IE 21 Module 7a: Manufacturing in a Competitive Enviornment
1/41
Earn XP
Description and Tags
Automation of Manufacturing Processes and Operations
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
42 Terms
Automation
The process of having machines follow a predetermined sequence of operations with little or no human labor, using specialized equipment and devices that perform and control manufacturing processes.
Evolutionary rather than revolutionary.
Automatos
Greek word meaning self-acting, the word derived for “Automation”
Successfully implemented automation in these basic areas of activity
Manufacturing processes
Material handling
Inspection
Assembly
Packaging
Considerations in automating a new or existing production facility
The type of product manufactured
The quantity and the rate of production required
The particular phase of the manufacturing operation to be automated
The level of skill in the available workforce
Any reliability and maintenance problems that may be associated with automated systems
Economics
Hard automation
Fixed-position automation; the production machines are designed to produce a standardized product.
Their economical use requires the production of parts in very large quantities.
Hard-automation applications are usually built on the building-block (modular) principle)
Two components in transfer machines
Powerhead production units and transfer mechanisms
Powerhead production units
Consisting of a frame or bed, electric dive motors, gearboxes, and tool spindles; components are commercially available in various standard sizes and capacities.
They can easily be regrouped for producing a different part and thus have some adaptability and flexibility.
Transfer mechanisms and transfer lines
Used to move the workpiece from one station to another in the machine (or from one machine to another), to enable various operations to be performed on the part.
Transfer methods of workpieces
rails along which the parts are pushed or pulled by various mechanisms
rotary indexing tables
overhead conveyors
Soft automations
Flexible or programmable automations; greater flexibility is achieved, through the use of computer control of the machine and of its functions by various programs.
Can produce parts having complex shapes.
Numerical control
A method of controlling the movements of machine components by directly inserting coded instructions, in the form of numbers and letters, into the system.
Specific information can be relayed from these storage devices to the machine tool’s control panel.
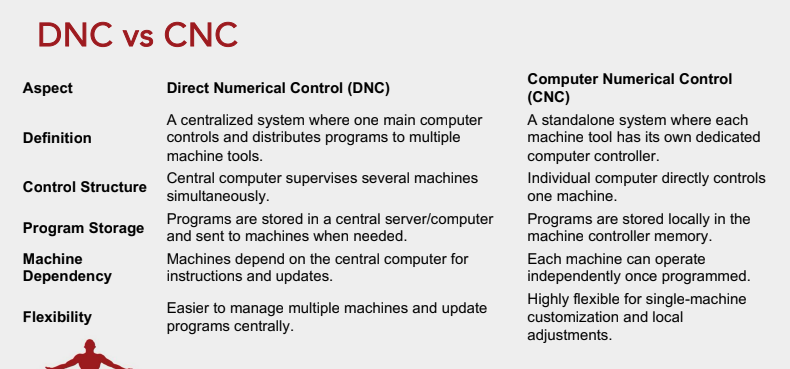
Two types: direct numerical control and computer numerical control
Direct numerical control
Operator has access to the central computer through a remote terminal.
The status of all machines in a manufacturing facility can be monitored and assessed from the central computer.
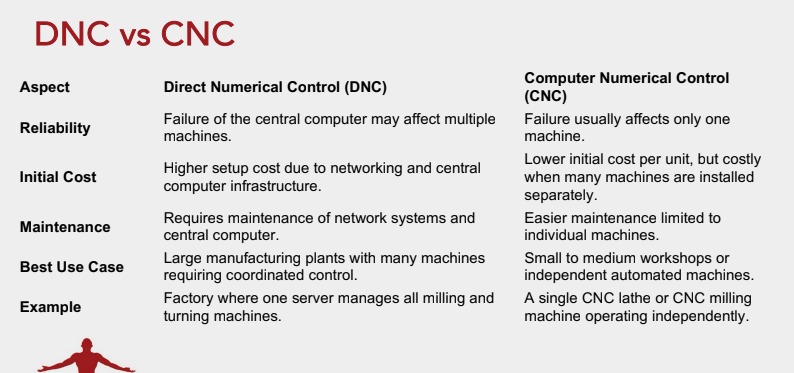
Crucial disadvantage of DNC
If the computer shuts down, all the machines become inoperative.
Distributed numerical control
A more recent definition of DNC; covers the use of a central computer serving as the control system over a number of individual computer numerical control machines having onboard microcomputers.
