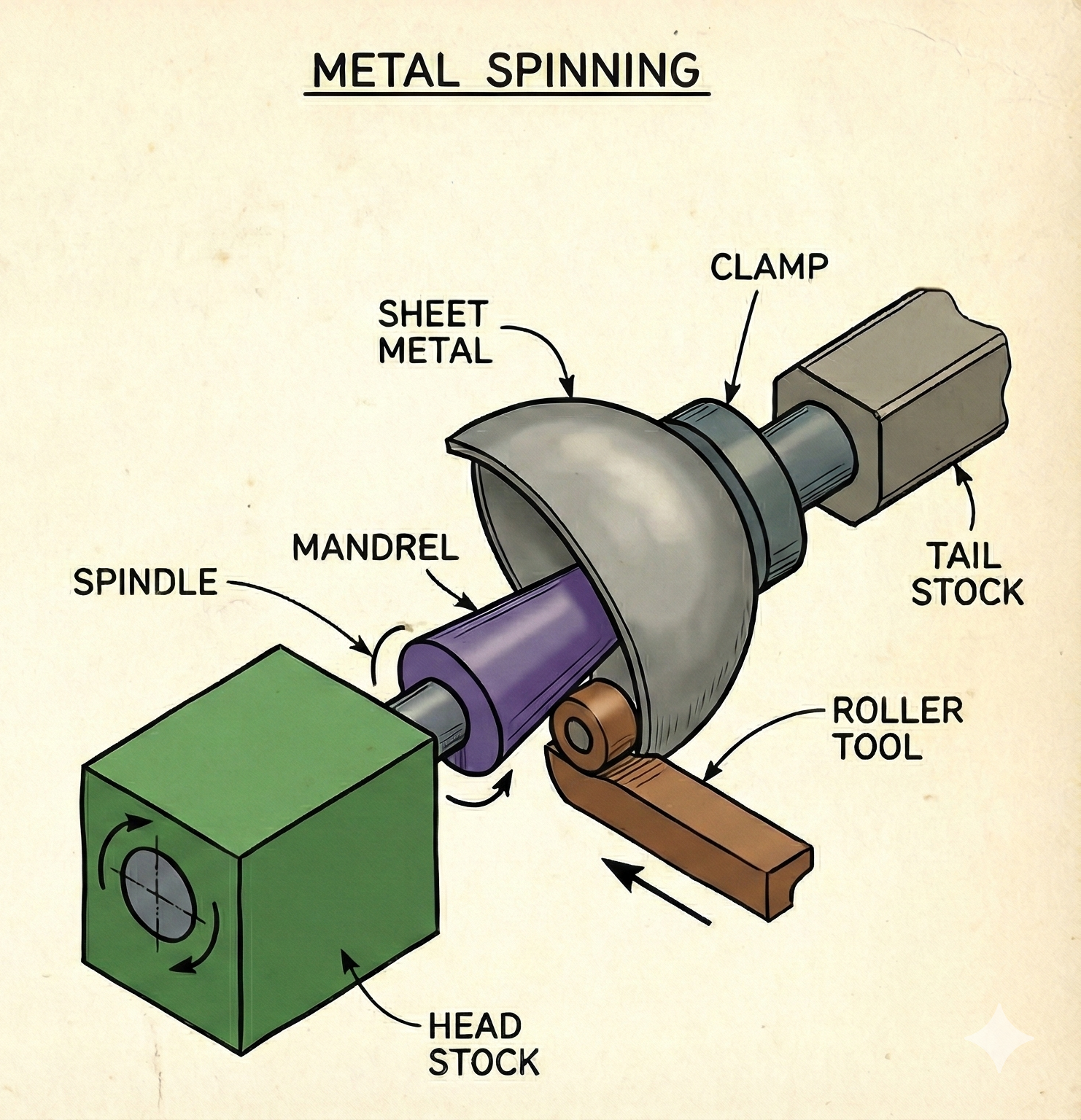
Spinning
Forming method - used for bowls, cones, saucepans
How it works:
A metal disk is mounted on a spindle and rotated at high speed
A tool is applied to the spinning disk to shape it into a hollow form
The formed piece is then removed from the spindle
Advantages
Can create symmetrical shapes easily
Good surface finish
Suitable for producing lightweight parts
Disadvantages
Limited to round and symmetrical shapes
Not suitable for very thick materials
Can be slow for large batches
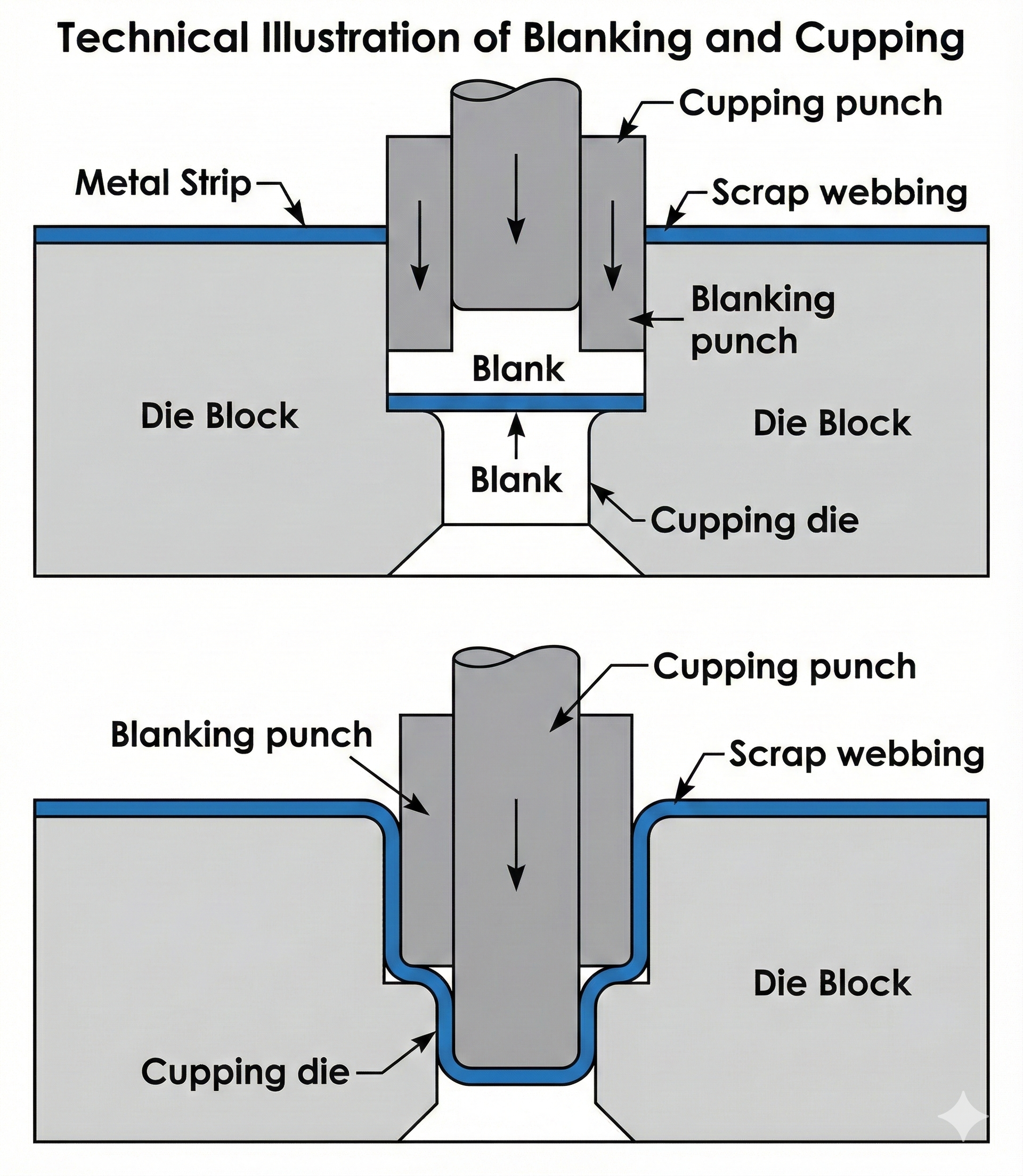
Cupping / deep drawing process
Forming method - used for drink cans, containers, automotive parts
How it works:
A flat sheet of metal is placed into a die
A punch presses down on the metal, forming it into a cup shape
The finished cup is removed from the die
Advantages
Can form deep shapes from thin materials
High precision and minimal waste
Great for high-volume production of deep parts
Produces parts with high dimensional accuracy
Creates tough and hard products
Disadvantages
Requires specialised equipment
Can be slow for large quantities
Material thinning can occur

Wrought iron forging
Forming method - used for decorative fencing
How it works:
An iron bar is heated to a high temperature and placed in a die
A hammer or press is used to shape the metal by applying force
The shaped metal is allowed to cool and is then finished
Advantages
Produces strong, durable parts
Suitable for high-performance applications
Can create complex shapes
Disadvantages
Requires high-energy input
Limited to high-strength metals
Drop forging
Forming method - used for automotive parts, hand tools, railway components
How it works:
Metal is heated and placed in a die
A hammer is dropped onto the metal to shape it
The part is then cooled and removed
Advantages
Produces strong, tough parts
Cost-effective for large quantities
Disadvantages
Expensive dies
Limited to simple shapes
