Raw material to final product
4.1 Properties of materials
Physical Properties
These properties tend to be the characteristic of materials that can be identified through testing that is considered to be non-destructive, although some deformation is required to test hardness. This exception is often why hardness is often categorized as a mechanical property.
Mass: Relates to the amount of matter that is contained within a specific material. It is often confused with weight understandably as we use Kg to measure it. Mass is constant whereas weight may vary depending upon where it is being measured.
Weight: Relies on mass and gravitational forces to provide measurable value. Weight is technically measured as a force, which is the Newton, i.e., a mass of 1Kg is equivalent to 9.8 Newtons (on earth).
Volume: Is the quantity of three-dimensional space enclosed by some closed boundary, for example, the space that a substance solid, liquid, gas, or shape occupies or contains.
Density: Is the mass per unit volume of a material. Its importance is in portability in terms of a product’s weight and size. Design contexts include, pre-packaged food (instant noodles) is sold by weight and volume, packaging foams.
Electrical Resistivity: This is a measure of a material’s ability to conduct electricity. A material with a low resistivity will conduct electricity well. It's particularly important in selecting materials as conductors or insulators.
Thermal Conductivity: A measure of how fast heat is conducted through a slab of material with a given temperature difference across the slab. It’s important for objects that will be heated or must conduct or insulate against heat.
Thermal Expansion (expansivity): A measure of the degree of increase in dimensions when an object is heated. This can be measured by an increase in length, area, or volume. The expansivity can be measured as the fractional increase in dimension per Kelvin increase in temperature. It's important where two dissimilar materials are joined. These may then experience large temperature changes while subjected to heat.
Hardness: The resistance a material offers to penetration or scratching. Hardness is important where resistance to penetration or scratching is required. Ceramic floor tiles are extremely hard and resistant to scratching.
Mechanical Properties
Tensile Strength: The ability of a material to withstand pulling forces. Tensile strength is important in selecting materials for ropes and cables, for example, for an elevator.
Compressive Strength: Compressive strength is the capacity of a material or structure to withstand loads tending to reduce size.
Stiffness: The resistance of an elastic body to deflection by an applied force. Stiffness is important when maintaining shape is crucial to performance, for example, an aircraft wing.
Toughness: The ability of a material to resist the propagation of cracks. It is good for resisting the high impact of other objects, e.g., a hammer.
Ductility: The ability of a material to be drawn or extruded into a wire or other extended shape. Ductility is important when metals are extruded (not to be confused with malleability, the ability to be shaped plastically).
Malleability: The ability for materials to be shaped easily. The property of a substance that makes it capable of being extended or shaped by hammering or by pressure from rollers.
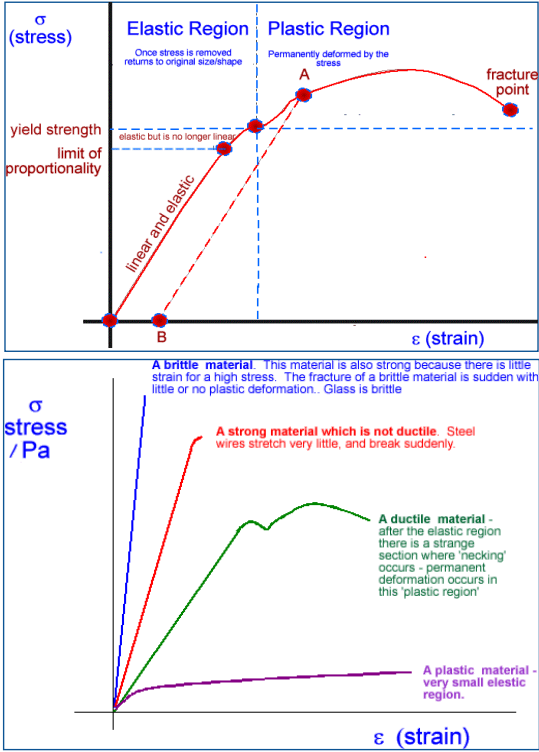
Young's Modulus
Also known as the tensile modulus or elastic modulus, Young's Modulus is a measure of the stiffness of an elastic material and is a quantity used to characterize materials. It is defined as the ratio of the stress (force per unit area) along an axis to the strain (ratio of deformation over initial length) along that axis in the range of stress.
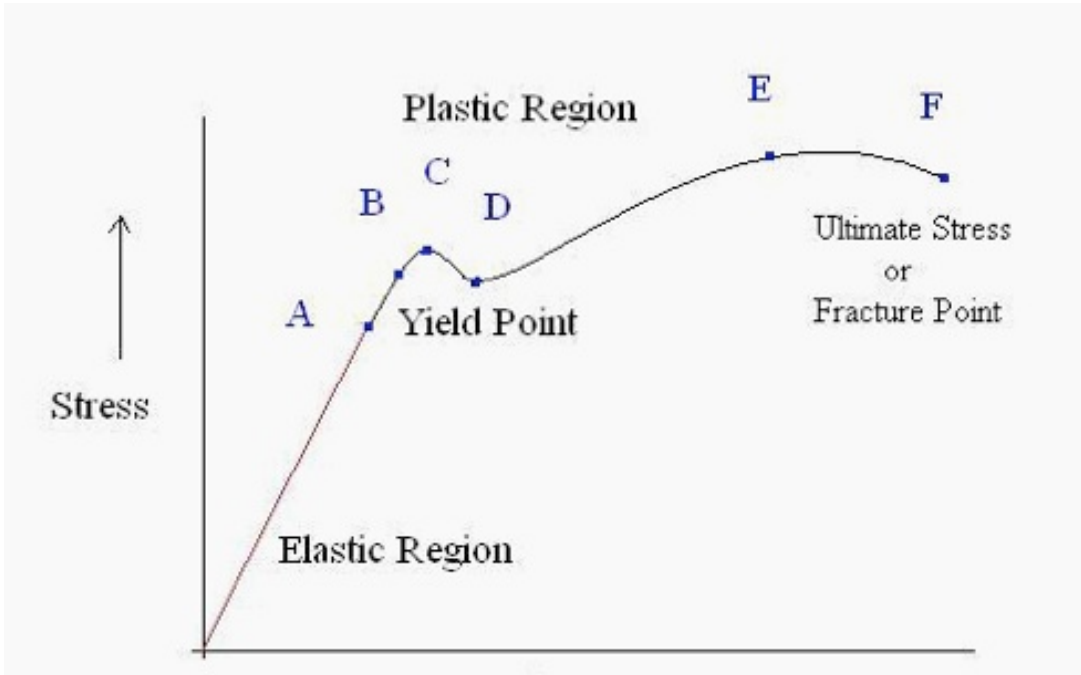
Stress-Strain Diagram
The diagram illustrates the relationship between stress and strain for a material under tension.
Key Points:
Stress = Force / Cross Sectional Area
Strain = Change in Length / Original Length
Regions and Points:
Elastic Region: The straight-line region from point A to the yield point where the material can regain its original shape after the removal of the load. The stress and strain are directly proportional in this region.
Yield Point (Point B): The point beyond which the material will not return to its original shape. This marks the transition from elastic to plastic deformation.
Plastic Region: The region beyond the yield point where the material undergoes permanent deformation.
Ultimate Stress or Fracture Point: The point at which the material ultimately fails and breaks apart.
Additional Information:
The line between points A and C is not straight. In this region, strain increases faster than stress, indicating that the material will change in length faster at these points than at any other point.
At this point C the cross-sectional area of the material starts decreasing. At point D the workpiece changes its length with a little or without any increase in stress up to point E.
