Manufacturing Engineering
1/163
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
164 Terms
what is metal casting
pouring molten metal into mould and allowing it to solidify
what effects the cool zone
mould temperature, size of cool zone
what factors affect the solidification of metals
the type of metal, the thermal properties of the metal and the mould, the geometric relationship between volume and the surface area of the casting, and the shape of the mould
what is supercooling
the temperature just before solidifying that goes lower then increases once again
what are dentrites
tree like structures which are formed when metals cool due to strengths in certain directions of the liquid
What happens to strength, ductility, microporosity, and tendency to crack when grain size decreases
Strength increases, ductility decreases, microporosity decreases, tendency to crack decreases. These are due to smaller spacing between the grains
what is chvorinov’s rule
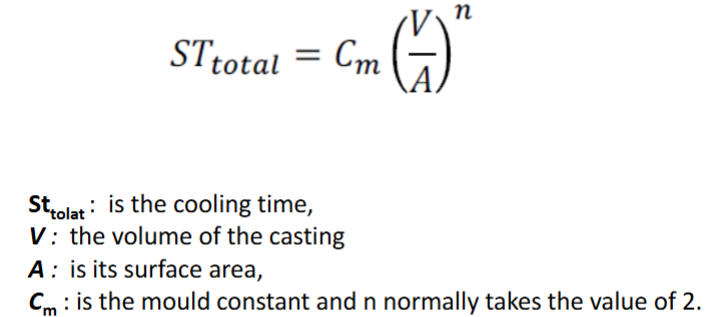
how would you solve a chvorinov question
assume unit volume of 1 to find side lengths and in turn surface area. keep in mine that sometimes a surface might not be counted due to contact with the liquid aat another location
what is shrinkage
dimensional changes and sometimes warping and cracking.
liquid shrinkage (contraction of molten metal)
solidification shrinkage (contraction of metal during phase change)
solid shrinkage (contraction of solid due to temperature drops)
what is the linear solid contaction equation
ΔL = Lα ΔT where α is the coefficient of linear expansion
what is a riser used for in metal casting
provides extra material to counteract the effects of shrinking, designed so that it is the last area that solidifies
how do we find the time it takes to fill a certain volume
use bernoulli’s to find the velocity of the liquid as height would be given then use mass flow rate equation to solve for time
what is aspiration in metals
unintentional entry of air into molten metal due to low pressure from high-velocity metal flow or low-pressure zones
how do you solve aspiration problems
use bernoullis to assume that pressures are equal then find velocities assuming the one with a large cross sectional area is 0
what is fluidity
the capability of molten metal to fill mould cavities
what characteristics reduce fluidity
high viscosity, high surface tension, lots of inclusions, pattern (high freezing range), low superheat, slow rate of pouring, heat transfer rate
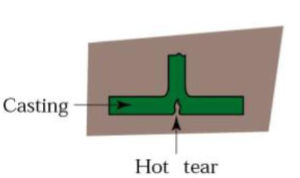
what types of mould-related defects are there and what do they look like
