random stuff to mem
1/30
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
31 Terms
Chvorinov’s Rule
Tts = Cm * (V/A)^2
Buoyancy Force (Casting)
Fb = Wm - Wc = V * g * (rho_metal - rho_core)
Flow Curve (Instantaneous)
Yf = K * epsilon^n
Average Flow Stress
Yf_bar = (K * epsilon^n) / (1 + n)
True Strain (Deformation)
epsilon = ln(ho / hf)
Maximum Draft (Rolling)
d_max = mu^2 * R
Chip Thickness Ratio
r = to / tc
Shear Plane Angle (Geometric)
tan(phi) = (r * cos(alpha)) / (1 - r * sin(alpha))
Merchant Equation (Theoretical)
phi = 45 + (alpha/2) - (beta/2)
Shear Strain
gamma = tan(phi - alpha) + cot(phi)
Material Removal Rate (Turning)
RMR = v * f * d
Cutting Power (from Energy)
Pc = U * RMR
Gross Power (Motor)
Pg = Pc / E (where E is efficiency)
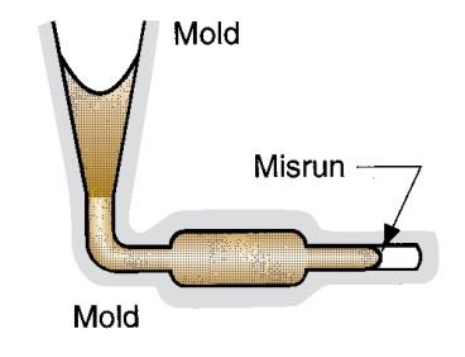
Misrun
A casting that has solidified before completely filling mold cavity (caused by low pour temp or slow pouring)
(gen def)
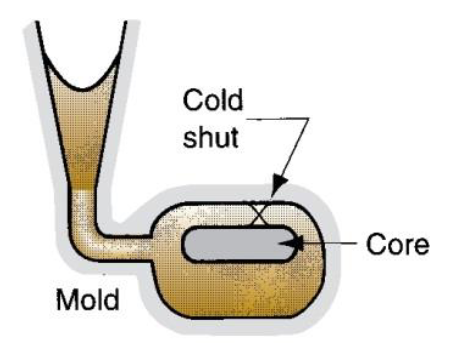
Cold Shut
Two portions of metal flow together but fail to fuse; caused by premature freezing
(general defect)
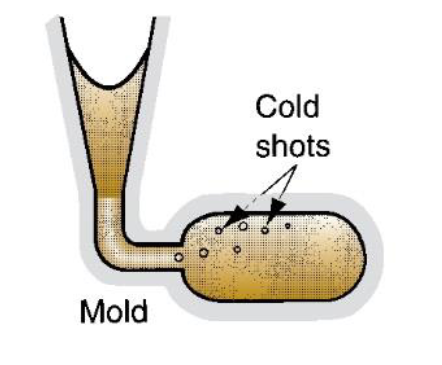
Cold Shot
Metal splatters during pouring and forms solid globules trapped in the casting; caused by turbulence
(general defect)
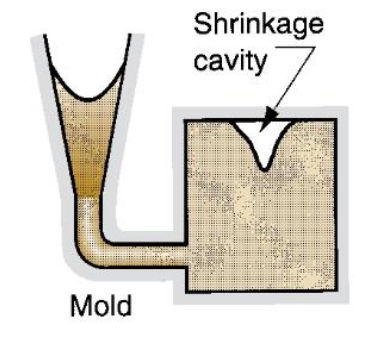
Shrinkage Cavity
Depression / internal void near surface caused by solidification shrinkage that restricts amount of molten metal available in last region to freeze (needs better riser design)
(general defect)
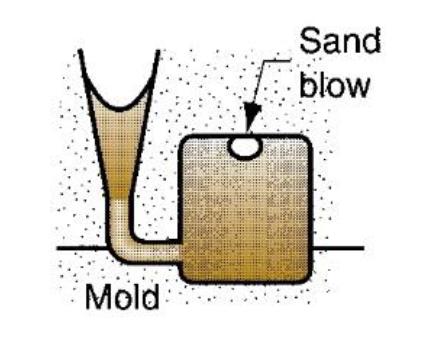
Sand Blow
Balloon-shaped gas cavity caused by release of mold gases during pouring; caused by low permeability or high moisture
(sand defect)
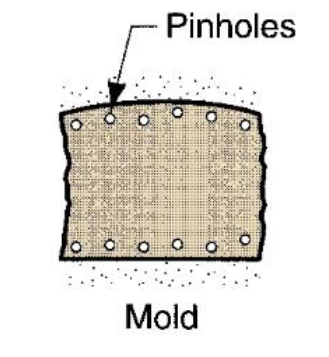
Pin Holes
Formation of many small gas cavities at or near casting surface (caused by entrapped gases in the molten metal)
(sand defect)
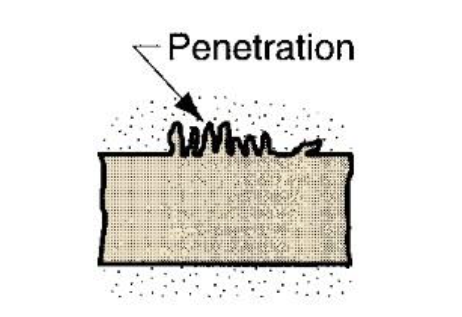
Penetration
When fluidity of liquid metal is high, it may penetrate into sand mold or core, making the surface a mix of sand and metal
(sand defect)
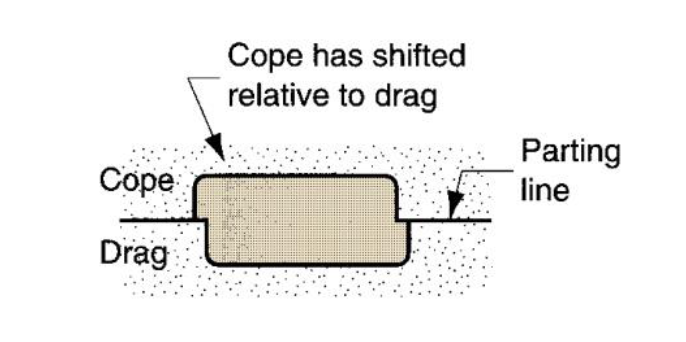
Mold Shift
A step in the cast product at the parting line; caused by sidewise displacement of the cope relative to the drag
(sand defect)
1° angle; Purpose: To facilitate the removal of the pattern from the mold without damaging the sand mold