MCG1101- Terms to still study
1/80
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
81 Terms
Helical Gear
like spur gear with teeth cut at angle to axis, less noise/vibration
herringbone is opposite angles each side

spur gear
teeth parallel to axis

Bevel Gear
the cone shaped ones

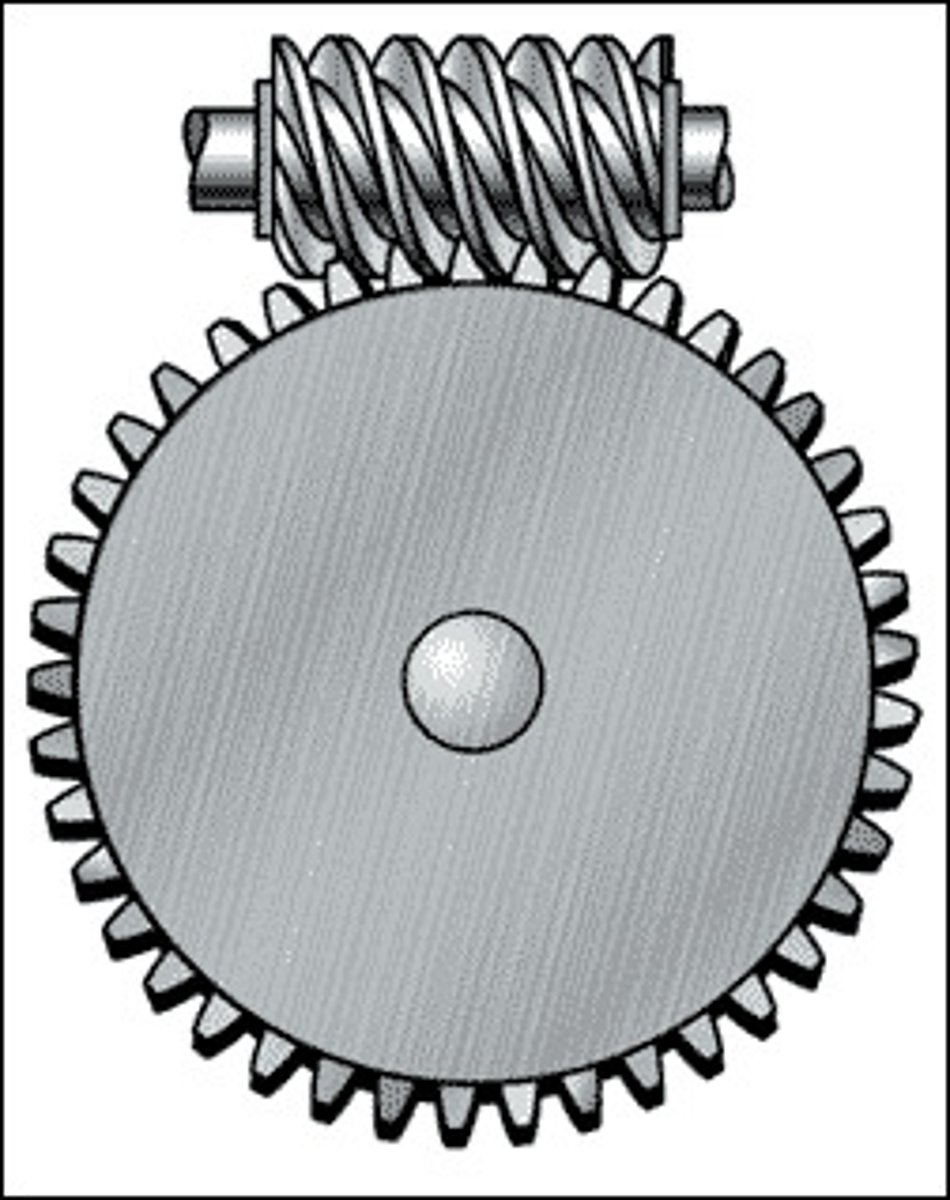
worm
The gear around a shaft, usually 1 to 3 teeth
worm gear
the gear attaching to a worm
Gear equation
w1/w2 = N2/N1 = d2/d1 = M2/M1 (M is torque)
Smaller gear has ____ Torque
** Smaller** - M2 = M1 (N2/N1)
Smaller gear as ____ Speed
**Larger** - w2 = w1 (N1/N2)
If one gear has higher speed it has ____ torque
smaller
Magnetic, dull grey, rust spots, easy to bend, weighty
Steel
Silvery grey, rough flaky pattern, magnetic, can have satin coat with dull and not flaky appearance
Galvanized steel
Silvery, lighter color than steel, shiny, hard, could be magnetic or not
Stainless steel
Lighter, light silvery, dull or shiny, soft, non magnetic
Aluminum
brass bronze copper
order of yellow to copper colour
dull gray, magnetic, rough cast surface, if machined it looks like steel
Cast Iron
looks like aluminum but in die cast parts
zinc
chrome plating
shiny smooth consumer products
plastic deformation
can't be bent back
Hardness
resistance to plastic deformation and scratching
