Exam 2: Batching & Mixing, Conditioning & Pelleting, Cooling & Crumbling
1/54
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
55 Terms
_______________ mixers are often used in feed mills where there is a high inclusion level offibrous ingredients or liquids.
a. Vertical
b. Horizontal
c. Paddle
d. V-shape
c. Paddle
Why is it important to use individual scoops when manually weighing each ingredient?
to prevent cross contamination
Which element of the liquid application system measures mass flow and controls the pump tostop when the required amount of liquid is added?
a. Variable speed positive displacement pump
b. Flow meter
c. Manifold of outlets with spray nozzles
d. Pressure regulator
b. Flow meter
What are two disadvantages of using vertical mixers in feed production?
potential answers:
Long mixing times, low inclusion of liquids, poor clean out, risk of cross-contamination
What is the recommended RPM range for a mixer to ensure optimal performance and excellentmixer uniformity?
a. 20 to 25 RPM
b. 32 to 37 RPM
c. 40 to 45 RPM
d. 50 to 55 RPM
b. 32 to 37 RPM
The objective of the mixing process is to obtain a _____________ mixture.
a. Segregating
b. Random
c. Perfect
d. Isolated
b. Random
What is the recommended CV during mixing?
a. Less than 10%
b. 10 to 15%
c. 15 to 20%
d. 20 to 25%
a. Less than 10%
Flushing and sequencing procedures are crucial for preventing cross-contamination andresidues of medicaments in meat. Please order the steps involved in preventing cross-contamination with nicarbazin in layer feed.
a. Grower feed
b. Medicated feed with nicarbazin
c. Flush with corn meal at 10% of mixer capacity
d. Layer feed
Medicated → Flush → Grower → Layer
Match the ingredient characteristics with the pelleting factors:
a. Protein content b. Fat content c. Fiber content
Not good for pellet quality, excellent for capacity _________
OK for pellet quality, not good for capacity __________
Good for pellet quality and pellet mill capacity ________
B
C
A
In general, the pelleting process accounts for __________ of the total energyconsumption in a feed mill.
a. Less than 20%
b. 20 to 35%
c. 35 to 45%
d. More than 50%
d. More than 50%
What are the three most significant factors influencing pellet quality after accounting forthe effect of feed formulation?
a. Mixer added fat, retention time in the conditioner, and conditioning temperature
b. Mixer added fat, pellet die thickness, and conditioning temperature
c. Mixer added fat, particle size, and conditioning temperature
d. None of the above
b. Mixer added fat, pellet die thickness, and conditioning temperature
What is the primary cause of increased fines, higher production rate, and lower energyconsumption when the level of fat in the mixer increases?
lubrication of pellet die
____________ is important for heat and moisture migration into the core of feedparticles.
a. Conditioning temperature
b. Retention time in the cooler
c. Retention time in the conditioner
d. Mixing time
c. Retention time in the conditioner
T/F:
Retention time during conditioning is more important than conditioning temperature toimprove pellet quality.
False
T/F:
As pellet diameter increases, there is an increase in the open area of the die.
True
The purpose of the cooling and drying process is to _______.
a. Remove moisture added in the conditioner.
b. Remove heat and moisture added from conditioning & pelleting.
c. Remove heat generated from pelleting
d. all of the above
d. all of the above
Describe 2 reasons that pellets need to be dried and cooled.
- remove moisture and heat
- decrease spoilage
In a counterflow pellet cooler, as the air moves upwards through the bed of pellets, it is ________ which ________ its water holding capacity.
a. heated; increases
b. heated; decreases
c. cooled; increases
d. cooled; decreases
a. heated; increases
List 3 benefits of pelleting.
1. improve livestock performance
2. microbial control
3. reduce feed wastage
What influences pellet quality the most?
formulation
What 2 problems during batching/mixing can cause poor mixing uniformity?
1. insufficient mixing time
2. incorrect ingredient sequencing
What corrective action should be taken if mixer uniformity is analyzed and CV is less than 10%?
