Gépipari Technológiák 2 3. koll
1/25
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
26 Terms
Hegesztés definíciója
Különálló fém gépelemek oldhatatlan kötéssel történő összeerősítésére szolgáló művelet.
Mi a hőhatási övezet, és milyen jelentősége van?
A hőhatási övezet a hegesztési varrat melletti terület, amelyet a hegesztés hője ért, de nem feltétlenül olvadt meg. Ebben a részben a hő hatására szerkezeti átalakulások történhetnek, ezért gyakran ez a kötés leggyengébb része.
Milyen éghető gázokat használnak lánghegesztéshez?
Acetilén, propán, bután, hidrogén
Gázpalackok színjelzése
oxigén kék
hidrogén és más éghető gáz piros
oldott acetilén sárga
sűrített levegő lila
nitrogén zöld
CO₂ és minden nem éghető gáz szürke
Az acetilén palackok szelepeit miért NEM szabad rézből, rézötvözetből készíteni?
Mert az acetilén reakcióba lép a rézzel és robban. Ezért szokták réz helyett acélból csinálni a szelepeket.
Gázhegesztéskor a 1,5 – 2 bar nyomású oxigén miért nem megy bele a 0,1 – 0,5 bar nyomású acetilén vezetékbe?
Mert a konfúzorban felgyorsul az áramlása, és leesik a nyomás az acetilén nyomása alá.
Gázdús lángot milyen anyaghoz szokás használni, és milyenhez nem? Miért?
A gázdús (redukáló) láng a semleges lánghoz képest több acetilént tartalmaz. Öntöttvasakhoz szokták leginkább használni. Acélra nem használják mert megedződik az anyag.
Oxigéndús lángot milyen anyaghoz szokás használni? Miért? Acélhoz miért nem?
Az oxigéndús láng a semlegeshez képest több oxigént tartalmaz. Sárgaréz hegesztésénél alkalmazzák, az így létrejövő oxidréteg megakadályozza a mérgező cinkgőzök távozását. Acélhoz nem használják mert kiégeti a szenet és rideggé teszi.
Mitől függ a hozaganyag összetétele és átmérője?
Hozaganyag függ az anyag vastagságától, és összetételtől,a helyzettől, anyagtól, géptől.
Mire valók a folyasztószerek, hegesztőporok?
A folyasztószerek feloldják a hegesztéskor keletkező oxidokat, salakot képeznek, védik az ömledéket az oxidációtól, segítik az összeolvadást, majd könnyen eltávolíthatók. Por alakú változatuk a hegesztőpor, amely öntöttvas, sav- és hőálló acélok, réz, alumínium, nikkel és horgany hegesztéséhez szükséges.
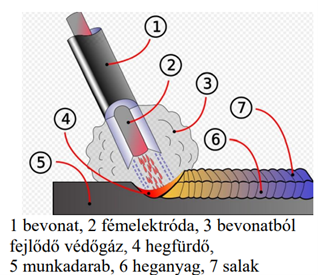
Vázolja le a bevont elektródás kézi ívhegesztést!
A legismertebb és legelterjedtebb eljárás.Olyan ömlesztő hegesztő eljárás, melynek hőforrása a hegesztendő munkadarab és egy bevont leolvadó fémelektróda között keltett ív. Az ívben átolvadó fémet az átolvadó bevonatból fejlődő védőgázok és a folyékony salak védi a környezet káros behatása ellen.
Milyen tulajdonságokkal rendelkezik egy jó áramforrás, ami bevont elektródás kézi ívhegesztéshez használható?
Hegesztőív könnyű gyújtása, ív hosszának kismértékű ingadozásakor az ívnek nem szabad megszakadnia, szabályozható legyen, ne legyen rövidzárlatra képes. Rövidzárlat után a feszültség gyorsan emelkedjen.
Mik a feladatai a bevont elektróda maghuzalának, és mik a bevonat feladatai?