stiffness
to resist elastic deformation
strength
to carry load
alloy
a mixture of two or more elements, at least one of which is a metal (steel, brass)
cold working / hard working
lots of plastic deformation at room temp to strengthen
heat treatment
controlled heating and cooling for hardening
tempering
reheating heat treated steel and cooling slowly to make less brittle
softening / annealing
heat to 2/3 melting and letting cool
ductile
extensive plastic deformation before breaking
brittle
fails without any plastic deformation
tough
absorb a lot of energy before failing (Therefore lots of plastic deformation, fails ductile fasion)
Brittle Crack Propagation
Rapid, sharp, stress concentration at tip, greatly weaken the material
Ductile Crack Propagation
Make the crack round, reducing stress concentration and harder to propagate
tension faliure
δ = T/A (δ=stress, A = Xsection area, T = tesion)
Shear Faliure
Sliding of one piece past another
₇ = V/A (₇ = shear stress, V force, A = wL of matirial)
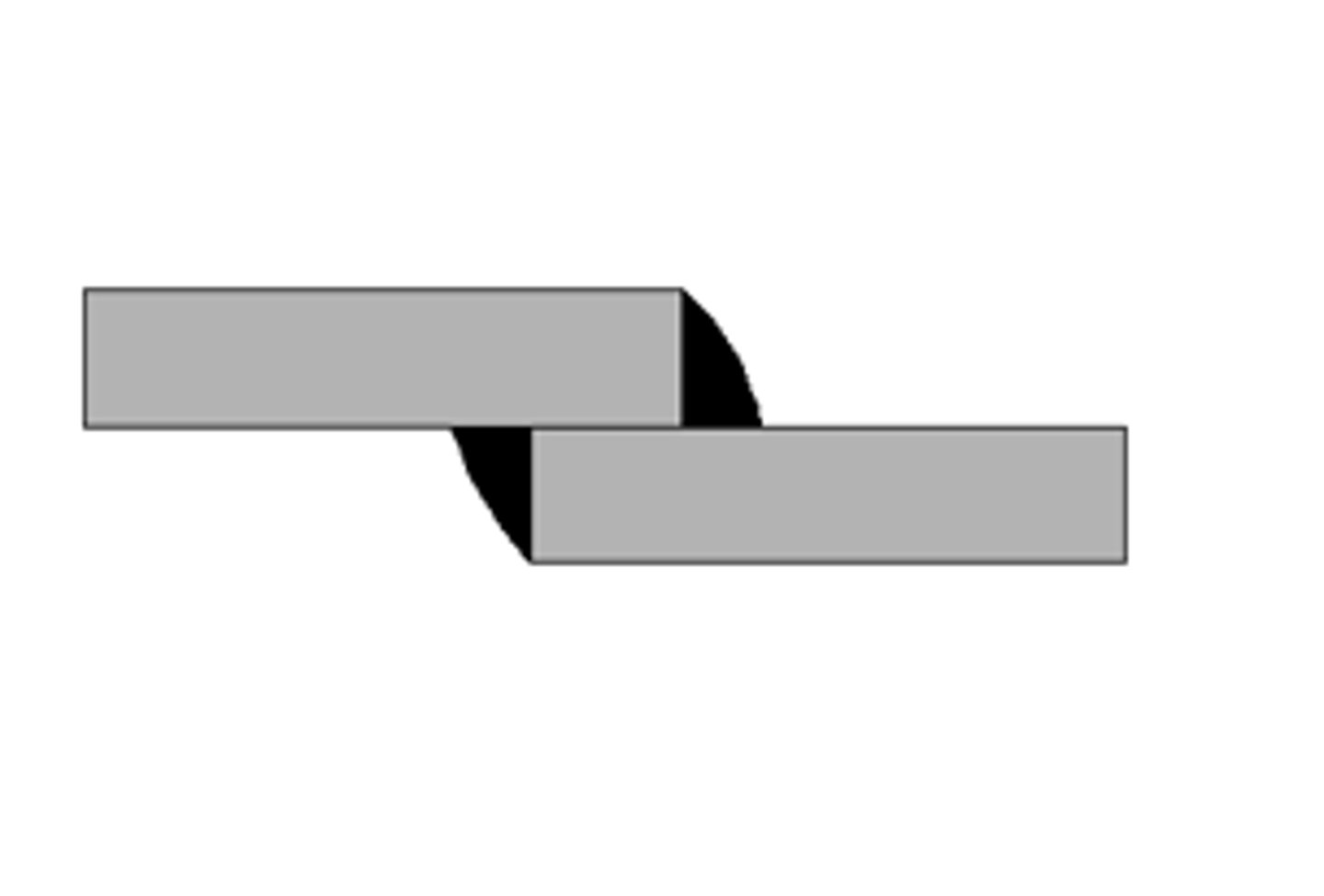
Lap Joints
screws, rivets, welding, overlapping , not in line, couple pulls them appart
Double lap joints
creates pure sheer, 2 sheer surfaces, load spread out over two shear surfaces
shear joints with pins, rivets, screws
