ie 370 exam 2
1/117
There's no tags or description
Looks like no tags are added yet.
Name | Mastery | Learn | Test | Matching | Spaced | Call with Kai |
|---|
No analytics yet
Send a link to your students to track their progress
118 Terms
shear stress
Stresses that act perpendicularly to each other (ex: scissors).
drawing
continuously reduces the diameter and increases the length of wires or tubes
cold isostatic pressing enhancing mechanical properties and dimensional integrity
applies uniform fluid pressure around a powder-filed mold, which compacts powder evenly. this reduces porosity and ensures consistent density improving strength, hardness, and precise dimensions
forming process impact on microstructure and mechanical properties of metals
refine metal grains and increase dislocation density leading to strain hardening which raises hardness and yield strength. Increases resistance to deformation though young’s modulus is unchanged, strengthen the material but can lead to brittleness in excess
hot working
shaping metal above its recrystallization temperature
advantages and disadvantages of hot working
advantages:
exceptional formability
reduced forming forces
grain refinement
homogenization of microstructure
welding and joining
disadvantages:
dimensional accuracy
surface oxidation
energy consumption
equipment requirements
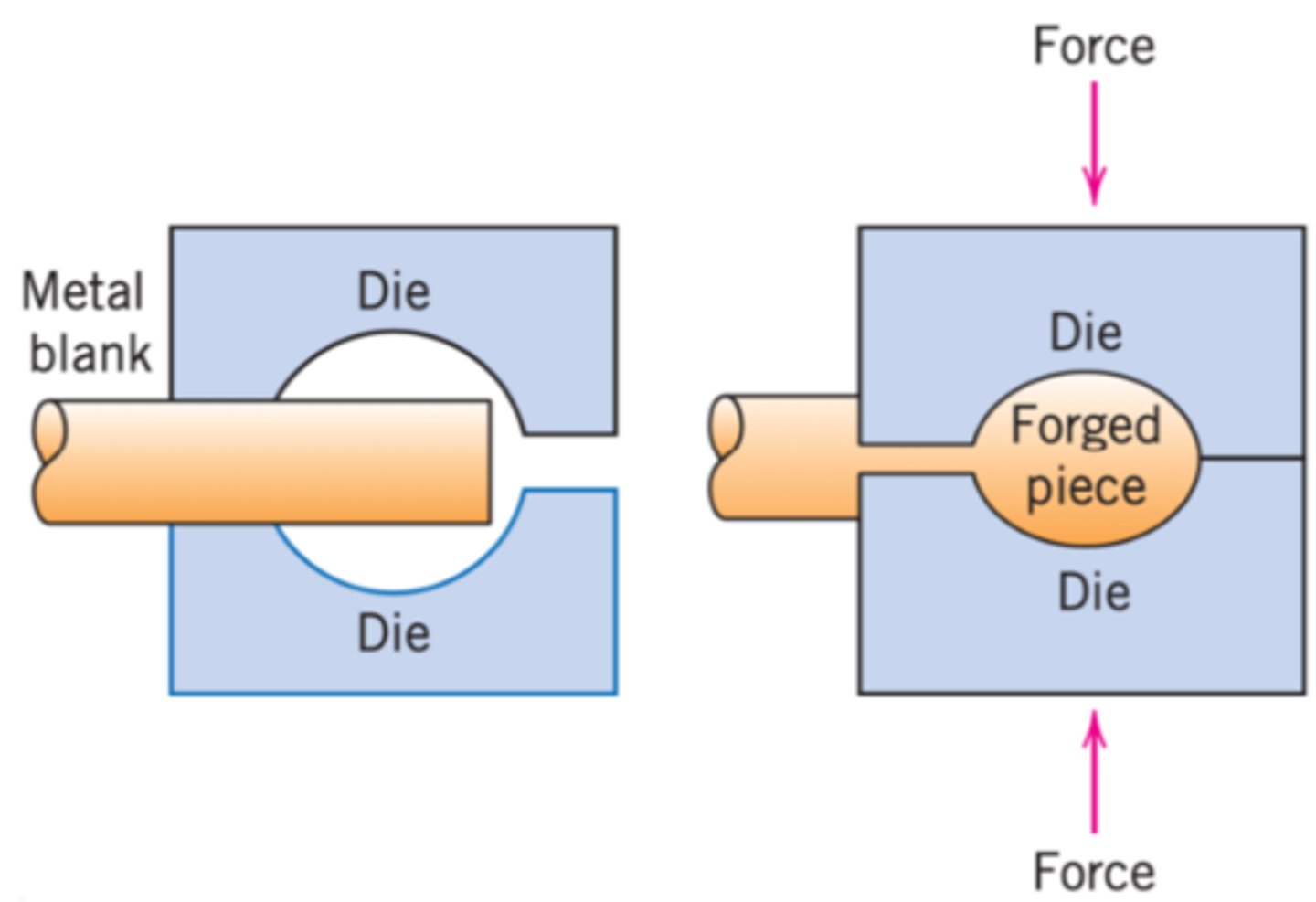
forging
Involves shaping metal by compressive forced between dies.
forming process
Shaping solid materials by plastic deformation without melting.
bulk deformation processes
Involve a significant volume change of the work piece.
Includes: rolling, extrusion, forging, and drawing
rolling
Process that reduces the thickness and refines the grain structure of metal sheets or bar stocks by passing it between rollers.
flat rolling - creates sheet metal
shape rolling - produces specific shapes like angles
Very hot metal rolled at high pressures.
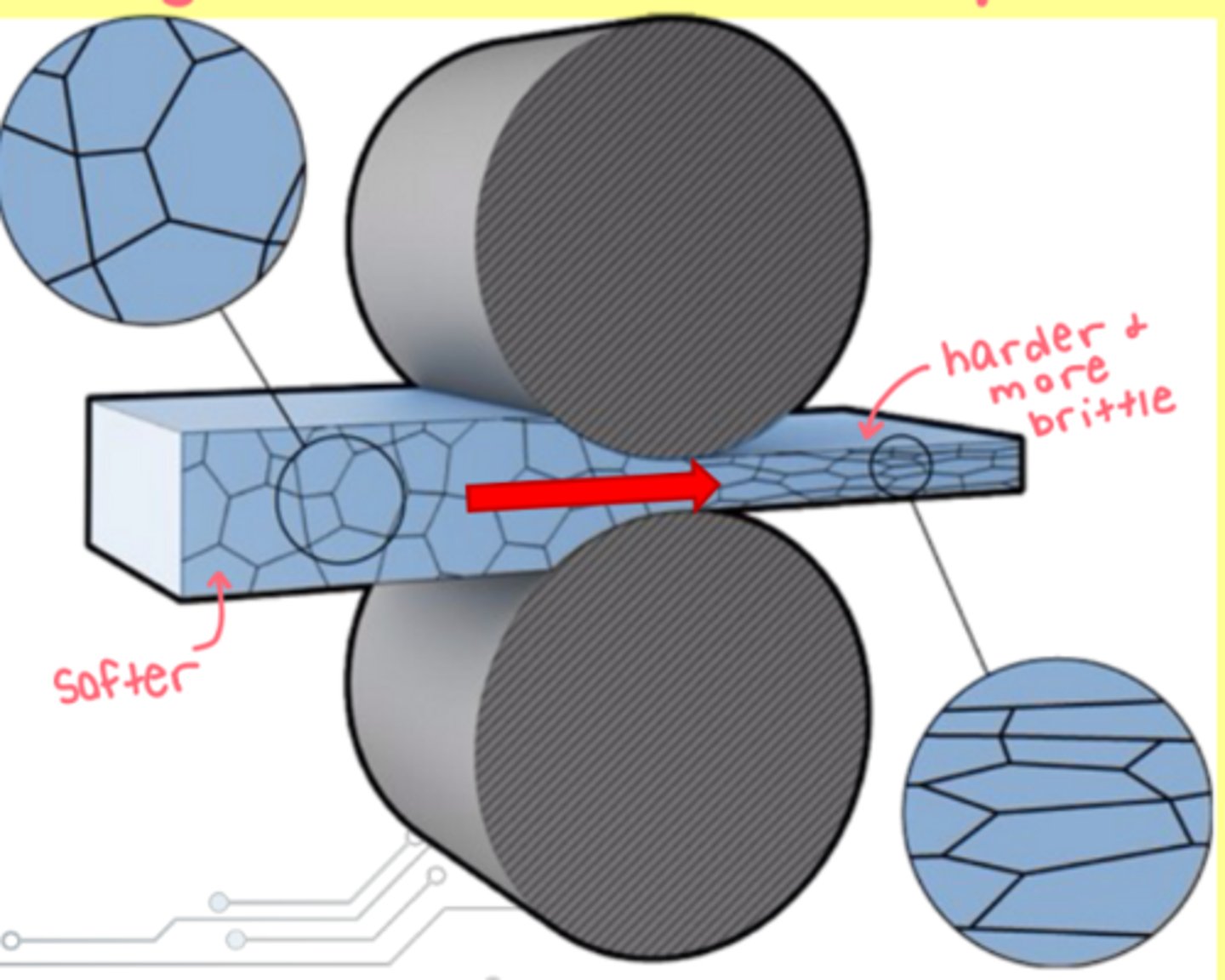
strain hardening effect
The more something strains, the harder it will become.
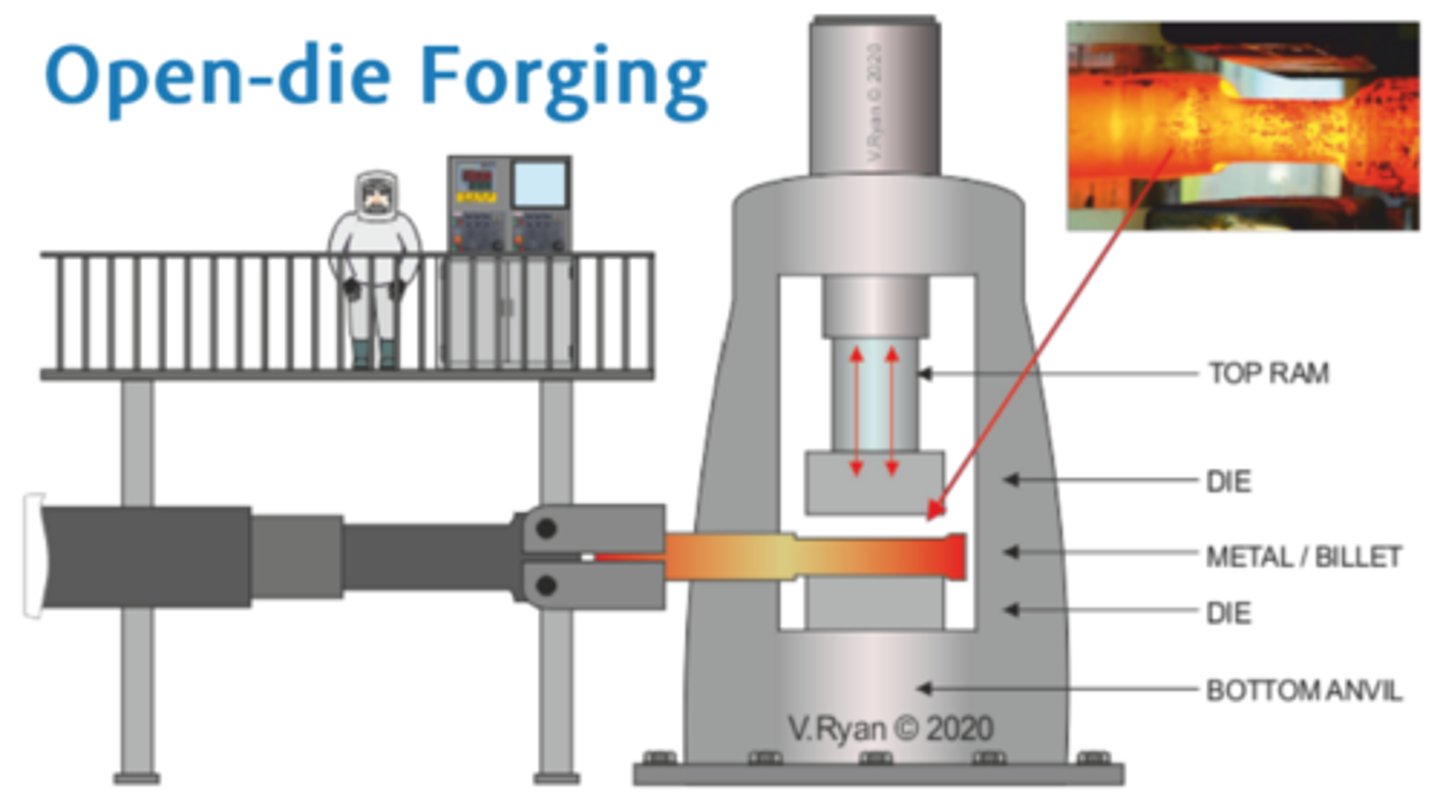
open-die forging
No closed die cavity. Allows for shape changes in multiple directions.
closed-die forging
Uses matched dies to form specific shapes.
isothermal forging
High-temperature forging to improve material properties and reduce forces.