No corrective action
Match the corrective action with the CV obtained from analyzing mixer uniformity:
CV:
1. 10-15%
2. 15-20%
3. >20%
Corrective actions:
a. Consult manufacturer
b. Increase mixing time by 25-30%
c. Increase mixing time by 50% and look for worn equipment
1. B
2. C
3. A
What ingredient are piglet diets high in, resulting in a need for thin pellet dies and low conditioning temperatures (150-165F)?
sugar
(T/F)
Lower retention time in the conditioner is important for increasing the moisture and heat migration into the core of pellets.
False
What are the optimal angles, relative to the shaft of the conditioner, that provide maximum conveyance and maximum mixing of steam and mash, respectively?
max conveyance: 45°
max mixing: 0°
To increase the moisture percentage of a conditioned mash by 1%, you must increase the temprature by ______ °F.
25 °F
How do each of these adjustments affect pellet quality (increase/decrease)?
a. Reduce particle size
b. Increase conditioning temperature
c. Increase L/D ratio in pellet die
d. Increase mixer added fat
e. Increase pellet binder inclusion
a. increase
b. increase
c. increase
d. decrease
e. increase
(T/F)
During batching and mixing, when switching drug lot numbers, the bin must run completely empty, and a record should be generated on the production sheet.
True
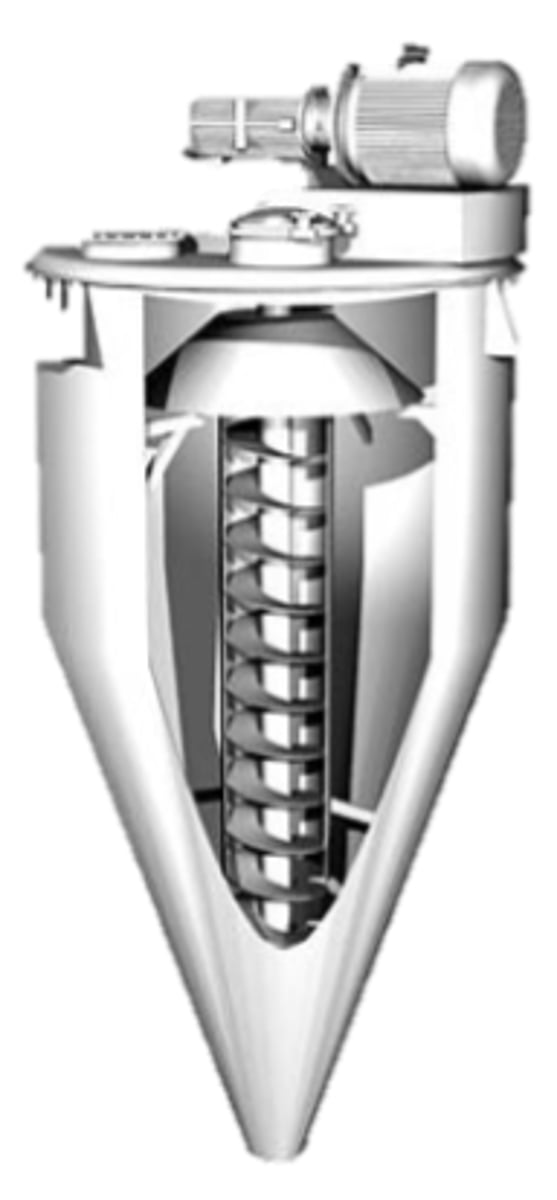
Identify the mixer type, advantage, and disadvantage.
