Metal processes
1/46
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
47 Terms
Ingot
starter material for metal processes – simple in shape intended for subsequent reshaping. - made via casting
shape casting
casting more complex geometries
casting advantages and process
pros:
applicable to any metal
can be used to produce any size component
process pts:
make the mould slightly bigger than necessary to allow for shrinkage
open mould exists but such limited geometry - closed mould better
actual process obv
types of mould
expendable - made of sand and thrown away after use - ALLOWS FOR MORE COMPLEX SHAPES
permanent mould - made of refactory or metal - quicker production because reusable
solidification time + riser
depends on both size and shape - SA to volume ratio.
chorinov eq:
n = exponent = 2 usually, given
Tts = solidification time
etc
RISER MUST HAVE A LARGER V to SA ratio IN ORDER TO STAY MOLTEN WHEN SHAPE COOLS SO THAT IT CAN FILL GAPS CAUSED BY SHRINKAGE.
shrinking stages
shrink whilst liquid cooling - can stick to mould .:. use lubricant
shrink whilst changing state
shrink whilst solid cooling
NOTE: you can get a cavity in the top centre area of the workpiece because it doesnt have much access to molten metal (below gravity pulls it down to fill gap.
names of sand casting parts
upper = cope
lower = drag
core = middle part to make internal shapes iin workpiece
outer box = flask
NOTE: parting line = line on workpiece showing mould meeting point.
How do you make the moulds for sand casting?
Use a pattern made of wood or plastic
what is the name of the path into the mould
Gating system
one key property of sand cast
porous sand allows trapped air to escape
investment casting advantages
complex shapes produces
high accuracy/low tolerance
wax used to make mould can be reshaped into new mould unlike sandcasting pattern!!!
investment casting processes
wax patterns made with master die
wax patterns attached to wax sprue
mould produced by covering wax moulds and sprue in refractory material
flip and melt wax leaving cavity inside
fill moulds through sprue with molten metal and let cool then remove cast and disconnect from metal sprue.
die casting info
moulds = dies
and its a permannet form of casting
two types:
hot chamber limited to low mp metals.
cold chamber for high mp metals.
hot chamber die casting
metal turned molten in an ATTACHED container
piston injects molten metal into die
cold chamber die casting
metal made molten in a disconnected container - hence piston and rest of machine arent under continous molten metal flooding which damage it over time hence its able to do higher tempos but less often.
same piston process
SLOWER cycles compared to hot chamber casting
casting restrictions
same as vacuum fdorming:
draft angle required
no sharp corners
cant be too thick
easier shapes = more castable
metal forming
involves plastic deformation to change the shape of metal work pieces - jig used to plastically deform it is also called a die!!
the 4 main bulk deformation processes:
Rolling = metal pushed through 2 opposing rollers to thin material
Forging = compress between two dies (like hammer hand held)
Extrusion = piston pushes through die to produce constant CSA.
Drawing = metal drawn/pulled through in order to reduce diammeter.
press working
term given to most processes involved with sheet forming
in press working what are the names of the parts of the machine
top = punch\
bottom = die
name of workpiece after press working
stampings
4 main press working processes
Bending
Drawing = shape of bowl
Shearing
cutting
main issue with bending and how to fix it
main issue with bending is slight elastic reformation once load removed. = springback. - can compensate for it though - either OVER BEND or BOTTOM it = squeeze at end of press to retain shape.
spring back eqaution = … where at = TOOL a = part
3 main shearing press working processes
shearing = straight line
blanking = cuts shape out of sheet - excess = sheet
punching = cuts hole out of sheet - excess = circle = slug
cut parts names
rollover = top of the cut surface = smoothest
Burnish = below rollover = relatively smooth
Fracture zone = where the fracture/cut actually properly occurred
Burr = bottom edge - sharp and rough.
2 main bending types
v bending = punched down into die
edge bending = canti-lever like force applied to bend about corner of die.
bending force equation
w = width
TS = tensile strength of metal
t = thickness
…
bend allowance equation
Ab = bend allowance
R = INSIDE BEND RADIUS
…
drawing process
rounded punch pushes down on sheet into cavity
this causes two bends but as the punch pushes further it causes the second bend to straighten out hence becoming the outer sufrace of the cylinder.
this straightening can cause a thinning of the material so be weary.
the workpiece can then be placed into another die for a new stage of drawing to make the cylinder thinner and so on.
joining vs assembly
joining = permanent connection
assembly = made for disassembly
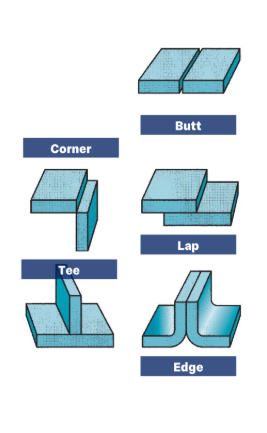
types of welding joints
name of parts connected by welding
weldment
name of area on part to be joined
faying surface
welding pros and cons
pros:
strong
doesnt require shape alterations
cons:
labour intensive and hence expensive
dangerous
difficult to dissassemble
welding types
arc welding
resistance welding
oxyfuel gas welding
other
arc welding
utlising the heat of an electric arc between an electrode and workpiece to join two metals together
can add filler to strengthen
electric arc
discharge of electric current between a gap - flows through a plasma in the air
categories of arc welding electrodes
consumable = feeds in filler through electrode
e.g. MIG or stick
non-consumable = doesnt need filler but can be manually fed directly onto surface - if not just melts the two metals joining them due to heat from electric arc.
e.g. TIG
flux and inert gases purpose
both used to produce a cleaner and stronger weld/solder by:
preventing metal reaction with the air at high temperatures
removing oxide layer on workpiece
increase flow of filler metal
‘disappearing‘ once connection complete
stick welding
literal stick of metal and flux as the electrode that u put current through - cheap + not accurate
MIG metal inert..
consumable electrode - metal wire fed through and inert gas surrounds it. advantages = versatile but expensive
TIG
non- consumable tungsten electrode - NO SPLATTER and high quality welds but expensive
NOTE: no splatter because TIG u feed in filler metal or dont at all directly to surface, MIG its shot on from electrode through arc.
brazing and soldering
brazing = middle between weld and soldering
soldering = super low mps for metals (<450deg)
NOTE: no melting of the base metals occur only the filler metal melts unlike in welding.
used when heat of welding can damage components and high strength is not a necessity.
for welding and brazing diagonal cuts are hard to keep alligned in the process how do u fix this?
change from scarf = straight diagonal line
to
stepped = stair like = easier to keep in place
2 thigns to watch out for when brazing and or welding
clean surface before and after
gap size:
cant be too big - molten metal wont be able to flow between the two
or too small - filler metal must fit in gap
brazing types
furnace = automatic - much quicker but much more enrergy - just place filler between parts and conveyor belt loads into furnace
torch = manual - slower but less energy and more flexibility
soldering types
hand solder
wave soldering - mass production version = whole circuits placed over wavy basin of molten solder after being fluxed which sticks.
reflow soldering - mas production also = whole circuit placed with solder past stuck below it in the right places then put in oven and then let to cool.