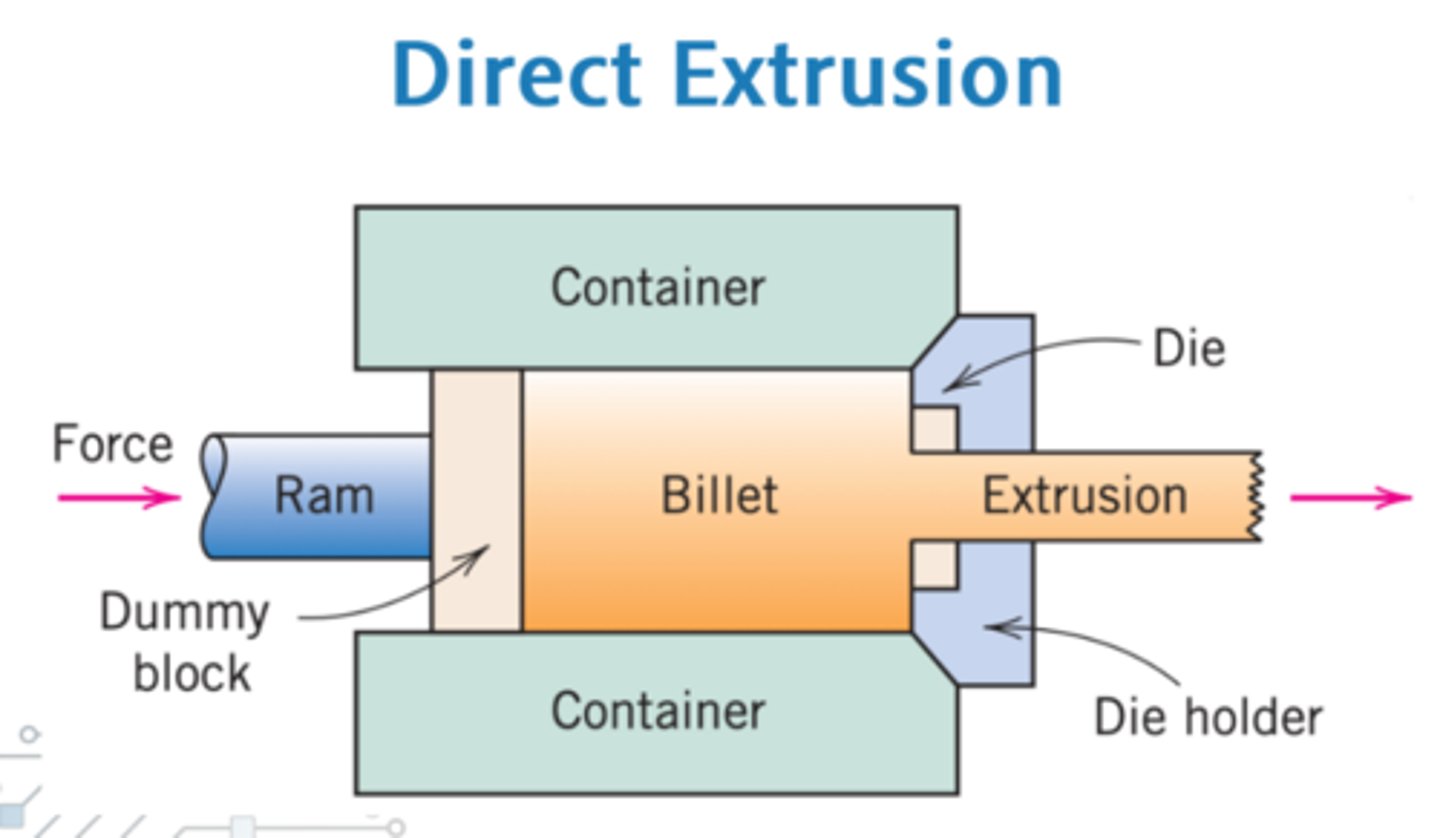
extrusion
Forces a heated metal billet through a die to create continuous profiles.
direct extrusion
The ram pushes the billet directly through a die.
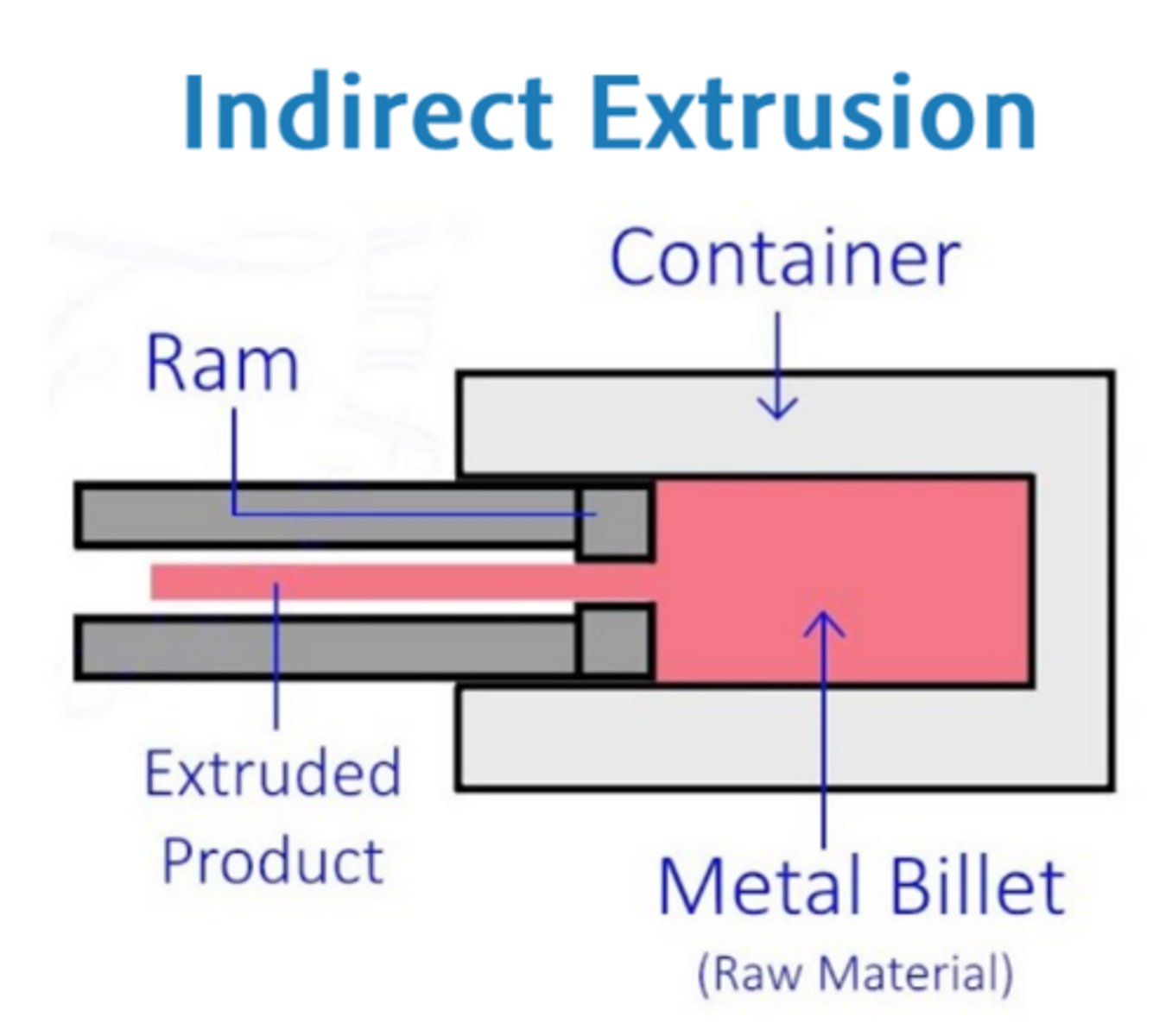
indirect extrusion
The container holds a billet, and the ram pushes against the container's bottom to extrude material.
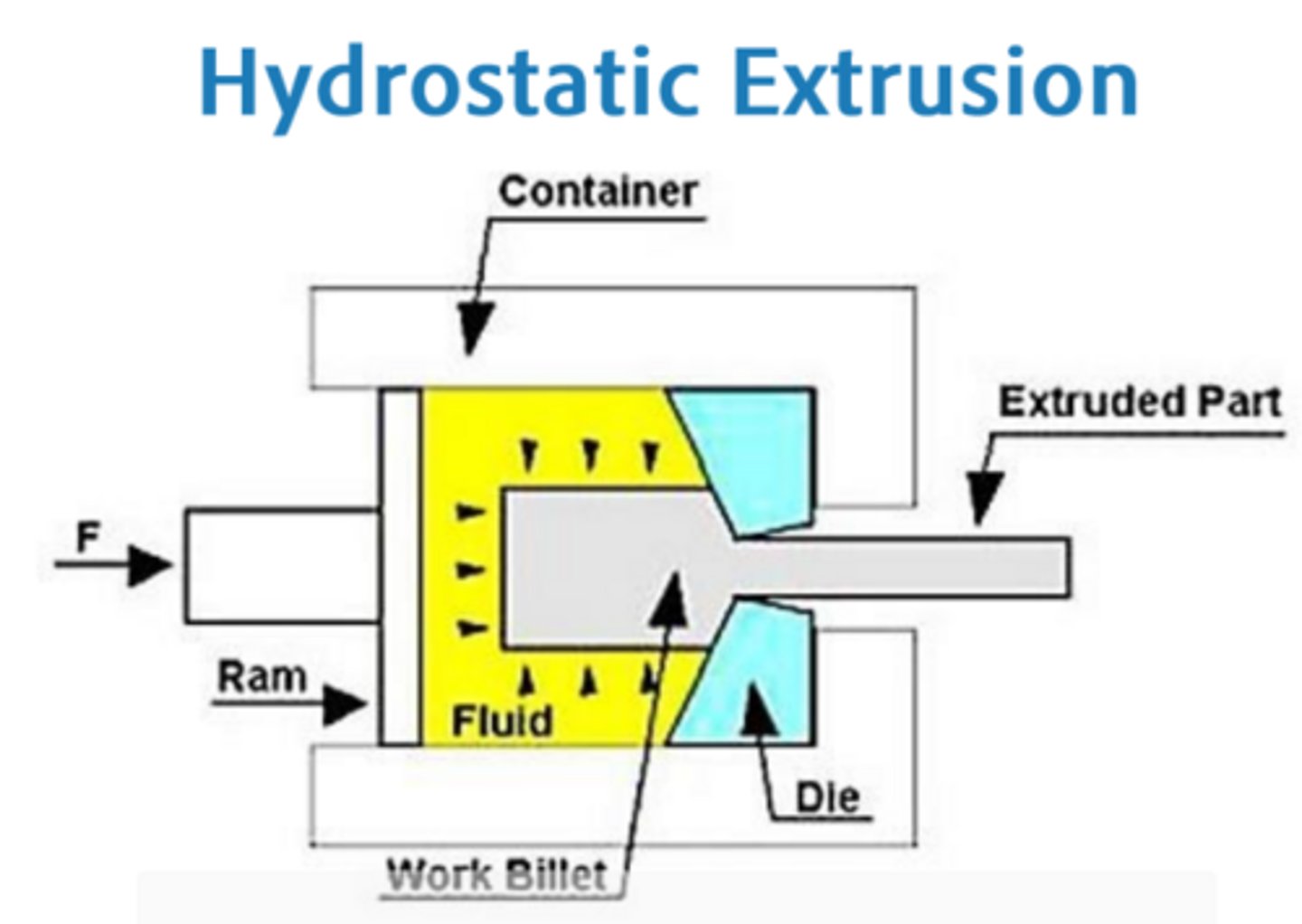
hydrostatic extrusion
Fluid pressure transmits force to the billet, reducing friction and enabling complex shapes.
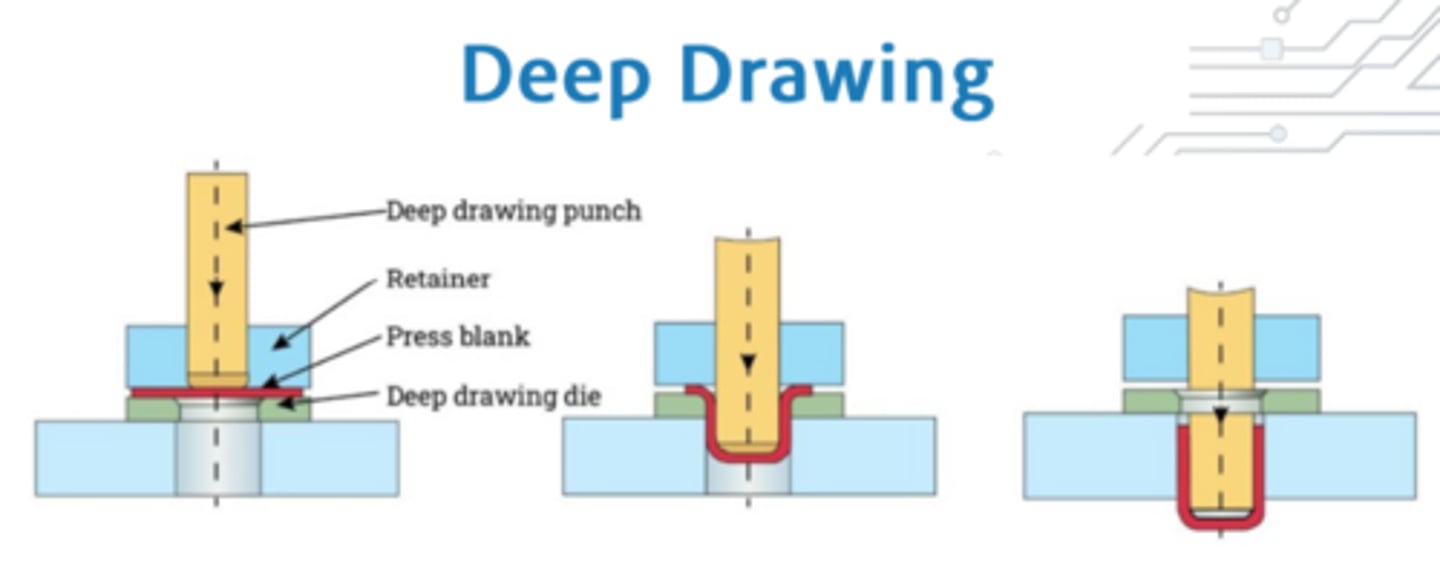
deep drawing
A sheet metal blank is drawn over a punch into a die cavity creating a deep cup shape.