Point F is called the ultimate stress point or fracture point. A material is considered to have completely failed once it reaches the ultimate stress.
Measuring when a material reaches its Yield Point is called the Young’s Modulus.
Aesthetic characteristics
Some aesthetic characteristics are only relevant to food, while others can be applied to more than one material group. Aesthetic characteristics of products make them interesting, appealing, likable, or unattractive and are based completely on personal preferences. These personal views are affected by mood, culture, experience, activation of the senses, values, beliefs, etc. They are very difficult to quantify scientifically and people's reactions to taste, smell, appearance, and texture are very different.
Definitions
Taste - The ability to detect the flavour of substances such as food and poisons.
Smell - The ability of humans and other animals to perceive odors. Consider the scene in Ratatouille (film) where he experiences the taste of food in vibrant technicolor, think about how smells evoke memories, the smell of fresh bread when you enter a supermarket, food smells making you hungry, etc.
Appearance - Related to how something looks. What a product looks like. Is it colourful? Masculine? Feminine? Funny? Sexy? Sleek? Minimal? Clean? Busy? Etc. The appearance of a product appeals to different demographics such as age, gender, culture, ethnicity, etc. Shoppers place a large emphasis on colour, so does brand recognition, e.g., Coca-Cola.
Texture - The properties held and sensations caused by the external surface of objects received through the sense of touch. E.g., smoothness of kitchen work surfaces for reasons of hygiene, tiles around a swimming pool (i.e., roughened surface to prevent slipping when wet). Hard, Soft, Abrasive, Smooth. Wood has a grain pattern, metal has a cold texture.
Colour - Is the visual perceptual property corresponding in humans to the categories of colours.
Optical e.g., opaque, translucent, transparent
Colour e.g., Hot, Cold, Warm, Mellow, Bright, Vivid, Cool
Effects on emotions, e.g., sense of 'warmth' and 'coldness' i.e., 'warm' red/orange/yellow 'cool' violet/green/blue. The use and application of such knowledge in the designed environment, e.g., decoration, symbols, artefacts.
Smart Materials
Smart materials have one or more properties that can be dramatically altered, for example, viscosity, volume, conductivity. The property that can be altered influences the application of the smart material.
Piezoelectricity
How it works/what it can do:
Piezoelectricity is a term that is derived from the Greek meaning for piezo, squeeze or pressure where electricity is generated when piezoelectric material is deformed. The pressure acting upon the material it gives off a small electrical discharge.
Design contexts where properties of smart materials are exploited:
When a piezoelectric material is deformed, it gives off a small electrical discharge. When an electric current is passed through it, it increases in size (up to a 4% change in volume). These materials are widely used as sensors in different environments. Piezoelectric materials are used in the airbag sensor on a car as it senses the force of an impact on the car and sends an electric charge to activate the airbag.
Shape memory alloy (SMA's)
How it works/what it can do:
Metals that exhibit pseudo-elasticity and shape memory effect due to rearrangement of the molecules in the material. Pseudo-elasticity occurs without a change in temperature or electrical voltage. The load on the SMA causes molecular rearrangement, which reverses when the load is decreased and the material springs back to its original shape.
Design contexts where properties of smart materials are exploited:
They can be used to make products for durable and harder to break, i.e., glasses frames. The shape memory effect allows severe deformation of a material, which can then be returned to its original shape by heating it.
Photochromicity
How it works/what it can do:
Material that can be described as having a reversible change of colour when exposed to light. One of the most popular applications is for colour-changing sunglasses lenses, which can darken as the sun light intensifies. A chemical either on the surface of the lens or embedded within the glass reacts to ultraviolet light, which causes it to change form and therefore its light absorption spectra.
Design contexts where properties of smart materials are exploited:
Welding goggles/mask, cool tee shirts, "reactor light" sunglasses.
Magneto-rheostatic Electro-rheostatic
How it works/what it can do:
Electro-rheostatic (ER) and magneto-rheostatic (MR) materials are fluids that can undergo dramatic changes in their viscosity. They can change from a thick fluid to a solid in a fraction of a second when exposed to a magnetic (for MR materials) or electric (for ER materials) field, and the effect is reversed when the field is removed.
Design contexts where properties of smart materials are exploited:
MR fluids are being developed for use in car shock absorbers, damping washing machine vibration, prosthetic limbs, exercise equipment and surface polishing of machine parts. ER fluids have mainly been developed for use in clutches and valves, as well as engine mounts designed to reduce noise and vibration in vehicles.
Thermoelectricity
How it works/what it can do:
Thermoelectricity is, at its simplest, electricity produced directly from heat. It involves the joining of two dissimilar conductors that, when heated, produce a direct current. Thermoelectricity circuits have been used in remote areas and space probes to power radio transmitters and receivers.
Design contexts where properties of smart materials are exploited:
Nest was co-founded by former Apple engineers Fadell and Rogers in 2010 and foray into the home and household monitoring devices. The temperature monitors uses thermocouples to drive a thermal signal to provide data. The products form part of the interface to create smart systems that are remotely driven through smartphone apps.
4.2a Metals and metallic alloys
Extracting metal from ore
The Earth's crust contains metals and metal compounds such as gold, iron oxide, and aluminium oxide, but when found in the Earth, these are often mixed with other substances. To be useful, the metals have to be extracted from whatever they are mixed with.
A metal ore is a rock containing a metal, or a metal compound, in a high enough concentration to make it economic to extract the metal. The method used to extract metals from the ore in which they are found depends on their reactivity. For example, reactive metals such as aluminium are extracted by electrolysis, while a less-reactive metal such as iron may be extracted by reduction with carbon or carbon monoxide. Thus the method of extraction of a metal from its ore depends on the metal's position in the reactivity series:
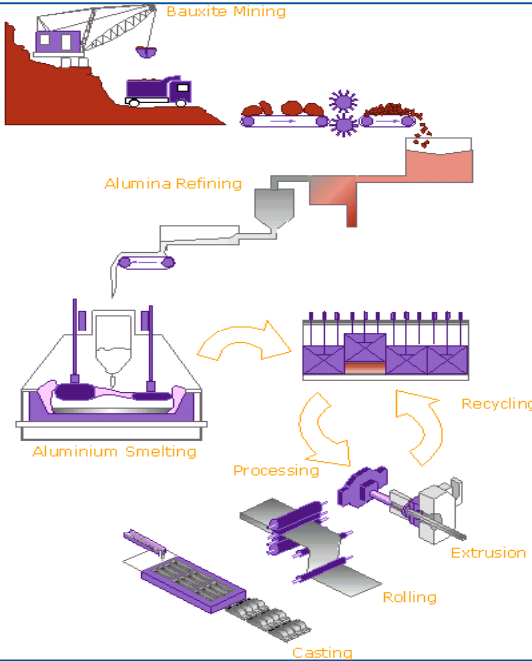
Aluminium Extraction
Aluminium ore, most commonly bauxite, is plentiful and occurs mainly in tropical and sub-tropical areas. Bauxite is refined into aluminium oxide trihydrate (alumina) and then electrolytically reduced into metallic aluminium.
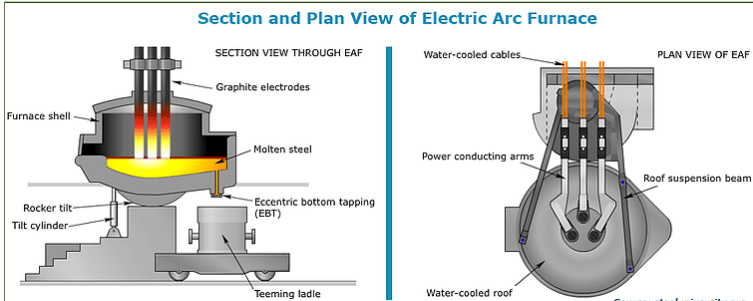
Steel
Blast Furnace using oxygen furnace and the electric arc furnace contribute to high rates of steel reusability.
