machining operations
1/46
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
47 Terms
advantages of machining
variety of work materials
variety of part shapes
dimensional accuracy
good surface finish
disadvantages of machining
wasteful of material
time consuming
material removal
excess material removed from starting workpart so that remains is desired geometry
types of machining
conventiona, abrasive processes, non-traditional machining
conventional machining
cutting tools remove material
abrasive processes
hard abrasives used
non traditional machining
uses other forms of energy
mechanical, electrochemical, thermal and chemical
factors of geometry produced
motions between tool and workpart
shape of cutting tool
generating operations
geometry of workpart is determined by cutting tool feed trajectory
forming
shape of part determined by geometry of cutting tool
turning operations
point tool removes material from surface of rotating workpiece
tool fed in direction parallel to axis of rotation
carried out on machine tool called lathe
lathe
tool on which turning operations occur
three jaw chuck
turning: lathe: holds workpiece with three jaws
faceplate
turning: lathe : workpart placed on spindle which rotates on faceplate
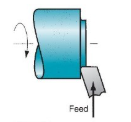
turning operations: facing
tool fed radially onto rotating work on one end to create flat surface (generating)
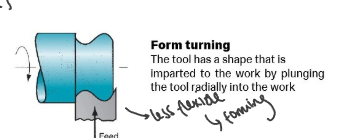
turning operations: form turning
tool has shape that has imparted to work (forming)
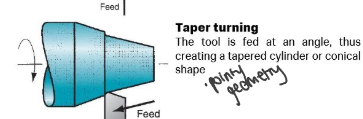
taper turning
tool fed at angle creating tapered look by generation
chamfering
generating: cuts angle on corner of cylinfer
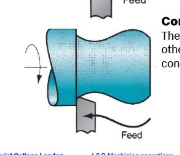
contour turning
generative
cutoff
cuts at some location of part to cut off end of part
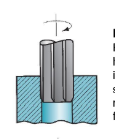
boring
scrapes OUT material, single point tool fed linearly inside
threading
turning operation that creates threads in cylinder (screw)
thread
indentations like screw
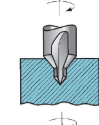
drilling
can be perfomerd on lathe by feeding drill into rotating work
knurling
NOT machining operation as it does not remove metal. metal forming operation used to produce crosshatches
drilling vs boring
drilling creates round hole, boring enlarges existing hole, performed on drill press
blind hole
does not go straight thru
through hole
goes straight through
reaming
enlarges hole, giving better tolerance on diameter and improves surface finish
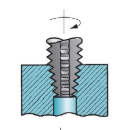
tapping
creates screw threads in existing hole
counterboring
larger diameter follows smaller diamerer
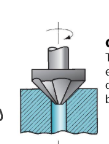
countersinking
drilling operation where the step is cone shaped
centring
drilling operation where a blind hole is created to centre actual one
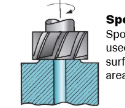
spot facing
similar to milling, creates flat part on work
milling
machining operation where workpart is fed past rotating cylindrical tool with multiple cutting edges
machine that performs milling
milling machine, axis of rotation is PERPENDICULAR to direction of feed
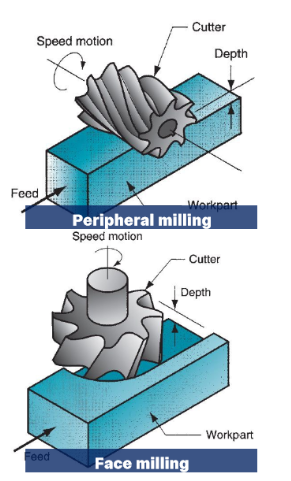
types of milling operations
peripheral milling and face milling
cutting edges in milling
teeth
interrupted cutting operation
milling: after rotation of each milling teeth, they exit
face milling
face is in contact w material
peripheral milling
side of teeth are in contact with workpart
conventional face milling
diameter of cutter is greater than workpart width
cutter overhangs work on both sides
partial face milling
cutter overhangs work on one side
end milling
cutter diameter less than work width
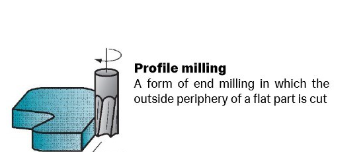
profile milling
end milling where outside is cut
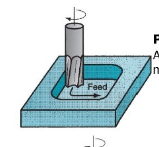
pocket milling
used to mill shallow pockets
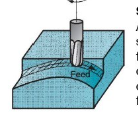
surface contouring
creates 3D surface form