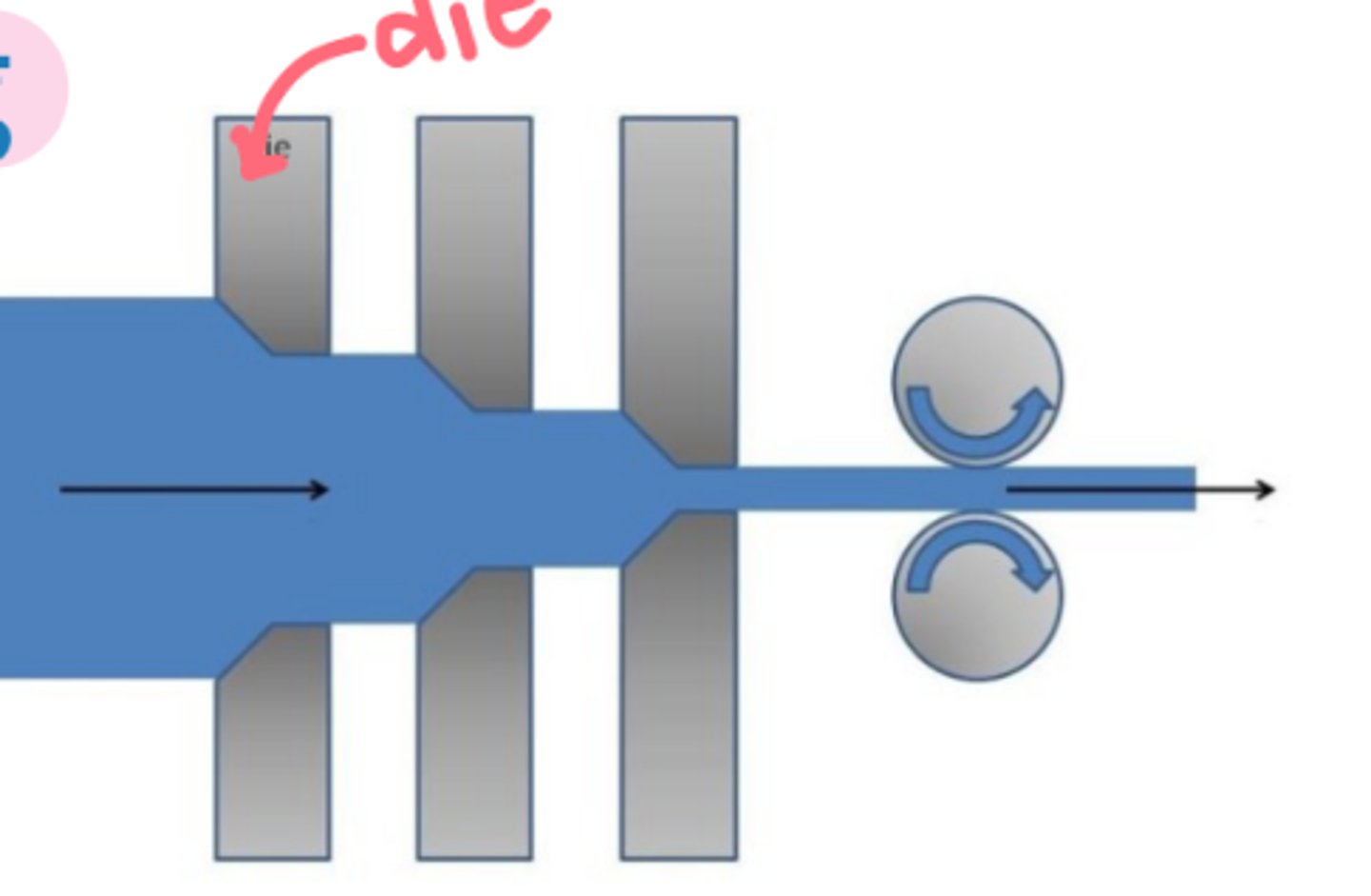
tube and wire drawing
Process that continuously reduces the diameter and increases the length of wires or tubes using multiple dies. Can achieve high strength and precise tolerances.
Involves pulling (not pushing) and requires a mandrel. Friction at the edges causes metal to act plastically.
How do optical fibers work?
There is a glass core with a high index of refraction surrounded by glass cladding with a lower index of refraction.
Total internal refraction allows light to travel long distances through the fiber with minimal loss - light cannot enter the cladding because it is hitting at an angle higher than the critical angle.
How are optical fibers manufactured?
The primary manufacturing process used to create optical fibers is drawing.
Step 1: gas introduction and reaction into glass tube
step 2: core and cladding formation: high-refractive-index core on the inner core and lower-refractive-index cladding on the other side
step 3: fiber drawing- modified tube is heated and drawn at a constant temperature for uniformity forming solid, hole-free structure.
Efficient light transmission with minimal loss
straight bending
Creates linear bends in sheet metal using bending tools. Must account for springback.
contoured flanging
Bends sheet metal along a curved edge to create flanges.
forming process independent variables
- temperature
- strain rate
- tooling geometry
- lubrication
- product geometry
forming process dependent variables
- force of power requirements
- product properties
- exit temperature
- surface finish
- dimensional precision
- material flow details
What can be done to reduce the effects of springback when bending metal?
Extremely hot metal does not spring back.
What are important factors to consider when lubricating?
- easy to spread
- chemically compatible with work metal
- inexpensive
- environmentally friendly
spinning
shear spinning - Creates asymmetric cups/cones by pressing a sheet metal disk against a rolling tool.
tube spinning - Produces tubular parts using tubular blanks.
cold working
Shaping metal below its recrystallization temperature which is near net shape. Causes strength and hardness to increase but ductility to decrease. Usually involves spring back.
advantages/disadvantages of cold working
advantages:
- high dimensional accuracy (no thermal expansion)
- smooth surface finish
- energy efficient
disadvantages:
- limited formability
- high forces
- springback
- potential cracking
powder metallurgy
Process where fine powders are blended, pressed into a shape, and then heated to bond the surfaces.
Usually used for large quantities of small, intricate parts with high precision.
advantages of powder metallurgy
- shape complexity (internal features)
- tolerances/dimensional accuracy
- wide range of materials
- can tailor the porosity
- good for mass production of identical products
- cost-effective (minimal waste)
- improves strength and density
disadvantages of powder metallurgy
- high initial tooling cost
- only small parts
- variability in physical properties
- complicated process
stages of powder metallurgy in order
1. powder manufacturing
2. mixing/blending
3. compacting
4. sintering
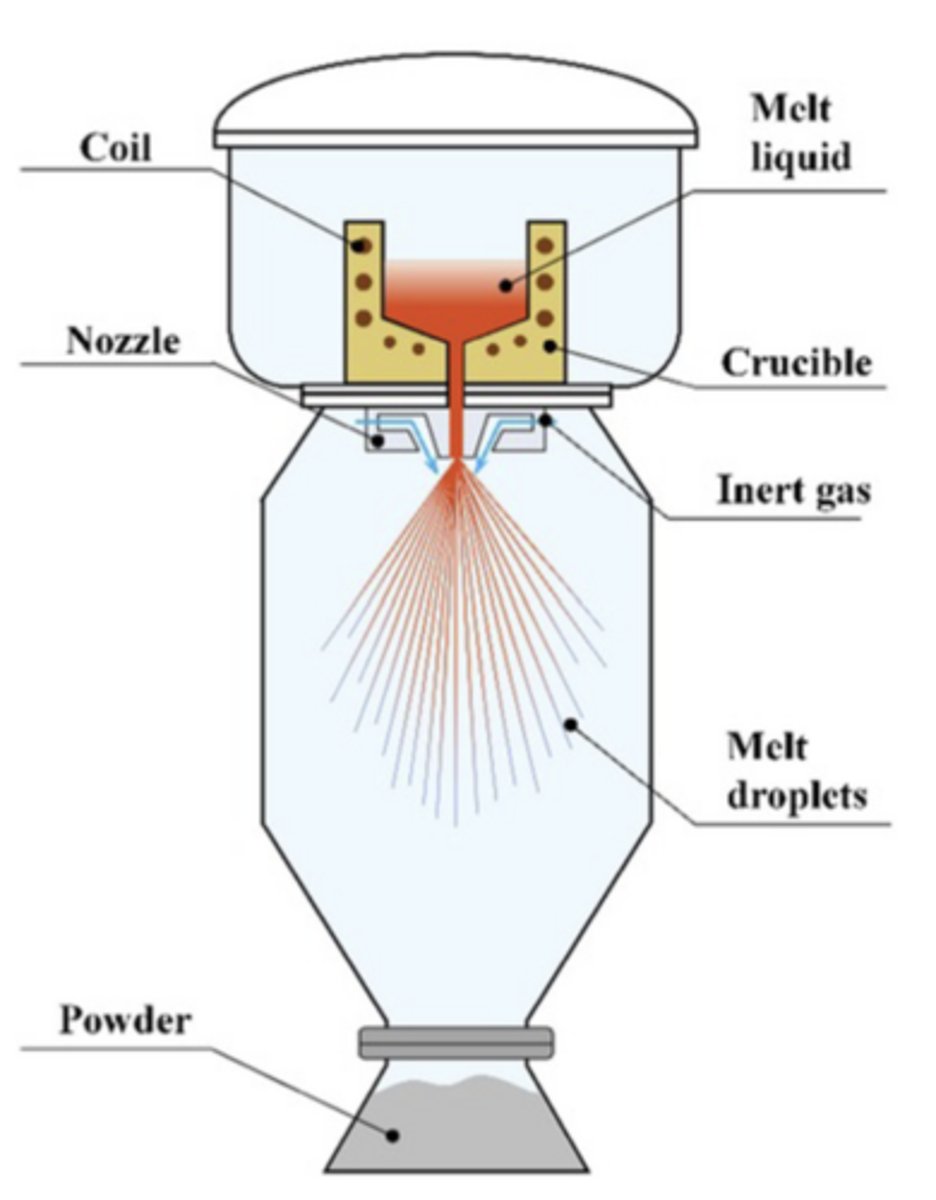
melt atomization process
1. Metal is melted in a furnace.
2. High-velocity gas jets break the molten stream into droplets.
3. Droplets rapidly solidify due to large surface area exposed to cool gas.
4. Powder is collected and sorted.
advantages of melt atomization
- uniform spherical shape
- wide material range
- fine particle size
- purity and cleanliness
powder production methods
- melt atomization
- milling: grinds bulk materials using mills (for brittle materials)
- chemical reduction: creates powders through chemical reactions (for refractory metals)
- electrodeposition: forms powder by depositing metal ions into a cathode
- rapidly solidifying
rapidly solidified powders
Created using specialized techniques to create microcrystalline fine grains) or amorphous (no long-range crystals) powder.
advantages of rapidly solidified powders
- enhanced strength/hardness
- wear/corrosion resistance
- enhanced magnetic properties
- lower sintering temperatures for shorter times
- near net shape
compaction sequence
1. cycle start
2. die positioning - may involve preheating
3. powder charging
4. lower punch movement - loose compaction
5. main compaction
6. dwell time (optional)
7. pressure release
8. upper punch withdrawal
9. part ejection
10. die cleaning and preparation
green strength
The strength of a compacted powder before sintering. Crucial for handling and shaping. Can be influenced by compacting pressure, particle interlocking, and lubricants.
characteristics of dry mixing
- simple and inexpensive
- wide range of material compatibility
- no wastewater generation
characteristics of wet mixing
- improved mixing efficiency
- reduced dust generation
- tailored functionalities
When should a single moving punch be used for compacting?
For soft things that can dissolve. Otherwise, multiple moving punches results in stronger, harder parts.
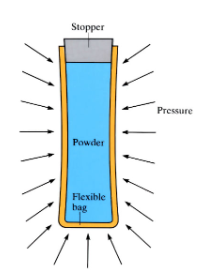
isostatic compaction
When powder is encapsulated in a flexible mold, which is them immersed in a pressurized gas or liquid.
sintering
The pressed-powder compacts are heating in a controlled atmosphere right below the melting point. Must occur in oxygen-free conditions
stages of sintering
1. burn off stage - removes lubricants and contaminants from the powder
2. high temperature stage - microstructure evolves and mechanical properties develop
3. cooling down - gradually decreasing the temperature to prevent defects
hot isostatic pressing
Combines powder compaction and sintering into a single step where high temperature and pressure are applied in a sealed chamber to enhance properties.