Ívstabilizálás: eredményeként nyugodt ívet lehet tartani. A bevonatok az ív hőmérsékletén könnyen ionizálódó anyagok.
· Védőgáz képzés: a bevonatból képződő védőgázok megvédik a hegfürdőt a levegő káros hatásaitól és elősegítik az anyagátvitelt.
· Salakképzés: a hegfürdőben lévő folyékony oxidokat, szennyeződéseket a fürdő felszínén úszó és megdermedő salak köti meg. A salakot a kihűlés után mechanikus úton távolítjuk el.
· Varratötvözés: az acél hegesztőelektródák maghuzalja általában kis széntartalmú acél. Csupán a bevonattól függ, hogy az elektródát ötvözetlen, vagy ötvözött acélok hegesztésére használjuk-e.
A munkadarabok előkészítése hegesztéshez
Le kell élezni a darabot, aminek profil szerinti felosztása: I varrat, V varrat, U varrat, K varrat
A megfelelő elektróda kiválasztásának 3 legfontosabb szempontja
1. Hogy hol használjuk fel (pl. kötő elektróda hegesztett kötések létrehozására)
2. Kémiai összetételük (pl. ötvözetlen szerkezeti acél elektródák, gyengén ötvözött elektródák)
3. A bevonat jellege (pl. Ívstabilizáló bevonat)
Sorolja fel a hegesztés jóságát befolyásoló tényezőket (paramétereket)!
Munkadarab vegyi összetétele, elektróda típusa mérete, áramnem és polaritás, hegesztő áram erőssége, ívfeszültéség, hegesztés utáni hőkezelés, munkadarab leélezés, munkadarab befogása, hegesztési helyzetek, munkadarab előmelegítése
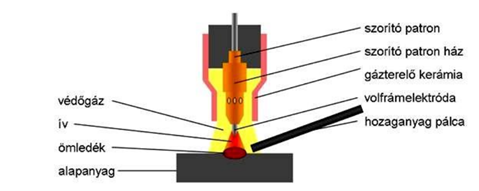
Vázolja le az argon védőgázas (nem olvadó) wolframelektródás ívhegesztést! (AWI, TIG, WIG)
Az ív a dobra csévélt hegesztőhuzal és a munkadarab között ég, a hegesztőhuzalt olyan sebességgel tolja a hegesztés helyére, amekkora a leolvadás sebessége.
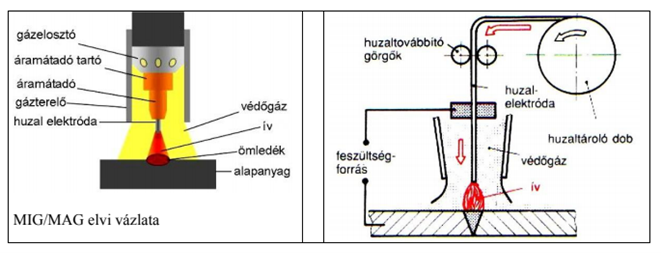
Vázolja le a fogyóelektródás, semleges védőgázas hegesztést / MIG. Előnyök, hátrányok.
Metal Inert Gas, vagyis fogyóelektródás, semleges védőgázas ívhegesztés.
Az ív a folyamatosan adagolt huzalelektróda és a munkadarab között ég. A huzal leolvad, ez adja a hozaganyagot. A hegfürdőt semleges védőgáz, általában argon védi a levegő káros hatásától. MIG eljárással főleg korrózióálló acélokat, nikkelt, színesfémeket és könnyűfémeket hegesztenek.
Előnyök:
Nagy hegesztési teljesítmény.
Folyamatos huzaladagolás miatt gyors.
Jó varratminőség.
Nincs salakképződés.
Jól gépesíthető és automatizálható.
Hátrányok:
Az argon drága.
A berendezés drágább és bonyolultabb.