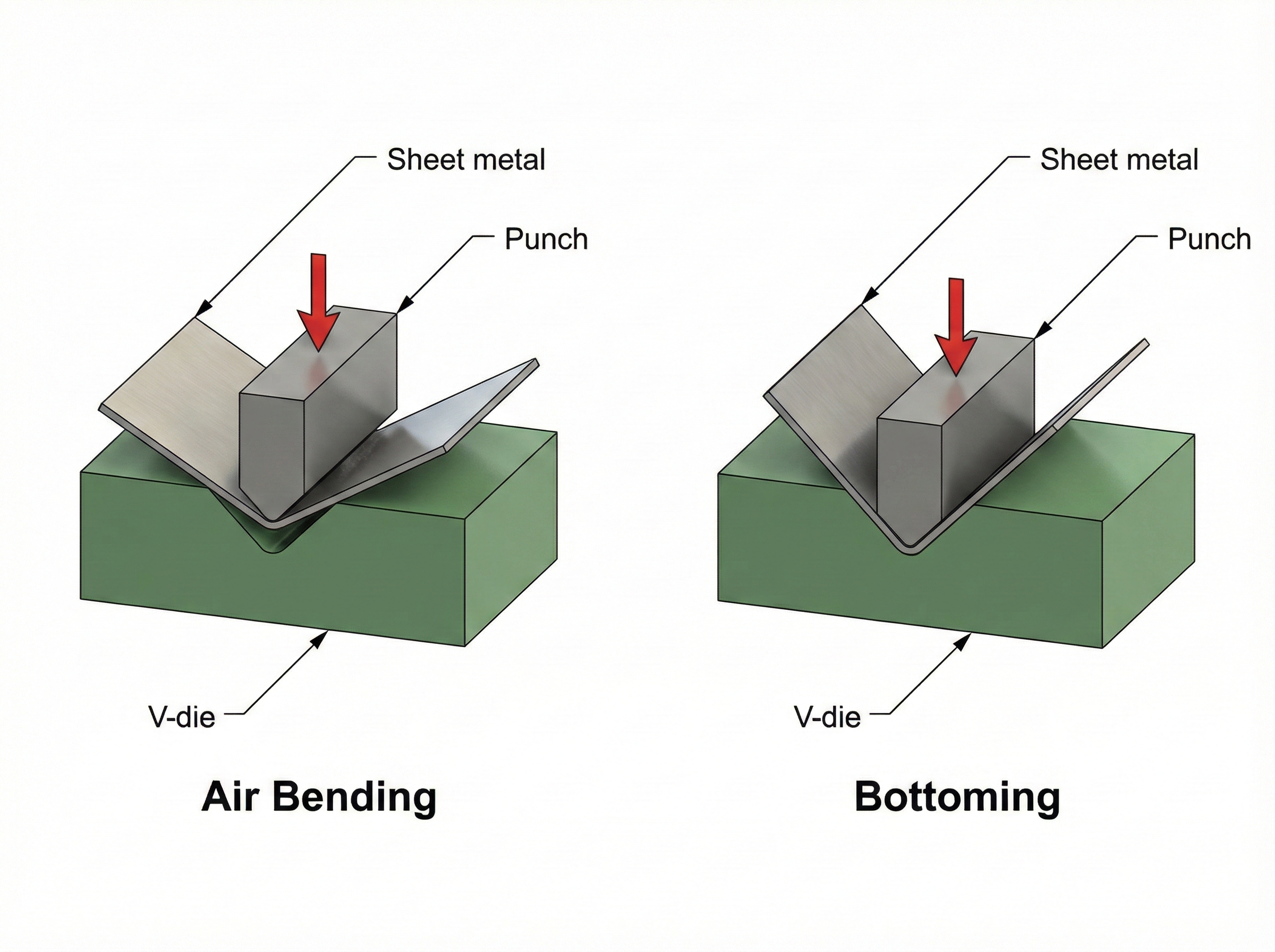
Bending
Forming method - used for brackets, structural supports, metal furniture
How it works:
A metal sheet or bar is placed in a die or between rollers
A force is applied to bend the metal into the desired shape
The bent part is then removed and finished
Advantages
Fast and cost-effective for many parts
Can be used with a wide variety of materials
Disadvantages
Limited to simpler shapes
Can cause material fatigue
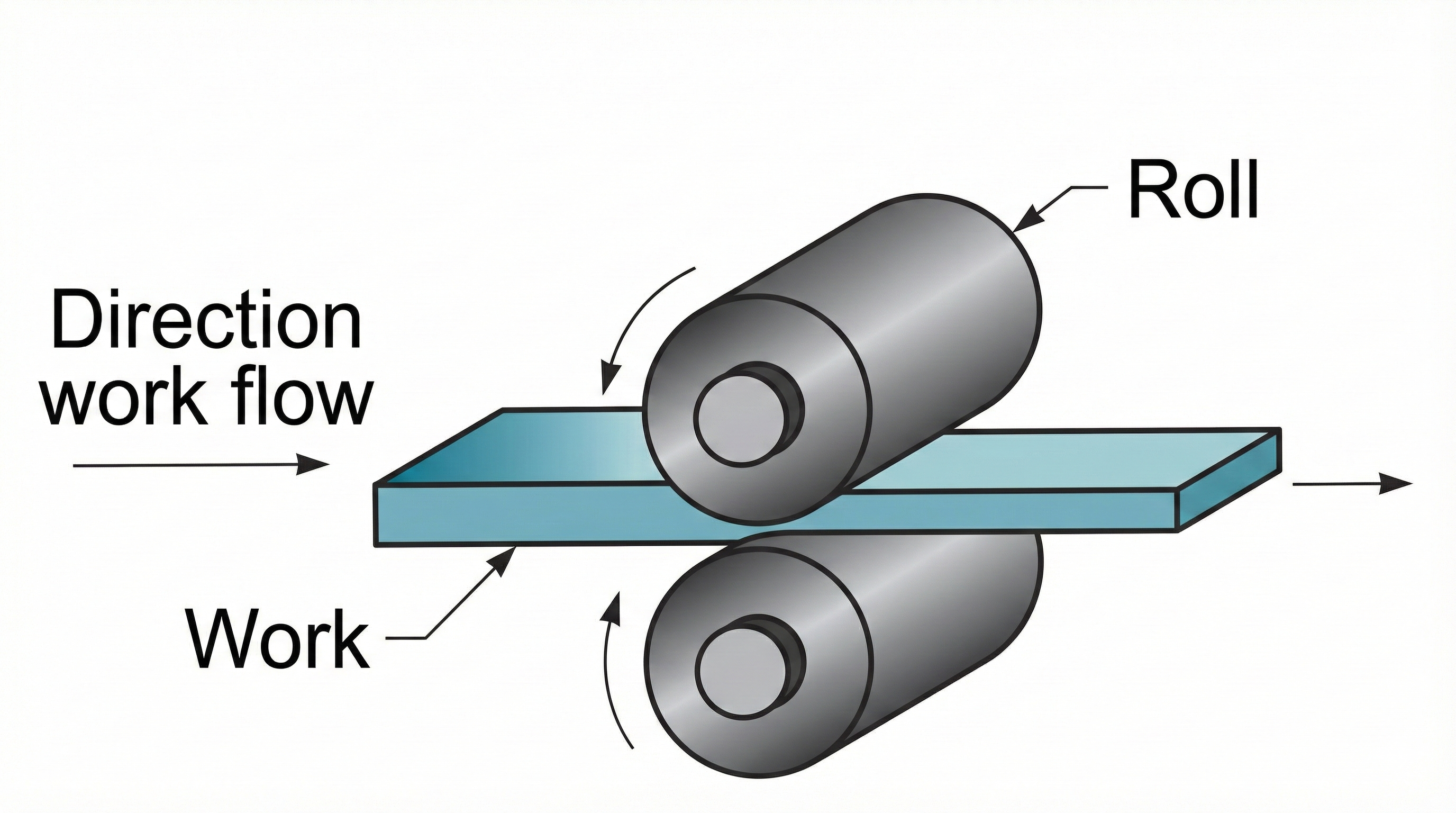
Rolling
Forming method - used for steel sheets, pipes, structural beams
How it works:
Metal is passed between two rotating rolls to reduce its thickness
The rolls can be adjusted to create the desired thickness
The metal is then finished and cut into sheets, plates, or coils
Advantages
Can produce large quantities of uniform products
Suitable for many metals
Disadvantages
Limited to certain thicknesses
Requires specialized equipment
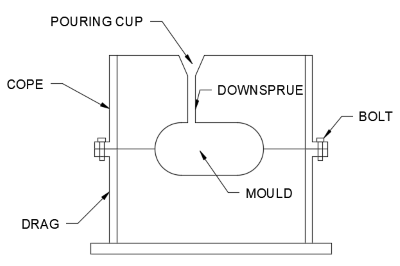
Sand casting
Forming method - used for engine blocks, garden furniture, caterpillar tracks
How it works:
Make a mould in the sand using to half moulds (cope and drag) making sure the corners are rounded/tapered
Fix the cope and drag together with nuts and bolts
Pour molten metal into case
Let it cool and remove mould
Apply finishes
Advantages
Inexpensive
Complex shapes can be produced
Large components can be produced
Disadvantages
Sand moulds can only be used once
Surface finish not always good
Labour intensive
Slow production rate
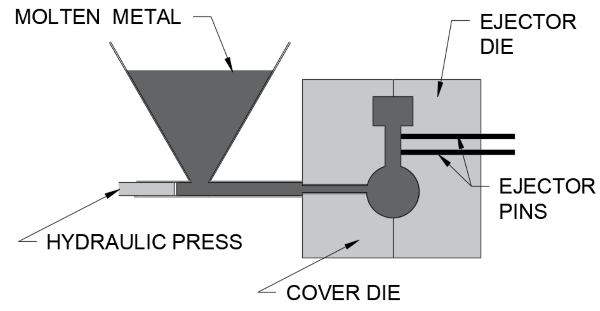
Die casting
Forming method - used for taps, model cars
How it works:
Create and lubricate the mould
Once mould has been created, molten metal is shot under high pressure into the die
When the die is full, the pressure is maintained until the metal has solidified
The mould is then removed and finishes are applied
Advantages
High rate of production
Good surface finish
Economical