angled position creates moment
SI system Screw
M10 x 1.5 x 30 hex head screw (or bolt)
M - metric
American system screw
1/4" - 20 x 1 1/2" hex socket cap screw
given in fractions of inch
pitch after dash
Screw information order
1. Nominal diameter
2. thread pitch
3. length
4. head style
Metric VS. Imperial thread pitch
Dist between threads VS. Threads per inch (TPI)
Diameter rounding for threads
Up to nearest mm size, or to 1/16" - 1/8"
length of FLAT HEAD
the entire screw, including head
Journal Bearing
Smooth shaft in smooth hole (Plain bearing, bushing)
Ball bearing
small loads
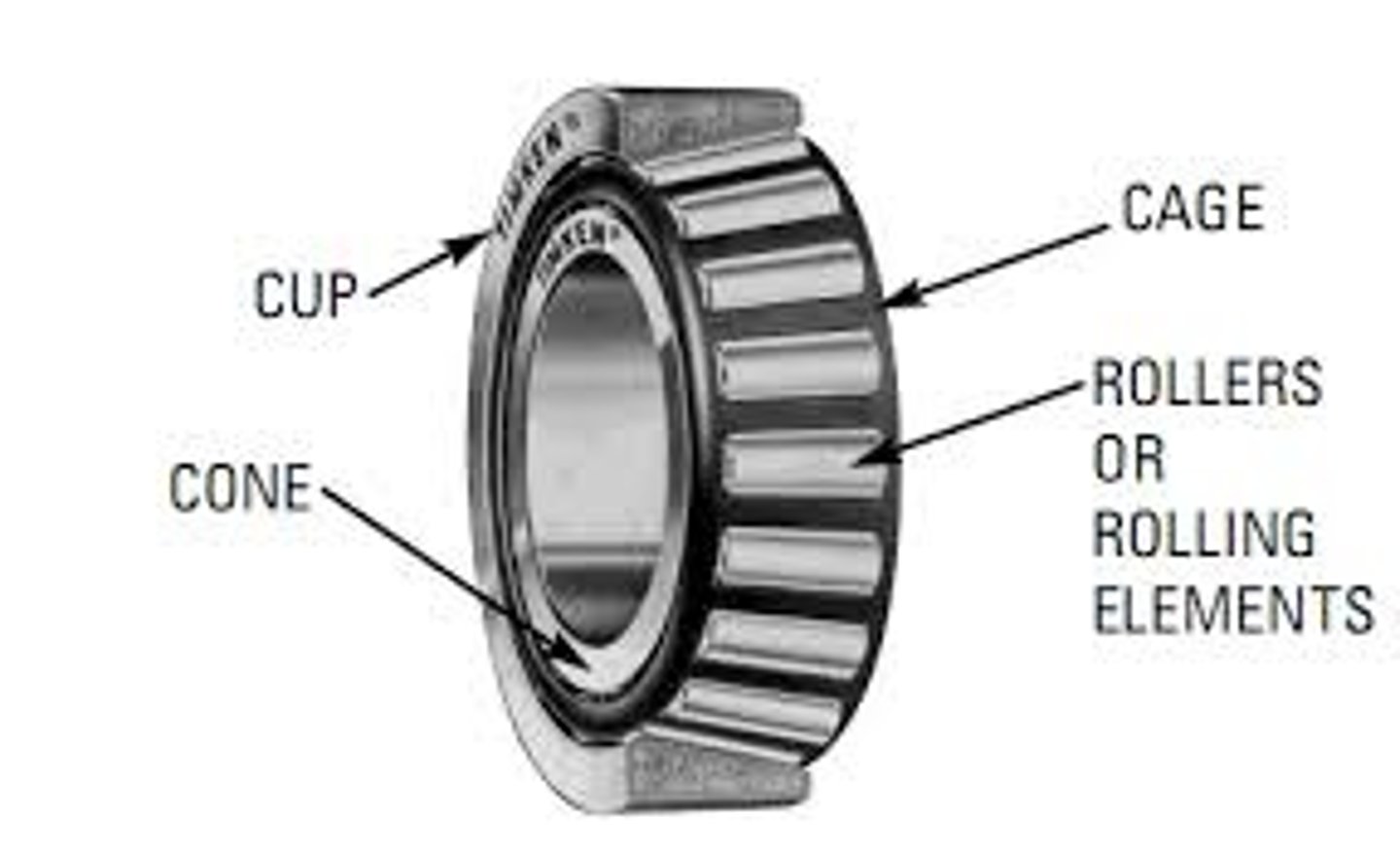
Roller Bearing
Supports more load than ball bearings
Tapered can support thrust in one direction (used in 2s)
Needle Bearings
thin roller bearings
Tapered roller bearing
gaskets
flat seals of soft materials to seal mating surfaces
shaft seals
rubber/plastic to seal around rotating shafts (protect bearings)
O-rings
precise rubber rings, used as gaskets or shaft seals, in addition to piston rings in pneumatics or hydraulics
Press fit
gears/bearings often mounted to shafts to perminently lock in place
keyway
used to mount the gear to shaft while maintaining normal angle
Motor Rotor (Armature)
Number of electromagnets (poles) arranged in a circle
Its the big copper one in the middle
