Polymer processes
1/19
Earn XP
Description and Tags
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai | Chat |
|---|
No analytics yet
Send a link to your students to track their progress
20 Terms
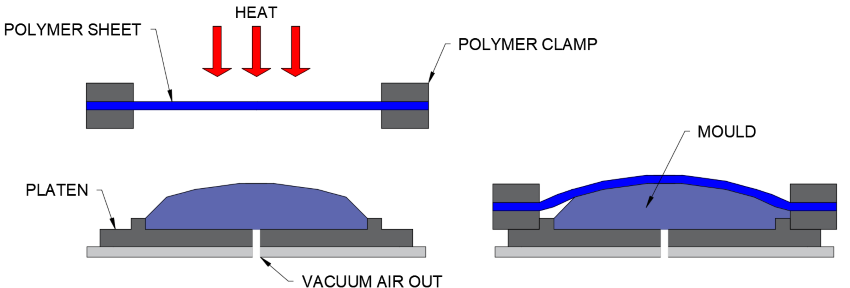
Vacuum forming process
How it works:
Use a thermoplastic with up to 6mm thickness e.g. HIPS
Create a mould for the plastic to wrap around (air gaps, tapers, angles, rounded edges) & is placed on the platen
A sheet of plastic is clamped onto the machine
A heating element is moved over the sheet & heat until 'bouncy'
Raise platen into plastic
Vacuum s switched on to draw the plastic around the mould
Blow back a little bit of air to help release mould
The mould is removed from the plastic and the excess plastic is trimmed to size

Vacuum forming uses, advantages & disadvantages
Used for yogurt pots, blister packaging, inside of fridges & disposable coffee cups
Advantages
Ideal for small scale & batch production
Inexpensive
Easy to make mould/can be modified
Low temperatures which reduce energy use
Flexible manufacturing process
Disadvantages
Moulds need to be accurate to avoid webbing
Large amounts of waste materials produced - bad for environment
Can only mould thin products which are weak/prone to cracking
Can only form open backed shapes
Cannot mould complex shapes
Not cost effective for one-off manufacture
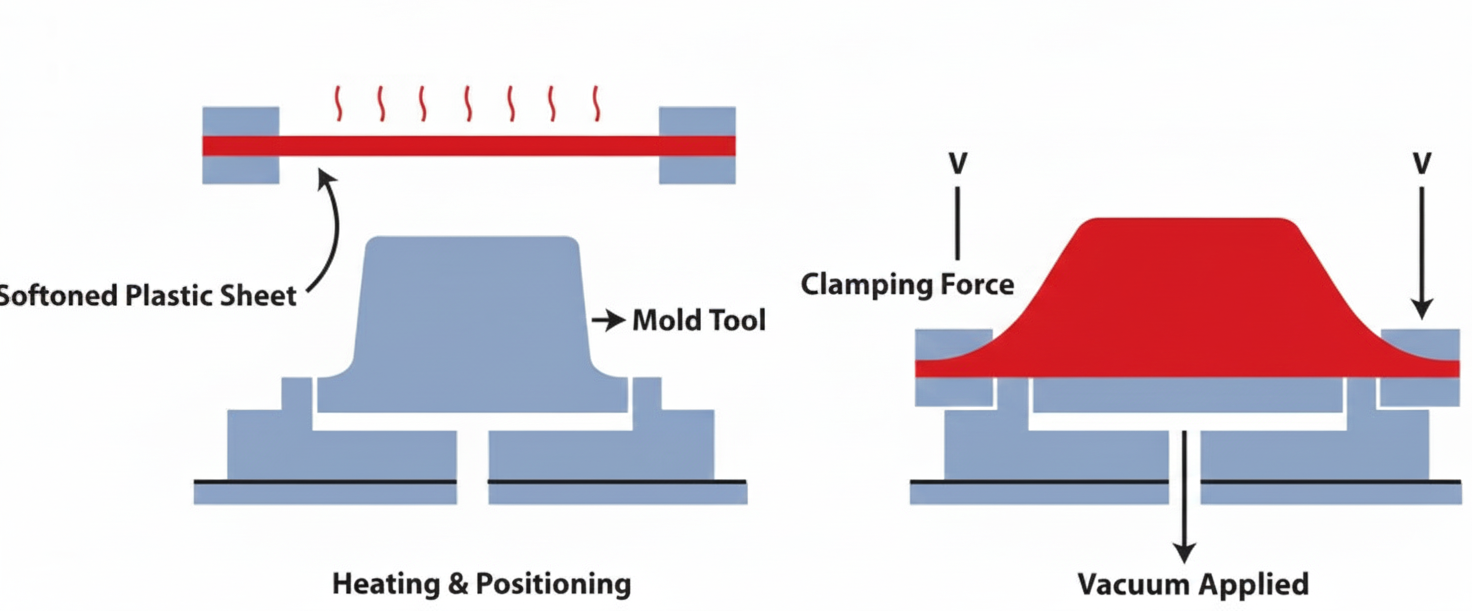
Thermoforming process
How it works:
Use a thermoplastic that’s approximately 6mm thickness
Plastic sheet is heated to a pliable temperature
The heated sheet is then formed over a mould (vacuum or pressure applied)