Precise parts can be made
Disadvantages
High set-up costs
Long lead time
Limited sizes
Must be large scale demand for it to be economical
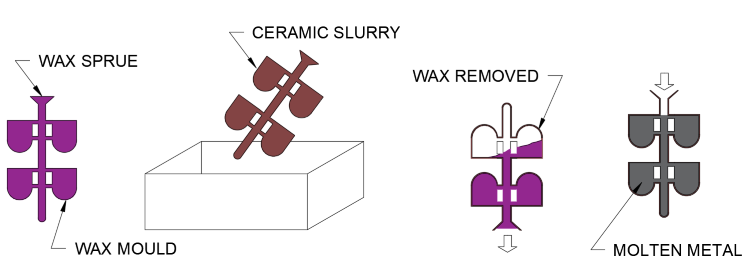
Investment casting
Forming method - used for turbine blades, gears, machine parts
How it works:
Cold wax mould made of desired shape
Wax mould attached to sprue before being dipped into liquid ceramic/stucco
Then heated to remove wax and set ceramic
Molten metal is then poured into the cermaic mould and allowed to set
Ceramic shell is then broken off revealing product
Advantages
High quality surface finish
High dimensional accuracy
Very complex parts can be made
Any metal can be cast
No parting lines from mould
Disadvantages
Only small castings can be made
Expensive
Labour intensive
Time consuming to create wax mould - slow production rate
Low temperature casting (pewter)
Forming method - used for jewelry, small decorative items, figurines
How it works:
Prepare a mould using sand or a permanent material
Heat pewter alloy to a low temperature (typically around 230°C)
Pour the molten pewter into the mould
Allow the metal to cool and solidify
Remove the casting and apply finishing touches
Advantages
Low melting point allows for easy handling
Good for small, intricate designs
Low cost and fast production
Disadvantages
Limited to low strength applications
Not suitable for large-scale production
Pewter can be brittle
Key differences between MIG and TIG welding
MIG welding uses a consumable electrode wire, while TIG welding uses a non-consumable tungsten electrode and manual filler addition.
MIG welding is faster and easier for beginners, while TIG welding provides more control and precision but is slower.
MIG welding is better suited for thicker materials and faster production, while TIG welding is ideal for thinner materials and more detailed work.
TIG welding offers cleaner welds with no spatter, whereas MIG welding can produce more spatter.