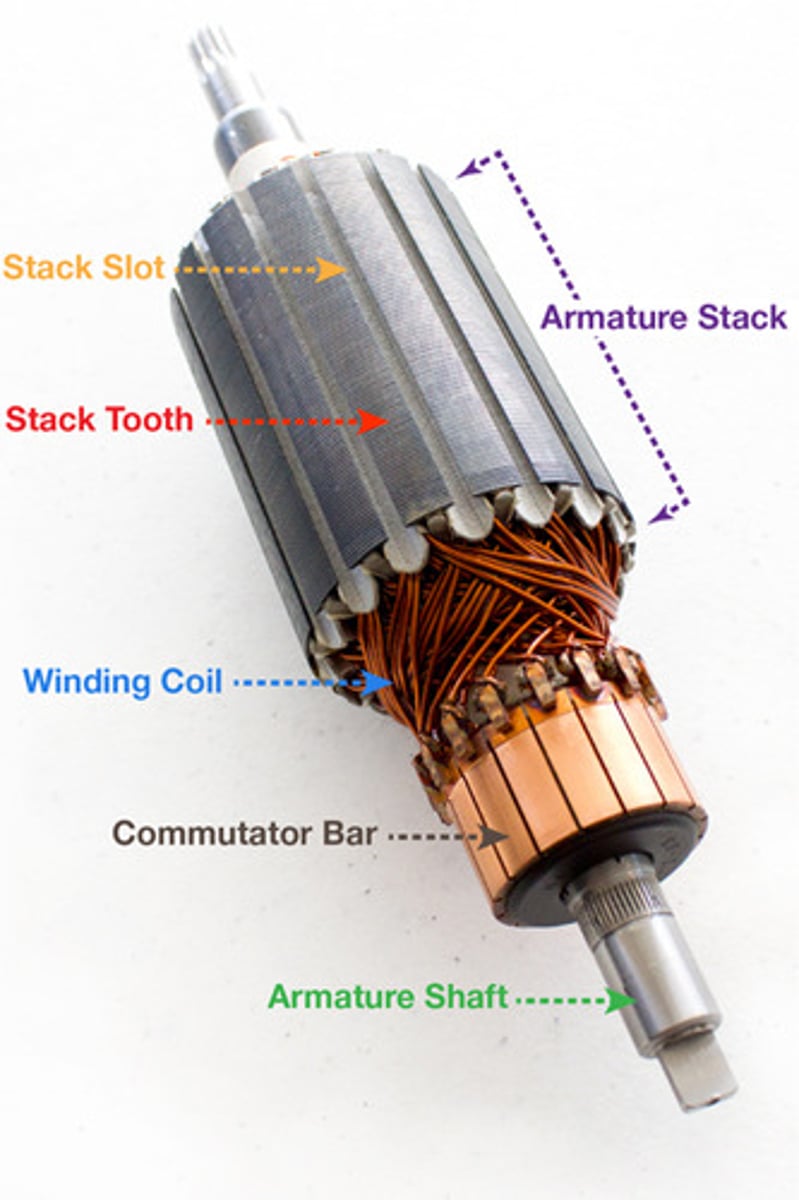
Stator
winding of fine wire surrounding the rotor that stays stationary. electromagnet with current, called field
This is the copper winding that is surrounding the armature
commutator
small copper circle at one end of rotor, acts as rotating switch, supplies power to different sections of rotor as it spins, so that force is always equal and directed at an angle to field
Rolling
shaping piece by passing through rollers (Hot or Cold), pretty much any long extruded shape produced this way
Cold rolled for simple shaped, not structural
hot-rolled appearance
rough dark surface, few loose flakes
Cold-rolled appearance
smooth (Not Shiny) surface, harder than cold rolled
Pipes and tubes
welding seam, seamless rolling, centrifugal casting
Extrusion
pushing/pulling metal through suitably shaped die, to produce continuous shape. More complex shapes than rolling
Wire-drawing
rolled rod pulled through progressively smaller dies to reduce to correct size
Sand casting
Rough surface finish, visible parting line, no fine details or thin cross sections (new mold for every cast, 2 parts, metal in the grate, air out the vents)
Gravity casting
permanent molds, smooth finish, metal poured into mold, can't flow long distances or into thin X sections, no fine details, no parting lines (never steel, cast iron, stainless)
die casting
metal forced under high pressure, smooth surfaces, fine details, thin sections, no parting lines (never steel, cast iron, stainless)
injection molding
plastic only, complex like die casting
drilling
smaller and inaccurate, can be done by hand, press, or lathe
Reaming
Making a drilled hole more accurate
Boaring
Enlarging a drilled hole, done on lathe or mill
Turning
cleaning and shaping cylinder shape on lathe
Facing
smoothing end of piece on lathe
Face Milling
Just milling flat surfaces, not facing done on lathe
Pocket, corner milling
making deeper pockets in material
slotting
making a slot in mill, end mill, side mill, form cutter can ve used
form cutting
gear teeth cutting in mill
Hobbing and shaping
Faster way to cut gears, can't really tell them apart. Asume all gears hobbed
precision grinding
very smooth, flat or round with no machining marks, often shiny, pretty much only steel
tapping and dieing
making thread in or on things
Boaring mills
Horizontal (cutting spins) or vertical (Material spins)
Forging
steel, simple, straight parting line, no cavities, very strong
sheet metal forming
stamping (punching, or forming)
deep drawing
punch to form into a die, like forming but really deep