IB MET L7: How to control and manage factory operations
1/23
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
24 Terms
What decisions are made at different levels of the manufacturing hierarchy?
Factory level — Complete an order
Overall production and supply chain management
Ensure materials/resources are available
Deliver customer orders on time
Production line level — Make a product
Coordinate product flow and output
Decide production timing and quantity
Cell level — Make a part
Coordinate machines and robots
Manage local workflow and part movement
Machine level — Perform a task
Direct process control
Control motion, temperature, positioning, filling, etc.
👉 Key idea:
Manufacturing control is hierarchical, with higher levels managing planning and lower levels controlling detailed operations
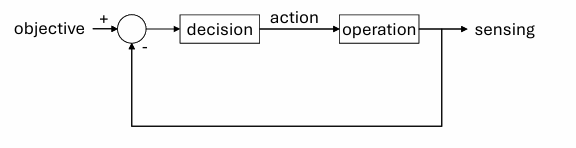
What is the basic control loop problem in manufacturing?
A control system manages an operation by continuously comparing actual performance to a required target.
Main elements:
Objective / Reference input → desired target or setpoint
Operation → process being controlled
Sensing → measure current performance
Decision → compare actual vs target
Action → adjust system to reduce error
👉 Key idea:
Control systems use feedback to keep operations close to the required objective.
What are hierarchical or nested control loops?
Manufacturing systems contain multiple control loops operating at different levels.
Higher-level loops:
Coordinate overall tasks and objectives
Lower-level loops:
Control detailed physical actions
Example:
Factory controls production targets
→ Production line coordinates machines
→ Robot controller coordinates joints
→ Motor controller controls individual motor position
👉 Key idea:
Complex manufacturing systems are controlled using nested feedback loops at multiple hierarchy levels.
How does decision-making change across the manufacturing hierarchy?
Key principles:
Decision range and time horizon increase higher up the hierarchy
Action from Level i + 1 becomes the objective for Level i
Decisions may be automated or human-controlled
Number of decision-making units increases lower down the hierarchy
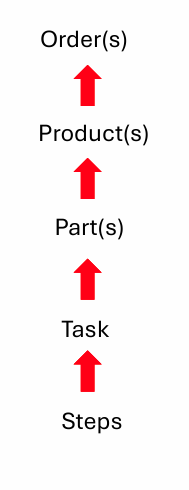
Hierarchy levels:
Level 5: 1 Order
Level 4: 1 × n Products
Level 3: 1 × n × m Parts
Level 2: 1 × n × m × p Tasks
Level 1: 1 × n × m × p × r Steps
Higher levels:
Fewer decisions
Longer-term planning
Broader coordination
Lower levels:
Many rapid detailed decisions
Direct machine/process control
👉 Key idea:
Manufacturing control systems break large production goals into increasingly detailed actions through nested hierarchical decision loops
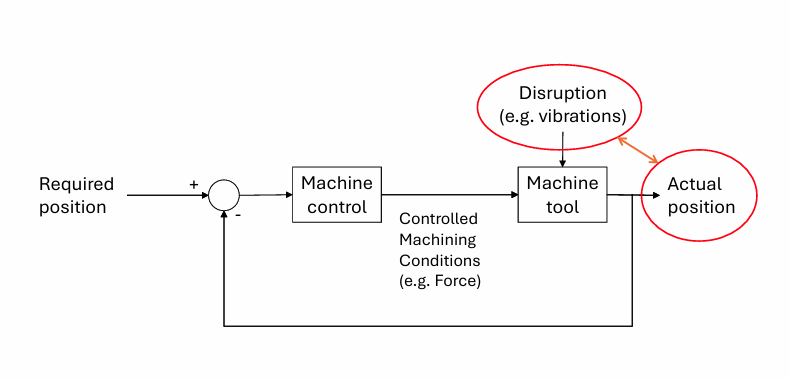
How are control loops applied to different manufacturing processes?
Different manufacturing operations use different types of control depending on the process being managed.