Grain size
Metals are crystalline structures comprised of individual grains. The grain size can vary and be determined by heat treatment, particularly how quickly a metal is cooled. Quick cooling results in small grains, slow cooling results in large grains. Grain size in metals can affect the density, tensile strength, and flexibility.
The smaller the grains in the metal, the higher density the metal is. Higher density means lower flexibility and sometimes tensile strength. The tensile strength and flexibility will also depend on how the metal is tempered normally. The rate of cooling and the amount of impurities in the molten metal will affect its grain size:
Gradual cooling – a few crystals are formed – large grain size
Rapid cooling – many crystals are formed – small grain size
Reheating a solid metal/alloy allows the grain structure to re-align itself.
Directional cooling in a structure is achieved by selectively cooling one area of a solid.
The effect of impurities (or additives) in a molten metal can induce a large number of fine grains that will give a stronger and harder metal. This addition must be carefully controlled as too many impurities may cause an accumulation at the grain boundaries, which will weaken the material.
Modifying physical properties by alloying, work hardening and tempering
Alloying is an alloy is a mixture of two elements, of which one is at least a metal:
e.g., Carbon and Iron is Steel. Copper and Zinc (two metals) create Brass
Adding in different (materials) to metals to ultimately create a harder and strong metal.
Work hardening or cold working is the strengthening of a metal by plastic deformation. As the name suggests the metal becomes harder after the process. The metal is not heated at all. The process involves the metal passing through a set of rollers to reduce its thickness, (compressed) grains are deformed. The shape is changed, but the volume remains constant. The defects of these structures reduce the ability for crystals to move within the metal structure, becoming more resistant to more deformation as they recrystallize.
Processes include:
rolling
bending
shearing
drawing
Annealing is a heat treatment that alters the physical and sometimes chemical properties of a material to increase its ductility and to make it more workable. It involves heating, maintaining a suitable temperature, and then cooling by slowly reducing the temperature over time. Annealing is softening the metal after work hardening.
Case Hardening is hardening area processes in which the surface of the steel is heated to high temperatures (by direct application of a flame or by induction heating) then cooled rapidly, generally using water; this creates a surface of martensite on the surface. Improves hardness on the surface or case of the material while keeping the core untouched and so still processes properties such as flexibility and is still relatively soft.
Tempering is a process of heat treating, which is used to increase the toughness of metals containing iron. Tempering is usually performed after hardening, to reduce some of the excess hardness, and is done by heating the metal for a certain period of time, then allowed to cool in still air. Tempering is reducing brittleness after quenching.
Superalloys
Design criteria for superalloys:
Excellent mechanical strength and creep resistance at high temperatures
Corrosion and oxidation resistance
Creep Resistance:
Creep is the gradual extension of a material under constant force. Dependant on temperature and load.
Creep occurs as a result of thermal vibrations of the lattice. Can result in fracture of materials, superalloys to development of cavities in the material.
Oxidation Resistance:
Presence of other metals such as chromium ensures that a tight oxide film is formed on the surface.
This restricts access of oxygen to the metal surface so that the rate of oxidation is heavily reduced.
Applications of Superalloys:
Nickel-Based Alloy
Jet Engine Components (Turbine blades operate at high temperature and under extreme stress conditions. In operation, they will glow red hot; however, they must be creep resistant, fatigue, and corrosion resistant.)
Recovery and disposal of metals and metallic alloys
Car bodies and steel reinforcing recovered from concrete can be recycled into new steel.
Modern technologies are causing a significant problem:
20 million to 50 million tonnes of e-waste.
New recycling schemes directed specifically for e-waste:
Example: Samsung Washing Machine where broken parts can be taken apart and replaced with a new one.
Aluminium recycling is a huge advantage as the extraction process is so expensive/damaging to the environment; therefore, we should encourage aluminium recycling.
Classification and Types of Metals
Ferrous Metals:
Steel:
Properties: Poor corrosion resistance, tough, ductile, malleable, good tensile strength, recyclable, and relatively cheap.
Example products: Surgical tools, screws, nails, kitchen utensils, and general-purpose engineering items.
Iron:
Properties: Very ductile, strong, malleable, and long-lasting.
Example products: Basic machinery, tools, building structures, and manufacturing components of cars and automobiles.
Stainless Steel:
Properties: High initial cost, difficult to fabricate, and challenging to weld due to high carbon content.
Example products: Pipes, cutlery, and aircraft components.
Non-Ferrous Metals:
Aluminium:
Properties: Lightweight, easily worked, malleable, soft, conducts heat and electricity, and corrosion-resistant.
Example products: Aircraft manufacture, window frames, and some kitchenware.
Copper:
Properties: Conducts heat and electricity, corrosion-resistant, tough, and ductile.
Example products: Wiring, tubing, and pipework.
Tin:
Properties: Soft and corrosion-resistant.
Example products: Tin cans.
Zinc:
Properties: Forms a layer of oxide for anti-corrosion, and easily worked.
Example products: Used to make brass, steel coating (galvanizing), tanks, and anti-rust applications.
Brass:
Properties: Very corrosive, tarnishes, and conducts electricity well.
Example products: Ornamental purposes and within electrical fittings.
4.2b Timber
Characteristics of Natural Timber
Natural Timber:
Timber used directly from the tree after being seasoned (a controlled drying process). It is a composite material made up of cellulose (wood fibers) and lignin.
Greater tensile strength along the grain (fiber) than across the grain (matrix).
Classification:
Softwood:
Comes from coniferous trees with needles kept year-round.
Hardwood:
Comes from deciduous trees with broad leaves that often shed annually.
Global Distribution:
Temperate Forests: Between the tropics and polar areas, mainly in the northern hemisphere. Both hardwoods and softwoods grow.
Tropical Forests: Regions between the two tropics, generally only hardwoods are found.
Seasoning of Timber
Two types of seasoning: Artificial (Kiln) or Natural.
1. Air Seasoning:
Advantages:
No expensive equipment needed.
Small labor cost once stack is made.
Environmentally friendly, uses little energy.
Disadvantages:
Takes longer than kiln seasoning.
Requires large space.
Not always effective in modern, centrally heated buildings.
2. Kiln Seasoning:
Advantages:
Kills insects.
Precise moisture control.
Faster drying.
Achieves lower moisture content.
Defects controlled.
Disadvantages:
Expensive.
Weaker timber compared to air seasoning.
Requires skilled supervision.
High energy use.
Conversion of Timber
After felling/cutting down a tree and taking it to a sawmill:
Timber is seasoned.
Once dried, it is cut into smaller sections.
Conversion Methods:
Quartered conversion (showing two different cuts: radial boards)
Through and through conversion (tangential and radial boards)
Tangential cuts (tangent to the heart)
Bowed heart
Faults with Natural Timber
Natural woods are susceptible to movements such as:
Splitting
Cupping
Warping
Bowing
These movements can render the wood unusable.
Knots:
Formed where branches grow from the main trunk or where the bud was formed.
Can weaken timber but may be used for aesthetic purposes.
Characteristics of Natural Timber: Hardwood
Hardwood trees are mostly deciduous and characterized by broad or large area leaves.