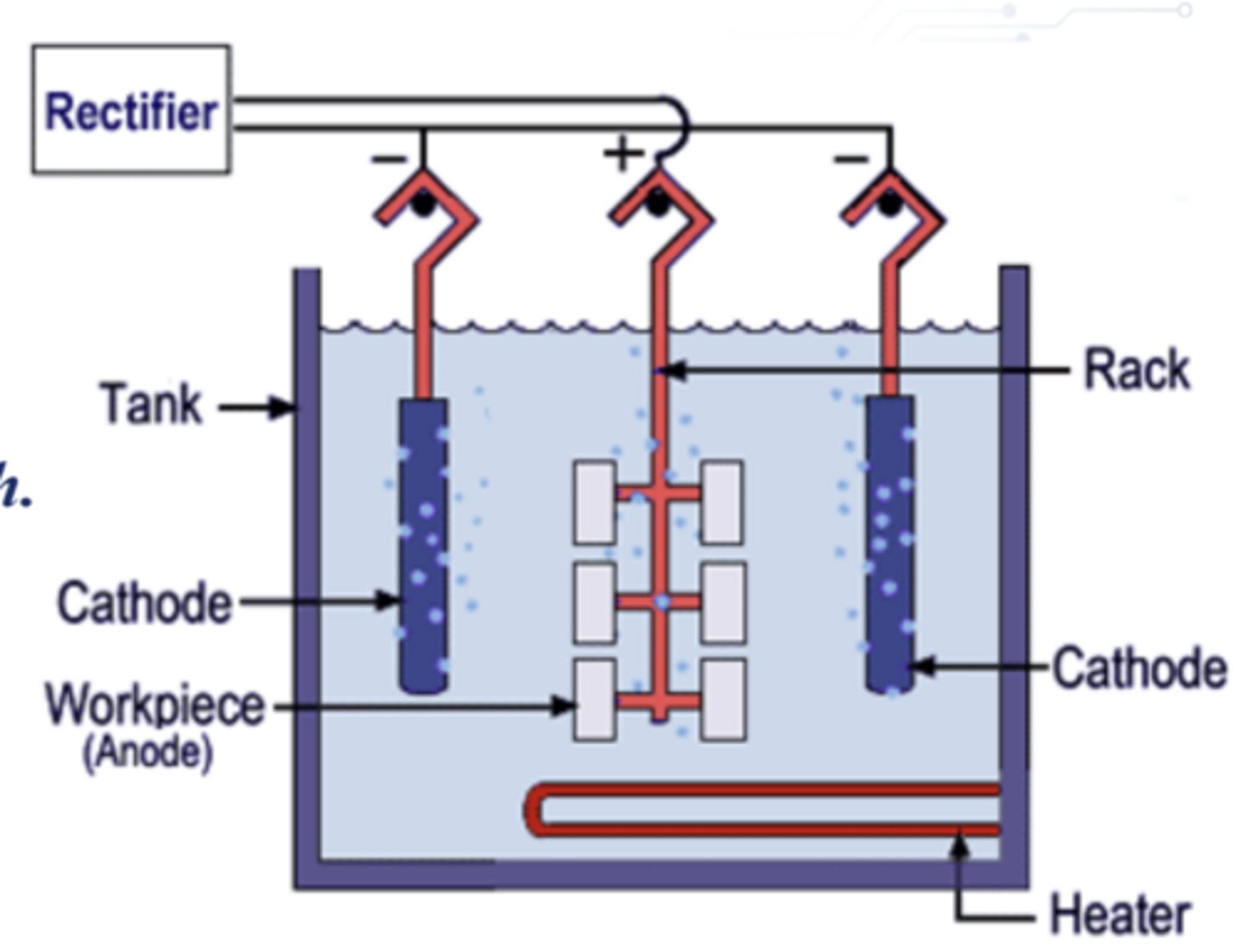
cold isostatic pressing
Compacts powders using uniform pressure from all directions, often using a fluid to transmit pressure uniformly.
What's an important consideration when designing parts for powder metallurgy?
Minimizing the amounts of sharp corners by replacing them with curves. Minimize the amount of punches required, which may involve machining after the fact.
machining
Using a sharp cutting tool to precisely remove material from a workpiece using shear deformation to form a chip.
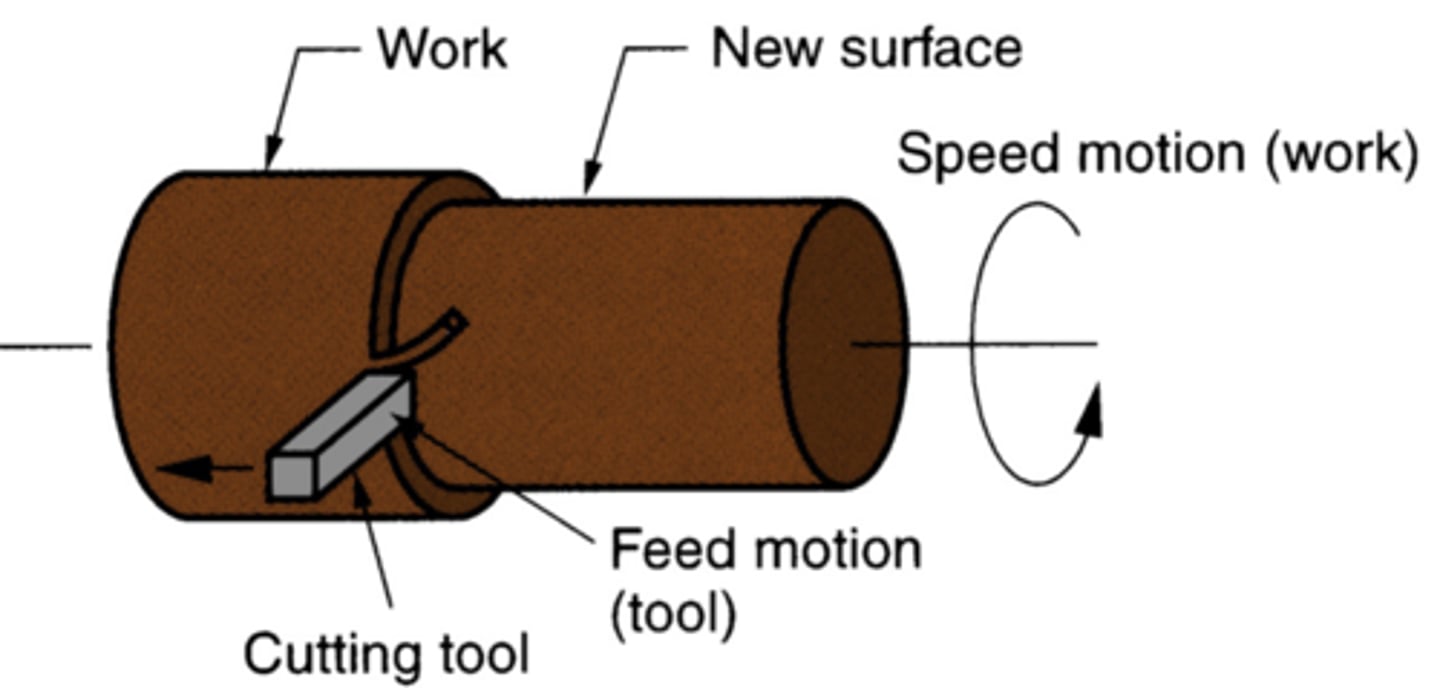
turning (uses a lathe)
Machining process for creating cylindrical shapes using a rotating workpiece and a stationary, single-point cutting tool which scrapes off material.
chamfering
Creates angled edges at the intersection of two surfaces using turning with an angled tool.
threading
Creates helical groves for screw thready using turning with a pointed tool. This is the only method that can be used to make threads.
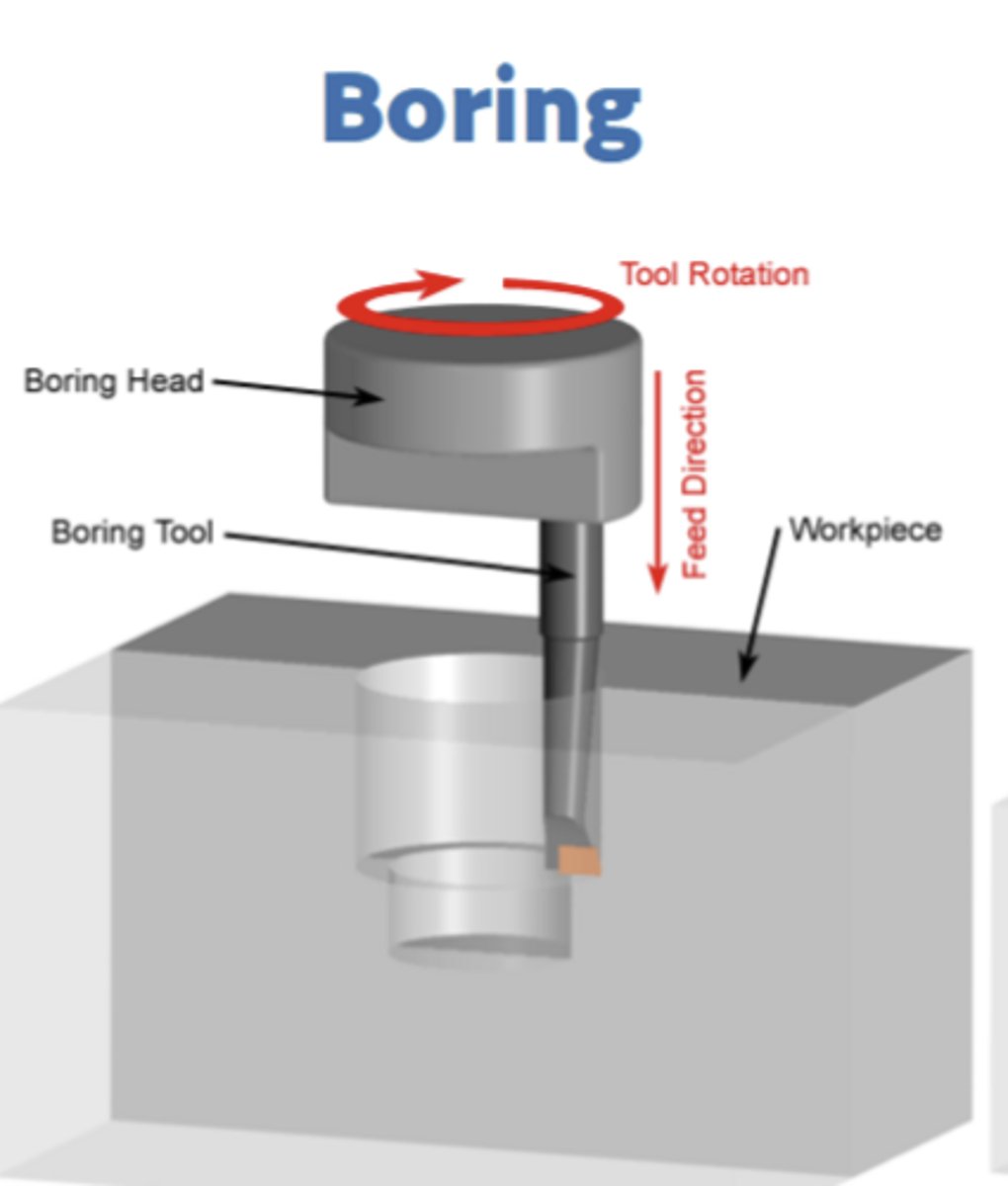
internal turning (boring)
Creates cylindrical cavities and features inside of the workpiece using specialized tools.
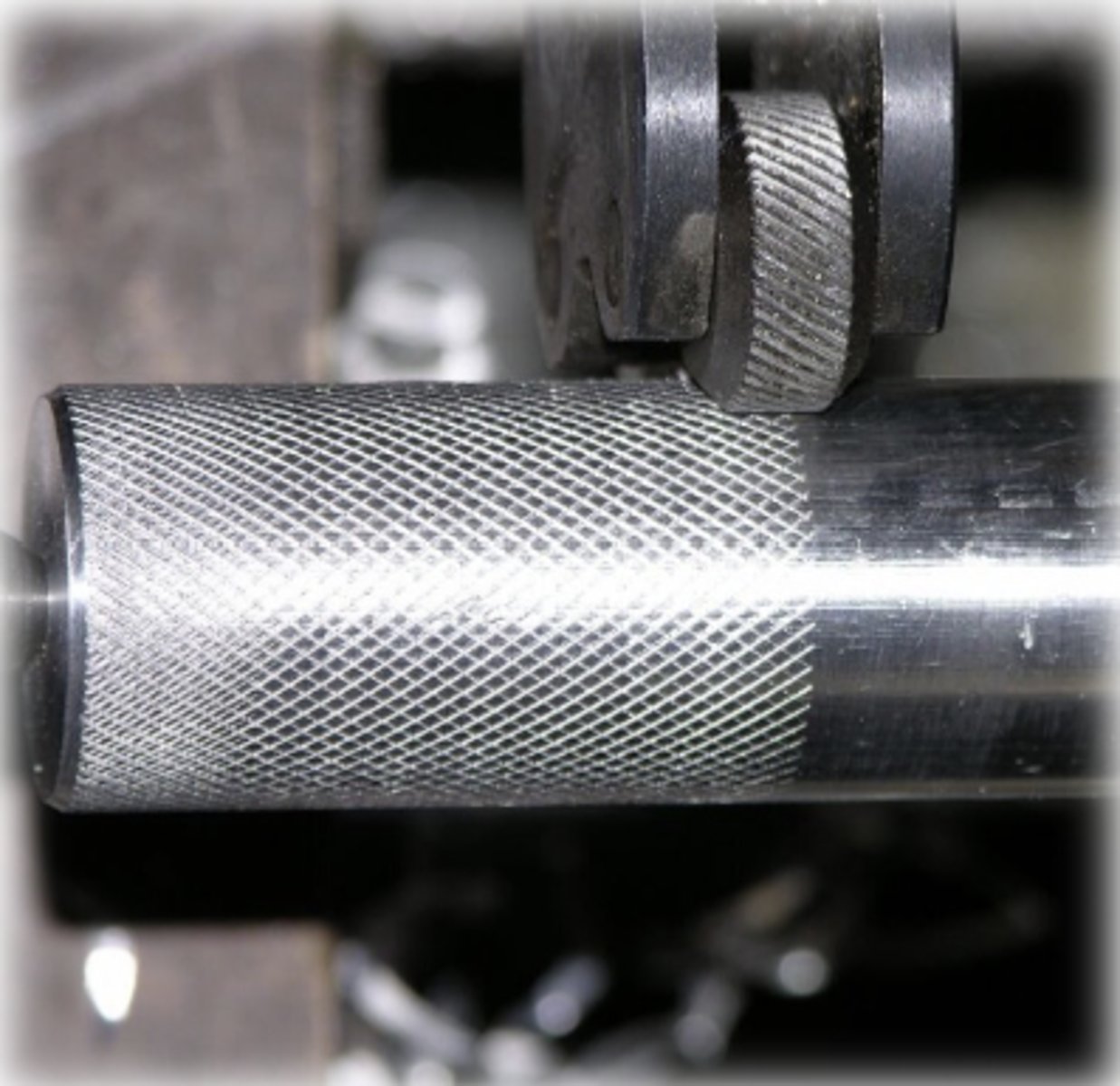
knurling
A type of turning that creates this specific texture.