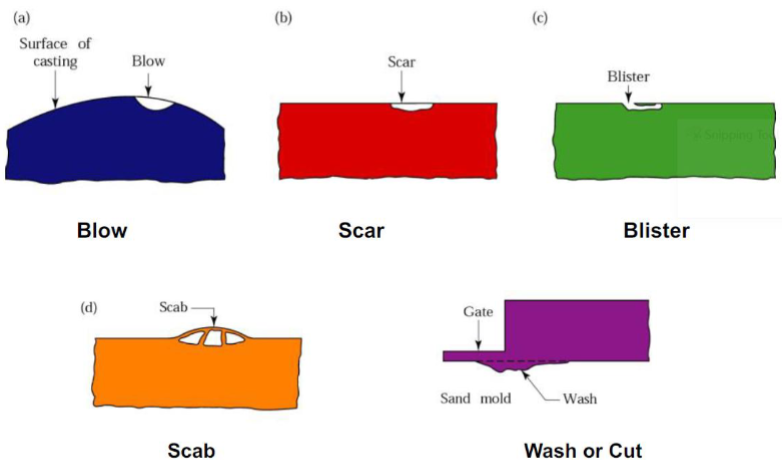
what are hot tears
crack like—caused by uneven cooling and inner tensile stresses
how do we prevent hot tears from happening
use chills to make local hot spots colder, alter cast design, refine grains, change casting temperature
what is porosity and how do we prevent it
empty space or “holes,” supply adequate liquid, steep temperature gradients, subject it to hot isostatic pressing
what are the different methods for inspecting castings
liquid penetrant, radiography, simulation
how does liquid penetrant work
fluids applied to the surface of the part and allowed to penetrate, then found using developing agents
how does radiography work
x-ray inspection to determine cracks and porosity, typically projected onto a paper or film
what are the different types of castings and what are their advantages
sand (almost any metal, no limit to size, but coarse finish), investment (good surface finish and intricate shapes) die (good accuracy and production rate
what types of sand moulds are there
green sand: mixture of sand, clay, water. Cold-box mould: various organic and inorganic binders. No-bake mould: synthetic liquid resin mixed with sand
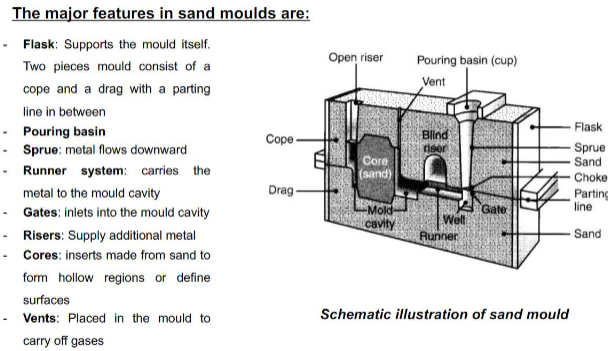
what are the major features in sand moulds
what are patterns
moulds the sand into the shape of the casting and can be made of various materials
what are cores
used for castings with internal cavities and passages such as those found in an automitve engine block or valve body. essentially makes holes
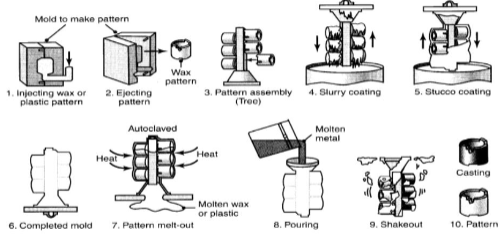
what are the steps of investment casting
what is permanent mould casting
the moulds are stuck together and heated (made of metal) to facilitate metal flow and avoid sticking
what is the difference between cold and hot chamber mould casting
in cold chamber liquid is directly added while in hot chamber processes there is a pot and furnance that directly heats liquid and is then inserted
why should corners be avoided in design
uniform cross section is better and prevents certain deformations
why should wall sections be uniform
to avoide or minimize shrinkage cavities
also helped by having rounded corners rather than sharp
how do ribs and fillets improve bosses
they add structural support by connecting the walls to the base
why do we have draft angles in casting
to prevent damage when removing
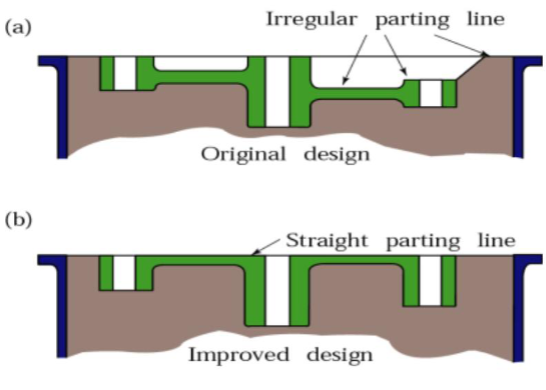
what is the parting line
which is more expensive type of casting
in short term scenarios, sand is cheaper due to high equipment cost of die casting but eventually there is a break-even point
