IB MET L9: AI in Manufacturing
1/18
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
19 Terms
What is the difference between data analytics, machine learning, and artificial intelligence?
Data analytics
The science of studying data to uncover and interpret hidden patterns and trends.
Includes:
Descriptive analytics
Predictive analytics
Prescriptive analytics
Statistics
Visualisation
Data/graph mining
Machine learning (ML)
A subset of AI where systems learn patterns and relationships from data to make predictions or decisions automatically.
Artificial intelligence (AI)
A broader concept involving systems capable of:
Intelligent decisions
Situational/contextual awareness
Automated reasoning and action
AI may include:
Machine learning
Rule-based systems
Optimisation and automation
👉 Key idea:
Data analytics extracts insight from data, machine learning learns patterns from data, and AI is the broader goal of creating intelligent decision-making systems
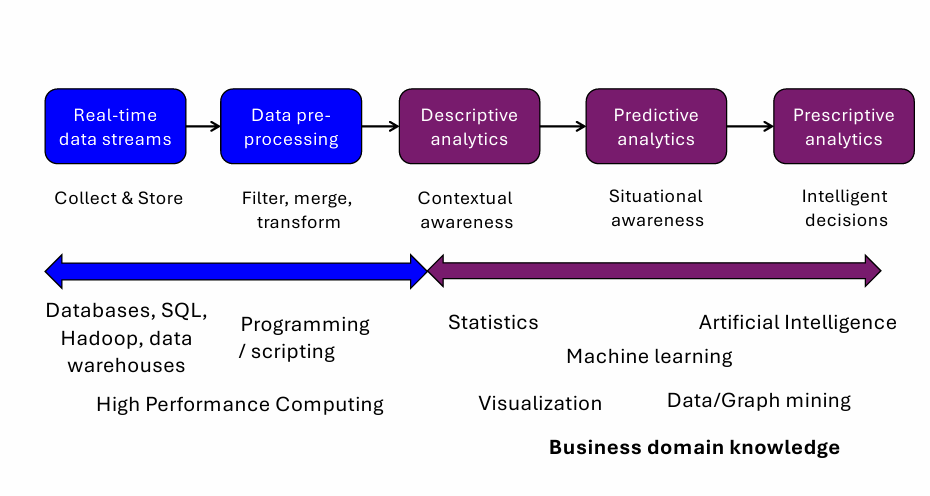
Types of Analytics
Descriptive analytics
Analyses historical data to understand:
What happened
Patterns and trends in past performance
Predictive analytics
Uses data and models to estimate:
What is likely to happen in the future
Prescriptive analytics
Uses optimisation and decision models to determine:
What actions should be taken to achieve desired outcomes
👉 Key idea:
Descriptive explains the past, predictive estimates the future, and prescriptive recommends actions (All relies on business domain knowledge)
Why can data science methods be applied across very different systems?
Data science works by:
Converting complex systems into abstract datasets and relationships
Very different systems can share similar underlying patterns, such as:
Networks
Connections
Clustering
Flows
Dependencies
Examples:
Global automotive industry networks
Italian mafia networks
Because these systems share structural patterns, similar data science methods can be applied to both.
Highly connected hubs are especially important:
If key hubs or routes fail (e.g. major ports, the Strait of Hormuz, Suez Canal), disruptions can cascade through the network
This can create global shortages and widespread supply chain disruption
👉 Key idea:
Data science reveals common network structures across different systems, helping analyse vulnerabilities, cascading failures, and critical hubs in global industries
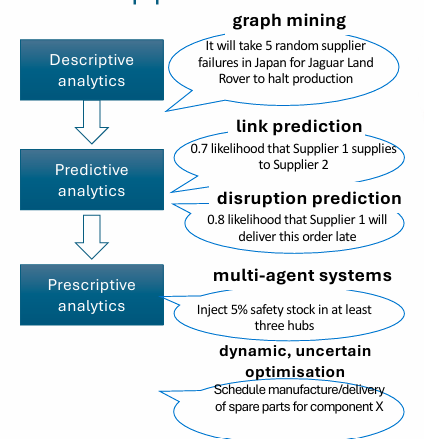
How is data science applied in supply chains?