Once the sheet has cooled and hardened, it retains the shape of the mould

Thermoforming uses, advantages & disadvantages
Used for packaging, car interiors, plastic trays, baths
Advantages
Quick process for making large volumes of parts
Cost-effective for producing thin-walled components
Suitable for complex shapes and intricate designs e.g. lego
Minimal waste as sheets can be re-used
Disadvantages
Limited to thin plastic sheets, making thicker parts harder to form
Detail may be lost in deeper moulds
Requires precise temperature control
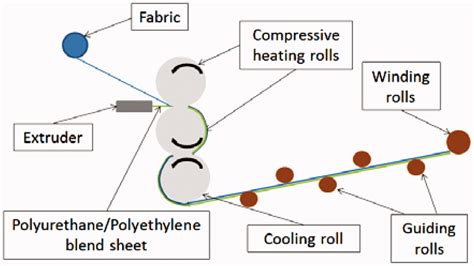
Calendaring process
How it works:
Thermoplastic pellets are fed through a series of rollers (calenders)
The rollers squash and squeeze the polymer into thin sheets
Temperature and pressure are controlled to ensure the correct thickness and texture
Calendaring uses, advantages & disadvantages
Used for plastic films, synthetic leather, wallpaper, flooring materials
Advantages
Ideal for producing large quantities of thin, uniform sheets
Can produce a range of textures and finishes
Efficient for continuous production
Disadvantages
Limited to producing flat sheets or films
Not suitable for 3D moulding or complex shapes
Requires precise temperature and pressure control
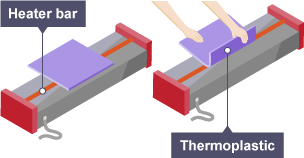
Line bending process
How it works:
A heated wire is placed along the line where the bend is to occur
The polymer sheet is heated at the wire's contact point, making it pliable
Once the material is heated, it is manually bent into shape
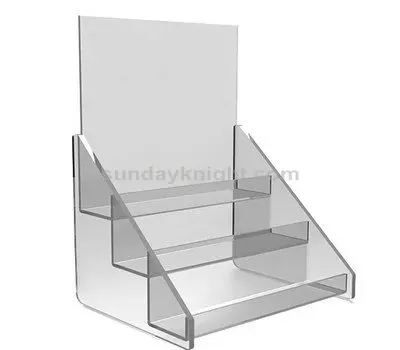