Huzatra és szélre érzékeny.
Tisztább munkadarab-felületet igényel.
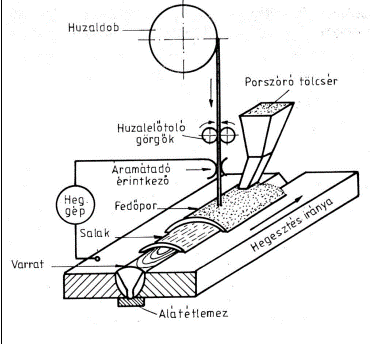
Vázolja le a fedettívű automata hegesztést!
Működési elv
· Leolvadó fém elektróda és a munkadarab között keletkezik az ív
· Az elektróda lehet huzal vagy szalag
· A hegesztés védelmét fedőpor látja el, amelyet közvetlenül a hegesztés helyére szórnak
· Az elektródát és a portartályt kocsira szerelik, amelyet a varrat mentén mozgatnak.
Sorolja fel, mely hegesztési eljárásokkal lehet hozaganyag nélkül kötést létesíteni.
Ellenállás-ponthegesztéssel, ellenállás-vonalhegesztéssel, leolvasztásos tompahegesztéssel, dörzshegesztéssel, elektronsugaras hegesztéssel, lézeres hegesztéssel, plazmahegesztéssel.
Acél hegesztésekor melyek az 5 legveszélyesebb elem? Melyik mit okoz?
Szén / C: növeli az edződési hajlamot, kemény és rideg hőhatási övezetet okozhat, repedésveszélyt növel.
Kén / S: melegrepedést, vöröstörékenységet okozhat.
Foszfor / P: hidegtörékenységet, ridegedést és repedési hajlamot okoz.
Hidrogén / H: hidrogénes ridegedést, hidegrepedést és pórusokat okozhat.
Nitrogén / N: ridegedést, öregedési hajlamot és porozitást okozhat.
Mikor használunk I, V, X, illetve U varratot?
I: vékony lemez.
V: közepes vastagság, egyoldali hegesztés.
X: vastag lemez, kétoldali hegesztés.
U: nagy vastagság, kevesebb hozaganyag és kisebb vetemedés.
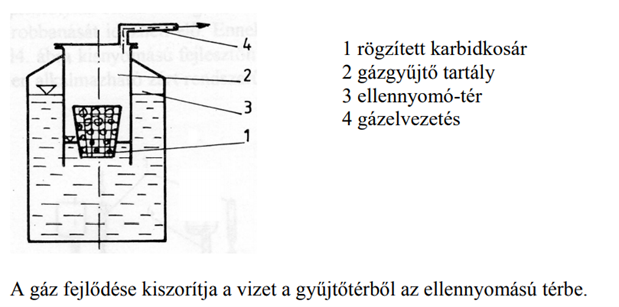
Vázoljon le egy vízkiszorításos acetilénfejlesztőt, és röviden ismertesse a működését!
A vízkiszorításos acetilénfejlesztőben a kalcium-karbid kosárban van, amelyhez a víz szabályozottan jut hozzá. A víz és a karbid reakciójából acetilén gáz keletkezik.
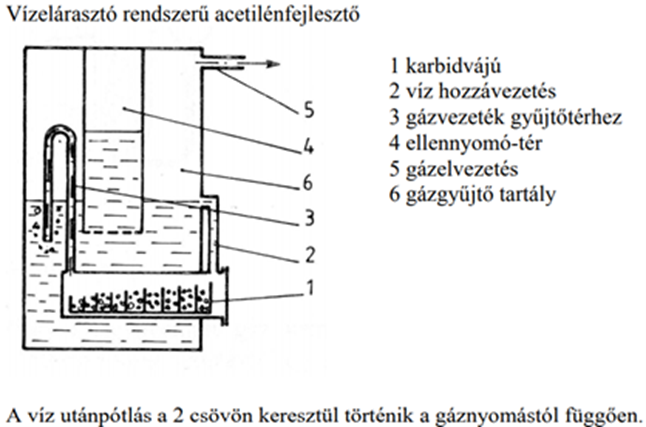
Vázoljon le egy vízelárasztó rendszerű acetilénfejlesztőt, és röviden ismertesse a működését
A víz a karbidhoz jut, ebből acetilén fejlődik.
