CCD245-Pinciples of Blanking and Piercing Dies
1/29
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
30 Terms
What is a piece part in terms of blanking and piercing dies?
the product - it may be complete or it may need one component that makes up an assembly
what is stock material?
general term for any material from which the piece part is made
what is a die?
a complete production tool, the purpose of which is to produce piece parts consistently to require specifications
the female part of a complete die
what is a punch
the male member of a die which mates or acts in conjunction with the female die to produce a desired effect upon the material being worked
What is the difference between a blanking and piercing die?
it depends on if you are keeping the material that is cut out or if you are keeping the remaining material
what is a blanking die?
it is when the blanks are the desired products made by the die
the remaining material is the slug
the punched part is the part to keep
what is a piercing die?
the purpose if to produce openings of a certain size and shape
keep the remaining material
throw out the slug or the small part that was punched
What are the stages of shearing action
plastic deformation
plastic penetration
fracture
What happens to the material during stage 1 of shearing action?
punch makes contact and exerts pressure on material
elastic limit of material is exceeded and deformation takes place
What happens to the material during stage 2 of shearing action?
driving force of ram continues
punch is forced into the material
blank or slug is displaced into die opening
shearing portion of cutting cycle
What happens to the material during stage 3 of shearing action?
continuation of punching pressure
fracture starts at cutting edge of the punching die
fractures extend toward each other and meet
blank or slug separates from material
punch continues on into the die opening
blank or slug is pushed slightly below the die cutting edge
how are blanked or pierced parts measured?
at the cut band
what is the relationship of part size to punch and die size?
blanks and slugs are slightly larger than the opening in the material from which it was cut due to the cutting action caused it to be compressed
what must be known about the material in order to calculate the forces on the die?
shear strength of the material
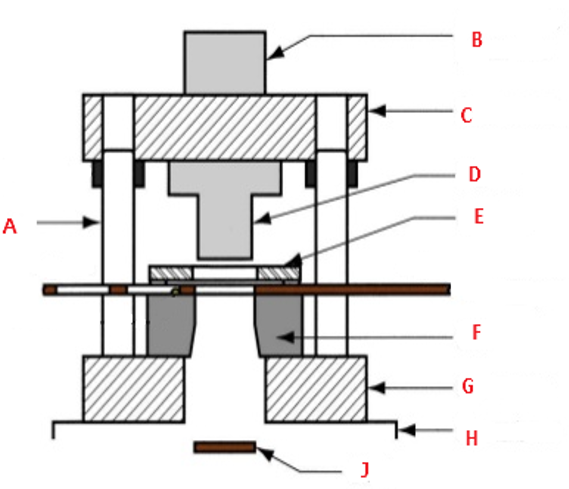
what is A?
guide post
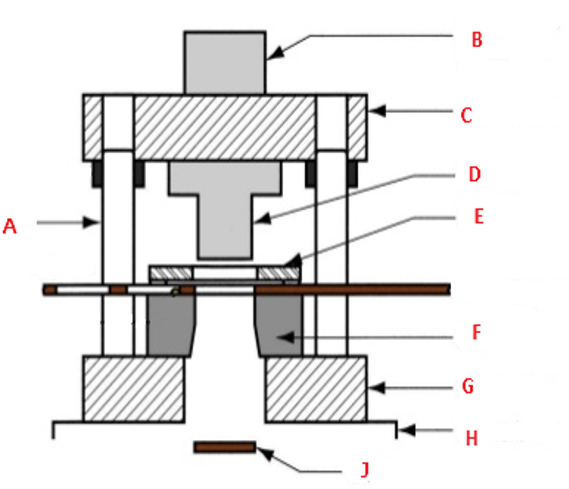
what is B?
shank
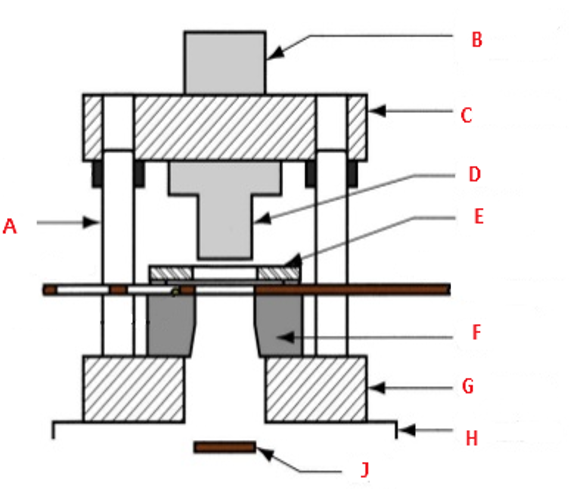
what is C?
punch holder
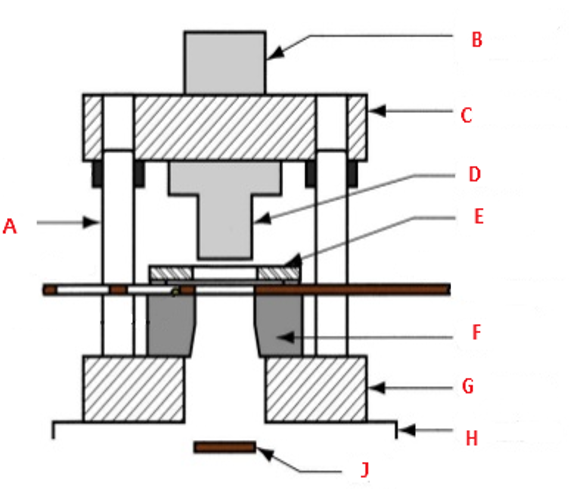
what is D?