Examples:
Additive manufacturing (3D printing)
→ Position control
→ Controls nozzle/tool movement and trajectoryProcessing manufacture (mixing tanks)
→ Flow or temperature control
→ Maintains correct fluid flow and process temperatureFood filling systems
→ Level control
→ Maintains correct liquid/product fill levelCutting/machining operations
→ Position control
→ Controls cutting tool location and movement accuracy
Control loop elements:
Reference input/objective
Sensors measuring actual output
Controller making decisions
Actuators adjusting the process
Disturbances:
External signals acting on the system
Affect process output and accuracy
Examples:
Vibration
Temperature variation
Material variation
Wear
👉 Key idea:
Manufacturing systems use feedback control loops to maintain desired operation despite disturbances affecting the process output
Example: Dynamic deflection analysis
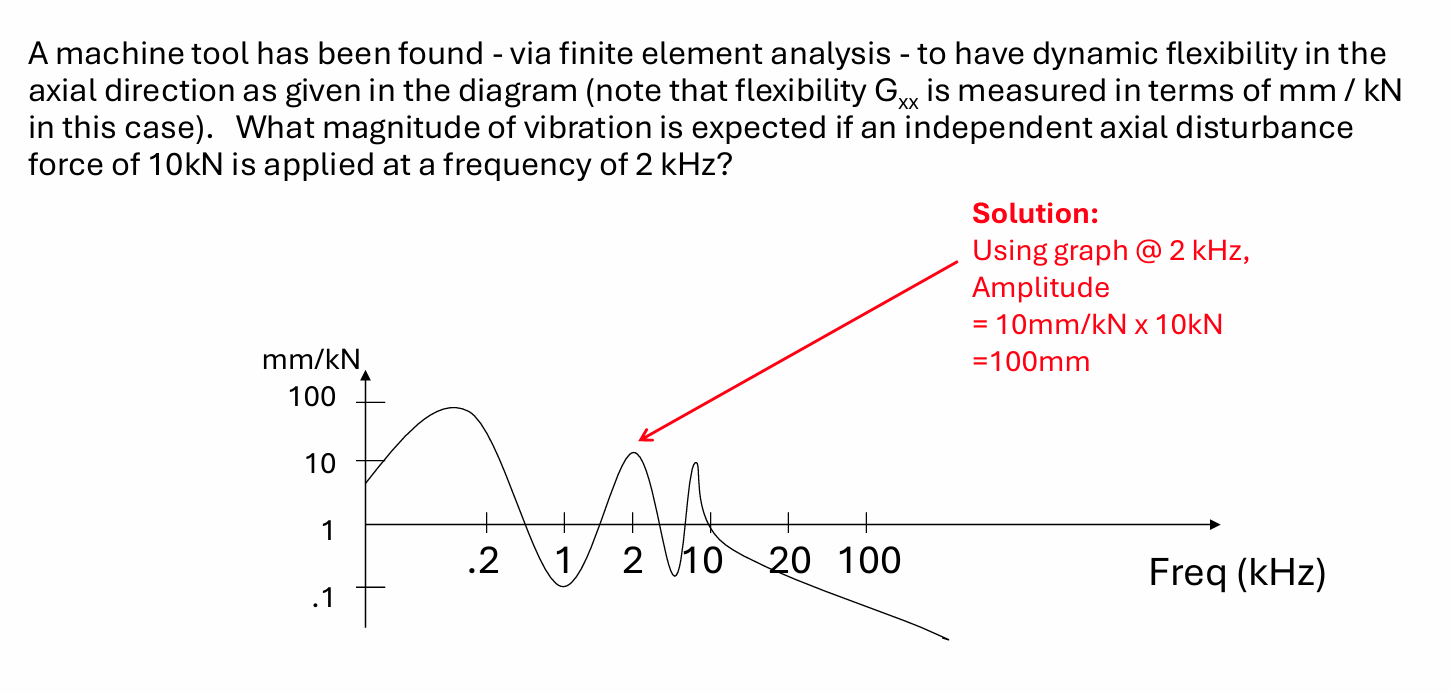
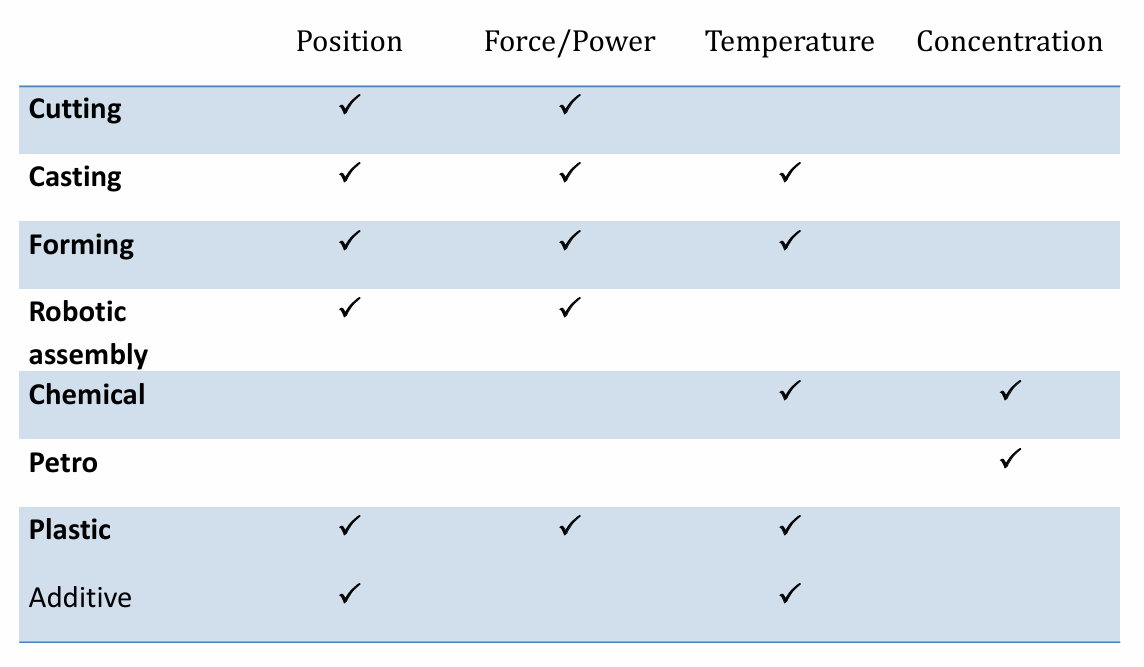
Control requirements in production processes
Position
Force/Power
Temperature
Concentration
How is AI used in machine control for manufacturing?
AI can be used to improve control of manufacturing process quality, especially in additive manufacturing.
AI systems can adjust:
Flow rate
Printing speed
Tool/nozzle offset
Heat input
Example:
A Residual Attention Convolution Neural Network can learn the best operating conditions from process data and sensor feedback.
Benefits:
Improved quality and consistency
Reduced defects
Adaptive process control despite variation or disturbances
👉 Key idea:
AI enables smarter closed-loop machine control by learning optimal operating conditions and automatically adjusting process parameters
What is the role of cells in factory automation and control?