Descriptive analytics
Finds hidden patterns in supply chain networks using:
Graph mining
Network analysis
Predictive analytics
Predicts future behaviour such as:
Supplier links
Delivery delays
Supply disruptions
Prescriptive analytics
Uses optimisation and autonomous algorithms to:
Allocate safety stock
Schedule production/delivery
Improve resilience and performance
Applications include:
Automotive
Aerospace
FMCG industries
👉 Key idea:
Supply chain data science progresses from understanding patterns, to predicting disruptions, to optimising and automating decisions
What is Artificial Intelligence (AI)?
AI (Artificial Intelligence), also called:
Machine Intelligence
Computational Intelligence
…describes systems that mimic or enhance human cognitive functions such as:
Learning
Reasoning
Problem solving
Decision making
AI involves:
Intelligent decision-making capability
Autonomous actuation of decisions
Unlike procedural programming:
AI can exhibit emergent behaviour and learn from data
AI often uses data analytics methods, but:
Data analytics also includes non-AI approaches such as:
Mathematical optimisation
Simulation
👉 Key idea:
AI goes beyond analysing data by enabling systems to learn, reason, and autonomously make intelligent decisions
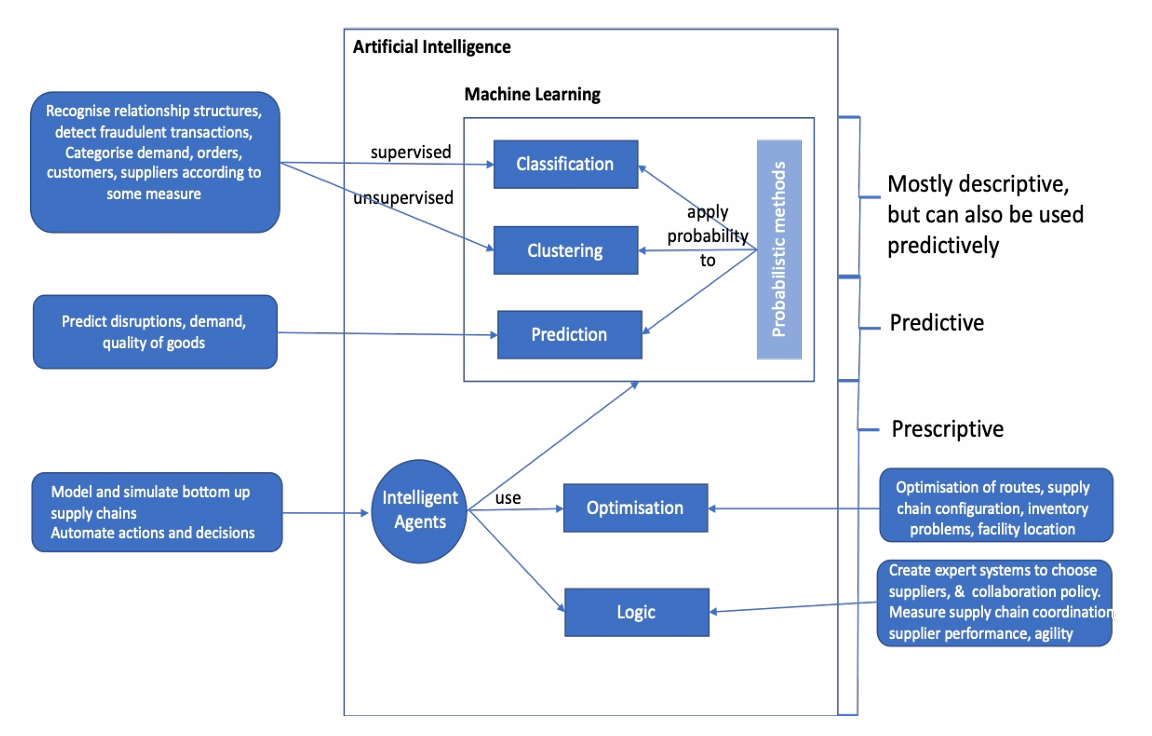
What are common types of AI methods?