Ha nő a gázfogyasztás, csökken a nyomás, több víz jut a karbidhoz, több gáz keletkezik.
Ha csökken a fogyasztás, nő a nyomás, a víz visszaszorul, a gázfejlődés csökken.
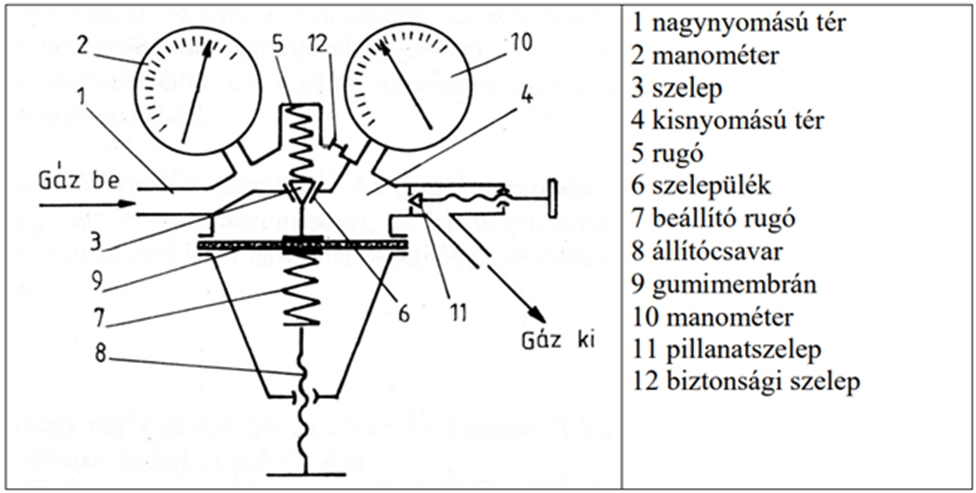
Vázolja le a nyomáscsökkentő szelepet, és röviden ismertesse a működését!
A palack nagy nyomását kisebb, állandó üzemi nyomásra csökkenti.
Az állítócsavar, rugó és membrán mozgatja a szelepet.
Ha a kisnyomású oldalon csökken a nyomás, a szelep nyit.
Ha nő a nyomás, a szelep zár.
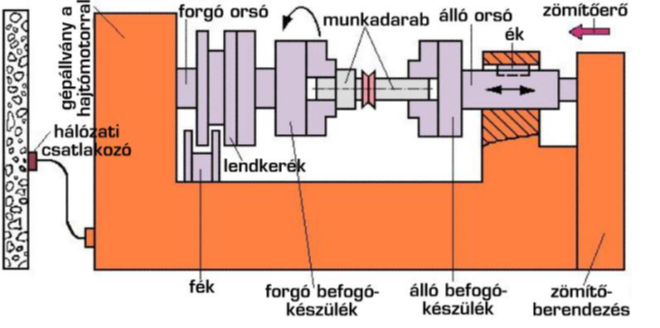
Vázolja le a dörzshegesztést. Előnyök, hátrányok.
Az egyik munkadarab forog, a másik áll.
Összenyomják őket, a súrlódás hőt termel.
A felületek képlékennyé válnak, majd zömítőerővel összesajtolják őket.
Előnyök: nem kell hozaganyag, nem kell védőgáz, gyors, jó kötés, kis hőhatási övezet.
Hátrányok: speciális gép kell, főleg forgástestekhez jó, méret- és alakkorlátos, sorja keletkezhet.