Provides large memory and computational capabilities and offers flexibility while overcoming the disadvantage of direct numerical control
Computer numerical control
A control microcomputer is an integral part of a machine or a piece of equipment (onboard computer)
Part program may be prepared at a remote site by the programmer, and it may incorporate information obtained from drafting software packages and from machining simulations, in order to ensure that the part program is bug free.
DNC vs CNC
DNC vs CNC
Advantages of CNC over NC
Increased flexibility
Greater accuracy will have a higher sampling rate and faster operation
More versatility editing and debugging programs, reprogramming, and plotting and printing part shape are simpler
Industrial Robots
Reprogrammable multifunctional manipulator, designed to move materials, parts, tools, or other devices by means of variable programmed motions and to perform a variety of other tasks.
Robot
This word was coined in 1920 by K. Capek in his play R.U.R; derived from the Czech word robota, meaning “worker”.
Robot Components (6)
Manipulator
End effector
Compliant end effectors
Power supply
Control system
Feedback devices
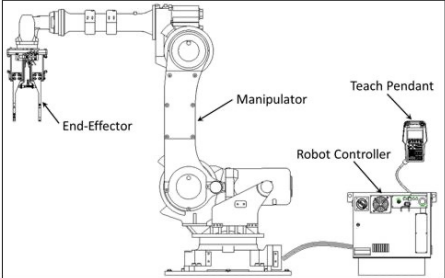
Manipulator
A mechanical device that provides motions (trajectories) similar to those of a human arm and hand
End effector
The end of a wrist in a robot; also called end-of-arm tooling.
Compliant end effector
Typically used to handle fragile materials or to facilitate assembly; they can use mechanisms that limit the force applied to the workpiece or they can be designed with a specific stiffness.
Power supply
This controls and regulated the motion of manipulators (linear or rotational) by independent actuators that use an electrical, pneumatic, or hydraulic type of this component.
Controller
The communications and information processing system that gives commands for the movements of the robot; it is the brain of the robot and stores data to initiate and terminate movements of the manipulator.
Feedback devices
This is an important part of the control system (e.g. transducers).
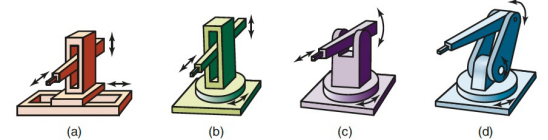
Classification of robots (4)``
Cartesian or rectilinear
Cylindrical
Spherical or polar
Articulated, revolute, jointed, or anthropomorphic
Fixed-sequence robot
Also called a pick-and-place robot; programmed for a specific sequence of operations.
Its movements are from point to point, and the cycle is repeated continuously.
Simple and relatively inexpensive.
Variable-sequence robot
A classification of robot that is also programmed for a specific sequence of operations, but it can be reprogrammed to perform a different sequence of operations.
Playback robot
A classification of robot where an operator leads or walks the robot and its end effector through the desired path; the operator teaches the robot by showing it what to do.
The robot records the bath and sequence of the motions and can repeat them continually without further action or guidance by the operator.
Numerically controlled robot
This type of robot is programmed and operated much like a numerically controlled machine; it is servocontrolled by digital data and its sequence of movements can be modified with relative ease.
Intelligent robot
Als called a sensory robot; it is capable of performing some of the functions and tasks carried out by humans.
It is equipped with a variety of sensors with visual (computer vision) and tactile capabilities.
Methods of assembly (2)
Manual assembly
High-speed automated assembly
Manual assembly
This assembly method uses simple tools and generally is economical for small lots.
High-speed automated assembly
This method assembly utilizes transfer mechanisms designed specially for assembly; individual assembly is carried out on products that are indexed for proper positioning during assembly
Type of assembly systems (3)
Synchronous
Nonsynchronous
Continuous
Synchronous assembly system
Also called indexing
Individual parts and components are supplied and assembled at a constant rate at fixed individual stations
Rate of movement is based on the station that takes the longest time to complete its portion of the assembly
Used primarily for high-volume, high-speed assembly of small products
Nonsynchronous assembly system
Each station operates independently
Any imbalance is accommodated in storage (buffer) between stations
The station continues until the next buffer is full or the previous buffer is empty
Continuous
Product is assembled while moving at a constant speed on pallets
The parts to be assembled are brought to the product by various work heads, and their movements are synchronized with the continuous movement of the product.