what is powder metallurgy
components are made from metal powders
what advantages do metal casting and powder metallurgy have
metal casting: good for large simple shapes, not very precise
powder metallurgy: reduced waste, good microstructure control, ability to have specific porosity
what are the powder metallurgy steps
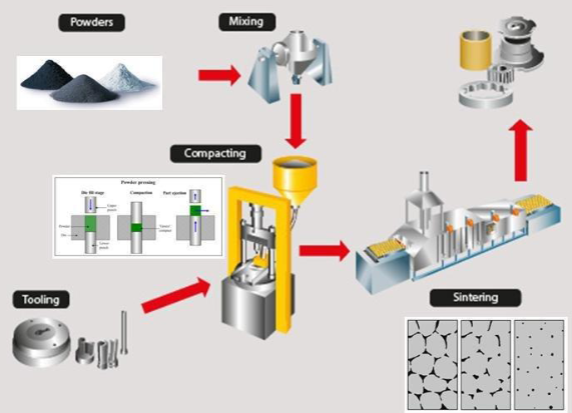
what is sintering
heat treatment that turns the powder into one sample Tsint=0.8TM
what is metal forming
process of re-distributing raw metal into a different shape under applied forces, usually bars, billets, ingots, or sheets
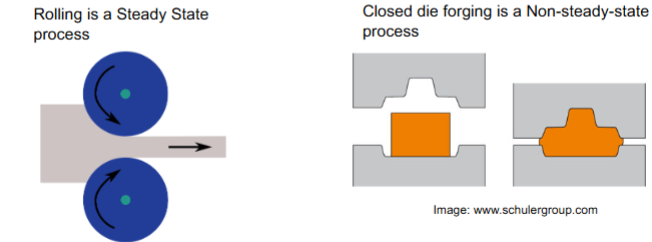
what is steady vs non-steady state
if “two pictures” were taken between point 1 and 2, if there is any difference then that is a non-steady state
what is open die forging
part is compressed between two flat surfaces or plates, such as blacksmith anvil and hammer
what is closed die forging
like open die but defined by a shape from a punch and die
what is flash
leftover metal pushed through, important as it forces material to fill the cavity but has to be trimmed away later
what is rolling
metal elongates plastically as it passes through rolls, exit speed is faster than entry speed, needs frictions to operate
what are backing rolls used for
large diameter rolls used to reduce rolling pressure and reduce deflection
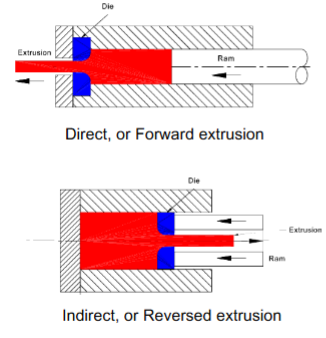
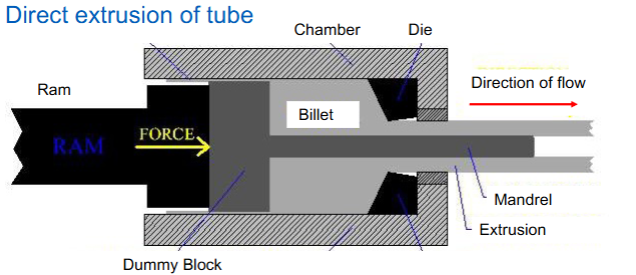
what is extrusion
ram pushing into material with die to create shape
what is deep drawing
plate (called blank) held in place while punch (similar to ram) makes shape
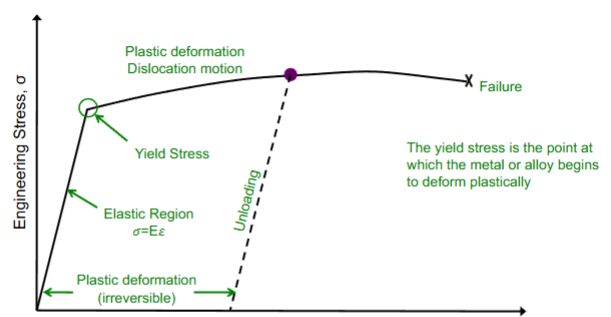
what are the regions of the stress-strain curve
what is the equation for true strain
ln[L1/L0]
how do you convert from enginerring strain to true strain
e = ln(1+ε)
what is the bulge test
pressure to one side to clamped circular sheet to make dome and achieves true strains twice that of tensile, good measure of formability
what is the compression test
similar to tension but goes the other way, provides stress-strain data to be used for rolling, forging, and extrusion
what is flow stress
stress at which further plastic deformation occurs
what is the difference between forward and reverse extrusion
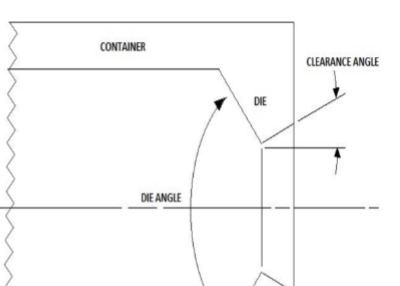
why do we need a die clearance angle
to reduce friction and damage to the extruded figure
what is a billet used for
to create hollow spaces during an extrusion
what is the equation for extrusion ratio
what is the reduction equation
what is the punch pressure equation