vertical
small footprint
long mixing time
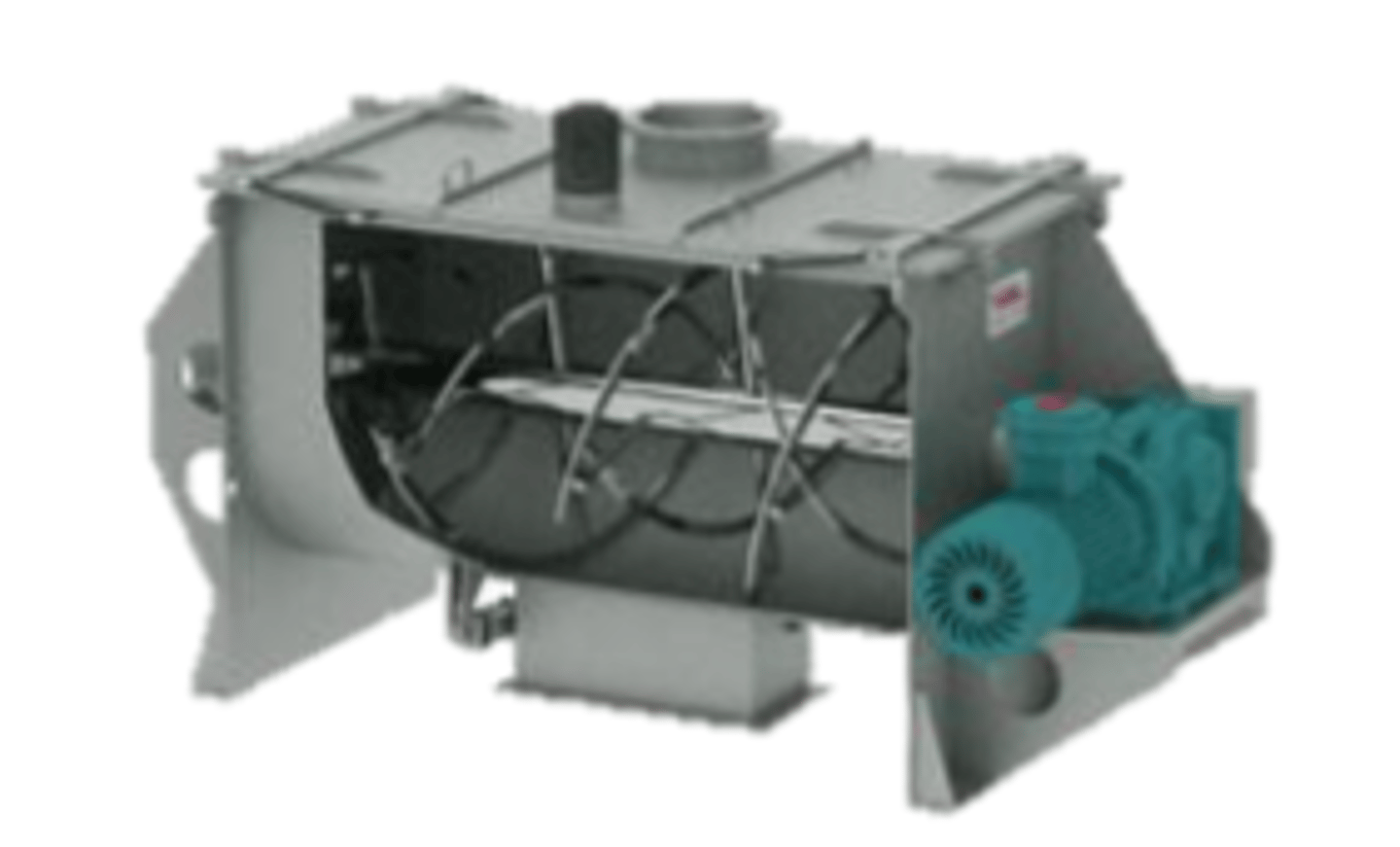
Identify the mixer type, advantage, and disadvantage.