They bear fruit such as nuts, seeds, or acorns.
Hardwood trees can take 100 years to mature.
Tropical hardwoods are not classified as deciduous but as angiosperms with similar mechanical properties of strength, hardness, and durability.
Higher density and hardness compared to softwoods.
Aesthetics of hardwoods make them desirable and often used in high-quality furniture.
Hardwoods are more fibrous and compact, leading to greater strength.
Hardwood Examples:
Beech
Colour/Texture: Light color, fine texture, straight grain.
Uses: Furniture, children's toys, tool handles. Can be steam bent and laminates well.
Teak
Colour/Texture: Golden brown, durable, highly resistant to moisture with natural oils.
Uses: High-quality furniture, outdoor furniture.
Oak
Colour/Texture: Light color, open grain, very strong, classy when treated.
Uses: Furniture, flooring, barrels.
Mahogany
Colour/Texture: Reddish-brown, easy to work with, expensive.
Uses: High-quality furniture, musical instruments.
Characteristics of Natural Timber: Softwood
Softwoods come from coniferous trees, which are evergreen, needle-leaved, cone-bearing trees such as cedar, fir, and pine.
Softwoods are often used in various construction applications and can be easier to work with compared to hardwoods.
Types and Characteristics:
Scots Pine
Colour/Texture: Light in color, straight-grained, but knotty.
Uses: DIY projects, cheap quality furniture, constructional work, simple joinery. Fairly strong and easy to work with.
Spruce
Colour/Texture: Creamy-white, small hard knots, not very durable.
Uses: Indoor work, without exposure to harsh elements. Commonly used in bedrooms and kitchens.
European Redwood
Colour/Texture: Quite strong, lots of knots, durable when preserved.
Uses: General woodwork, cupboards, shelves, roofs.
General Characteristics:
Softwoods can sometimes be harder than hardwoods. For example, Douglas Fir has higher tensile and compressive strength than many hardwoods.
Technically a hardwood, balsa wood, has mechanical weakness, low tensile strength, low hardness, and lacks toughness.
Aesthetics: Softwoods like pine are very resinous, causing resin to leak out of the timber. This resin can be sticky and messy and often appear on painted surfaces, creating a bad stain.
Exposure to sunlight can cause pine to change color, generally to a pale yellow with brown streaks.
Softwoods are prone to decaying, warping, bowing, cupping, and splitting.
Made up of tube-like cells, making them less dense and more prone to water damage if the end grain is exposed. The timber absorbs water like a sponge.
Characteristics of Man-Made Timbers
Man-made timbers are composite products that use wood lengths, fibers, and veneers, combined with an adhesive binder under heat and pressure to produce a product.
These materials offer high tensile strength, resistance to damp environments, longevity, and aesthetic properties.
Types and Characteristics:
MDF (Medium Density Fiberboard)
Properties: Smooth, even surface that can be easily machined and painted or stained. Available in water and fire-resistant forms.
Uses: Mainly for furniture and interior paneling due to its easy machining qualities. Often veneered or painted.
Plywood
Properties: A very strong board constructed of layers of veneer glued at 90 degrees to each other.
Uses: A strong board used in various construction applications due to its strength and stability.
Chipboard/Particleboard
Properties: Made from wood chips glued together, usually veneered or covered in plastic laminate.
Uses: Used for general furniture, especially where it will be covered, such as countertops and shelves.
Advantages and Disadvantages of Man-Made Timbers:
Advantages:
Availability in Large Sheets: Typically available in large flat sheets (2440 x 1220mm), making them useful for large pieces of furniture without having to join pieces together.
Good Dimensional Stability: Man-made boards do not warp as much as natural timber.
Decorative Options: Can be decorated in various ways, such as with veneers or paint.
Flexibility: Sheets of plywood and MDF are flexible and easy to bend over formers for laminating.
Use of Waste Wood: Waste from wood production can be used to make MDF, chipboard, and hardboard.
Disadvantages:
Tool Wear: Sharp tools are required when cutting manufactured boards, and tools can become easily blunted.
Joining Difficulty: It is difficult to join man-made boards using traditional construction methods, as traditional woodwork construction joints (e.g., finger or dovetail joints) cannot be used.
Flatness Issues: Thin sheets do not stay flat and will bow unless supported.
Health Hazards: Cutting and sanding some types of boards generate hazardous dust particles.
Edge Treatment: Edges must be treated and covered to hide unsightly edges and to stop water ingress. This process is called concealing edges, which helps to create an appearance similar to a solid piece of timber.
Treating and Finishing Timbers
Timber treatments and finishes are used to protect, enhance, and improve the mechanical properties of timber.
Timber Treatments:
Purpose: To improve the timber's resistance to attack and enhance its durability to a level suitable for its intended use.
Types of Attacks:
Wood Destroying Fungi: Results from moisture.
Wood Destroying Insects: Borers, white ants.
Examples: Wood preservers, creosote, stain preservers.
Timber Finishes:
Purpose: Applied to the surface of the timber to achieve aesthetics and/or functional protection.
Aesthetics: To improve the material's natural beauty.
Function: To protect from environmental impact, heat, moisture.
Process: Finished timber requires sanding with abrasive paper to close up the grain, leaving smaller gaps.
Examples: Varnish/Estapol, finishing oil, wood wax.
Timber is seasoned as part of its preparation for commercial use. This process reduces the moisture content so that it becomes workable. The remaining moisture, albeit small, means that the wood never really stabilizes and continues to swell and shrink with humidity and temperature variations.
Recovery and Disposal of Timbers
Reforestation:
Definition: The process of restoring tree cover to areas where woodlands or forests once existed.
Importance: Necessary to maintain a sustainable forest industry and prevent deforestation.
Wood Recycling:
Process: Turning waste timber into usable products.
History: Popularized in the early 1990s due to concerns about deforestation and climate change.
Benefits: Environmentally friendly form of timber production.
Prevalence: Common in countries like the UK, Australia, and New Zealand, where supplies of old wooden structures are plentiful.
Products: Recycled timber can be chipped into wood chips for power homes or power plants.
Uses for Recycled Waste Wood:
Products: Traditional feedstock for the panel board industry, animal beddings, equestrian and landscaping surfaces, play areas, and filter beds.
4.2c Glass
Characteristics of Glass
Glass is a hard, brittle, and typically transparent amorphous solid made by rapidly cooling a fusion of sand, soda, and lime.
Amorphous: Glass is an amorphous substance (a solid that is not crystalline) made primarily of silica fused at high temperatures with borates or phosphates.
Transparency: Allows light to be transmitted with minimal scattering, allowing a clear view through the material.
Chemically Inert: Lacks reactivity with other materials.
Non-toxic: Does not produce toxic breakdown products.
Brittle: Breaks into numerous sharp shards.
Biocompatibility: Continues the health of a biological environment.
Hardness: Scratch-resistant.
Aesthetic Appeal: Favourable in terms of appearance.
Electrical Insulator: Reduces the transmission of electric charge.
Cheap: Abundance of material and high-volume production in comparison to production cost.
Applications of Glass
Laminated Glass: Consists of two thin sheets of glass with an interlayer of plastic in between. It is very strong and retains shards of glass when cracked. Used in iPhone glass covers, car windshields, architectural uses, bulletproof windows.
Toughened or Tempered Glass: The outer face of the glass is in compression, and the inner side of the glass is in tension. When it shatters, it breaks into small pieces. Used for furniture like staircases and floors, and in architectural use.
Soda Glass: Has poor thermal shock (shatters when hot water is put in glass), expands quickly, is cheap to produce, and is used in drinking bottles.