where Y bar is the average yield/flow stress and r is the reduction
what is johnson’s equation
a and b should be given within the question
what is piping
extrusion defect where metal forms oxide at the surface of the billet, can be avoided using small diameter punch to remove as skull
what is fir tree cracking
defect formed by fast extrusion rates and low melting point materials which results in this form of cracking
how to rear cavities form in extrusions
middle part of material is moving faster than the edges due to the die, non-uniform velocity makes cavity become wider and deeper as the extrusion proceeds, fixed by using a concave punch
which way does metal flow during a deep draw
radially towards the center of the material
why cant we do a drawing process at once
necking occurs at the walls thus multiple steps must be introduced to minimize this
what is the draw ratio equation
what is the draw ratio equal to
what is a common defect during deep drawing
the formation of ears, usually four, at the rim of the part, cause by material anisotropy, wrinkling, and tearing
how do we prevent wrinkling
use a blank holder with a lot of force, reduce lubrication
how does tearing occur
local tensile stress approaches UTS of metal, small punch corner radius, small die corner radius. reduced by increasing lubrication. fundamental limit is drawability
what is the drawability equation of an object
what is the reduction equation based on drawability

which equation would you use to solve for the number of draws needed to not exceed drawability
what is an ideal welded joint
indistinguishable from the parent material, joint similar property to parent material
what is arc welding
power is supplied to make arc between electrode and workpiece, through electrical breakdown of gas, electrode can be consumable or not, either AC or DC power supply, inert gas or flux needed
what are the different types of metal arc welding
shielded metal arc welding -
flux-cored arc welding -
submerged arc welding -
gas tungsten arc welding -
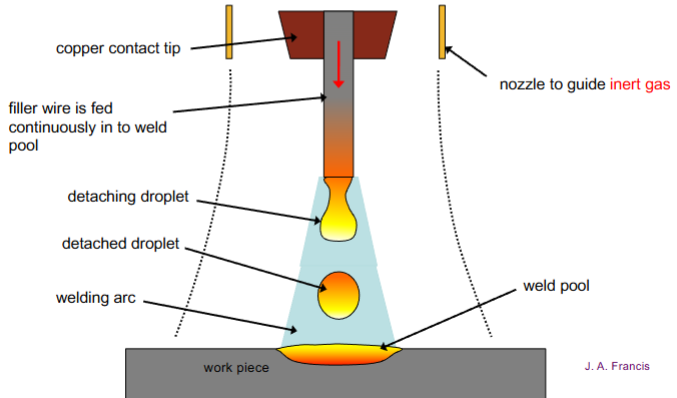
gas-metal arc welding -
what is shielded metal arc welding
manual, hand-held, consumable electrode, flux coating on electrode, all welding positions
what is flux-cored arc welding
automatic process, hand-held, filler wire fed continuously, flux granules embedded in wire, all positions
what is submerged arc welding
mechanised, filler wire fed continuously, flux granules, multiple at once, one position
what are the advantages and disadvantages of flux-base processes
good for out-of-position welding, wide range of compositions.
