DT THEORY
TOPIC 1 - MATERIALS:
HARDWOODS:
HARDWOOD: A hardwood is a type of wood originating from a deciduous tree, generally much more expensive than softwoods due to them taking about 100 years to mature.
➢ OAK: A very strong, hard, tough wood, good weather resistance, open grain. USES: Furniture, flooring, boat buildings, cladding, interior and exterior joinery
➢ MAHOGHANY: rich, dark red in colour, wood is expensive, contains interlocking grain, nice surface finish. USES: Indoor furniture, shop fittings and cabinets
➢ BEECH: Tough, close grained, hard, light in colour, beech is also very easy to work with. USES: Chairs, chopping boards
➢ JELUTONG: Fine texture, straight grain, easy to cut, sand and carve, brittle, white or straw coloured.
➢ BALSA: off white to pinkish colour, straight grain, low density lightweight.
SOFTWOODS:
SOFTWOODS: Wood from coniferous trees, which generally originate from fast growing trees and take 30 years to mature, making it much more abundant and cheaper.
➢ PINE TWO TYPES:
➢ PARANA PINE: Hard and straight grained, almost knot free, fairly strong and durable, expensive
➢ SCOTS PINE: A straight grained softwood, knotty, easy to work with, cheap and highly abundance
➢ REDWOOD: Strong, knotty, cheap, durable when preserved
➢ LARCH: hard, tough, attractive grain a pattern, resistant to rot when in contact with the ground
➢ CEDAR: A pale yellow colour, fine even texture, lightweight, low density, cant corrode metals
FERROUS METALS:
FERROUS METALS: metals which rust and hence contain iron.
- MILD STEEL: • Ductile and malleable, high tensile strength, tough, poor resistance to corrosion. • 0.15 -0.30% of carbon contents. • Melting temperature is 1427 degrees. • USES: nuts, bolts, washers, screws, car bodies, etc.
- CAST IRON: • Hard outer skin – brittle core, good under compression • 3.5% of carbon • Melting temp was 1149 degrees • USE: Car brake. Discs, machine parts, engine blocks, etc.
- MEDIUM CARBON STEEL: • Harder than low carbon steel • 0.3 – 0.7% carbon content • Ductile and malleable & tough. • USES: springs, gardening tools chisels
NON FERROUS METALS
NON - FERROUS METALS: metals which do not contain iron and do not rust
- ALUMINIUM: • lightweight, ductile, malleable, corrosion resistant, electrical and thermal conductor • Uses: drink cans, aircraft bodies, bike frames, window frames, saucepans, cooking utensils, etc.
- ZINC: • Low melting point, weak material • Very resistant to corrosion • Uses: a coating on screws, steel buckets and to galvanise steel.
- TIN: • Ductile, malleable, low melting point, corrosion resistant • Bright silver appearance • Uses: coating on food cans, tin foil, soft solder
- COPPER: • Good conductor, ductile, malleable, creep resistant. • Uses: plumbing electric components, cookware, etc.
ALLOYS
ALLOY: Metals made form two or more elements to achieve desirable traits such as aesthetic appearance, conductivity, strength , ductility, etc.
- DURALUMIN: • Made from copper, magnesium and manganese • Much more lightweight, ductile and harder as it is worked • Machines and casts well Can become brittle through fatigue. • Uses: aircrafts and vehicle structure, bicycle and engine parts, precision tools
- STAINLESS STEEL: • Alloy of iron, 18% chromium, 8% nickel • Tough, hard, corrosion resistant • Uses: kitchen sinks, cutlery, teapots, cookware
- BRASS: • 65% copper and 35% zinc • Good electrical and thermal conductor, low melting point, 930 degrees hence will cast well • Uses: boats, fittings, door furniture, door handles
POLYMERS:
Thermoplastic: can be heated and shaped many times
Thermosetting plastic: a material which can only be heated and shaped once. When reheated they cannot soften due to the polymer chains forming rigid cross links which cannot break. THERMOPLASTIC PROPERTIES USES:
- PET Excellent barrier against atmospheric gases, tough, lightweight Drink bottles, shampoo bottles HDPE High resistance to chemicals, good barrier to water, tough and hard wearing, can be coloured Kitchenware, long life bag, buckets
- PVC Weather resistant, chemical resistant, gas impermeable, however forms HCL when broken down – toxic to environment! Hose pipes, cable insulation, seat covering
- LDPE Good resistance to chemicals, good barrier to water, flexible Detergent bottle, toy carrier bags, bin liners, food wrap film
- PP Available in translucent, good fatigue and chemical resistance, tough Folders, folio cases, food containers, medical equipment
- ACRYLIC Tough, hard, brittle, available in opaque, good chemical resistance Car light case, signs, laser cut items
- ABS Tough, hard, available in opaque Calculator casing, drain pipes
Thermosetting plastics:
- Epoxy resin ER: Rigid, clear, hard, tough, chemical resistant Uses: Adhesives, surface coatings, encapsulation of electrical components, cardiac pacemakers
- Urea formaldehyde: hard, heat resistant, good electrical insulator, brittle. Uses: electrical fittings, adhesives
- Polyester resin PR: rigid, heat resistant, brittle Uses: castings, used in layering process for GRP for boat hulls.