double ribbon
short mixing time
higher HP requirements
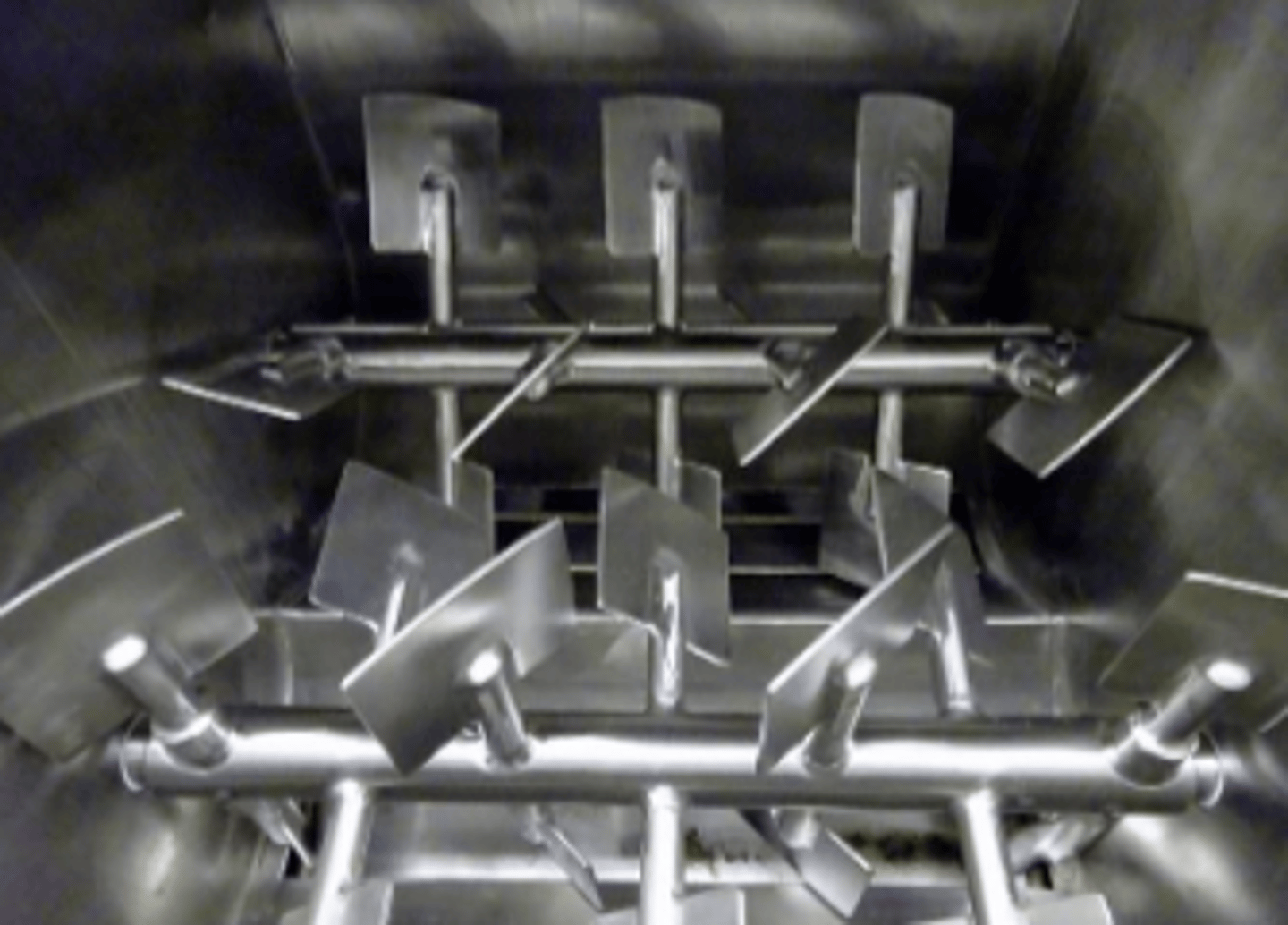
Identify the mixer type, advantage, and disadvantage.
paddle mixer
high inclusion of fibrous ingredients or liquids
large footprint
In what order are the different types of ingredients added to the mixer?
1. Major
2. Minor
3. Micro
4. Liquid
The objective of the mixing process is to obtain a ________ mixture.