Line bending uses, advantages & disadvantages
Used for signage, display stands, product enclosures
Advantages
Suitable for one off or batch production
Simple and cost-effective for creating small bends and angles
Quick process with minimal material waste
Great for making sharp, consistent bends
Disadvantages
Limited to simple bends (complex shapes are difficult)
Not suitable for thicker plastics
Requires precise temperature control
Slow process
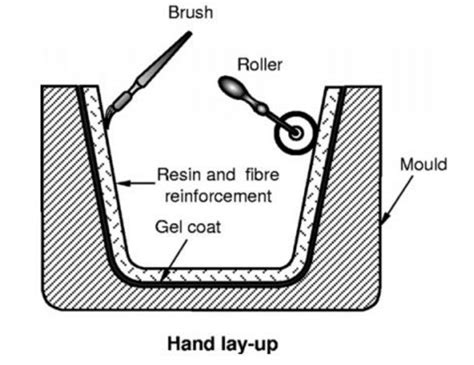
Laminating (layup) process
How it works:
Layers of material, such as fabric or composite sheets (GRP / CFRP), are placed into a mould
A resin is applied between the layers to bond them together
The top gel coat is applied which may contain pigment
The layered material is then cured, often using heat and pressure, to form a solid structure
Laminating (layup) uses, advantages & disadvantages
Used for composite components (e.g., aerospace parts, boat hulls, car panels)
Advantages
Can create strong, lightweight composite materials
Allows for complex shapes and large components
Versatile, as different types of fibres and resins can be used
Disadvantages
Can be labour-intensive and time-consuming
Requires a former to mould around
Requires precise control of temperature and curing time
Health and safety concerns when handling certain resins

Injection moulding uses, advantages & disadvantages
Used for casings for electric products, containers for storage/packaging
Advantages
Ideal for mass production
Low unit cost
Precise moulding
High quality finish
Disadvantages
High initial set up costs