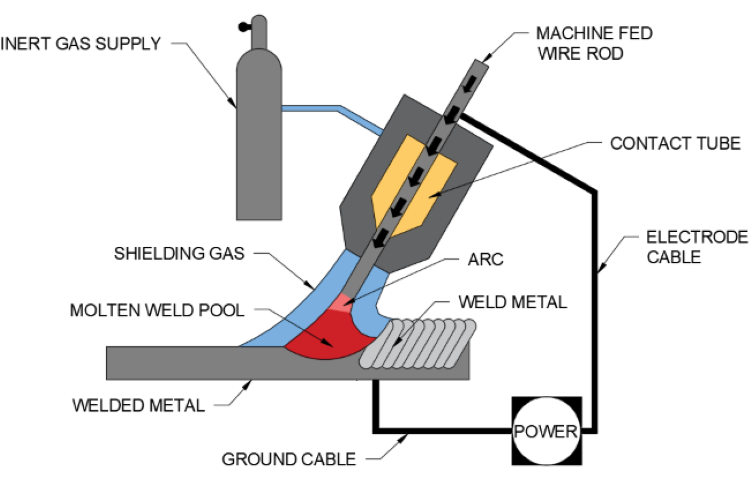
Metal inert gas (MIG) welding
Joining method (permanent) - used for cars, bike frames, metal barriers
How it works:
Used to weld thicker metals
MIG welding uses an electric arc to create heat
Carbon dioxide/argon is used to form a flux shield to protect the weld area from oxidation
Then an electrode wire (of the same material) is melted to fill the gap for the weld
Advantages
Easier than oxy-acetylene welding
Quicker than most welds
Very strong joint
Disadvantages
Poor aesthetics
Can accidently melt through the metal if not careful
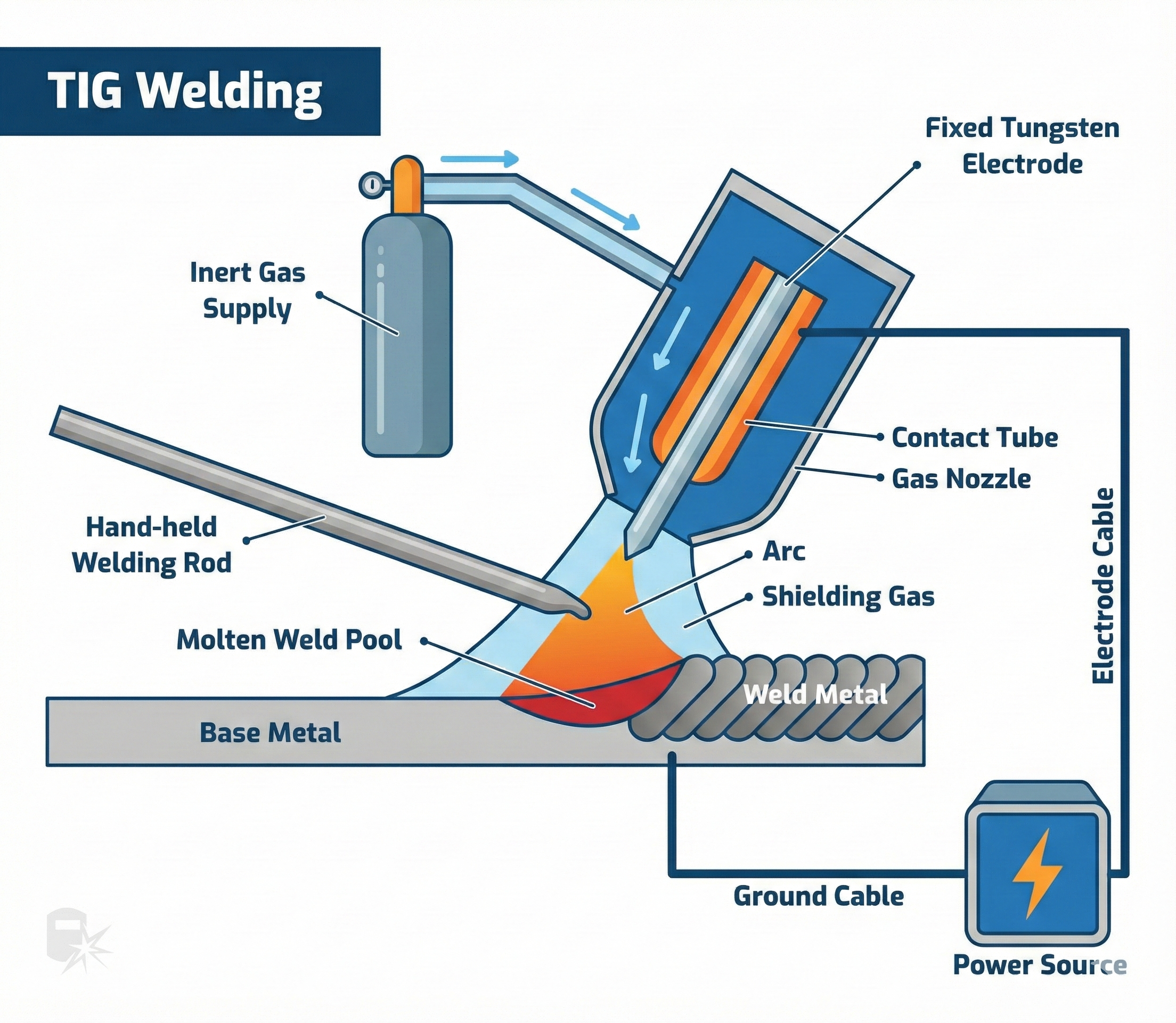
Tungsten inert gas (TIG) welding
Joining method (permanent) - used for aerospace, stainless steel welding, pipe welding, artistic metalwork
How it works:
Used to weld thin to medium thickness metals, often for high-precision work
TIG welding uses a non-consumable tungsten electrode to create heat for the weld
An inert gas (argon or helium) is used to protect the weld area from oxidation
The filler material (if needed) is manually fed into the weld pool
The welder controls the heat and filler material to ensure a clean and precise weld
Advantages
Produces high-quality, clean, and precise welds
No spatter as no filler rod is required (when welding thin metals)
Can weld a wide range of materials (steel, aluminum, titanium)
Great for intricate and detailed work
Disadvantages
Slower than MIG welding
Requires more skill and precision from the welder
Higher equipment and operational costs
Not as suitable for welding thick metals compared to MIG
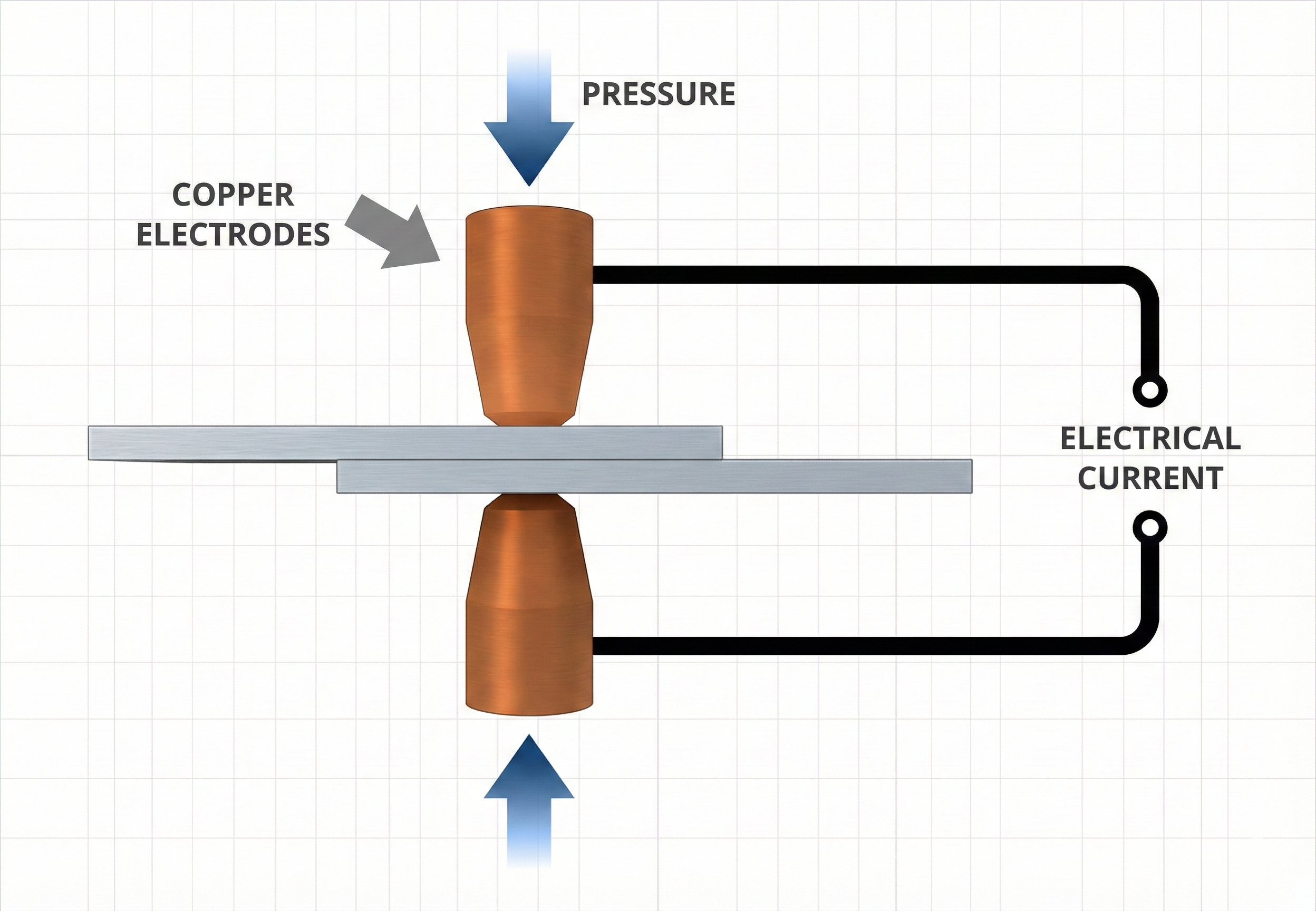
Spot welding
Joining method (permanent) - used for automotive industries, electronics, household appliances, metal sheet fabrication
How it works:
Spot welding uses two copper electrodes to apply pressure and heat to the material
The materials to be welded are placed between the electrodes, and an electric current is passed through them
The electrical resistance at the interface causes localized heating, forming a weld at the contact point
Heat and pressure are maintained for a short period, allowing the metal to fuse at the spot
No filler material is used, and the weld is typically small and concentrated at the point of contact
Advantages
Fast and efficient for high-volume production
No need for filler material
Suitable for thin sheet metals
Produces strong welds in less time compared to other methods
Disadvantages
Limited to welding thin materials
Can’t be used on metals with significant thickness
Welds are localized and can be weak if not properly controlled
Not ideal for materials that require high aesthetic quality in the weld
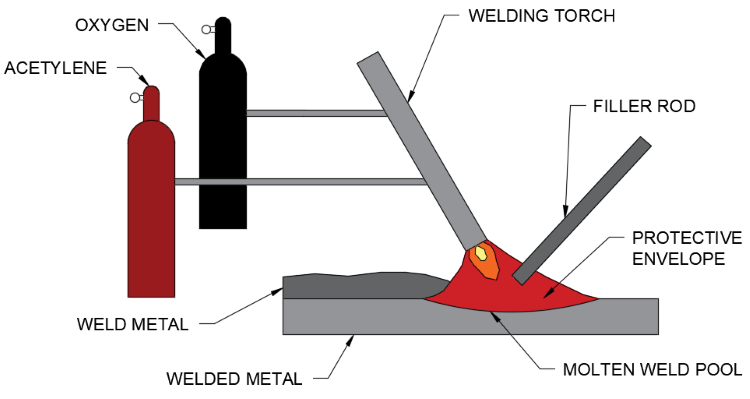
Oxy-acetylene welding
Joining method (permanent) - used for general engineering
How it works:
Used to weld low carbon steel
The metal is prepared by creating a v shaped joint between to two metals
An oxygen and acetylene blow torch then heats the area
This creates a melt pool, this melt pool mixed with a steel filler rod creates the welded joint
Advantages
Weld is as strong as parent metal
Clean joint - no flux needed
Portable equipment
No electricity needed
Disadvantages
Safety issues (gas equipment etc)
Poor aesthetic joint
Large heat effected zone
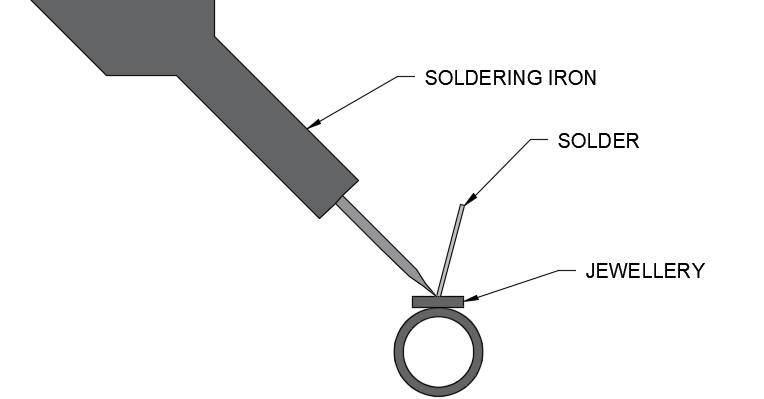
Hard soldering
Joining method (permanent) - used for jewellery, ornaments, silverware, model engines
How it works:
The two metals being joined is cleaned
Then the two materials are held together using a former