cutting conditions for turning
cutting speed (v) - rotational speed of the workpiece
feed rate (f) - distance the tool moves per revolution
depth of cut (d) - amount of materials removed per pass
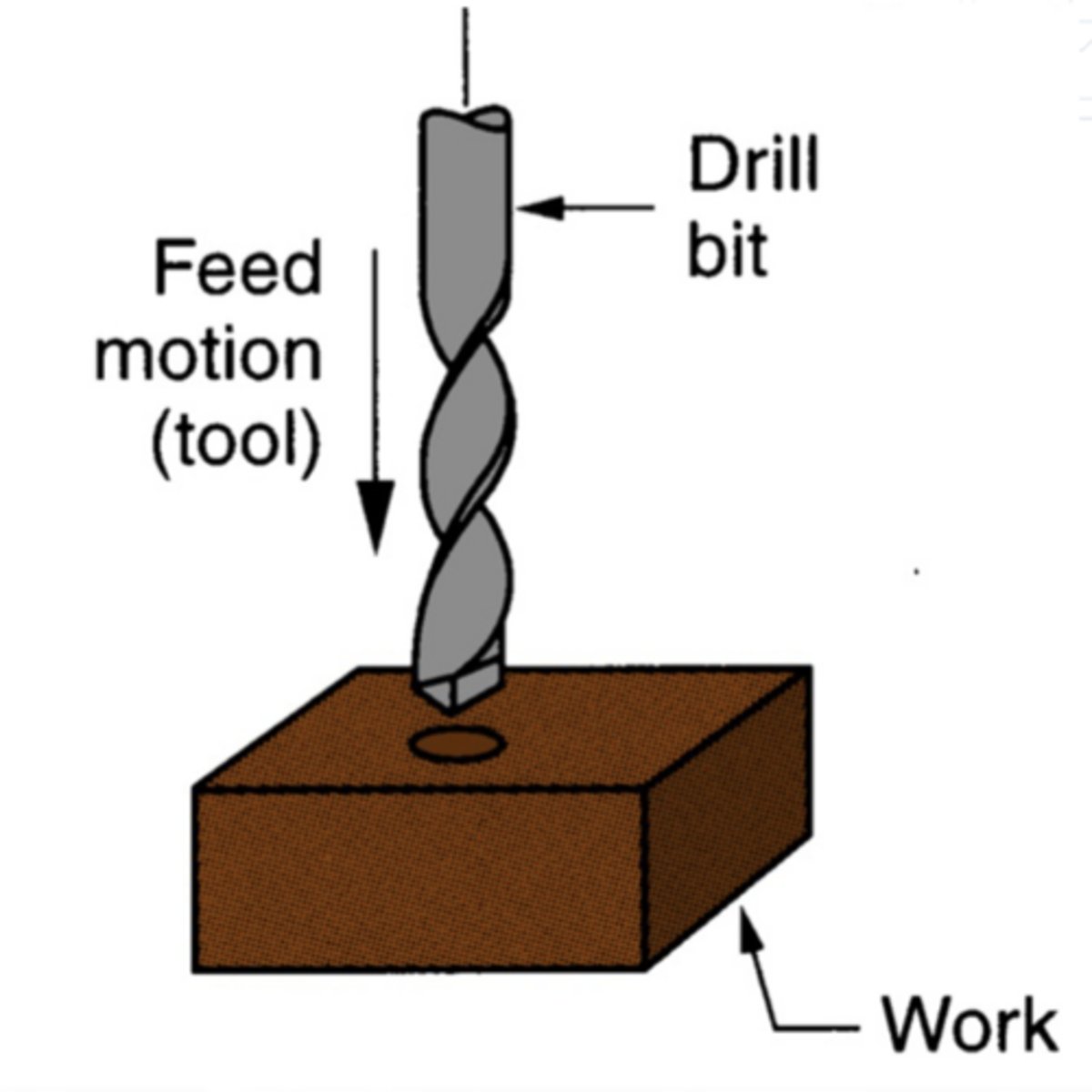
drilling
Machining process used to create cylindrical holes in workpieces using a rotating drill bit that penetrates the material.
boring
Requires there to already be a hole in the part.
countersinking/counterboring
countersinking - Creates a conical depression at the top of a hold for flat-head screws.
counterboring - Enlarges the top portion of a hole for countersunk fasteners.
cutting conditions in drilling
cutting speed (v) - the rotational speed of the drill bit
feed rate - the rate at which the drill bit penetrates the workpiece
thrust force - the force pushing the drill bit into the workpiece
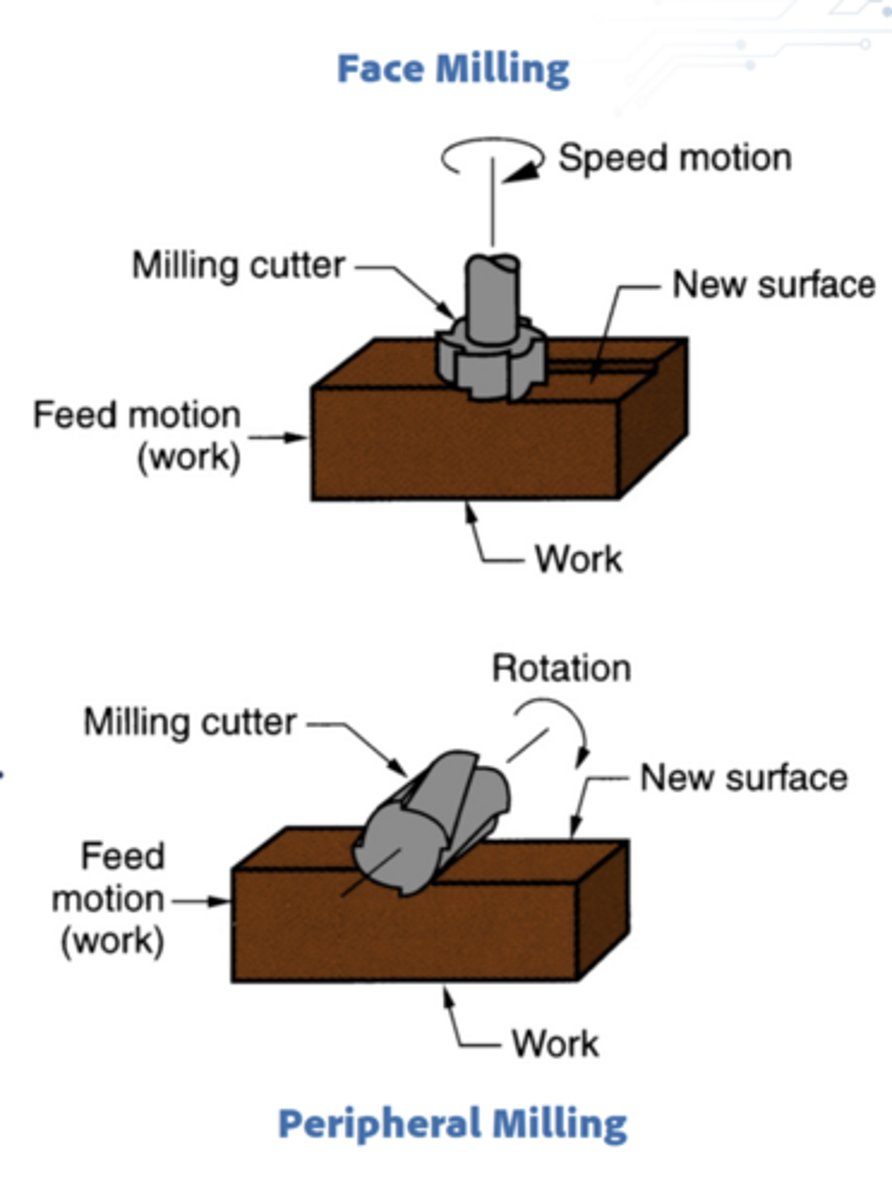
milling
Utilizes rotating cutters to remove material from the workpiece surface.
cutting conditions for milling
cutting speed (v) - rotational speed of the cutter
feed rate (f) - the speed at which the workpiece moves relative to the cutter
depth of cut (d) - amount of materials removed per pass
CNC (computer numerical control)
A technology that replaces manual control with programmed instructions for automated operation and improved productivity.
broaching
Pushes a long, multi-toothed tool through a workpiece, creating precise internal profiles and shapes. Only one pass of the tool is necessary. Broaching can make non-round holes including squares and stars.
Requires there to already be a hole in the part.
planing
Similar to milling but using linear (non-rotating) tool motion for flat surfaces.
Best method to shear bubbles off of epoxy.
roughing vs finishing
roughing - the initial material removal which has a high depth and a low speed
finishing - final stage for achieving precise dimensions and smooth surfaces which has low depth and high speed
discontinuous chips
Short, individual segments with irregular shapes and sizes, typically associated with brittle materials.
Cause rough surface finish, tool jamming, and tool wear.
How can a discontinuous chip become a continuous one?
Scooping only a very thin amount of material at a time.
continuous chips
Long, unbroken spirals with uniform thickness and smooth surfaces, which are common in ductile materials due to plastic deformation.
Results in good surface finish and minimal tool wear.
continuous chip with built-up edge
Continuous chips with a deposit of material adhering to the face of the tool, which typically occurs with soft, ductile materials.
Results in jamming, poor surface finish, dimensional inaccuracy, and tool wear.
serrated chips
Continuous chips with sawtooth-like serrations along the edges, typically found in difficult-to-machine materials like ceramics and glass.
Results in poor surface finish and tool wear.
chip thickness ratio
The original chip thickness before cutting divided by the final chip thickness after cutting (R = to/tc).
R is typically less than 1 meaning that the chip thickness increases after cutting due to plastic deformation.
coefficient of friction
Frictional force divided by the normal force.
Must be measured when dry, because lube will reduce its value.
cutting temperature
Heat generated by friction and plastic deformation. 98% of energy gets converted into heat.
non-traditional machining
Processes that remove excess material by various techniques that do not use a sharp cutting tool.
They bypass material limitations due to direct mechanical contact between the workpiece and the cutting tool.
types of non-traditional processes
- mechanical
- electrical
- thermal
- chemical
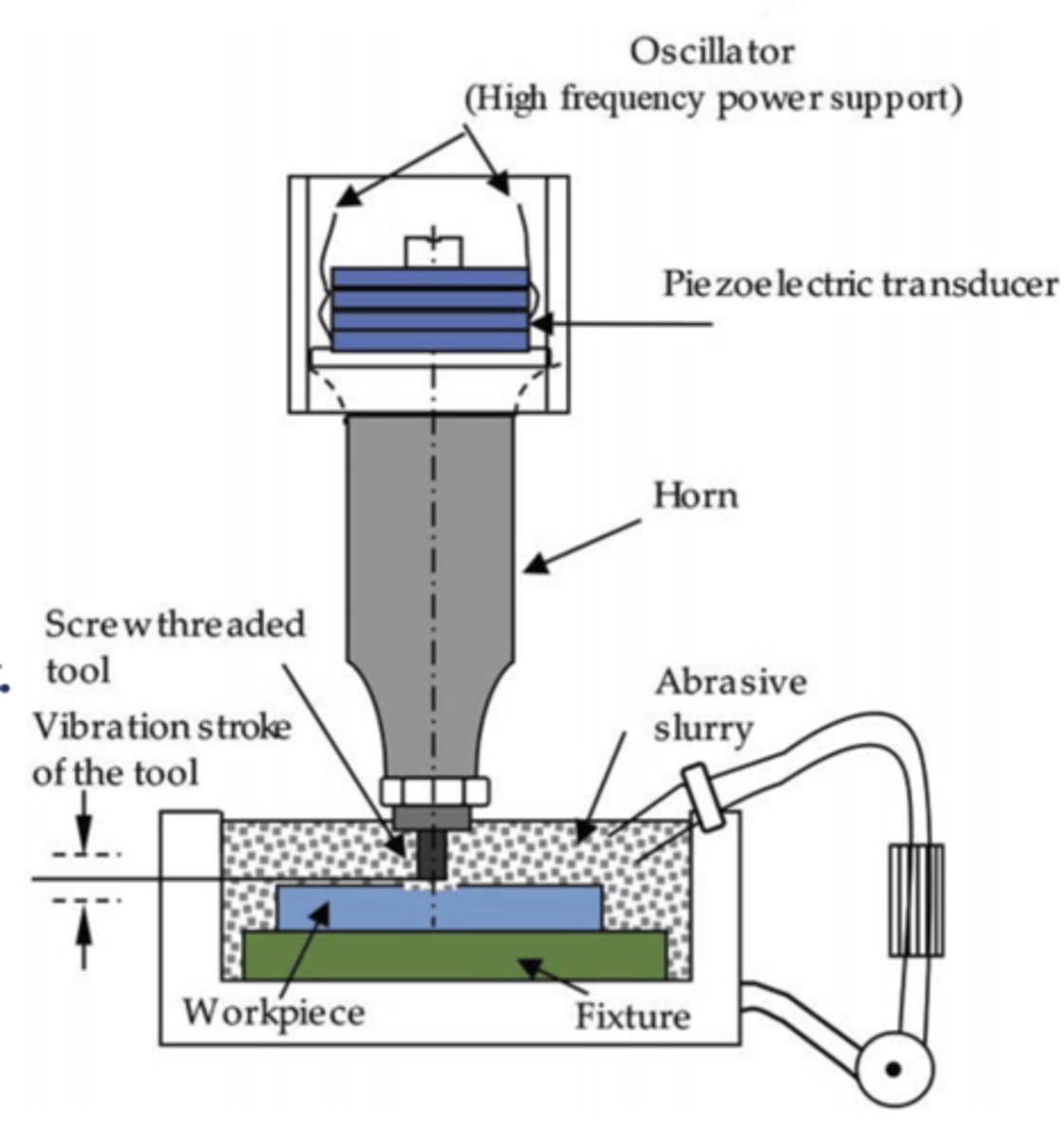
ultrasonic machining (USM)
A piezoelectric transducer converts electrical energy into high-frequency vibrations transmitted through a slender tool immersed in an abrasive slurry. Workpiece is chipped away.