Logic and reasoning
Knowledge representation, expert systems, problem solving
Classification
Assigning observations to categories
Clustering
Grouping similar observations to discover relationships
Regression
Modelling relationships between variables for prediction
Prediction
Using historical/current data to estimate future outcomes
Search and optimisation
Finding the best solution from feasible alternatives
Generative AI
Creating new content such as text, images, or code
Intelligent agents
Autonomous systems that pursue goals using available tools and AI methods
👉 Key idea:
AI consists of many overlapping methods for reasoning, prediction, optimisation, pattern recognition, content generation, and autonomous decision-making
Why is data important in manufacturing and where does it come from?
Data supports manufacturing decision-making across:
Suppliers and supply chains
Production planning
Quality control
Maintenance
Sales and customer behaviour
Typical questions include:
Which suppliers should we choose?
What products should we make today?
Are there quality issues?
Do machines need maintenance?
How are products used by customers?
Common data sources Structured data
ERP/MRP systems
SPC data
Maintenance logs
Sales data
Warranty claims
Typically:
Lower volume/velocity/variety
Contemporary unstructured data
Machine sensors
Smart products/telematics
Social media
CRM systems
Weather data
Typically:
High volume
High velocity
High variety
👉 Key idea:
Manufacturing increasingly relies on large, diverse data sources to improve operational, supply chain, and business decision-making
What are Industry 4.0 and Industry 5.0?
Industry 4.0
The Fourth Industrial Revolution refers to:
Automation and data exchange in manufacturing
It combines:
IoT (internet of Things)
Cloud computing
Sensors
AI and data analytics
A key feature is integration across:
The business
The product lifecycle
The supply chain
This improves:
Productivity
Flexibility
Quality control
Mass customisation
Industry 5.0
Builds on Industry 4.0 but focuses more on:
Human-centred systems
Sustainability
Resilience
👉 Key idea:
Industry 4.0 integrates data and automation across businesses, product lifecycles, and supply chains, while Industry 5.0 extends this toward sustainable and human-focused manufacturing systems
How is AI used in engineering design?
AI supports engineering design through:
Generative design for optimising structures under simulated loads
Automating CAD tasks such as topology optimisation
Predicting product performance using trained simulation models
Applications occur early in the product lifecycle to improve:
Structural efficiency
Design speed
Performance prediction
👉 Key idea:
AI enhances engineering design by automating optimisation and predicting product performance before physical manufacturing begins
How is AI used inside factories?
AI in factories is used for:
Automated quality inspection
Buffer and workflow optimisation
Closed-loop process control
In-situ monitoring of processes such as 3D printing and laser deposition
AI also improves:
Safety and ergonomics
Examples:
Detecting unsafe worker behaviour
Monitoring robotic workcells
Identifying hazardous shifts/processes
Smart helmets and wearable devices for hazard detection and strain reduction
👉 Key idea:
AI improves factory performance through intelligent monitoring, automation, optimisation, safety management, and adaptive process control
How is AI used in supply chains and logistics?
Descriptive AI
Used to identify patterns and relationships:
Classification
Clustering
Applications:
Detecting fraudulent transactions
Categorising customers, suppliers, orders, and demand
Predictive AI
Used to forecast future outcomes:
Demand prediction
Disruption prediction
Product quality prediction
Often uses:
Probabilistic machine learning methods
Prescriptive AI
Used to recommend or automate decisions:
Route optimisation
Supply chain configuration
Inventory optimisation
Facility location decisions
Uses:
Optimisation
Logic/expert systems
Intelligent agents
Intelligent agents
Autonomous systems that:
Model and simulate supply chains
Coordinate decisions and actions
Automate low-level operations
Example:
Public transport systems in London can be viewed as logistics networks distributing people to destinations efficiently using prediction, scheduling, routing, and optimisation methods.
👉 Key idea:
AI helps supply chains and logistics systems understand patterns, predict future behaviour, and optimise movement of goods, resources, or even people through complex networks
How is AI used for supply link and disruption prediction?