Moulds are expensice to create
Can create large mouldings
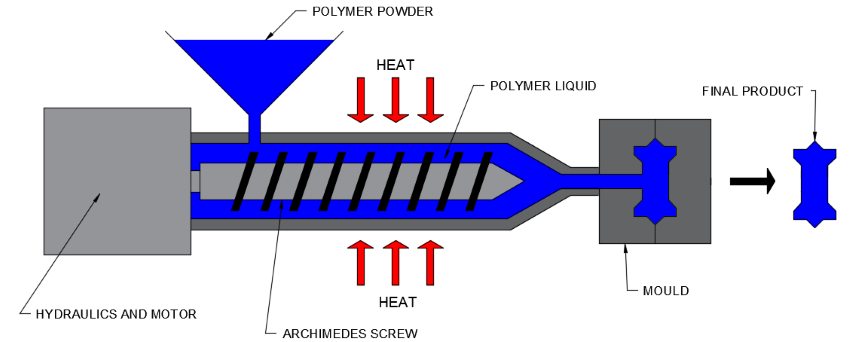
Injection moulding process
How it works:
Thermoplastic granules fed through hopper
Heated/melted along the Archimedes screw
Plastic injected into the mould
Two-part mould "negative" of the product
Product rapidly cooled and ejected from mould

Blow moulding uses, advantages & disadvantages
Used for plastic bottles, containers
Advantages
Intricate shapes can be formed
Can produce hollow shapes
Ideal for mass production
Disadvantages
High initial set up costs
Moulds are expensive to create
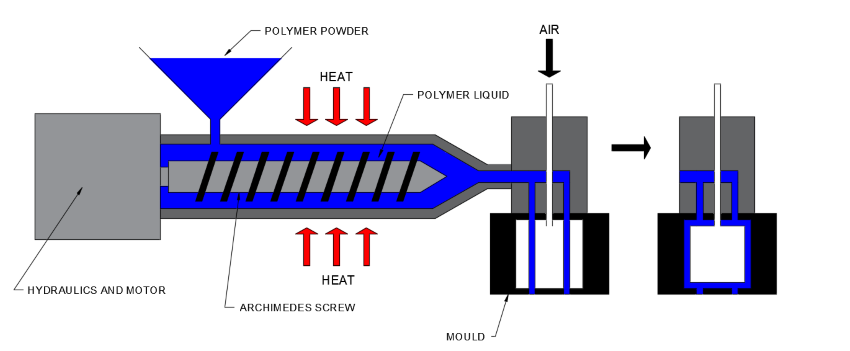
Blow moulding process
How it works:
Thermoplastic granules fed through hopper
Heated/melted along the Archimedes screw
A thermoplastic tube ‘parision’ is formed
The mould squeezes either side of the parision, forming the shape
Two-part mould "negative" of the product
Product rapidly cooled and ejected from mould

Rotational moulding uses, advantages & disadvantages
Used for buckets, traffic cones, dustbins, oil drums
Advantages
Easy to produce large products
Uniform thickness, seamless hollow components
Corners of products are stress free
Colour is easy to integrate into products
Disadvantages
Lower volume production (slow process)
Materials available are limited
Labour intensive
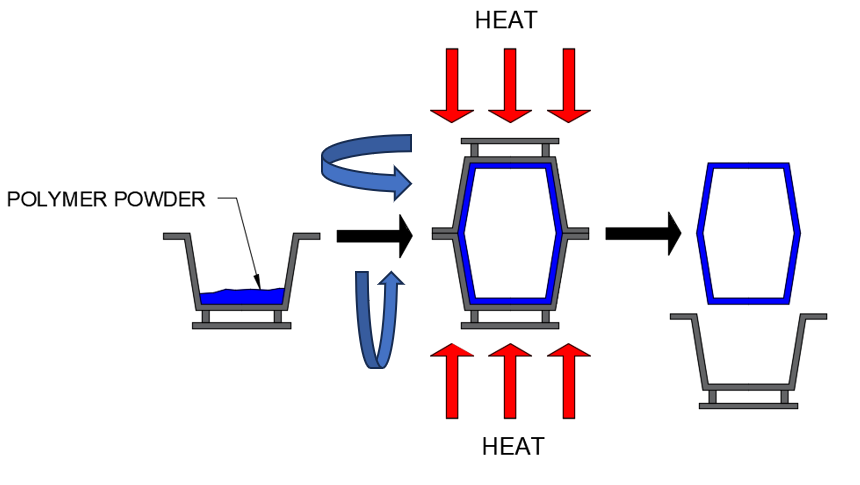
Rotational moulding process
How it works:
Thermoplastic powder / granules loaded into mould
Heat is applied to the mould
At the same time the mould is rotated on all 3 axis (x, y, z)
After some time, the mould is cooled and the component is removed