Only good method to cut a hole in glass.
advantages and disadvantages of USM
advantages:
- material versatility (for very hard/brittle materials)
- complex geometries
- minimal heat generation
- environmentally friendly
disadvantages:
- slow speed
- tool wear caused by abrasive action
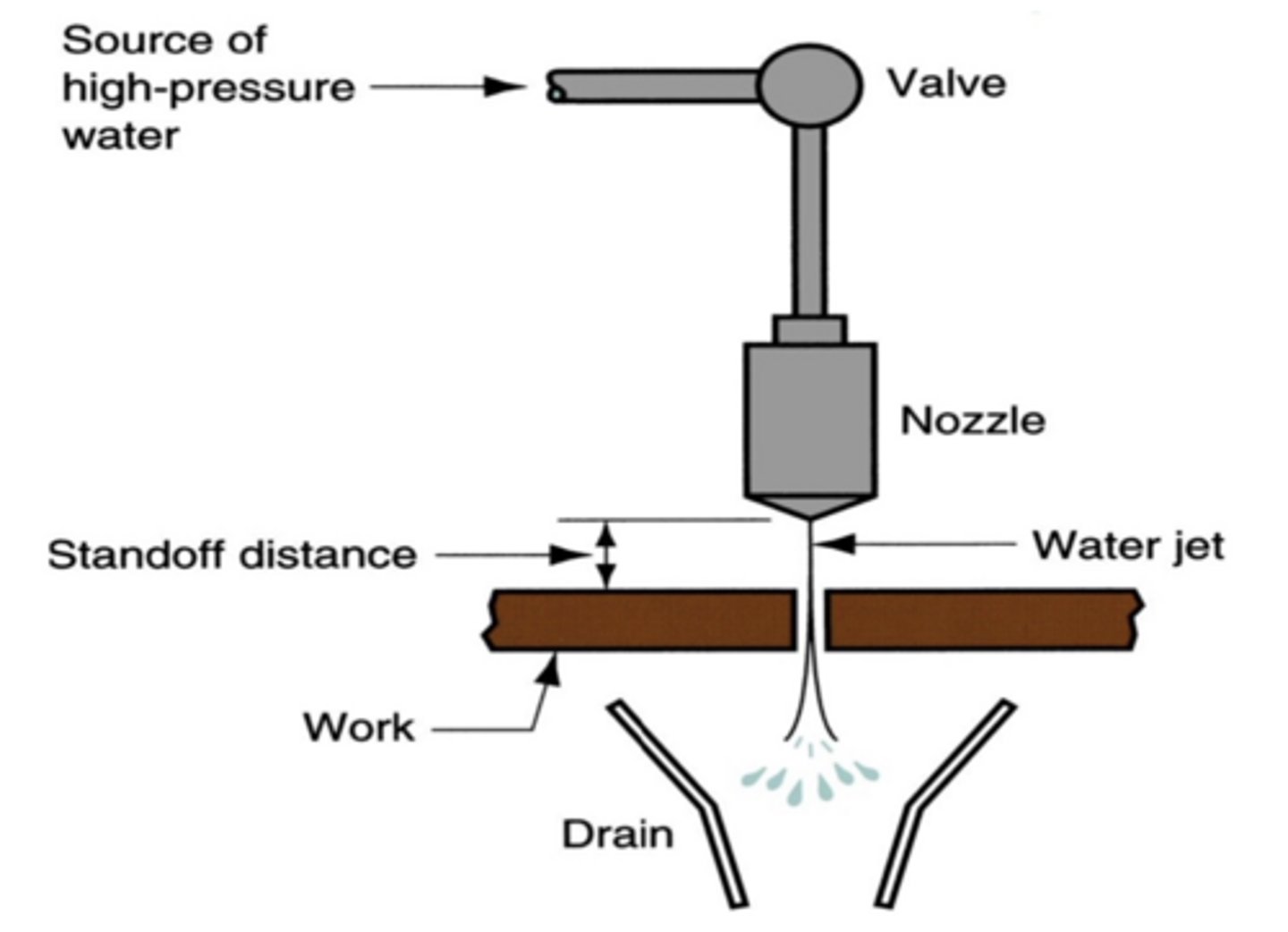
waterjet cutting
Water is significantly pressurized and focused through a narrow nozzle which erodes the workpiece.
advantages and disadvantages of waterjet cutting
advantages:
- material versatility (anything waterproof)
- good surface finish
- complex geometries
- environmentally friendly (water is reused)
disadvantages:
- poor dimensional accuracy
- high water consumption
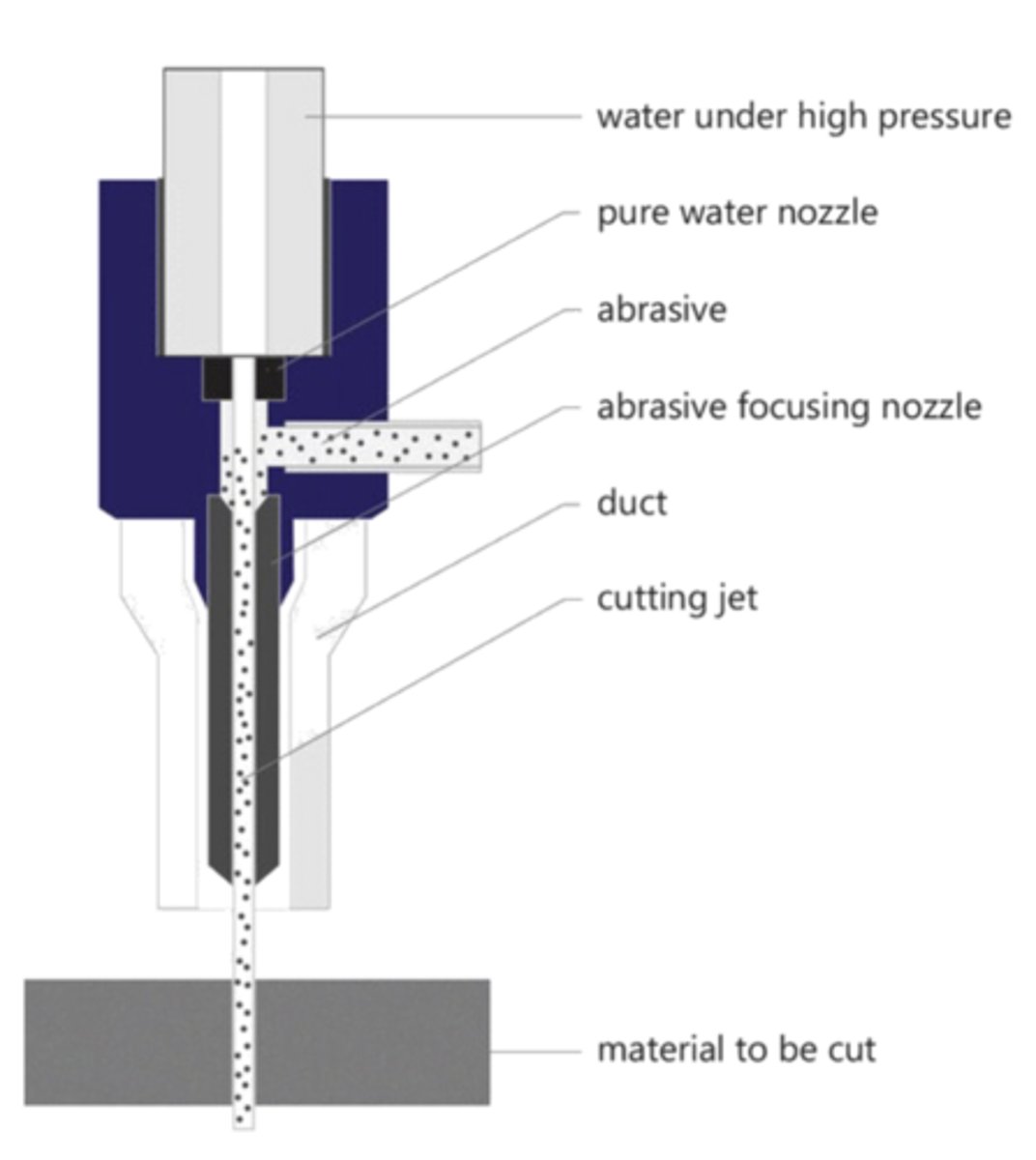
abrasive waterjet cutting
An abrasive feeder introduces fine-grained particles into the water stream increasing its cutting power.
advantages and disadvantages of abrasive waterjet cutting
advantages:
- increased power
- fast
- material compatibility (even more than regular waterjet cutting)
disadvantages:
- poor surface finish
- expensive
- added challenge of selecting the right abrasive material
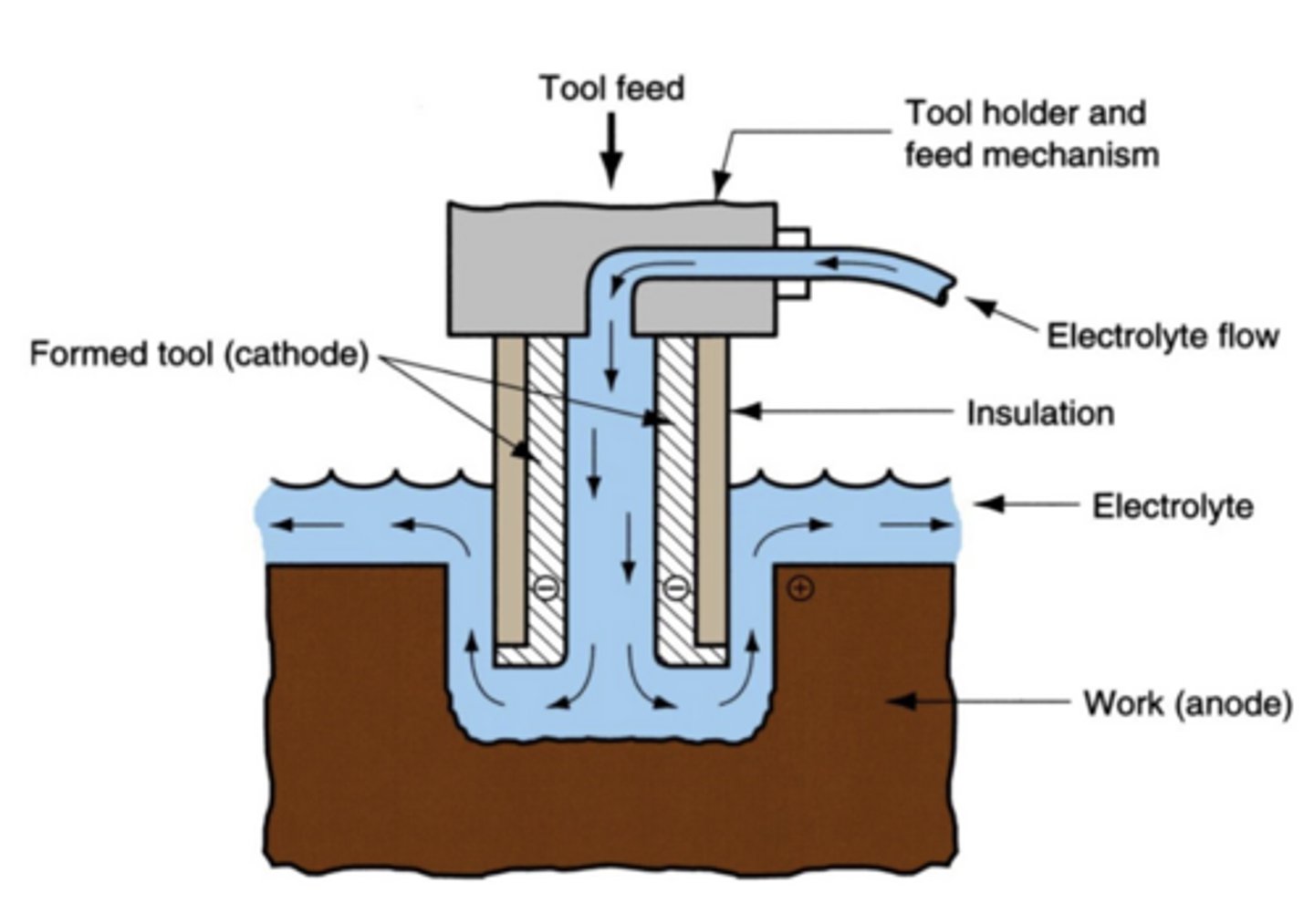
electrochemical machining
Uses a negatively charged tool and electrolyte flow to dissolve a positively charged workpiece to replicate the shape of the tool. Electrolytes flow quickly to remove material.