Random
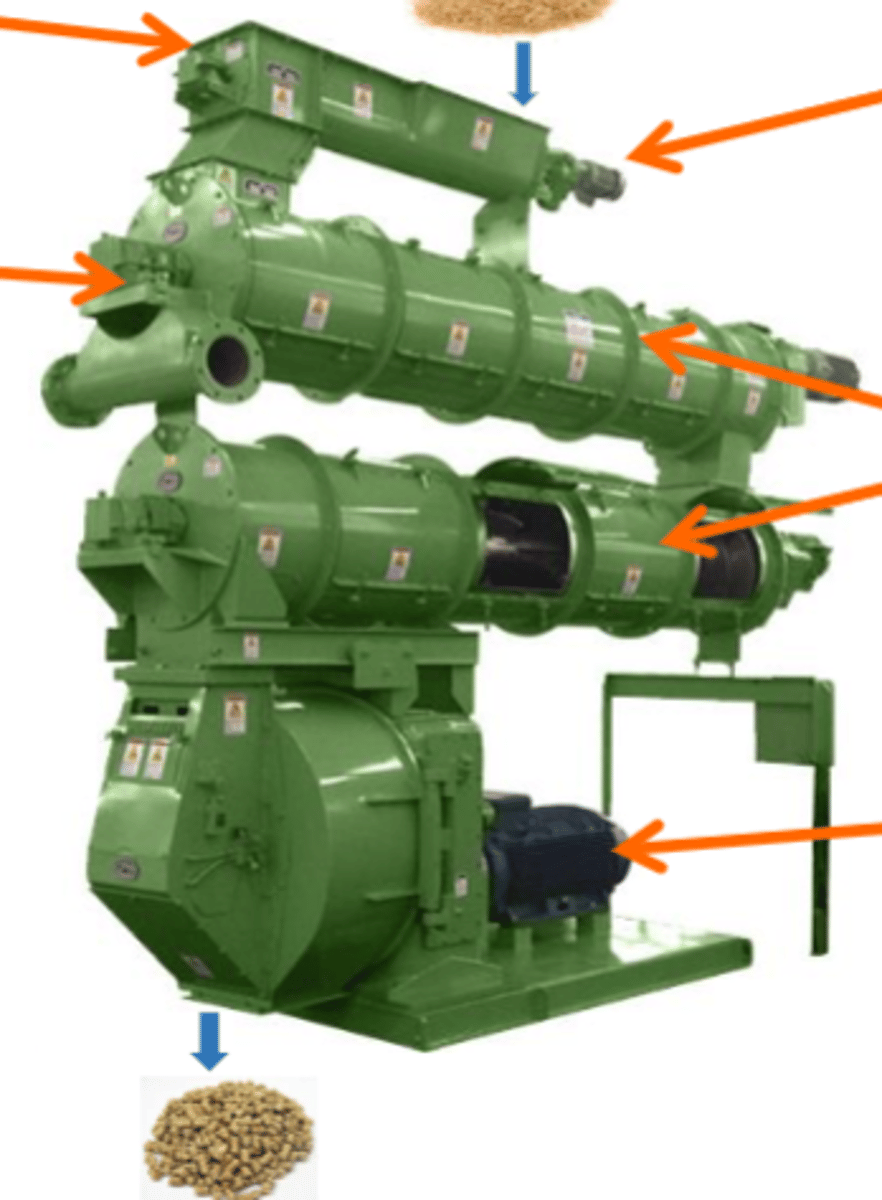
Identify the parts of the pelleting system from top to bottom.
Feeder
Variable Speed Motor
Steam Injector
Conditioner (and Hygenizer)
Motor
What influences the effectiveness of moisture removal in the cooler?
fat content, pellet size, and relative humidity
Where does cooling occur in the pellet cooler? Where does drying occur in the pellet cooler?
cooling: bottom
drying: top
For every ______ °F of temperature rise, the water holding capacity of the air doubles.