punch
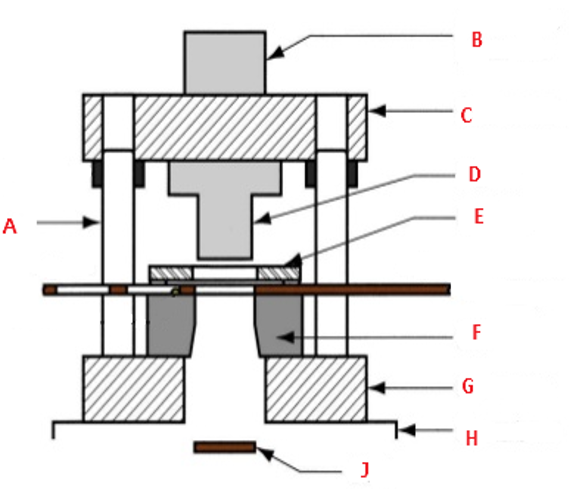
what is E?
stripper
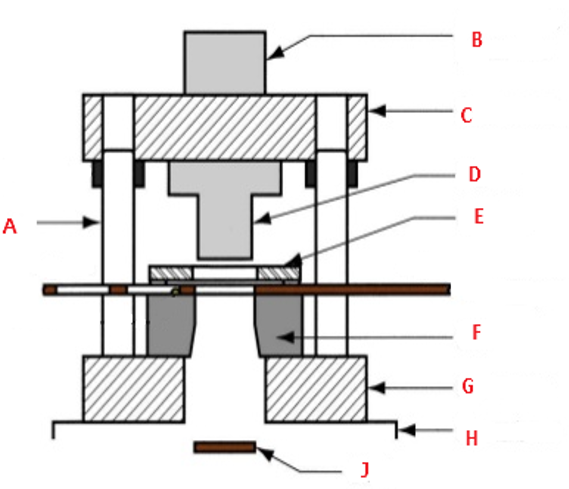
what is F?
die block
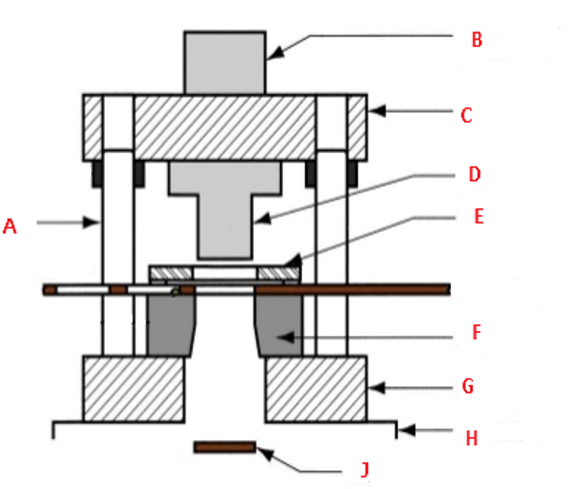
what is G?
die shoe
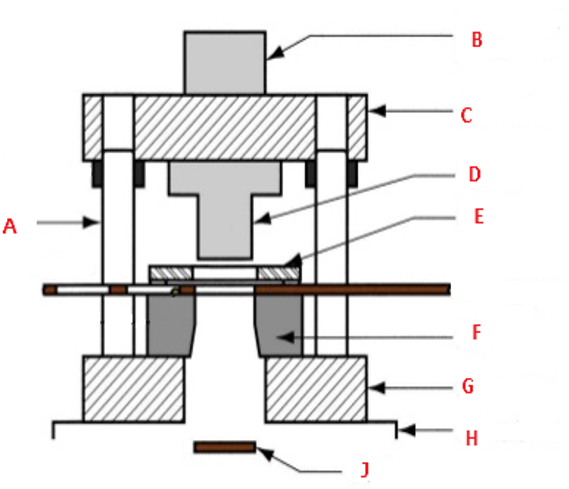
What is H?
press bed
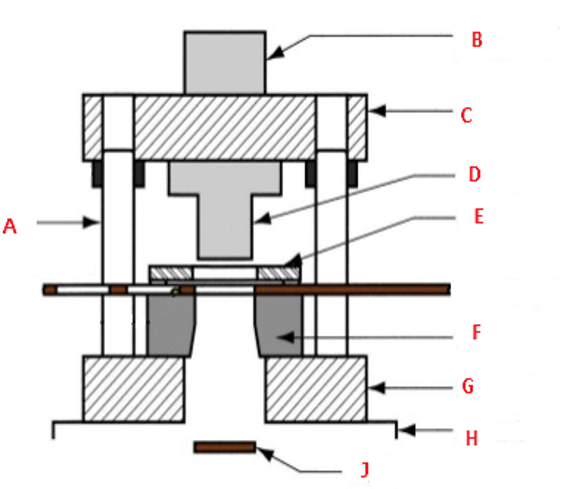
what is J?
slug or part
what is the press cycle of a blanking or piercing die?
at rest the ram is at top of stroke
start - flywheel rotates
ram is driven toward press bed
at 180 degrees rotation of flywheel, ram starts to return to rest position
back at rest position, ready for next cycle
what is the purpose of a stripper on blanking or punch dies?
after the operation the material wants to stick, and it prevents the material from traveling with the punch
what are the various operations produced in dies?
blanking
cutoff
trimming
compound (blank and pierce)
pierce
bending
shaving
forming
stub press
progressive
What is the rule for clearances when a slug is produced to be thrown away?
the punch must be made to the size and clearance is applied to the die
What is the rule for clearances when a blank is produced which will be kept?
the die opening is made to size and the clearance is applied to the punch
What are the three types of blank layout?
adjacent
interposed
interlaid
what is the difference between an interlaid and interposed layout?
an interposed layout there is no flipping of the part and it is just fit together
interlaid layout includes flipping the part in order to maximize the space available