Manufacturing cells combine machines and operations to produce families of parts efficiently.
Cells:
Perform linked manufacturing operations
Deliver completed parts to other cells or production stages
Often include automated machines, robots, and material handling systems
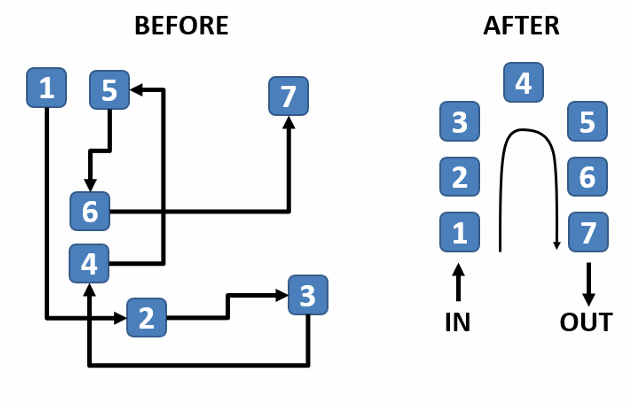
Factory layout affects:
How parts flow between cells
Production efficiency
Material handling complexity
If machines are arranged randomly:
Product flow becomes inefficient
Transport distances increase
Scheduling and control become more difficult
Cellular layouts improve:
Simpler product flow
Easier automation and control
Reduced handling and delays
👉 Key idea:
Manufacturing cells organise related operations together to improve automation, simplify part flow, and increase factory efficiency
What are cell-level operations and control in manufacturing?
Cellular manufacturing
A manufacturing cell is:
A group of one or more machines
Producing families of similar parts/products
Often with integrated workpiece and tool handling
A single operator may supervise much of the work within the cell.
Cell-level control problem
Goal:
Complete the sequence of operations needed to manufacture a part or sub-assembly
The control system must:
Coordinate multiple machine operations
Ensure operations occur in the correct sequence
Maintain safe operation
Handle multiple parts simultaneously if required
This is called:
Machine/cell coordination
Automation needs
The system:
Receives event signals from machines/sensors
Performs logical decisions
Sends control/event signals back to machines
👉 Key idea:
Cell automation coordinates multiple machines and operations so parts flow through the correct manufacturing sequence safely and efficiently
How are PLCs used in manufacturing cell automation?