This is the only way to make contact lenses or other smooth, spherical cavities.
advantages and disadvantages of electrochemical machining
advantages
- high precision (perfectly smooth)
- stress-free
- compatible with hard/brittle materials
- environmentally friendly
disadvantages:
- limited material compatibility (only conductive materials)
- maintenance
- tool wear
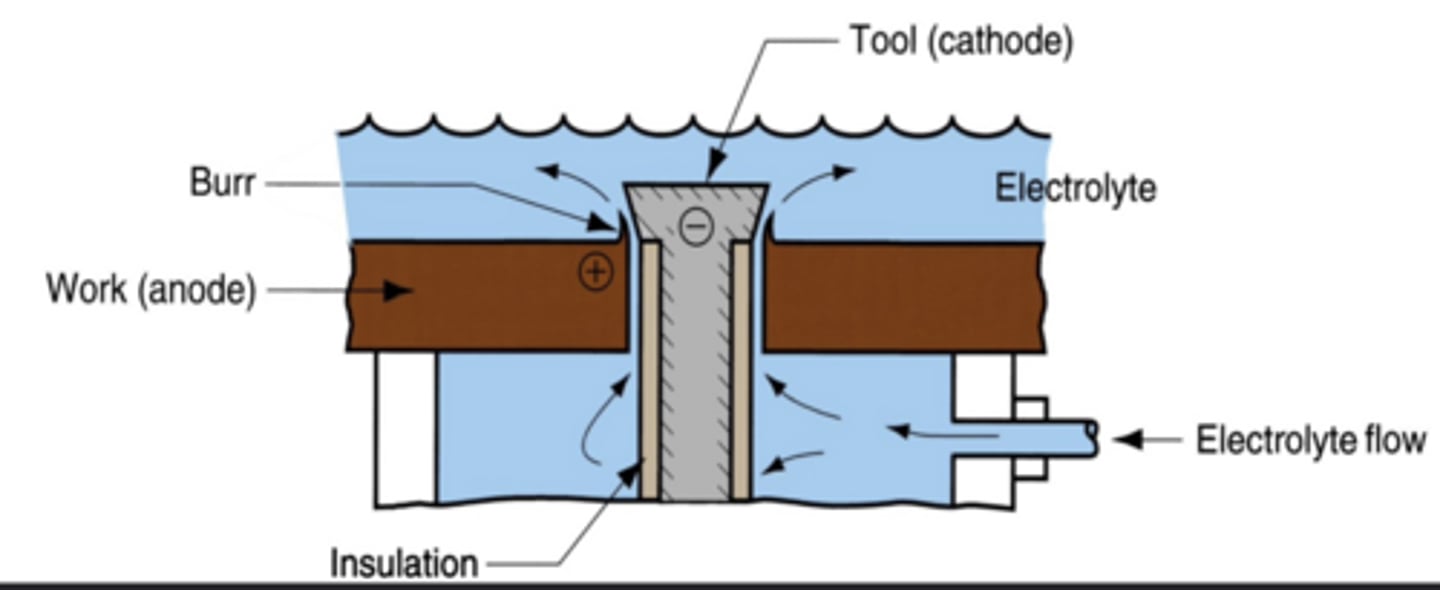
electrochemical deburring
Same concept as electrochemical machining but with the distinct purpose of removing burrs and sharp edges using a specifically shaped tool.
Used commonly for medical devices.
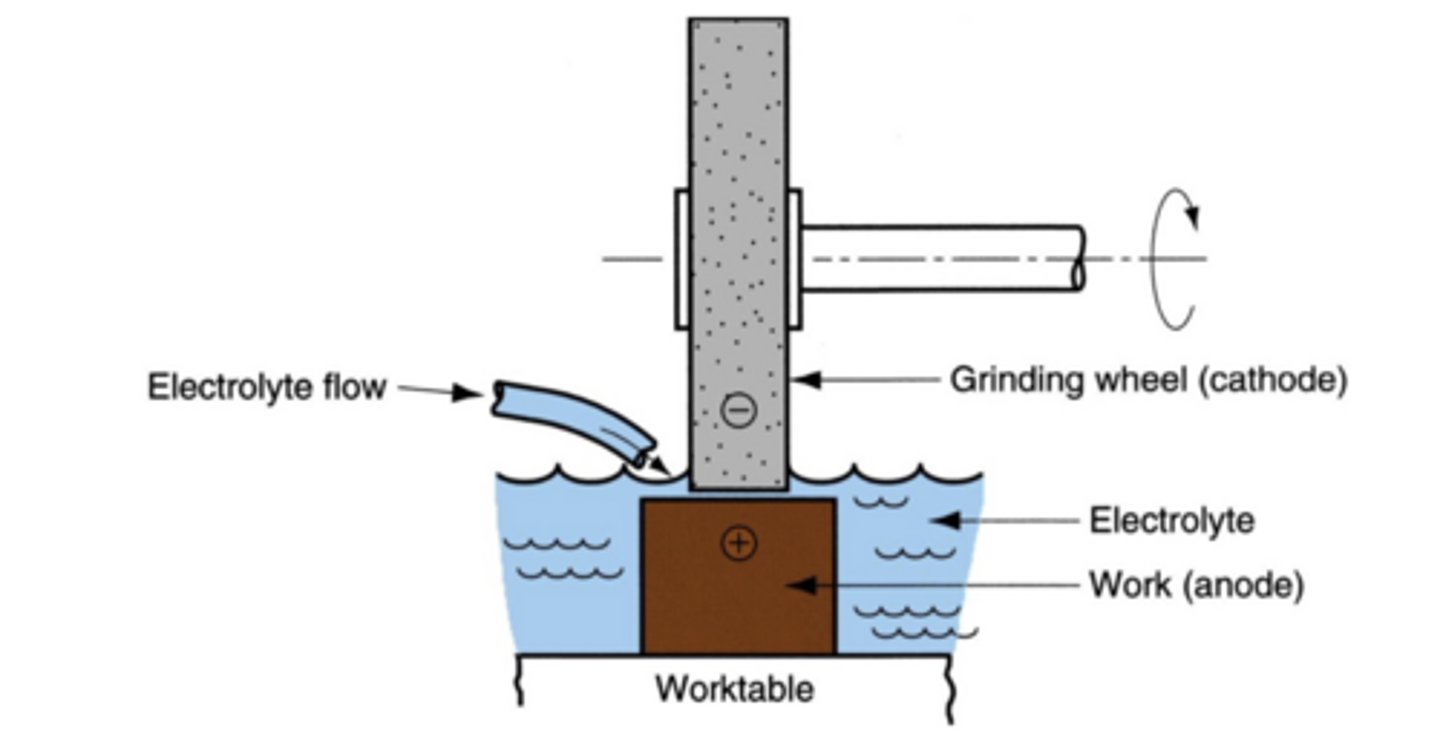
electrochemical grinding
An abrasive, electrolyte slurry flows between a shaped tool electrode and the workpiece causing dissolution and chipping.
advantages and disadvantages of electrochemical grinding
advantages:
- good surface finish
- minimal heat generation
- compatible with hard materials
- good for complex geometries
- fast/efficient
disadvantages:
- only used for metals
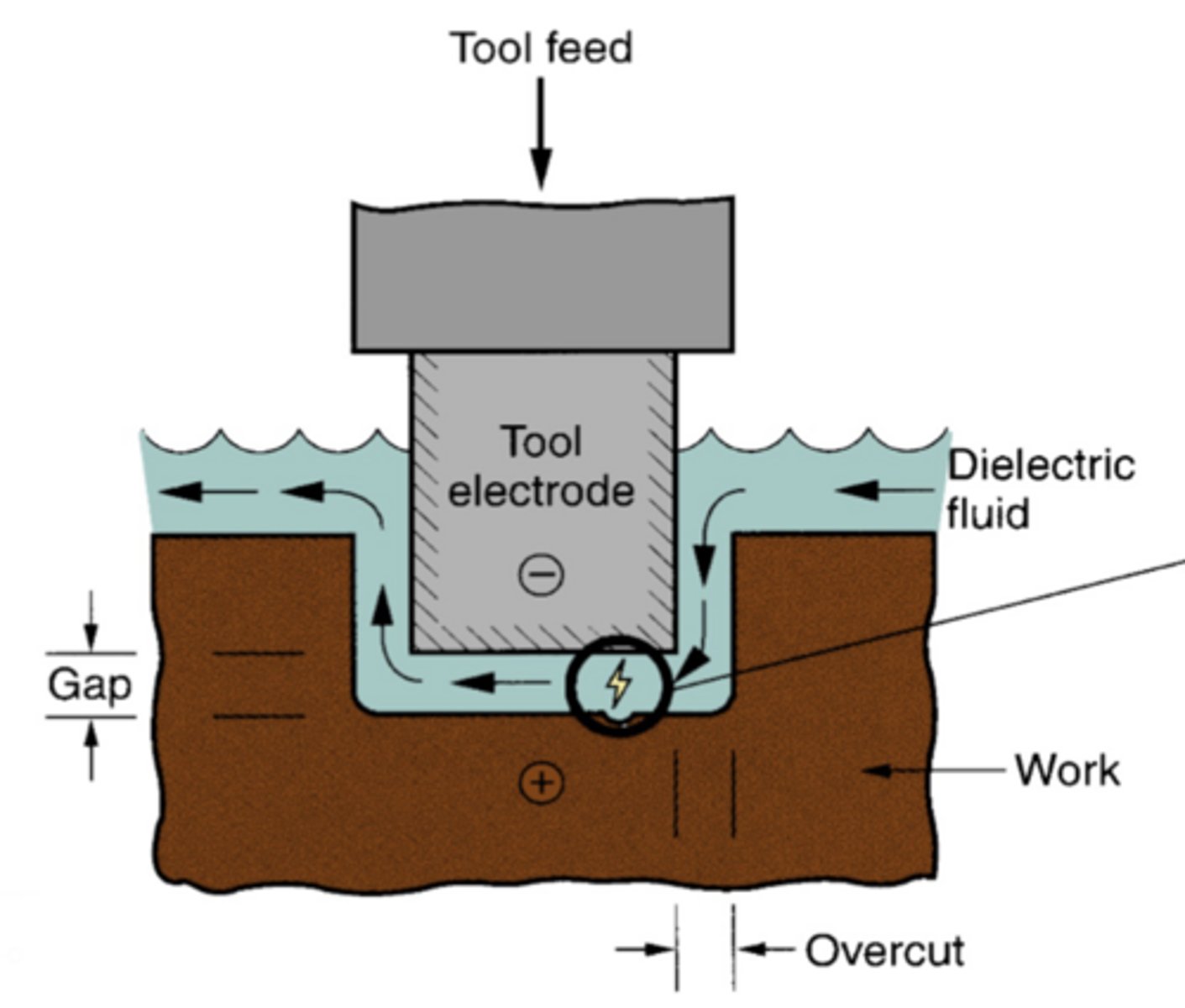
die sinking electric discharge machining
Uses a negatively charged tool that plunges into the workpiece submerged in a dielectric fluid, causing electrical discharges which erode the material.
advantages and disadvantages of die sinking electric discharge machining
advantages:
- complex geometries
- hard material compatibility
disadvantages:
- maintenance
- surface finish
- only compatible with conductive materials
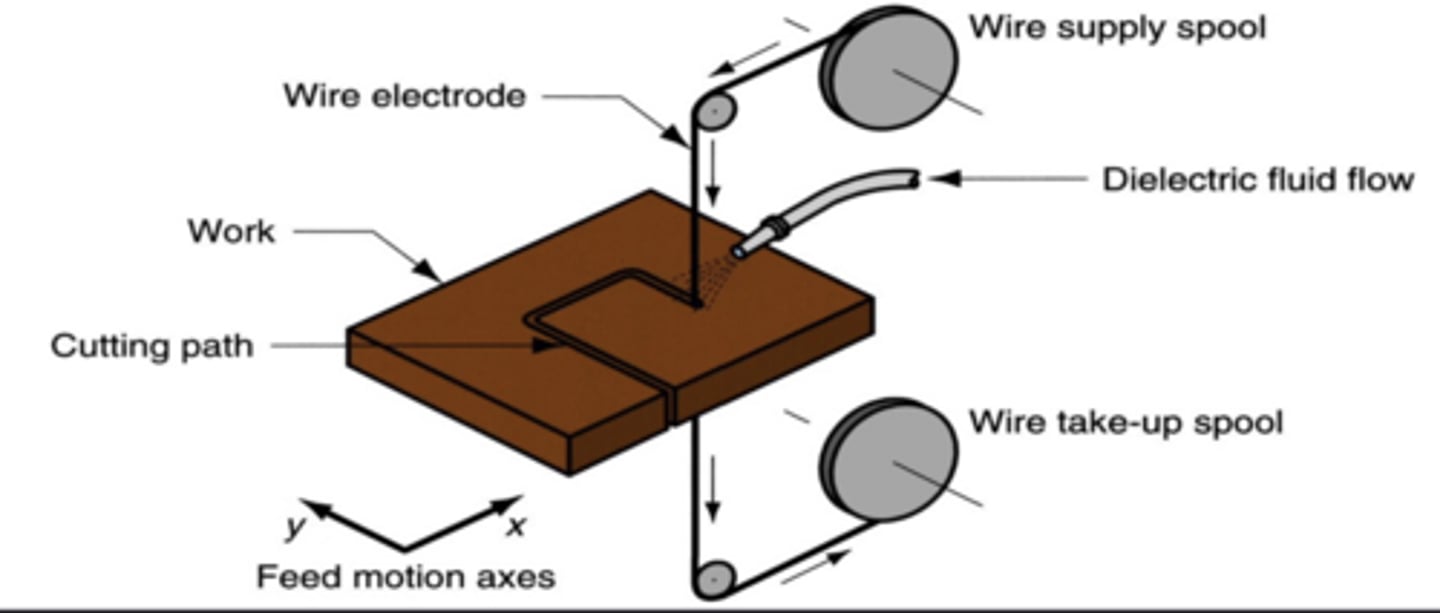
wire electric discharge machining
Uses thin, electrically charge wire as the tool which travels through a submerged workpiece, guided by CNC. Electrical discharges melt and vaporize the workpiece.