Pyrex: Slow expansion/contraction, and used for cooking, test tubes, thermometers, and oven doors.
Gorilla Glass: A brand of specialized toughened glass developed and manufactured by Corning for use in mobile devices. It is designed to be thin, light, and damage-resistant.
Recovery and Disposal of Glass
Faulty and broken glass products are broken up (cullet) and reused by mixing with virgin materials to make a batch. This saves energy and also materials (virgin).
Glass does not degrade in quality in the process, so it can be repeated several times. There is very little wastage during manufacture.
Glass is 100% recyclable and can be recycled endlessly without loss of purity or quality.
4.2d Plastics
Raw Materials for Plastics
Natural Plastics
Naturally occurring materials that can be shaped and molded by heat.
Example: Amber, a form of fossilized pine tree resin, used in jewelry manufacture.
Semi-synthetic Plastics
Made from naturally occurring materials that have been modified or changed by mixing other materials with them.
Example: Celluloid, a reaction of cellulose fiber and acetic acid used to make cinema film.
Synthetic Plastics
Derived from breaking down or "cracking" carbon-based materials such as crude oil, coal, or gas.
Involve chemical changes in structure, usually produced in petrochemical refineries under heat and pressure.
Example: Most present-day, commonly occurring plastics.
Raw Materials for Plastics
Modern plastics are derived from natural materials such as crude oil, coal, and natural gas, with crude oil remaining the most important raw material.
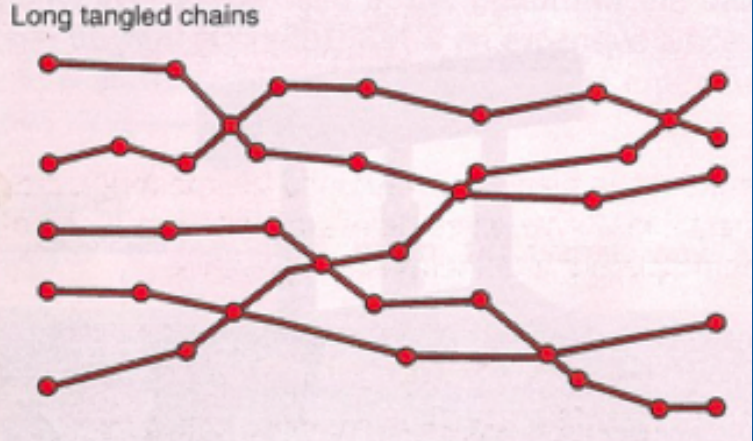
Polymers are substances made from many molecules formed into long chains.
Differences in chain bonding cause different properties in various types of polymers.
Structure of Thermoplastics
Thermoplastics are linear chain molecules with weak secondary bonds between the chains.
These secondary bonds are weak forces of attraction.
Thermoplastics can be heated and reformed because their polymer chains do not form cross-links, allowing the chains to move freely each time the plastics are heated.
Thermoplastics: Properties and Applications
Polypropylene (PP)
Properties: Light, hard, tough, impact-resistant, good chemical resistance, can be sterilized, resistant to work fatigue.
Applications: Used for medical and laboratory equipment, containers, chairs.
Polyethylene (PE)
Properties: Tough, resistant to chemicals, soft and flexible, good electrical insulator.
Applications: Widely used in various applications due to its versatility and flexibility.
HIPS (High Impact Polystyrene)
Properties: Tough, high impact strength, rigid, good electrical insulator.
Applications: Commonly used in applications requiring durability and rigidity.
ABS (Acrylonitrile Butadiene Styrene)
Properties: High impact strength, tough, scratch-resistant, lightweight, durable, good resistance to chemicals, good electrical insulator.
Applications: Kitchenware, GoPro camera cases, toys (Lego).
PET (Polyethylene Terephthalate)
Properties: Chemical resistance, high impact resistance, tough, high tensile strength, durable, excellent water and moisture barrier.
Applications: Plastic drinking bottles.
PVC (Polyvinyl Chloride)
Properties: Good chemical resistance, weather-resistant, lightweight, good electrical insulator, stiff, hard, tough, waterproof, durable.
Applications: Pipes, rainwater pipes and guttering, window frames and fascias, electrical cable insulation.
Structure of Thermosetting Plastics
Thermosets are linear chain molecules but with strong primary bonds between adjacent polymer chains (or cross-links).
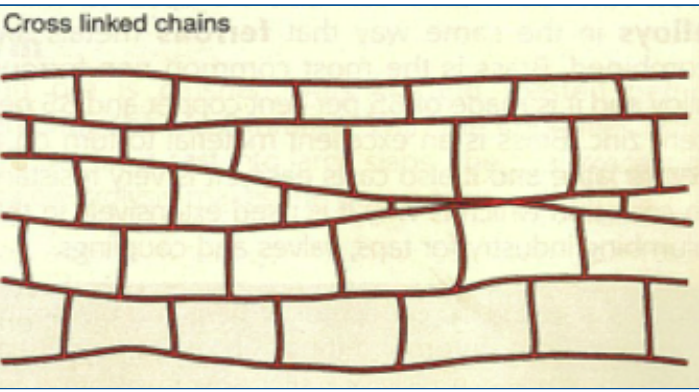
On first heating, the polymer softens and can be molded into shape under pressure. However, the heat triggers a chemical reaction in which the molecules become permanently locked together. As a result, the polymer becomes permanently 'set' and cannot be softened again by heating. Examples of thermosetting plastics are polyurethane, urea formaldehyde, melamine resin, and epoxy resin.
Material: Polyurethane
Properties:
Strong electrical insulator (resistance)
Good tensile and compressive strength
Good thermal resistance
Can be fairly hard and tough
Can be easily bonded
Can be flexible and elastic
Applications:
Wheels
Foam
Varnish
Paint and glue
Material: Urea-formaldehyde
Properties:
High tensile (tension) strength
High heat distortion temperatures
Low water absorption
High surface hardness
Weight/volume resistance
Applications:
Tableware
Worktop laminates
Buttons
Electrical casings
Material: Melamine Resin
Properties:
High electrical resistivity
Very low thermal conductivity / high heat resistance
Hard / solid
Scratch resistant
Stain resistant
Available in a range of thicknesses and sizes
Applications:
Kitchen utensils plates
Camping bowls (not microwave safe)
Kitchen utensils and plates
Laminated benchtops
Material: Epoxy Resin
Properties:
Tough
Chemical resistance (also water)
Fatigue and mechanical strength (tensile strength and compressive strength)
Electrical insulation
Temperature resistant (maintains form and strength, though some are vulnerable to light)
Can be used on metal (the adhesive)
Applications:
Construction of aircraft boats and cars
Also used in electrical circuits and general purpose adhesive
With glass reinforced plastics
Temperature and Recycling Thermoplastics and Thermoset Plastics
Thermoplastics soften when heated and harden and strengthen after cooling.
Thermoplastics can be heated, shaped, and cooled as often as necessary without causing a chemical change, while thermosetting plastics will burn when heated after the initial molding.
The non-reversible effect of temperature on a thermoset contributes to it not being able to be recycled. Heating increases the number of permanent cross-links and so hardens the plastic, so therefore it cannot be recycled.
Recovery and Disposal of Plastics
Thermoplastics:
Heat, Reshape, Cool
Thermosetting Plastics:
Landfill, Incinerate
Biodegradable Plastics:
Bury in the ground, Landfill
Nearly all types of plastics can be recycled, however, the extent to which they are recycled depends upon technical, economic, and logistic factors. As a valuable and finite resource, the optimum recovery route for most plastic items at the 'end-of-life' is to be recycled, preferably back into a product that can then be recycled again and again, and so on. The UK uses over 5 million tonnes of plastic each year, of which an estimated 24% is currently being recovered or recycled.