A PLC controls and coordinates manufacturing cell operations.
It:
Receives signals from sensors and machines
Makes logical decisions based on programmed conditions
Sends commands to machines, robots, and conveyors
The PLC ensures operations occur:
In the correct sequence
Safely and efficiently
👉 Key idea:
PLCs automate manufacturing cells through logical decision-making and coordinated control of machine operations
How does factory-level production control manage orders?
A factory aggregates multiple levels of decisions to fulfil customer orders:
Order(s) → Product(s) → Part(s) → Tasks
Factory/production control must:
Coordinate machining and assembly operations
Assign operations to machines, cells, or lines
Schedule start and finish times
Track production progress
This is called:
Production scheduling and execution
Automation systems:
Prepare schedules
Receive “operation complete” signals
Send “operation start” signals
Monitor product flow through production
👉 Key idea:
Factory-level control coordinates products, parts, machines, and tasks so orders are completed correctly and on time
What is production scheduling in factory control?
Production scheduling:
Allocates machines, labour, and resources at specific times
Ensures production meets constraints such as:
Capacity
Deadlines
Material availability
Machine availability
Factories are dynamic systems, so:
The initially optimal schedule may no longer remain optimal
Reasons:
Machine breakdowns
Delays
Rush orders
Material shortages
Example:
A rush schedule may prioritise a specific process or product ahead of others.
👉 Key idea:
Production scheduling continuously adapts resource allocation and operation timing to changing factory conditions and priorities
What are common objectives in production scheduling?
Scheduling objectives may include:
Minimising average completion/flow time
Minimising maximum lateness
Minimising number of late jobs
Minimising average lateness/tardiness
Minimising makespan
(time between first job starting and last job finishing)
Methods used:
Algorithm → gives the optimal solution
Heuristic → gives a good but not necessarily optimal solution
👉 Key idea:
Production scheduling aims to optimise time, delivery performance, and resource usage using algorithms or heuristics depending on problem complexity
Scheduling heuristic 1: How can average completion time be minimised in scheduling?
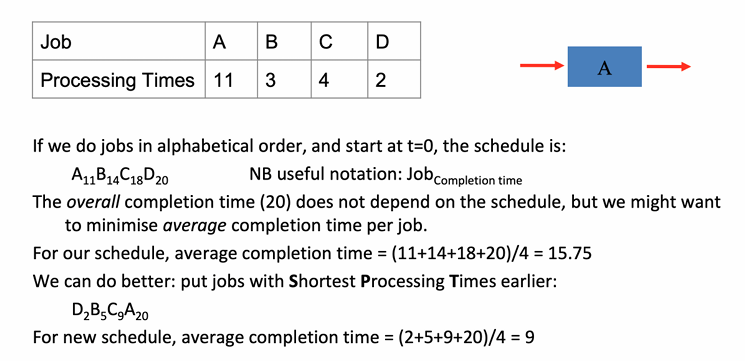
To minimise average completion time:
Schedule jobs with the shortest processing times first
This is called the Shortest Processing Time (SPT) rule
Notation:
Job_(completion time)
Example: A_11 means job A finishes at time 11
Example:
Alphabetical schedule:
A → B → C → D
Completion times: 11, 14, 18, 20
Average completion time:
11+14+18+204=15.75\frac{11+14+18+20}{4}=15.75411+14+18+20=15.75
SPT schedule:
D → B → C → A
Completion times: 2, 5, 9, 20
Average completion time:
2+5+9+204=9\frac{2+5+9+20}{4}=942+5+9+20=9
👉 Key idea:
Scheduling shorter jobs earlier reduces the average time jobs spend in the system
Scheduling heuristic 2: How does Earliest Due Date (EDD) scheduling minimise maximum lateness?