The metal is then heated up to the same temperature as the melting point of the solder
The solder is then applied to the joint area
Advantages
Stronger than soft soldering
Better aesthetics
Can solder larger objects
Disadvantages
More skill
Higher melting point
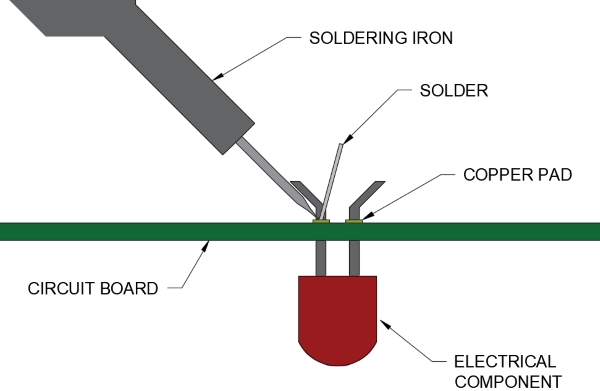
Soft soldering
Joining method (permanent) - used for electronics
How it works:
The two metals being joined is cleaned
Then the two materials are held together using a former
The metal is then heated up to the same temperature as the melting point of the solder
The solder is then applied to the joint area
Advantages
Low melting point
Quick process
Little skill
Disadvantages
Weak joint
Only suitable for small objects
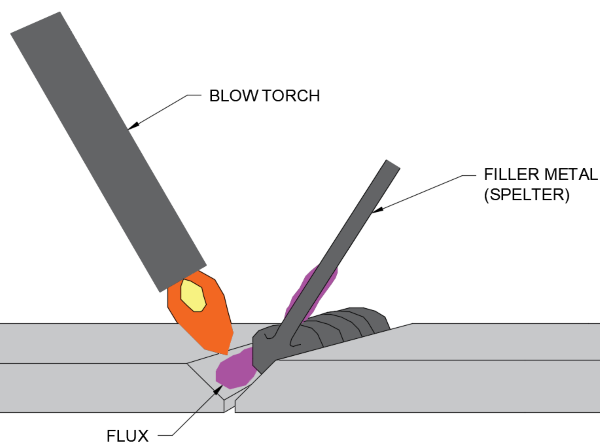
Brazing
Joining method (permanent) - used for general engineering and bike frames
How it works:
The two materials being joined are cleaned before welding
Then the two materials are held together using a former
Flux is applied to prevent the join area from oxidation
A welding torch then heat the join area and a brazing rod is used to fill the joint area
Advantages
A good general purpose joint
Cab be undertaken with little training
Low bond temperature needed
Can join dissimilar materials
Disadvantages
Needs flux (if not weak joint)
Metal must be cleaned before hand (time consuming)
Not as strong as other welding techniques
Riveting
Joining method (permanent) - used for aerospace, structural steel, sheet metal work, automotive, construction
How it works:
Riveting involves using a rivet (a short metal pin) to join two or more materials together
The rivet is placed into a pre-drilled hole and the ends are deformed to hold the materials in place
A hammer or machine is used to flatten one end of the rivet (the “tail”) against the surface of the material, creating a strong joint
The process may be performed manually or with automatic riveting machines
Once the rivet is deformed, it holds the materials tightly together, forming a secure bond
Advantages
Strong, durable joint
Can be used on a variety of materials, including metals and plastics
Simple, reliable method
Effective for joining thick materials or materials that can’t be easily welded
Disadvantages
Visually noticeable and may not be suitable for aesthetic purposes
Can be labor-intensive for high-volume production
Requires access to both sides of the workpiece for installation
May not provide as high a strength-to-weight ratio as welding
Self tapping screws
Joining method (temporary) - used for furniture assembly, machinery, automotive repairs, electronics, construction
How it works:
These screws have a pointed tip that allows them to cut into the material, creating their own thread for a secure hold without the need for a pre-drilled hole.
Machine screws
Joining method (temporary) - used for furniture assembly, machinery, automotive repairs, electronics, construction
How it works:
Machine screws are typically used with nuts or threaded holes to fasten components together.
They are versatile and available in different sizes, providing a strong, secure connection.
Nuts and bolts
Joining method (temporary) - used for furniture assembly, machinery, automotive repairs, electronics, construction
How it works:
Consist of a bolt (a threaded fastener) and a nut (a threaded component) that are used together to clamp materials securely.
This method allows for easy disassembly and reassembly, making it ideal for temporary or adjustable connections.