advantages of wire electric discharge machining
advantages:
- ultra-precise
- complex geometries
- compatible with hard materials
- no direct contact
disadvantages:
- wire breakage
- slow
- poor surface finish
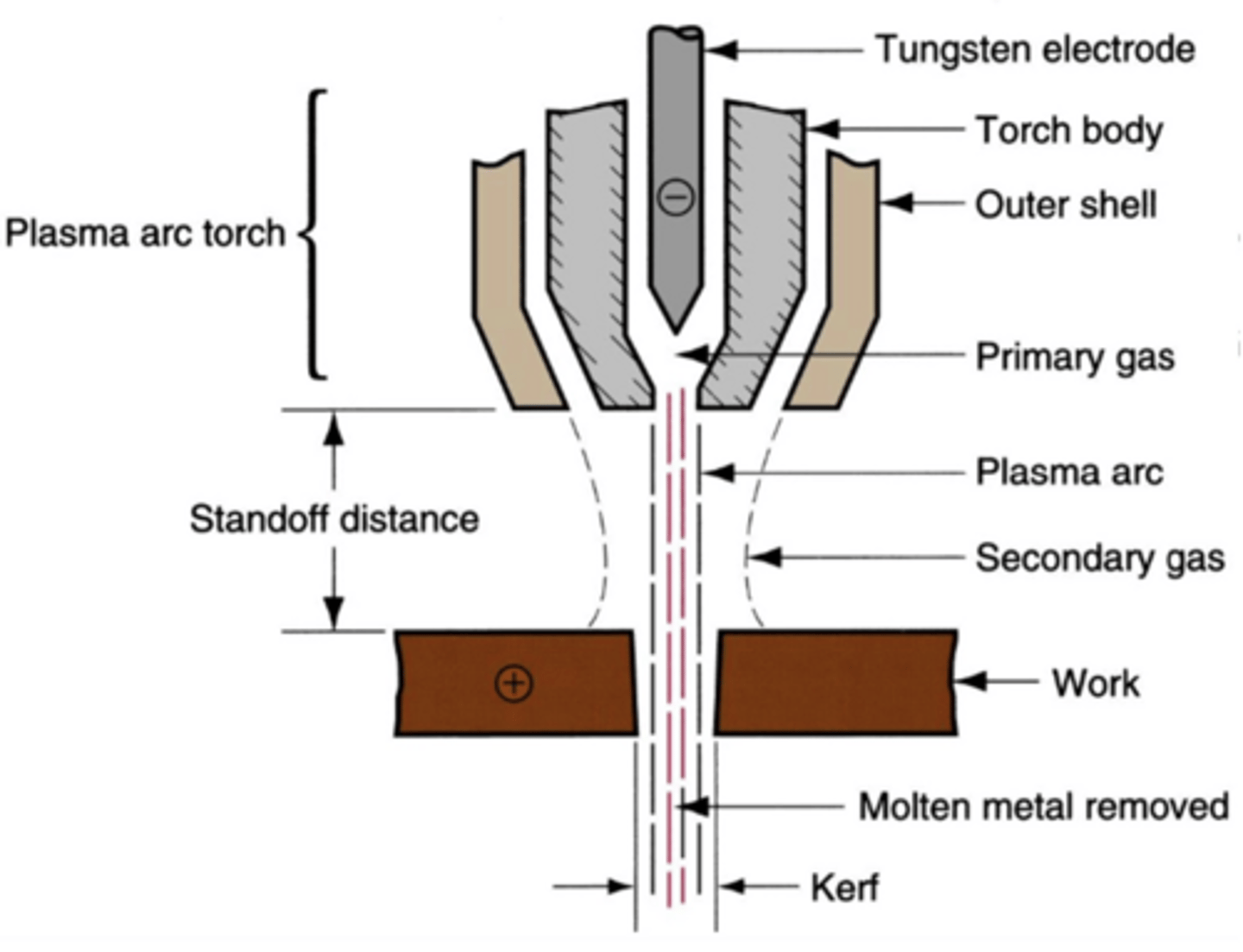
plasma arc machining
Utilizes a high-velocity jet of ionized gas to melt and remove material from the workpiece.
Can cut literally anything (conductive) very quickly, but the cut is messy and uneven.
advantage and disadvantages of plasma arc machining
advantages:
- fast
- minimal burrs
- non-contact
- mostly only cuts conductive materials but can do some nonconductive materials
disadvantages:
- heating may affect material properties
- poor surface finish
- safety
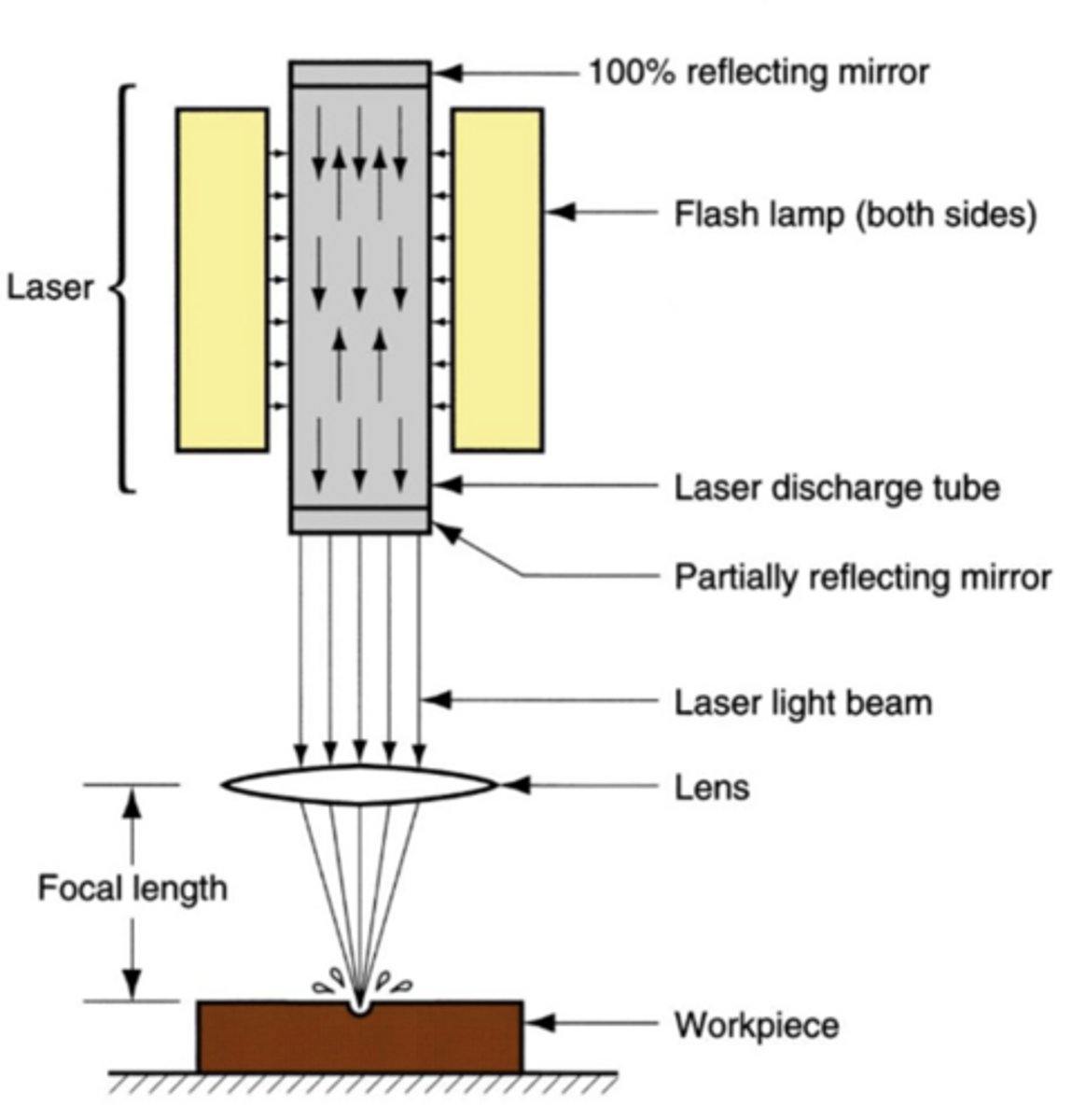
laser beam machinging
Utilizes a highly focused laser beam to deliver intense thermal energy onto the workpiece surface. Causes the material to melt/vaporize.
advantages and disadvantages of laser beam machining
advantages:
- precise
- material versatility
- environmentally friendly
- non-contact
disadvantages:
- high initial investment
- heating may affect material properties
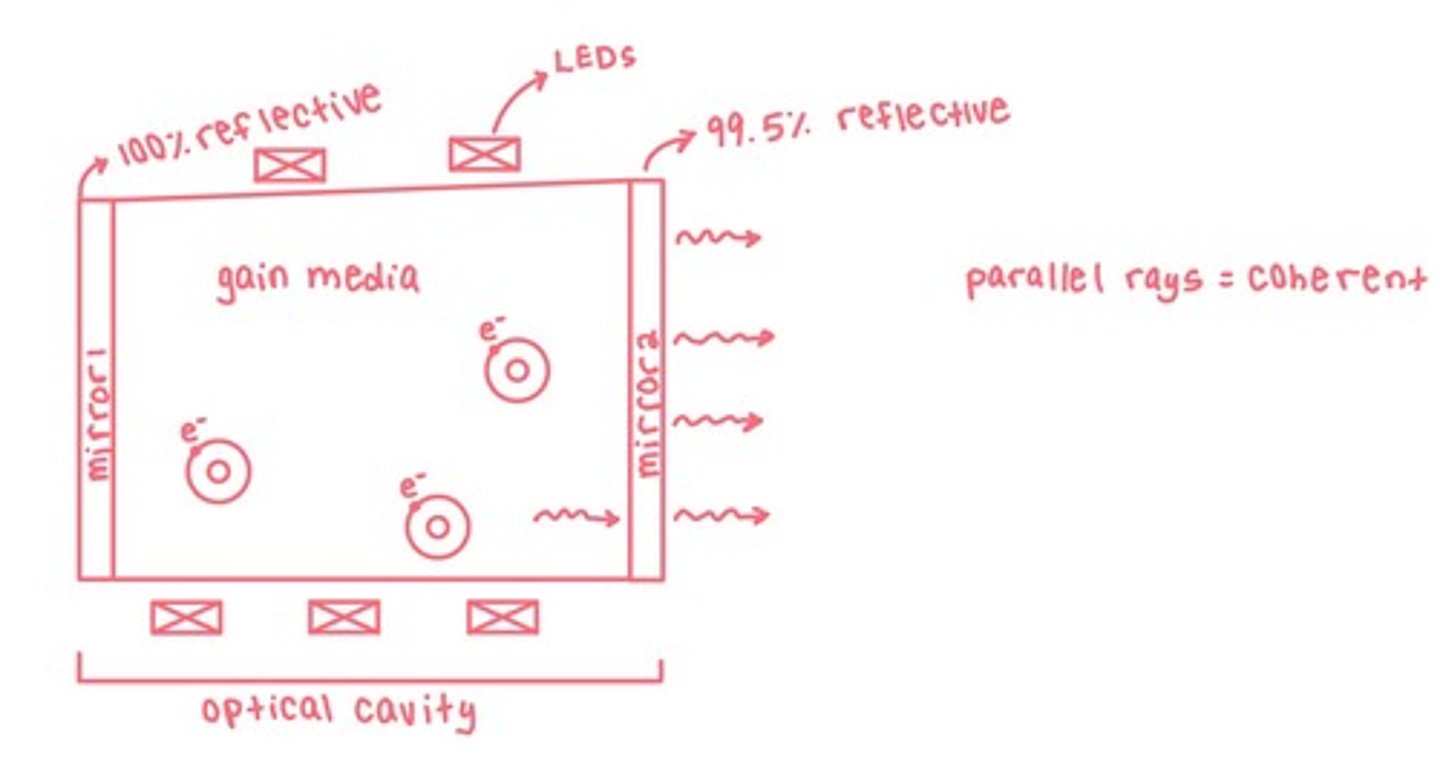
how lasers work
Converts electrical energy into a highly coherent light beam that is monochromatic and with parallel light waves.
If a photon hits mirror 2 perpendicular, it will pass through.
inversion population
If the number of excited atoms is greater than the number of non-excited atoms, then the laser will be continuous.
electropolishing
Makes the workpiece the anode in an electrolytic bath which dissolves metal ions from the surface leaving a smoother finish.