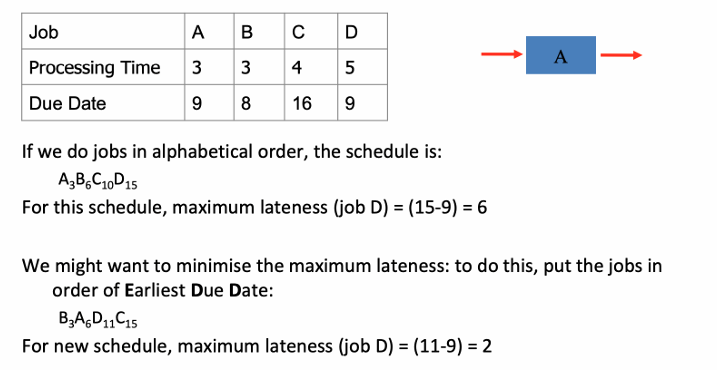
To minimise maximum lateness:
Schedule jobs in order of earliest due date first
This is called the Earliest Due Date (EDD) rule
Notation:
Job_(completion time)
Lateness:
Lateness=Completion Time−Due
👉 Key idea:
EDD scheduling reduces the worst-case lateness by prioritising jobs with the earliest deadlines
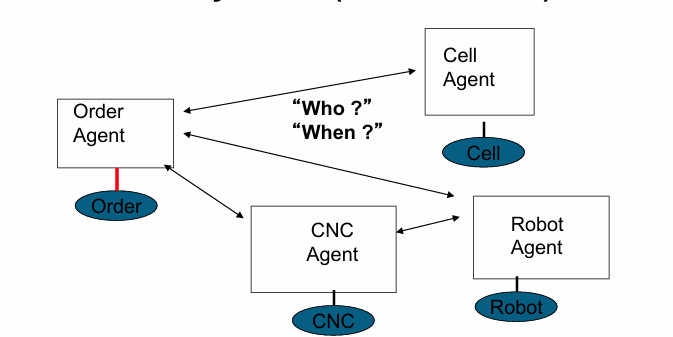
What is an agent-based AI manufacturing control system?
Agentic AI manufacturing control uses software “agents” to represent:
Machines
Robots
Cells
Orders
Examples:
CNC agent
Robot agent
Cell agent
Order agent
Each agent can:
Make decisions (“reason”)
Communicate with other agents
Help determine production scheduling and execution
The system answers questions such as:
“Who performs the task?”
“When should it happen?”
Compared with traditional hierarchical control:
Control is more distributed
Devices cooperate collectively
Scheduling becomes more flexible and adaptive
👉 Key idea:
Agent-based manufacturing control uses intelligent software agents to coordinate factory operations through distributed decision-making rather than strict hierarchy
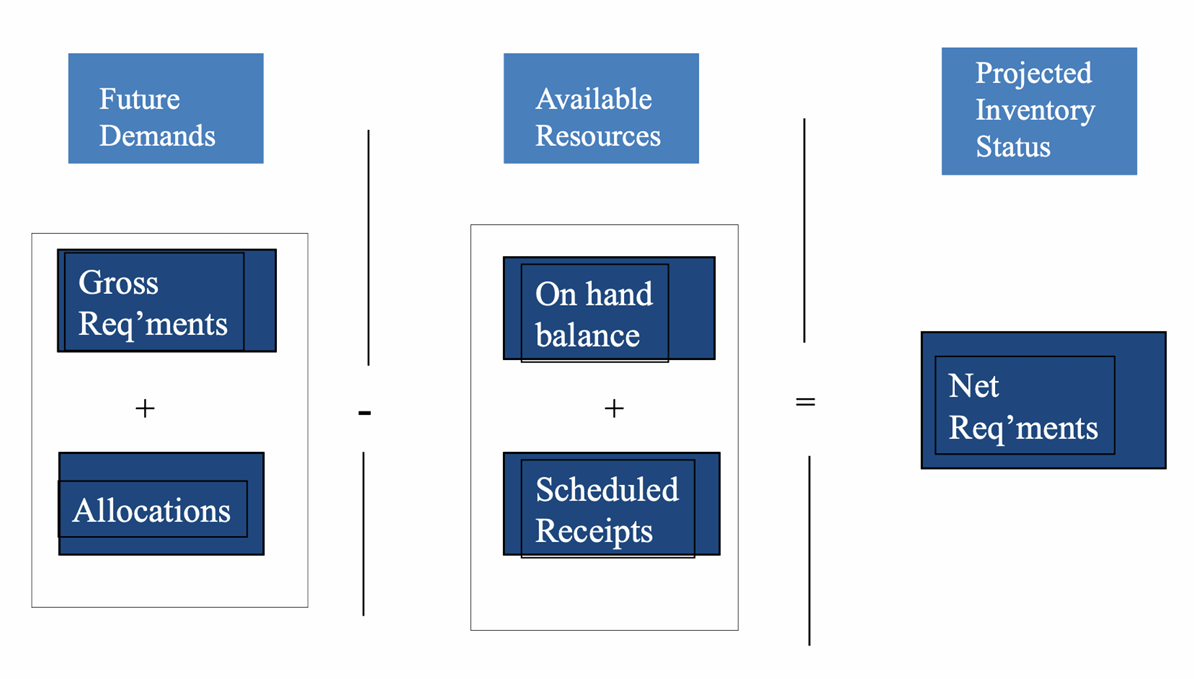
What is Material Requirements Planning (MRP)?