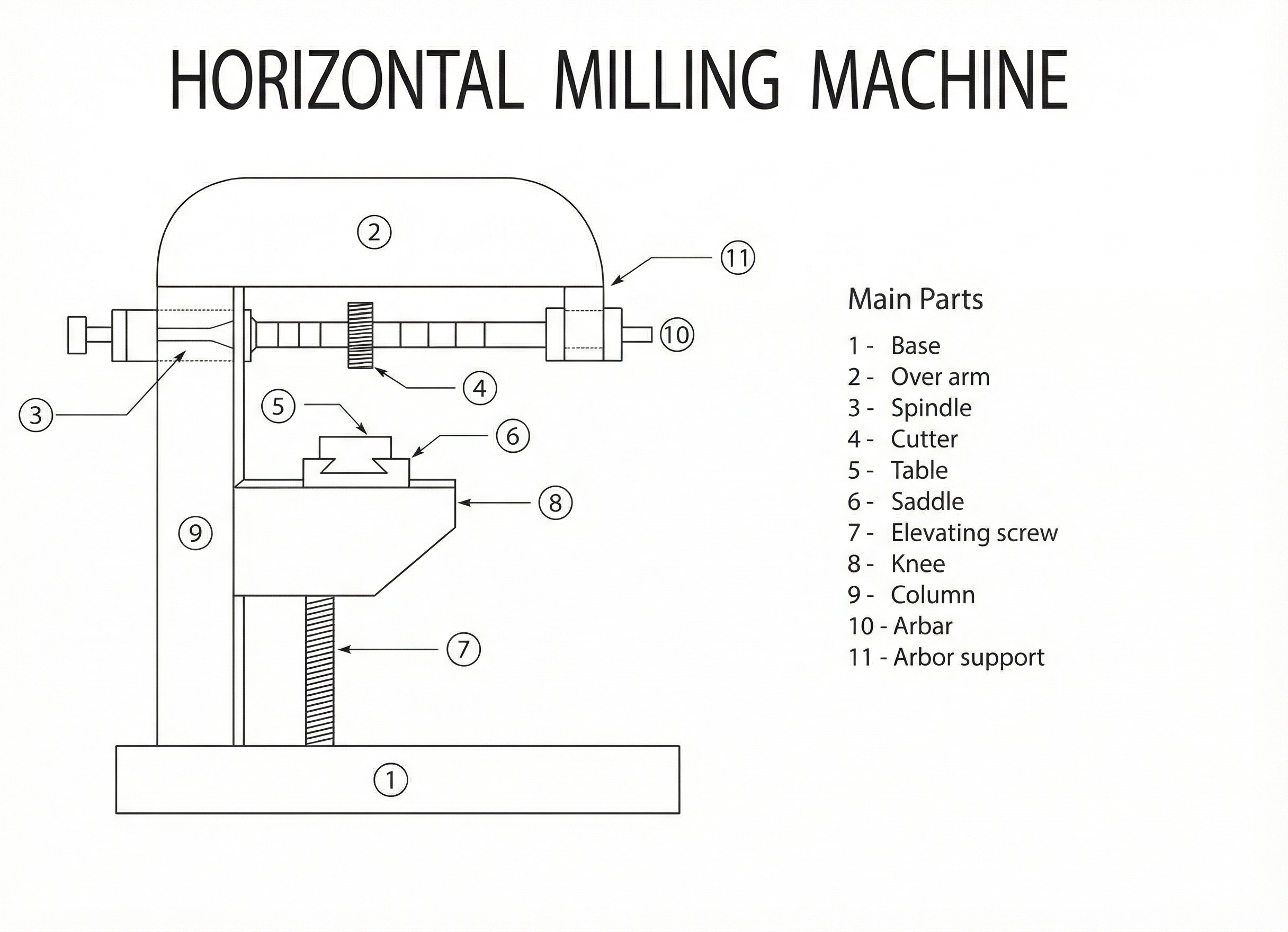
Horizontal milling
Wasting process - used for cuttings gears, produce slots, drilling
How it works:
Material is clamped into place
Cutter is selected and RPM is chosen
The material always remains stationary while the machines cutting tool rotates
As the cutting moves, it presses against the workpiece and shapes the material
Advantages
Runs faster than vertical milling
Very precise
Can run at a higher capacity than vertical milling
Durable machine - can do many runs
No parting lines from mould
Disadvantages
Not good at doing radial cuts
Machinery takes up lots of space compared to handheld version
Uses electrcity/needs to be plugged in
More expensive machinery than vertical milling
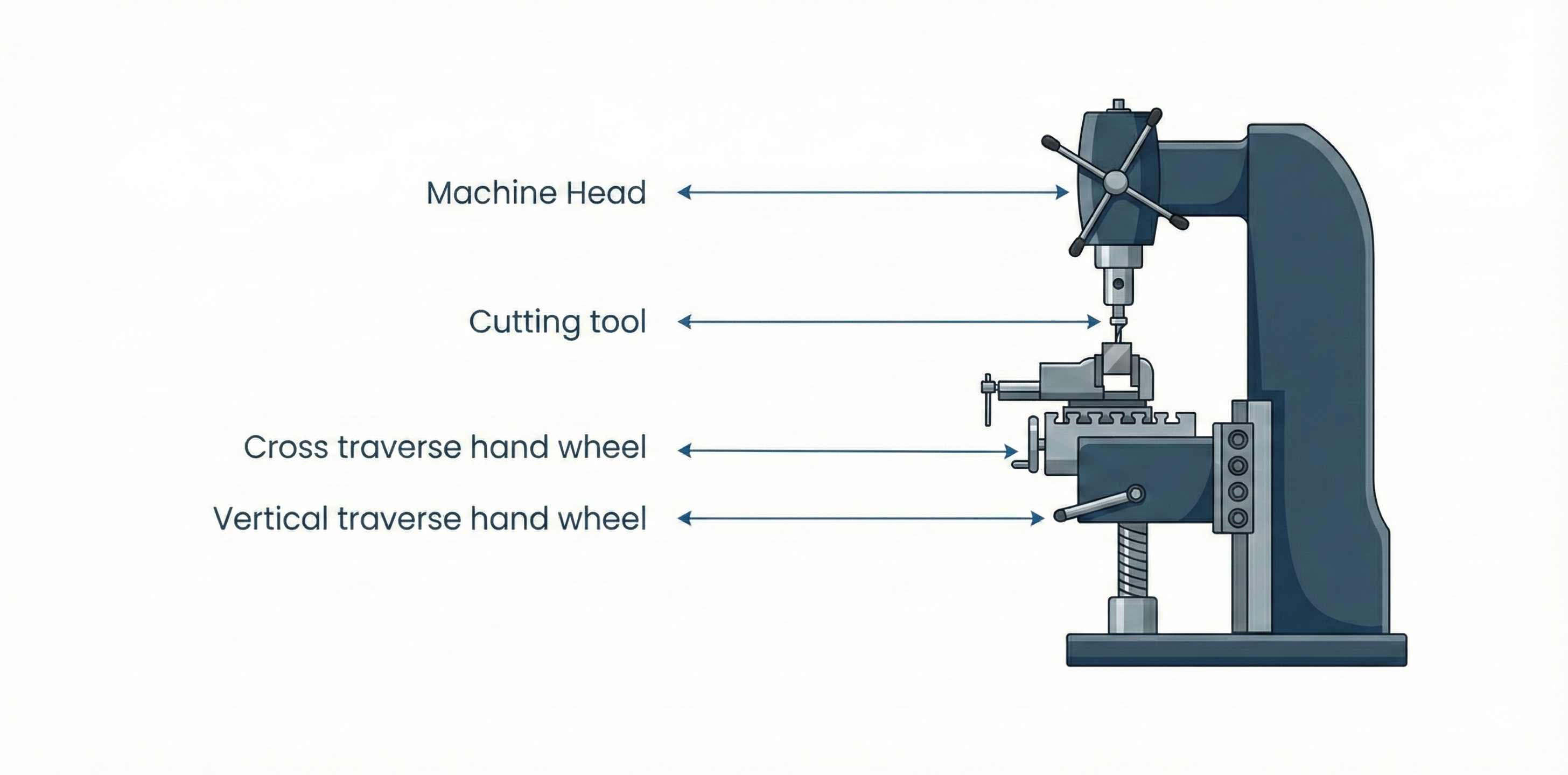
Vertical milling
Wasting process - used for cutting gears, produce slots, drilling
How it works:
Material is clamped into place
Cutter is selected and RPM is chosen
The material always remains stationary while the machines cutting tool rotates
As the cutting moves, it presses against the workpiece and shapes the material
Advantages
Visibility - can see machine work
Can be CNC controlled and so automated
Ease of use
Very precise
Disadvantages
Uses electricity/needs to be plugged in