Recycling
Turning waste into a new substance or product. Includes composting if it meets quality protocols.
Provides a sustainable source of raw materials to industry
Greatly reduces the environmental impact of plastic-rich products which give off harmful pollutants in manufacture and when incinerated
Minimizes the amount of plastic being sent to landfill sites
Avoids the consumption of the Earth's oil stocks
Consumes less energy than producing new, virgin polymers
Encourages a sustainable lifestyle among children and young adults
Bioplastics
To reduce the problems of disposing of plastics, they can be designed to be biodegradable, known as bioplastics. These are plastics derived from renewable sources, such as vegetable fats and oils, corn starch, pea starch, or microbiota. Production of oil-based plastics tends to require more fossil fuels and to produce more greenhouse gases than the production of biobased polymers (bioplastics).
Some, but not all, bioplastics are designed to biodegrade. Biodegradable bioplastics can break down in either anaerobic or aerobic environments, depending on how they are manufactured. Bioplastics can be composed of starches, cellulose, biopolymers, and a variety of other materials.
4.2e Textiles
Raw Materials for Textiles
Fibres can be classified as being from a natural or synthetic source. A fibre is an elongated hair-like strand or continuous filament. The length exceeds more than 200 times the diameter.
Wool, linen, and cotton are short fibres, silk is a long continuous filament fibre.
Fibres can be twisted using the spinning process and converted into yarn or fibres can be used in their raw form and manufactured to create felt.
Consider absorbency, strength, elasticity, and the effect of temperature.
Manufactured from fibres, the origin can be subdivided into two sections:
Natural (organic)
Either a plant or animal origin
Examples: cotton, linen, wool, and silk
Synthetic (man-made)
Created by chemical processes
Polymer-based from oil and coal, others are from glass, metal, ceramic, and carbon
Properties of Natural Fibres
Properties of wool, cotton, and silk and design contexts in which different types of textiles are used:
Originates from plants, animals, and minerals
Are usually short fibres (staple fibres)
Can absorb moisture (e.g., sweat from skin) therefore fabrics are 'breathable'
Flammable, easy to dye, poor resilience, good conductor of electricity
Sources include cotton, wool, linen, and silk
Fibres from Plants
Cotton: Can be cool or warm to wear as fibres trap air, reducing convective heat loss. It is durable, creases easily, absorbent, dries slowly.
Linen: Stiffer handle, dries quickly, durable, very absorbent
Fibres from Animals
Wool: Absorbent, dries slowly, warm to wear, not durable
Silk: Absorbent, durable, warm to wear, soft handle
Examples of Natural Fibres
Wool
Origin: Sheep fleece, goats, alpacas, camels
End Uses: Good insulator that traps air; used in sweaters, blankets, socks, tailored suits, etc.
Cotton
Origin: Cotton boll plant
End Uses: Highly absorbent; used in nightwear, summer clothes, shirts, underwear, jeans, bedsheets, socks, towels, etc.
Silk
Origin: Silk cocoon
End Uses: High lustre; used in evening dresses, nightwear, ties, cushions, wedding dresses, etc.
Properties of Synthetic Fibres
Man-made fibres (usually from chemical resources)
Fibres produced are long and much smoother
Most are thermoplastic and will soften and harden when exposed to heat
Have low affinity for moisture, creating less 'breathable' fabrics
Sources include viscose, acrylic, nylon, and polyester
Examples of Synthetic Fibres
Nylon
End Uses: Rope, fishing filament, seatbelts, parachutes, luggage, conveyor belts, outerwear, tents
Polyester (Dacron)
End Uses: Outerwear, combined with other fibres to improve crease resistance, sportswear, hoses, sails, auto upholstery, carpets
Lycra (Spandex)
End Uses: Sportswear, combined with other fibres to improve stretch, disposable diaper, underwear
Conversion of Fibres to Yarns
In the beginning, the strands are a tangle of loose fibres
Natural fibres, except silk, will be in different lengths to symbolize the maturity of growth
Natural fibres also require cleaning and refining, and some mixing in order to homogenize the batch
The fibres are then slightly twisted and thinned out in order to produce sufficient strength for handling
Wrapping fibres around each other increases strength
The process is repeated, while lengthening the yarn
Several fibres are then called a 'single' (single strand of yarn)
Conversion of Yarns into Fabrics: Weaving, Knitting, Lacemaking, and Felting
Weaving: Undertaken on a machine called a loom with two distinct styles of thread which are interlaced together to form a fabric. Warp and weft yarns are threaded on a loom with a piece of cloth and the weft runs across from side to side.
There are different kinds and ways to produce a weave; for example, a twill weave is by alternately passing under and over one.
Knitting: Process of forming fabrics by looping a single thread (by hand with slender wires or a machine provided with knotted needles).
Made by making knots; however, the destruction of one loop threatens the destruction of the entire web, unless the meshes are reunited (because of the interlocking nature of the yarn in knitted fabrics).
Advantages include fabric can stretch, low stress on the yarn, large number of stitches per area available.
Lacemaking: Lace-work is a stitched fabric patterned with holes, and is now commonly made from cotton.
It is made by hand with a needle (called needlepoint lace) or by machines using a pin, pillow, or cushion, hence called 'pillow lace', or by a machine called a 'braid lace'.
Threads are looped, plaited, braided, and twisted together, and then backed by additional threads on an open framework.
Felting: Felt is made from animal fibres (sheep's wool, rabbit fur); however, today it can be made from man-made fibres (viscose).
The felt-making process is dependent on the kinks in the fibres and the irregularities in the surface (to see if the fibres are able to interlock together). Good wools have scales that are perfect and numerous, while inferior ones have fewer serrations (jagged edges) and are less perfect in structure.
(From wool) progressively depositing layers of cleaned and combed fibers into a large tray, each 90 degrees from each other.
Hot soapy water assists with lubrication and reduces friction, allowing the fibres to move and entangle in the scales on the fibre surface.
They then bond to form a cloth.
(Alternative) Needle felting involves combining fibres using special felting needles.
Recovery and Disposal of Textiles
Many items of clothing are manufactured and produced in developing countries. Often working conditions that many people experience who do a repetitive, low-skilled job.
Other ethical issues connected to the production and manufacture of textiles are linked to environmental issues, chemical dyes, washing, finishes, use of pesticides to grow the crops, and land usage for growing the crops and grazing for the animals.
Development of new textiles and other related technologies needs to consider the sustainability issues such as recycling and disposal.
Wastage from textiles may be categorized as either pre- or post-consumer. Pre-consumer textile waste is mostly formed of materials that are generated as by-products of production processes. Post-consumer waste mentions to clothing or household textiles that are reused or recycled instead of being disposed.
Recycling involves the reprocessing of used materials (clothing, fabric scraps, etc.) and waste from the manufacturing process.
Once all of the materials are collected, cleaned, and sorted, recyclable textile may be processed; first mechanically where the fibres are separated before being re-spinned into yarn or chemically through repolymerizing fibres to again spin into yarn.
With waste reduction, reuse, and recycling results in: Lowering purchase prices, reducing use of virgin materials, reducing disposal costs and landfill, generating less air and water pollution, keeping materials out of the waste stream, and preserving the 'embodied energy' used in manufacturing.
4.2f Composites
Composite Materials
Composite materials (also called composition materials or shortened to composites) are materials made from two or more constituent materials with significantly different physical or chemical properties, that when combined, produce a material with characteristics different from the individual components.