MRP is a system used to determine:
When components should be manufactured
When raw materials or parts should be ordered
MRP helps plan production in advance based on:
Product demand
Production schedules
Component requirements
Challenges:
Demand may be seasonal or irregular (“lumpy”)
Different products may share common components, creating variable component demand even if final product demand is constant
👉 Key idea:
MRP provides a systematic way to plan production and material ordering so the correct parts and materials are available at the right time
Making factory level decisions
How does a BOM support Material Requirements Planning (MRP)?
A Bill of Materials (BOM) shows the component breakdown of a product into:
Sub-assemblies
Parts
Raw materials
Example:
A top handle assembly may contain:
Top handle
Nails
Bracket assembly
Coupling
Using:
The production schedule
The BOM
…the factory can perform requirements explosion:
Work backwards through the BOM
Calculate quantities of every component and raw material required
Example:
If Product B requires 2 Part D
→ producing 100 products requires 200 Part D
👉 Key idea:
MRP uses the BOM to determine exactly what parts and materials are needed, in what quantities, and when they must be available for production
How do communication systems operate across manufacturing hierarchy levels?
Low-level systems
At machine/task level:
Sensors, switches, robots, and CNC machines generate real-time data
Connected through:
I/O systems
PLCs
Robot/CNC controllers
Cell-level PLCs coordinate:
Machines
Robots
Sensors
Material handling
Factory-level systems
Higher-level PCs/cloud servers manage:
Orders
Products
BOMs
Materials and inventory
Scheduling and production tracking
These systems process:
Large data volumes
Complex non-time-critical information
What is the difference between real-time and non-real-time communication in manufacturing systems?
Real-time communication
Software protocols and communication hardware that provide real-time guarantees to support time-critical operations.
Used mainly from:
Cell level downward
PLCs, robots, CNC machines, sensors
Characteristics:
Deterministic
Low latency
Uninterruptible operations
Time-dependent decisions/actions
Small/simple data volumes
Examples:
Robot motion control
Sensor feedback
Machine safety systems
Non-real-time communication
Software protocols and communication hardware that do not require real-time guarantees, where communication efficiency is more important than timing performance.
Used mainly at:
Factory/order/product level
PCs and cloud servers
Characteristics:
Non-deterministic
Batched communications
No strict time dependency
Large/complex data volumes
Examples:
BOM management
Scheduling
Inventory/material tracking
Production reporting
👉 Key idea:
Machine-level control requires deterministic real-time communication, while factory-level management uses non-real-time communication for larger-scale information processing
What are the main challenges in integrating factory operations?
Factories are difficult to integrate because they are:
Spatially large
Highly complex
Made of many interconnected systems and decision levels
Operated by many people, often without a full system overview
Problems can occur such as:
Machine breakdowns
Quality defects
Raw material shortages
Examples:
Failure of canned food heating process
Speckled paint defects
Shortage of computer chips
These problems create knock-on effects:
Production delays
Scheduling disruption
Material shortages elsewhere
Reduced product quality
In highly automated factories:
Failures can rapidly propagate through the system
Recovery and coordination become more difficult
👉 Key idea:
Factory integration is challenging because failures in one part of a complex interconnected system can affect many other operations across production
What technologies are associated with Industry 4.0 manufacturing?
Industry 4.0 is the fourth industrial revolution, driven largely by:
Internet connectivity
Digital integration
Smart automation
Manufacturing decisions occur at different timescales:
Planning → days/months
Scheduling → hours/days
Execution → minutes/hours
Process control → seconds/minutes
Emerging technologies include:
Machine learning (ML)
Internet of Things (IoT)
Cloud systems
3D printing (3DP)
Notes:
Many technologies are not yet widely adopted in all companies
A technology alone is not a complete manufacturing solution
👉 Key idea:
Industry 4.0 integrates digital, connected, and intelligent technologies across all levels of factory planning, scheduling, execution, and control