Expensive to buy machines
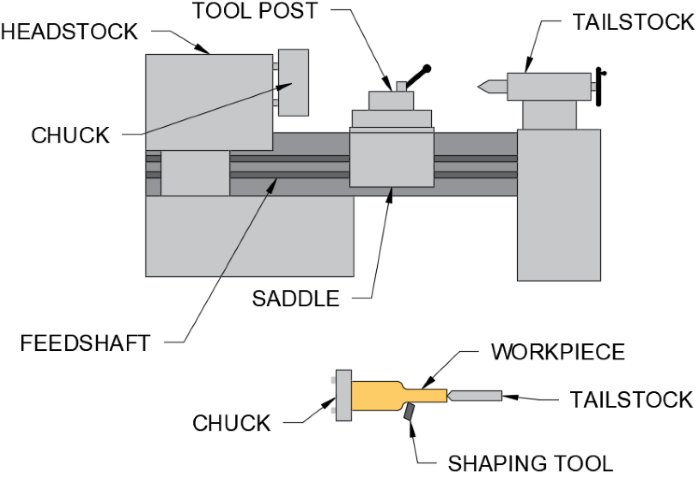
Turning
Wasting process - used for table legs, table lamp, engine parts, handles
How it works:
Begin by placing a circular, square or rectangular shaped piece of metal/wood into the lathes drive area
The metal/wood piece is typically secured using a pressure pad
Once in place, the lathe is activated to rotate and press the mould against the metal/wood piece
The rotational force of the lathe then deforms the metal/wood piece to achieve the same shape as the mould
When metal/wood spinning is performed by hand, a worker manually presses the mould against metal/wood piece
Advantages
Complex designs/shapes can be made
Energy efficient
Good surface finish
Can be computer controlled
Disadvantages
Dangerous pieces can be ejected from machine potentially causing harm
Some materials are very hard to turn
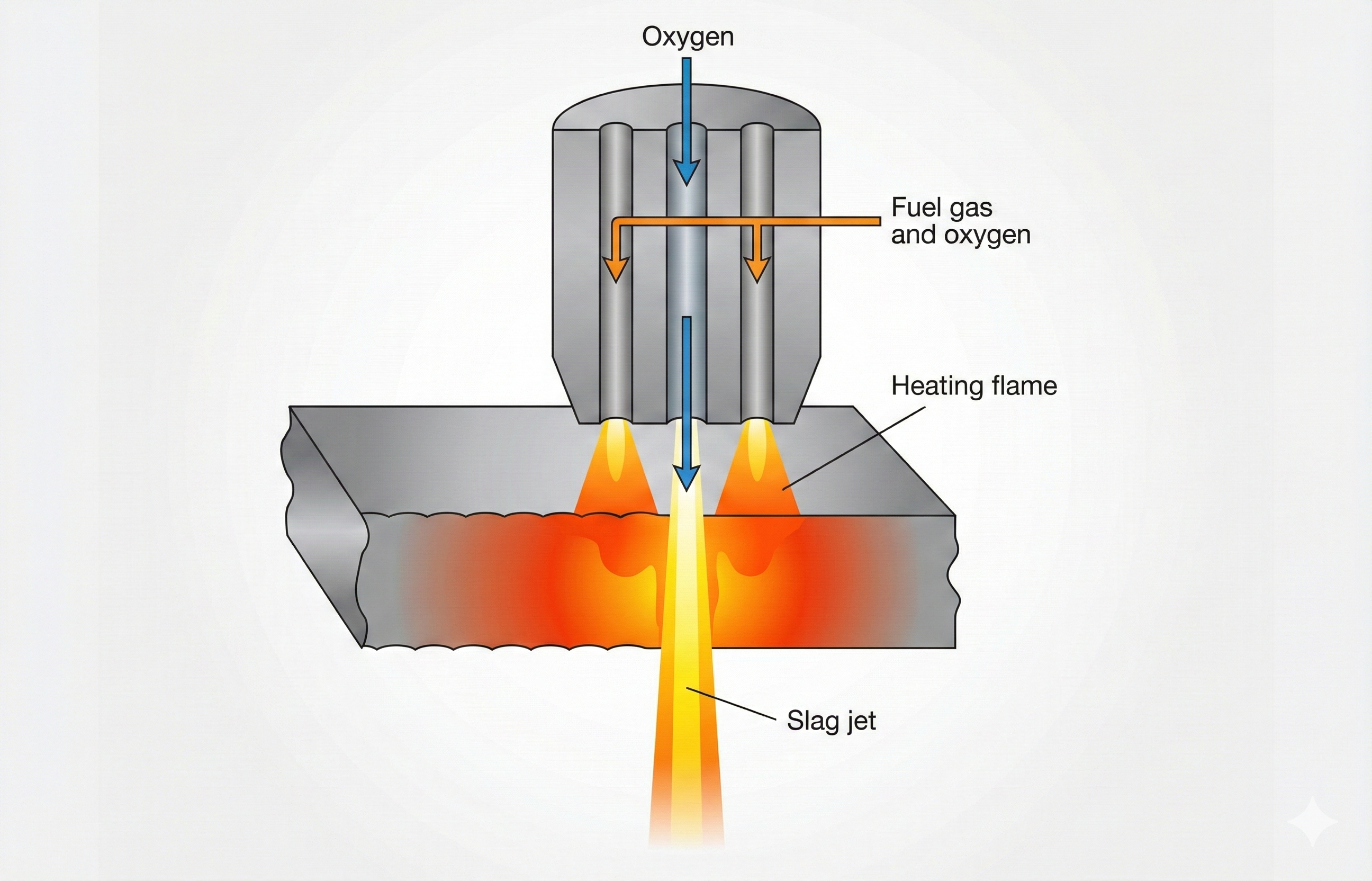
Flame cutting
Wasting process - used for cutting steel, pipes, and plates
How it works:
Oxygen and fuel gas (acetylene or propane) are used to heat and melt the material.
A stream of oxygen is directed at the molten material to blow it away, creating a cut.
This process is typically used for cutting thicker materials, especially steel.