The individual components remain separate and distinct within the finished structure.
The new material may be preferred for many reasons: common examples include materials which are stronger, lighter or less expensive when compared to traditional materials. One material acts as the matrix, which can be in the form of fibres, sheets or particles with the other as the bonding agent.
Advantages:
High strength-to-weight ratio
High tensile strength
Weave of the cloth can be chosen to maximise strength and stiffness of the final component
Can be woven in different patterns to create aesthetically pleasing surface patterns
Disadvantages:
Very expensive
Requires specialist manufacturing facilities
Weaken when compressed, squashed, distorted, or subject to a high shock or impact
Small air bubbles or imperfections of the matrix will cause weak spots and reduce the overall strength
Fibres/Sheets/Particles: Textiles, Glass, Plastics, and Carbon
Laminar: Consists of two or more layers of material bonded together usually with an adhesive to form a new composite material with improved properties. The most commonly recognized laminar material is plywood.
Plywood
Manufactured from an uneven number of plies
Application where high quality, high strength, large sheet material is required
It is resistant to cracking, breaking, shrinkage, twisting, and warping
Can be used as an engineering material for architecture or lightweight stressed skin applications (marine and aviation environments)
Laminated Glass
Consists of a sandwich of two layers of glass and a polymer interlayer of Polyvinyl butyral (PVB) joined under heat and pressure in a furnace called an autoclave
When broken the PVB interlayer holds the pieces of glass together (safer) avoiding the release of otherwise dangerous shards of glass
The fracture produces a pattern of radial and concentric cracks (spider-web pattern)
Used for car windscreens
Laminar Composites
Laminates of different material joined together in a sandwich structure
Consists of a layer of thin or bidirectional fibres or metal sheet held apart by a lightweight core (foam or honeycomb-style structure)
Fibre-reinforced
Particle reinforced
Processes: Weaving, Moulding, Pultrusion, and Lamination
Weaving:
To form (fabric or a fabric item) by interlacing long threads passing in one direction with others at a right angle to them.
Molding:
Similar to injection molding, using a mix of materials. Or put under high pressure.
Pultrusion:
A continuous molding process whereby reinforcing fibers are saturated with a liquid polymer resin and then carefully formed and pulled through a heated die to form a part.
Lamination:
One of the early materials that was used as part of a lamination process was called Formica. Formica originally consisted of layers of fabric bound together with resin; later, it was made with thick pieces of paper laminated together. This toughly resistant substrate could resist heat and abrasion, while the paper opened up a wealth of possibilities for printing colors and patterns, which proved key to its success.
Spray-up:
Spray-up is carried out on an open mold, where both the resin and reinforcements are sprayed directly onto the mold. The resin and glass may be applied separately or simultaneously ("chopped" in a combined stream from a chopper gun). Workers roll out the spray-up to compact the laminate. Wood, foam, or other core material may then be added, and a secondary spray-up layer embeds the core between the laminates (sandwich construction). The part is then cured, cooled, and removed from the reusable mold.
Composition and Structure of Composites
Matrix Materials: Thermoplastics, thermosetting plastics, ceramics, metals
Design Contexts in which Composite Materials are Used
Concrete
Composition: Sand, concrete, aggregate, and water mixed together, forming a fluid mass that is easily molded into shape. Once hardened, the cement forms a hard matrix that binds the rest of the ingredients together into a durable stone-like material.
Usage: Construction (reinforced with steel) to make strong structures.
Engineered Wood
Composition: Made by binding or fixing strands, particles, fibers, veneers of boards of wood together with adhesives or other fixing methods.
Examples:
Medium Density Fiberboard (MDF)
Particle or Chipboard
Plywood
LVL: Laminated Veneered Lumber
Usage: J-joists or beams.
Plywood
Composition: Sheet material manufactured from thin layers or "plies" of wood veneer that are glued together with adjacent layers having their wood grain rotated up to 90 degrees to one another.
Usage: Wall paneling, flooring, and furniture.
Particleboard
Composition: Also known as chipboard, an engineered wood product manufactured from wood chips, sawmill shavings, or sawdust, and a synthetic resin or other suitable binder, which is pressed and extruded. Oriented strand board, also known as flakeboard, waferboard, or chipboard, is similar but uses machined wood flakes offering more strength.
Usage: Manufacturing of furniture and cabinetry.
Kevlar
Composition: Similar to Carbon Fibre, woven into a cloth, combined with polyester resin to be molded into various complex shapes. Known for its high strength-to-weight ratio and being five times stronger than steel.
Usage:
Body protection (e.g., bullet-proof vests, body armor)
Sporting equipment (e.g., helmets, sails for windsurfing)
Automotive parts.
Carbon Reinforced Plastic (GRP)
Composition: Made from plastic and fine fibers of glass. Also known as Fiberglass. The strands are combined with resin polymers to form extremely strong and light composite material. GRP is versatile and can be molded into 3D shapes.
Usage:
Boat hulls
Canoes
Car body panels
Chemical storage tanks
Train canopies.
Laminated Veneer Lumber (LVL)
Composition: Engineered wood product that uses multiple layers of thin wood assembled with adhesives.
Usage:
Headers
Beams
Rim Board
Edge-forming material.
Advantages and Disadvantages of Composite Materials
Advantages:
Strength: Composite materials are much stronger than the original materials used. For instance, laminated glass is tougher and shatters less.
Corrosion and Chemical Resistance: Composites are highly resistant to chemicals and will not rust or corrode.
Fabrication Costs: High cost of fabrication of composites is a critical issue.
Disadvantages:
Recycling: Composites cannot be recycled easily. Most composites are thermosetting, making them hard to separate and recycle.
4.3 Scales of Production
Scales of Production
The scale of production depends on the number of products required.
Decisions on the scale of production are influenced by the volume or quantities required, types of materials used to make the products, and the type of product being manufactured.
There are also considerations of staffing, resources, and finance.
One-off Production:
Description: One-off production is where only one or a few specialist items are required. If a prototype is made, it usually forms the basis for further testing and subsequent batch or volume production.
Advantages:
Unique, high-quality products are made.
Workers are often motivated and take pride in their work.
Disadvantages:
Very labor-intensive, so selling prices are usually higher.
Production can take a long time and can be expensive as specialist tools are required.
Economies of scale are not possible, often resulting in a more expensive product.
Batch Production:
Description: Limited volume production where a set number of items are produced.
Advantages:
Since larger numbers are made, unit costs are lower.
Offers the customer some variety and choice.
Materials can be bought in bulk, so they are cheaper.
Disadvantages:
Workers are often less motivated because the work can be repetitive.
Goods have to be stored until they are sold, which can be expensive.
Mass Production:
Description: The production of large amounts of standardized products on production lines, permitting very high rates of production per worker.
Advantages:
Labor costs are usually lower/minimal.
Materials can be purchased in large quantities so they are cheaper, providing excellent bargaining power.
Large numbers of goods are produced.
Disadvantages:
Machinery is very expensive to buy and set up for production lines.
Workers are not motivated.
Not very flexible as a production line is difficult to adapt.
Production process will have to stop when repairs are made.
Continuous Flow Production:
Description: A production method used to manufacture, produce, or process materials without interruption.
Advantages and Disadvantages: Similar to mass production with the added benefit of continuous operation without the need to stop and start.
Mass Customization:
Description: A sophisticated CIM system that manufactures products to individual customer orders. The benefits of the economy of scale are gained whether the order is for a single item or thousands.