a. 20
b. 25
c. 30
d. 35
a. 20°F
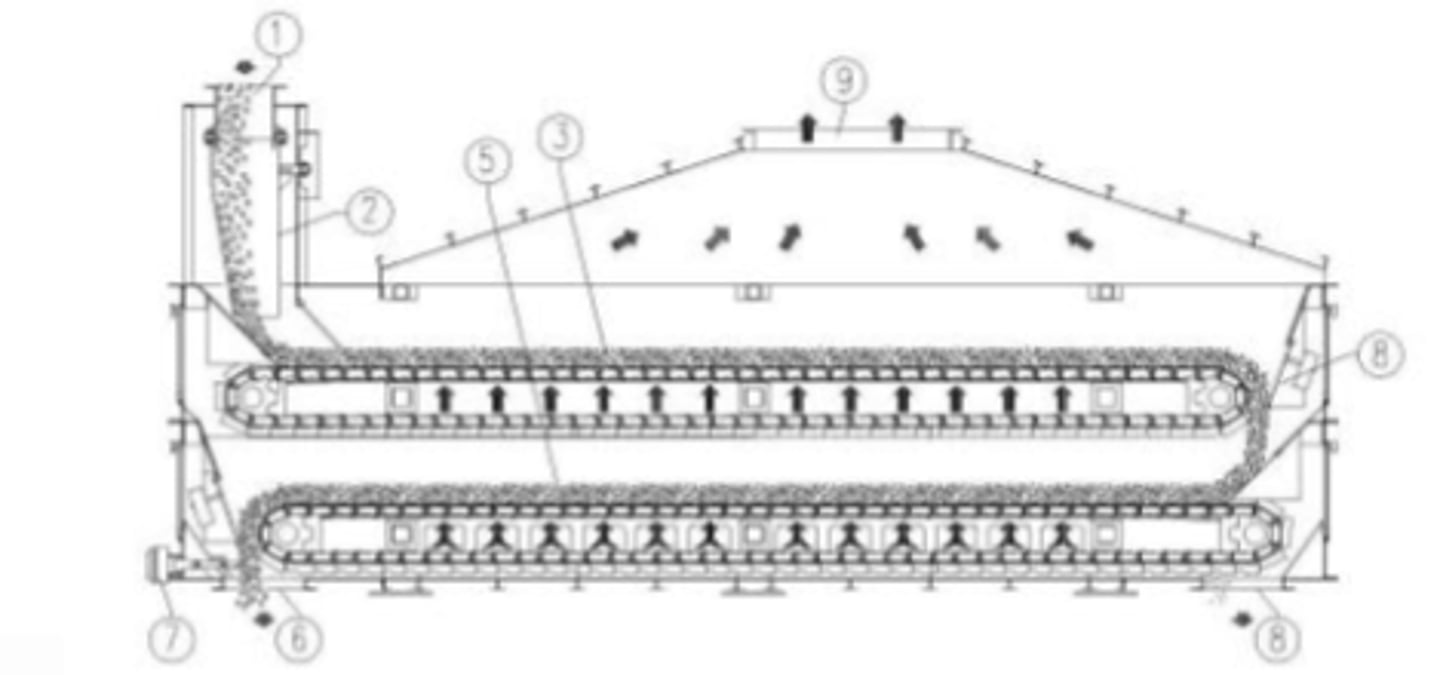
Identify the type of pellet cooler
Horizontal (double pass)
Identify the type of pellet cooler
Counterflow (round)

Identify the type of pellet cooler
Counterflow (square)

What is the effect of temperature shock on pellets?
- disrupt capillary action
- slow moisture migration to the surface
- stress cracks in the pellets
________________ is determined by the cooler length, number of decks, and belt speed.
Cooling time
___________________ is determined by the cooler width, pellet depth, and feed density.
Cooling capacity
What is the recommended air speed in the exhaust system of a cooler?
4000 FPM
What are the advantages of a counterflow cooler?
What are the advantages of a horizontal cooler?
counterflow:
- lower capital investment
- smaller footprint
horizontal:
- allows pre-warming (better for winter)
- larger capacity
Why is maintaining an even bed depth crucial for horizontal pellet cooling?
air follows the path of least resistance and will only cool pellets in the shallow areas of the cooler bed
(T/F)
Crumbling is more effective than changing to a smaller pellet diameter.
True
What is a typical speed differential in the crumbler rolls?
1.5 : 1
_______________ are cut into the roll surface to help cut and size pellets into crumbles.
Corrugations
What effects moisture removal the most during cooling/drying?
Heat
What are the 3 main elements of the liquid application system?
1. variable speed positive displacement pump
2. flow meter
3. outlets with spray nozzles
Where should highest-quantity-included ingredients discharge into the batching scale?
center of the scale top
Which part of the mixer system returns air that is displaced from the surge bin during mixer discharge back into the mixer?
mixer vents
What percentages of time do the wet and dry cycle of mixing take, respectively?
wet: 75% (90 sec)
dry: 25% (30 sec)