Extrusion uses, advantages & disadvantages
Used for collapsible tubes, guttering, straws, gear blanks
Advantages
Low cost relative to other moulding processes
Uses thermoplastics which can be remoulded
Waste material can be reused
Plastic can be manipulated after extrusion before fully cooled (e.g. bends/curves)
Continuous production
Disadvantages
Hard to predict die swell (expansion)
Can only manufacture certain products
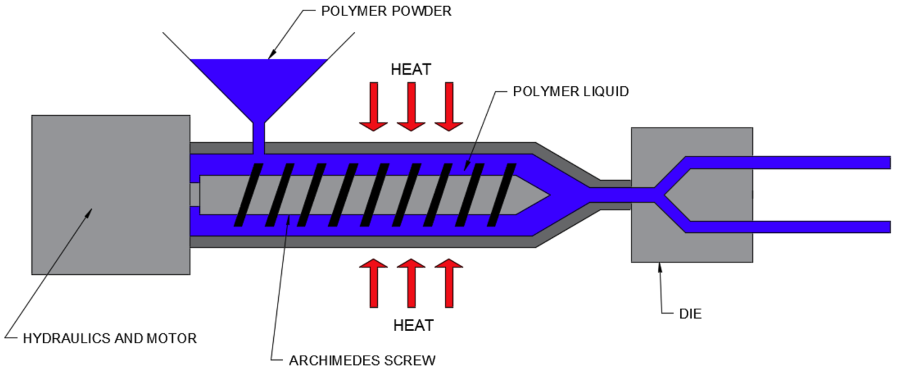
Extrusion process
How it works:
Thermoplastic granules fed through hopper
Heated along the Archimedes screw
Plastic forced into the die
The plastic is extruded 'pulled' through the die and cooled
Rollers pull plastic continuously
The extruded product is cut to the desired lengths

Compression moulding uses, advantages & disadvantages
Used for automotive parts, electrical components, appliance housings
Advantages
Good for producing large and complex shapes
Produces strong, durable parts
High efficiency in material use, with minimal waste
Suitable for thermosetting polymers
Disadvantages
Requires high pressure, which can be costly
Can be slower than other methods for high-volume production
Tooling and moulds can be expensive
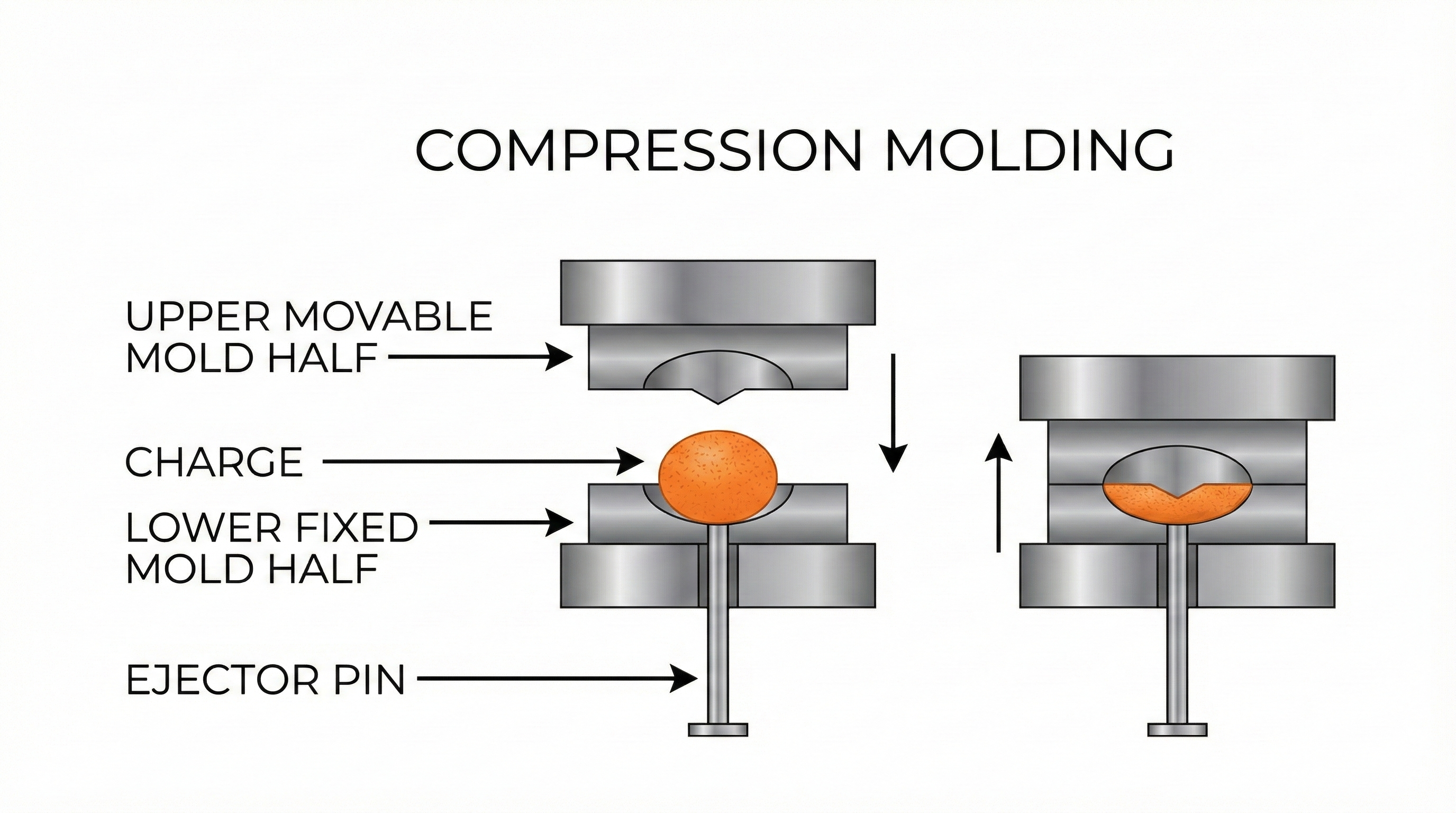
Compression moulding
How it works:
A pre-measured amount of polymer (often in the form of a resin or compound) is placed into a heated mould cavity
The mould is closed, applying both heat and pressure to the polymer
The polymer flows and fills the cavity, taking the shape of the mould
The mould is then cooled, and the finished product is removed