Advantages: Mass customization uses some of the techniques of mass production. For example, its output is based on a small number of platforms or core components that underlie the product. In the case of a watch, the internal mechanism is a platform to which a wide variety of personalized options can be added at later stages of production.
Disadvantages:
Complexity in manufacturing.
Requires highly flexible production systems.
4.4 Manufacturing processes
Manufacturing Techniques
Additive Techniques:
Paper-based Rapid Prototyping: Layers of paper are cut and glued together to create a 3D shape.
Laminated Object Manufacture (LOM): Layers of material are cut and glued together to create a 3D shape.
Stereolithography: Solidification of powder using 3D printing.
Wasting/Subtractive Techniques: To remove material by cutting, machining, turning, or abrading:
Cutting: Using lasers, saws, chiseling, and drilling.
Machining: Using a router or milling machine.
Turning: Using a metal or wood lathe.
Abrading: Using sanding, filing, and grinding.
Shaping Techniques: To change the shape of the material without wasting:
Moulding: Includes injection moulding and extrusion.
Thermoforming: Heating plastics and vacuum forming, or using a strip heater to heat and bend acrylic.
Laminating: Flexi-plywood by gluing layers together over a former/shaped mould.
Casting: Includes sand casting and die casting, where materials are usually solidified after being in a liquid state.
Knitting: Used for textiles.
Weaving: Used for textiles.
Joining Techniques:
Permanent:
Welding
Brazing
Soldering
Pop riveting
Temporary (non-permanent fastening):
Fastening or joining materials mechanically using screws, rivets, bolts, pins, clips, nails, press studs, and snaps.
Advantages: Ease of disassembly without damaging materials, like installing screws.
Adhering: Gluing materials together which cannot be separated once formed.
Fusing (Welding): A permanent process involving the heating of surfaces, such as metals and plastics. Not recommended for design disassembly.
4.5 Production systems
Types of Production Systems
Craft Production:
Description/Impact: This type of production makes a single, unique product from start to finish. It is labor-intensive and highly skilled, centered on manual skills. Examples include building ships, bridges, handmade crafts (furniture), and tailored clothing.
Advantages: Locally based, allowing clients to converse directly with manufacturers.
Disadvantages: This type of production is frequently slow and may require workers to have a variety of skills. It is also high in cost.
Mechanized Production:
Description/Impact: Volume production process involving machines controlled by humans.
Advantages: Less labor-intensive.
Disadvantages: Not mentioned.
Automated Production:
Automated production is the fast way of mass producing goods and services. It involves machines controlled by computers. It has several pros and cons:
Making complex decisions: Automated systems can make decisions beyond human capacity.
Speed of decision making: Automated systems can make quick decisions.
Routine, boring jobs: Many find repetitive tasks, such as working on a factory assembly line, dull and degrading, which can affect job satisfaction and maintenance of work quality.
Assembly Line Production:
A volume production process where products and components move continuously along a conveyor. Products go from one workstation to another, and components are added until the final product is assembled.
Mass Production:
The production of large amounts of standardized products on production lines, allowing very high rates of production per worker.
Labour costs are usually lower or minimal. Materials can be purchased in large quantities, providing cheaper costs and excellent bargaining power. Large numbers of goods are produced.
Machinery is very expensive to buy and set up for production lines. Workers are not motivated and not very flexible, and the production process is difficult to adapt when repairs are needed.
Mass Customization:
A sophisticated CIM (Computer-Integrated Manufacturing) system that manufactures products to individual customer orders. Benefits of economies of scale are gained whether the order is for a single item or thousands.
Provides a wide variety of personalized options at later stages of production.
Computer Numerical Control (CNC):
Refers to the computer control of machines for manufacturing complex parts in metals and other materials. Machines are controlled by a program commonly called a "G code," assigned to particular operations or processes. Codes control X, Y, and Z movements and feed speeds.
Production System Selection Criteria:
Dependent on the type of production method selected for a product. Criteria include time, labor, skills and training, health and safety, cost, type of product, maintenance, environmental impact, and quality management.
Example provided: Injection molding a product case from three parts rather than one part to make final assembly easier and quicker.
Design for Manufacture (DfM)
Design for Manufacture (DfM) means designers design specifically for the optimum use of existing manufacturing capability.
Designers need to consider designing products so they can be easily and efficiently manufactured with minimal impact on the environment.
Design for Manufacture can be a constraint on the design brief.
DfM involves Design for Process, Design for Materials, and Design for Assembly/Disassembly.
There are four aspects of DfM:
Design for Materials:
Description: This involves designing in relation to materials during processing. The selection of materials is crucial for designers. It can affect environmental impact at each stage of the product cycle, from pre-production to disposal. For example, choosing a thermoplastic may reduce environmental impact during extraction and disposal since thermoplastics are highly recyclable. Minimizing material use and using non-toxic or biodegradable alternatives can also reduce environmental impact.
Design for Process:
Description: This involves designing to enable the product to be manufactured using a specific manufacturing process, like injection molding. When designing or redesigning products, designers should consider how the manufacture of parts and components can be achieved efficiently with minimal waste. For example, injection molding is an efficient process with minimal waste produced.
Design for Assembly:
Description: This involves designing to make assembly easy at various levels, such as component to component, components into sub-assemblies, and sub-assemblies into complete products.
Design for Disassembly:
Description: This involves designing a product so that it can be easily and economically taken apart when it becomes obsolete. The components can be reused, repaired, and repurposed or recycled.
By minimizing components, assembly time can be reduced. Using standard components can decrease manufacturing time. More designers are considering how their designs can be disassembled. This means different materials can be separated for recycling, and repair or reconditioning is easier, reducing landfill waste.
4.6 Robots in automated production
Primary Characteristics of Robots
A robot is defined as an automatically controlled, reprogrammable, multipurpose manipulator programmable in three or more axes, which may be fixed in place or mobile for use in industrial automation applications.
Robots have significantly impacted the labor force by replacing skilled workers with technicians who can maintain and manage large numbers of robots.
Work Envelope
The work envelope refers to the 3D space within which a robot can operate, including its clearance and reach.
This is determined by the length of a robot’s arm and the design of its axes, contributing to its range of motion.
Robots designed with flexibility can perform various tasks, while others like gantry robots move along track systems to cover large workspaces.
Load Capacity
This refers to the weight a robot can manipulate.
Advantages and Disadvantages of Using Robotic Systems in Production
Single-task Robots:
Advantages: Reduce the chance of error, improve learnability for the operator.
Disadvantages: Expensive relative to the outcome, long process time as only single-task robots are used.
Multi-task Robots:
Advantages: Speed up manufacturing, more efficient, variable inputs and outputs.
Disadvantages: Increased chance of error.
Teams of Robots:
Advantages: Increased efficiency and versatility, necessary for holding parts during other tasks, required for production line processes.
Disadvantages: Robots may need flexibility in orientation and task identification, more complex robots may require AI for precision guidance.
Machine to Machine (M2M):
M2M refers to communication between similar devices, essential for warehouse management, remote control, telemedicine, etc.
Components: Sensors, Wi-Fi or cellular communications, autonomic computing software.
Generations of Robots
First Generation:
Simple mechanical arms performing precise motions, needing constant supervision.
Prone to producing bad outputs if misaligned or unsupervised.
Second Generation:
Equipped with sensors, capable of synchronization without constant human supervision.
Controlled by an external control unit, but still require periodic checking.
Third Generation:
Autonomous robots with their control units, capable of operating without human supervision.
Swarms of smaller robots fall into this category, functioning efficiently as a collective intelligent system.