AI systems combine:
Supply chain mining
Natural language processing (NLP)
Event monitoring
Link prediction algorithms
Disruption prediction algorithms
To estimate:
Which suppliers are connected
Which parts/programs may be affected
Disruption pathways through the supply network
Confidence/probability of disruption impacts
Delivery delays to factories
Predictive problems are often decomposed into smaller models which are then integrated together, causing uncertainty propagation through the system.
👉 Key idea:
AI predicts supplier relationships and disruption risks by combining multiple predictive models and data sources across the supply network
How can AI support collaborative logistics?
Problem:
Logistics companies may not want a central system controlling routes (“lock-in”)
Limited visibility between companies
Large-scale optimisation becomes computationally difficult
Companies lack incentives to collaborate
AI solution:
Multi-agent systems automate negotiation (“chatter”) between companies
Distributed AI avoids central control
Reinforcement learning (RL) reduces optimisation complexity
Agents negotiate and coordinate route/resource sharing automatically
Example:
Truck carriers sharing excess transport capacity without a central scheduler
👉 Key idea:
AI enables distributed, collaborative logistics where autonomous agents coordinate decisions and optimise resource sharing without centralised control
How is AI used in service and maintenance?
AI combined with sensors enables monitoring of products after sale to:
Optimise maintenance operations
Improve servicing efficiency
Support future engineering design improvements
Applications include:
Predictive maintenance
Service scheduling
Spare parts planning
👉 Key idea:
AI extends product lifecycle integration by using operational product data to improve maintenance and future product design.
What is Condition-Based Maintenance (CBM)?
Traditional maintenance:
Uses periodic inspections
Can be expensive and inefficient
CBM uses:
Sensors
Data analytics and AI
…to monitor equipment condition continuously and predict failures.
Benefits:
Predict remaining useful life (RUL)
Optimise maintenance timing
Reduce unnecessary inspections
Order spare parts in advance
Improve next-generation designs
Typical applications:
Aircraft engines
Wind turbines
Heavy machinery
👉 Key idea:
CBM replaces fixed maintenance schedules with data-driven maintenance based on actual equipment condition.
How is AI used for spare parts and safety stock optimisation?
AI predicts:
Component failures
Fleet remaining useful life
This helps optimise:
Spare parts inventory
Logistics and overhaul planning
Safety stock levels
Reinforcement learning (RL) can:
Learn optimal inventory policies across complex supply networks
Reduce stock shortages and lead times
Trade-offs:
AI methods may outperform analytical models
But can be slower and less explainable
👉 Key idea:
AI helps balance inventory cost, lead time, and maintenance reliability across large engineering systems.
How are intelligent agents used in maintenance logistics?
Multi-agent systems use autonomous software agents to coordinate:
Spare part requests
Supplier searches
Auctions and negotiations
Batch ordering and contracts
Agents communicate and make decisions without a central controller.
Benefits:
Reduces bottlenecks
Improves coordination across organisations
Enables distributed decision-making
👉 Key idea:
Agent-based AI automates coordination and communication in complex maintenance and logistics networks
What are key risks of AI in manufacturing?
AI systems can fail due to:
Poor data quality
Overfitting
Changing real-world behaviour
Incorrect assumptions or spurious correlations
Example:
Google Flu Trends overestimated flu prevalence because search behaviour changed over time.
Manufacturing-specific challenges:
Low sample sizes
Discontinuous datasets
Complex interactions between batches/processes
Harsh factory environments
Connectivity and deployment difficulties
Cost and practicality concerns
Potential solutions:
Synthetic data generation
Anomaly detection methods
👉 Key idea:
AI performance depends heavily on high-quality data, robust models, and practical deployment conditions.
What ethical concerns exist with AI in manufacturing?
Key concerns include:
Worker monitoring and surveillance
Algorithmic bias
Workforce displacement
Environmental responsibility
Regulation is evolving:
Example: EU AI Act (2024)
Restricts manipulative AI
Prohibits emotion recognition in some contexts
Classifies worker monitoring as high-risk
👉 Key idea:
AI in manufacturing creates ethical and regulatory challenges around privacy, fairness, safety, and human employment