but, risk of flux inclusions and flux attracts moisture which contributes to cracking
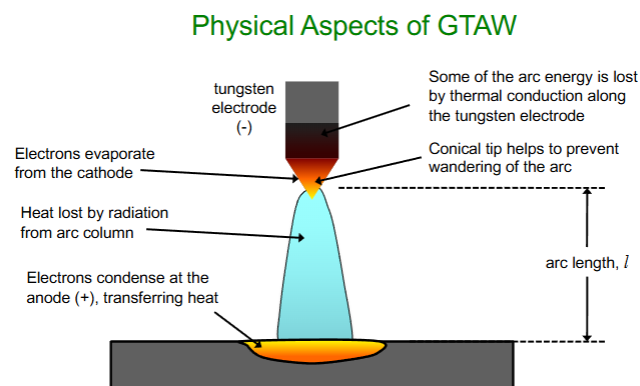
what is gas tungsten arc welding
inert gas, tungsten arc torch, needs filler metal added seperately, distorions caused by heat
what are the advantages and disadvantages of gas-tungsten arc welding
control over heat source and metal, readily automated no flux, high quality
but slow and high skill needed
what is gas-metal arc welding
automatic, hand-held, inert gas shield, all positions
what are the advantages and disadvantages of gas-metal arc welding
self correcting arc length, automated, good quality
prone to spatter
what does the gas-metal arc welding process look like?S
what is electron beam welding
focused beam of electrons, high vacuum to avoid scatter, no need for filler metal but can be added, deep penetration
what are the advantages and disadvantages of electron beam welding
deep and narrow welds, less heat distortion
needs to be inside vacuum, hard to weld dissimilar materials
what is laser welding
high power density, narrow welds, no need for vacuum, penetration is less than for electron welding
what is friction welding
one piece rotates, the other is stationary, no melting occurs so solid state, avoids degradatino of material
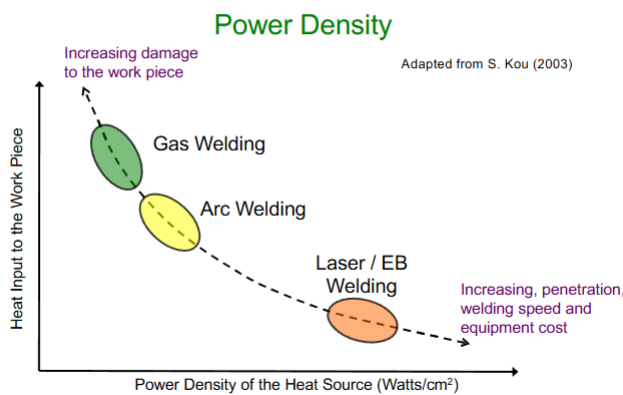
what is power density
welding power per unit area (W/u2)`
which of the welding types has the highest power density
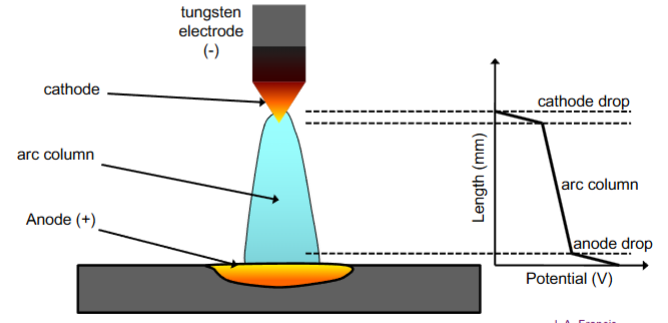
name the different regions of electric arc as heat source
what are the physical aspects of gas tungsten arc welding
how do you increase the percentage of arc energy transferred to piece
increase conducitivity of piece, increase travel speed
how do you prevent oxides in magnesium and aluminium alloys from forming in welding
use AC current to avoid tungsten degradation and use rounded tip
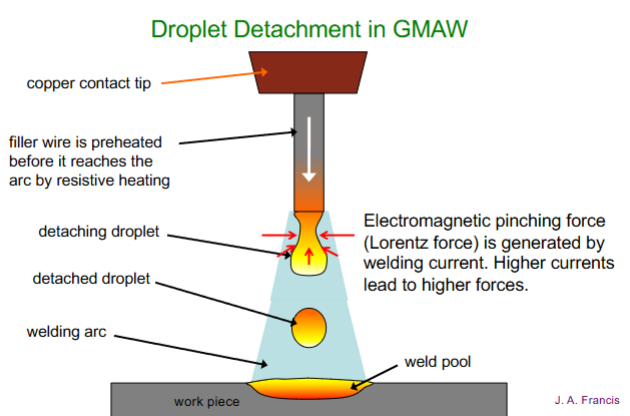
how does droplet detachment look like in gas metal arc welding
how does spatter occur
short circuits leading to violent vaporisation, which then lead to cracks through rapid cooling