Advantages
Economical for thicker materials
Good for cutting ferrous metals
Simple and portable equipment
Disadvantages
Not suitable for precision cutting
Produces rough edges
Requires post-cut cleanup
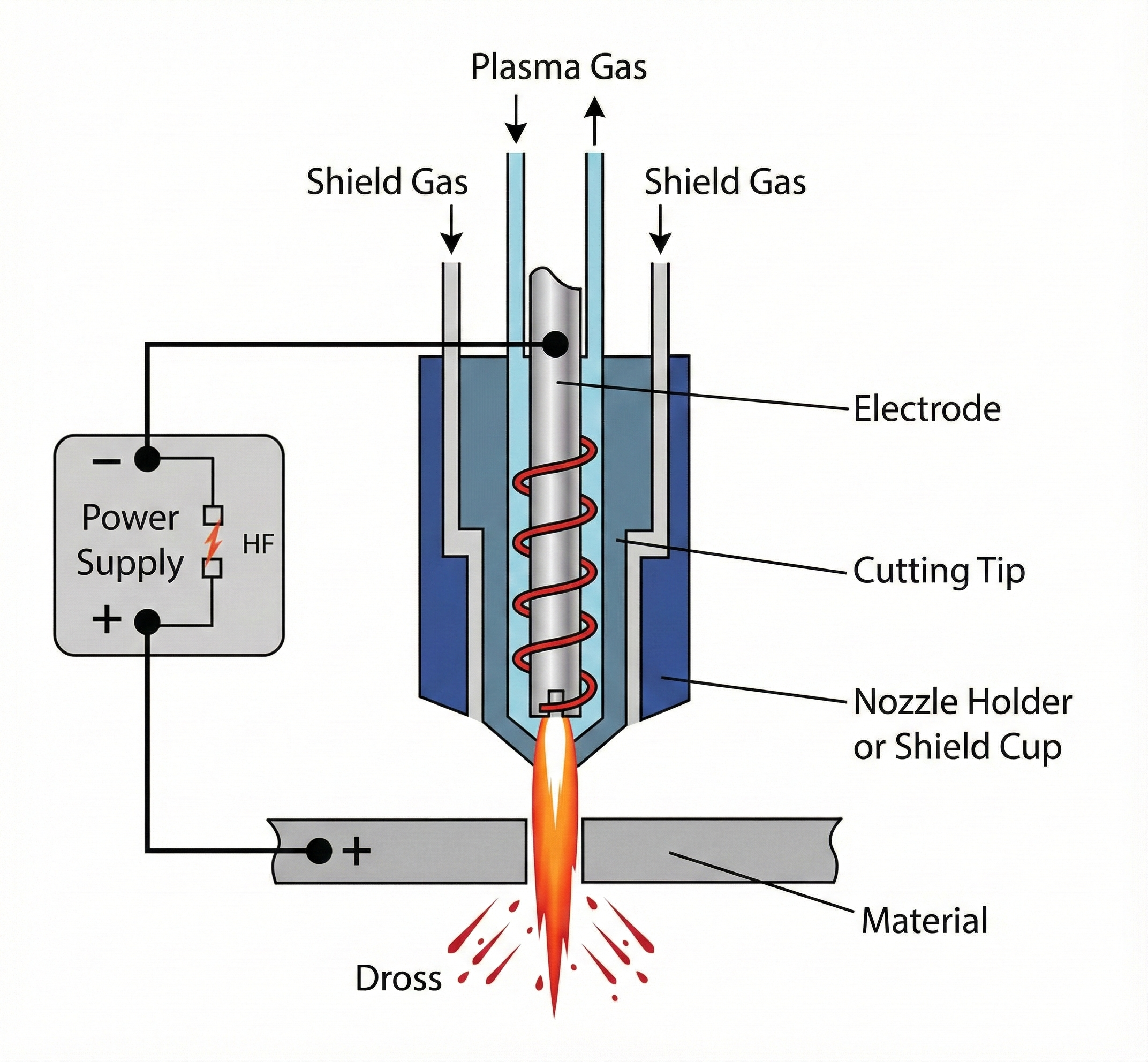
Plasma cutting
Wasting process - used for sheet metal, heavy machinery, automotive parts
How it works:
Plasma cutting uses a high-temperature plasma jet to cut through electrically conductive materials.
Compressed air or other gases are ionised by the electric arc, turning them into plasma which melts and blows away the material.
Commonly used for cutting metals like steel, aluminium, and brass.
Advantages
Fast and efficient cutting process
Can cut a variety of metals with thicknesses up to 100mm
Provides a cleaner cut compared to flame cutting
Disadvantages
Higher initial equipment costs
Produces slag and requires post-cut clean up
Not ideal for cutting reflective materials like copper and brass
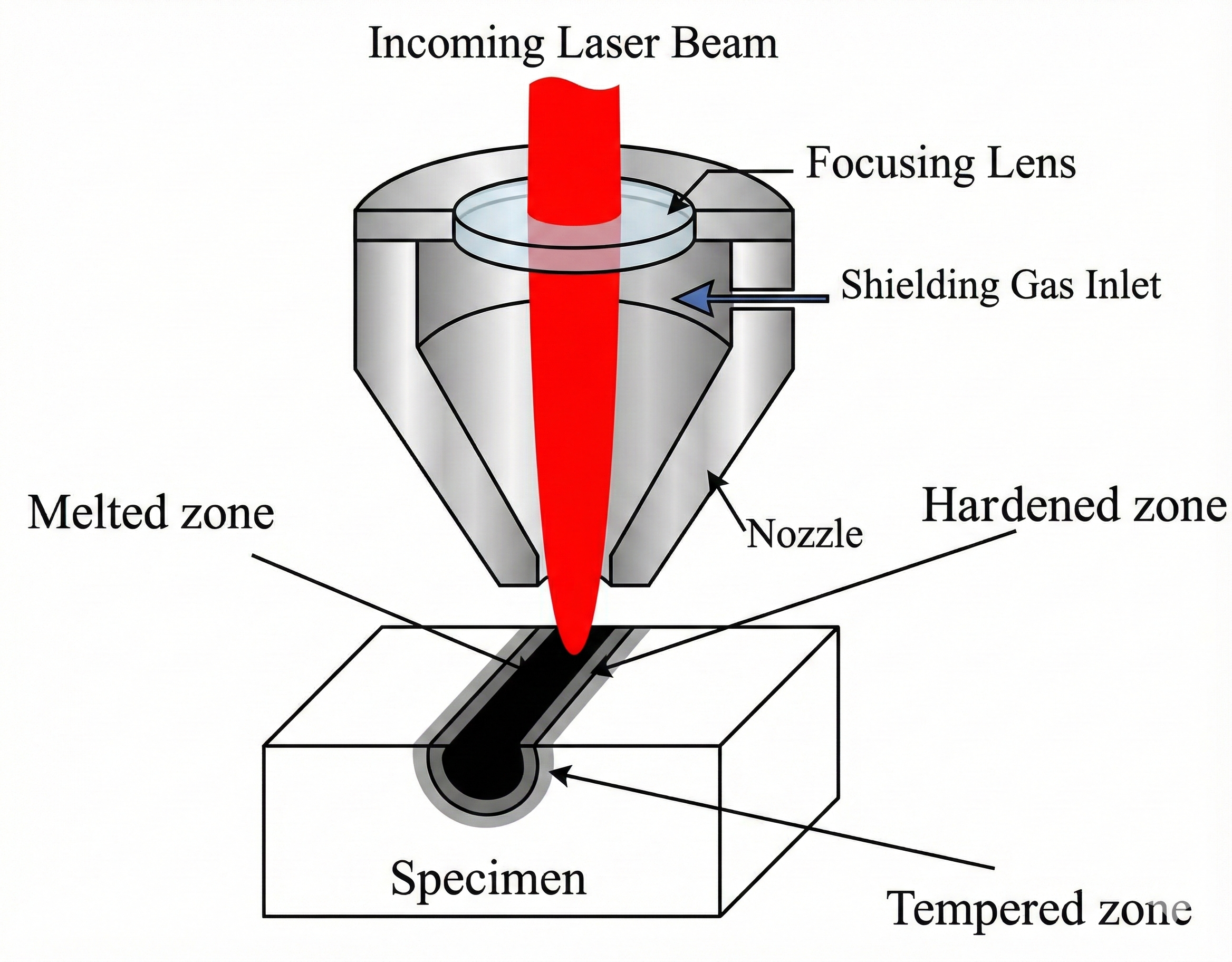
Laser cutting
Wasting process - used for cutting thin sheet metal, precision components, aerospace parts
How it works:
A high-powered laser beam is directed at the material to melt, burn, or vaporise it.
The laser beam is highly focused and can cut with extreme precision.
Laser cutting is often used for thin materials and is ideal for intricate and detailed cuts.
Advantages
Extremely precise cuts
No tool wear, reducing maintenance costs
Can cut complex shapes with high accuracy
Disadvantages
High initial setup cost
Not suitable for thick metals or materials with high reflectivity
Can cause material warping from heat generation
Punching/stamping
Wasting process - used for shape sheet metal into shapes with holes, washers, cogs, tin can pull tabs
How it works:
Process is usually done via a CNC
The CNC program moves the platen carrying the sheet metal
Once the sheet metal is under the stamp the die is punched against the sheet metal
The waste material is then recycled and the stamped metal is collected
Advantages
Economical
Can be done many times very quickly
Highly automated
Disadvantages
Residual cracks appear along the edges
Hardening along the edges
Burrs can be created if clearance is excessive