- o ELASTOMER: Materials which at room temperature can be deformed under pressure and then upon release will return to their original shape.
- o Natural rubber: high tensile strength, electrical insulator, good hardness. Uses: tyres, footwear, belts, toys, hoses, etc.
o Neoprene: good thermal resistance, toughness, good oil and chemical resistance. Uses: laptop cases, hose covers, shock absorbers.
COMPSITE MATERIALS
CARBON FIBRE: carbon fibre filament woven into a fabric set into a polyester resin matrix.
Advantages: lightweight, corrosion resistant, tough, excellent strength to weight ratio, good tensile strength.
• Disadvantages: expensive materials, only available in black, highly specialised manufacturing process, cannot be easily repaired, cannot be recycled.
• Applications: sport equipment, bicycle, tennis rackets, etc.
- GLASS REINFORCED PLASTIC: glass fibres mixed with polyester resin. The process consists of a mould, which is polished and waxed, a thin film of a liquid releasing agent, layers the GRP, removed from mould and excess trimmed.
%%• Advantages: excellent strength to weight ratio, resistant to corrosions and water, colours%% available, good compressive strength, etc.
==• Disadvantages: expensive, specialised manufacturing process, high quality mould needed •== Application: boat hulls, pond liners, sport car bodies, etc.
- MEDIUM FIBREBOARD MDF: compressed wooden fibres/ dust with PVA
%%• Advantages: Available in large sheets at variable thicknesses, MDF has no grain, cheaper than most materials, consistent strength in all directions.
%%==• Disadvantages: heavier – resin is heavier, swells and breaks when waterlogged, warps and expands if not sealed.
== • Application: flat pack furniture, model making
- HARDBOARD: compressed wooden fibres, similar to MDF but denser and stronger.
• %%Advantages: Does not split easily, shiny smooth surface, tough
%%==• Disadvantages: hardboard cannot be used outside due to it being able to absorb water
== • Application: furniture components, clipboards, drawer bases, etc.
- CHIPBOARD: wood chips compressed with a resin such as UF %%• Advantages: good strength, reasonably priced, environmentally friendly
%%==• Disadvantages: tends to soak up water
==• Application: kitchen tops and fire doors
- PLYWOOD: thin layers of wood placed at 90 degree to each other and compressed with UF resin.
%%• Advantages: good strength in all directions, no grain weakness, tough
%%==• Disadvantages: can be damaged by water
==• Application: structural work, desktops, indoor furniture, floorboards
Paper & Board
❑ Mounting board: Made from compressed fine cotton to produce a rigid board – used to
mount work for presentations and displays.
❑ Corrugated board: protective packaging for fragile goods, they have excellent impact resistance, and excellent strength. Uses: protective packaging, takeaway boxes, prototype ideas, etc.
❑ Foam board: two outer layers of card with foam in the middle, varies in thickness, expensive
❑ Foil lined board: board with foil applied either one side or both sides, provide water resistant and heat insulating layer. Uses: drink packaging, milk cartons. Keeps goods fresh.
❑ Box board: multiple layers of pulp, good printing surface, can be creased, embossed, etc. uses: Supermarket food packaging, cereal boxes.
TEXTILES
NATURAL FIBRES:
- Cotton: good absorption, breathable, low elasticity, tends to crease. Uses: denim jeans, t shirts, coloured and non coloured clothing. Wool: warm to wear, absorbent, dries slowly, can shrink, not durable, good flame resistance. uses jumpers, homeware, rugs, curtains, etc.
- Linen: cool to wear, breathable, lightweight, high durability, creases badly, etc.
MANMADE FIBRES:
- Nylon: warm to wear, absorbent dries slowly, crease resistant, not very breathable, can create static electricity. Uses: clothing, sails, canopy
- Polypropene: Doesn’t absorb moisture, good chemical resistance, lightweight, not very breathable, flammable, cant be ironed. Uses: sports wear, ropes
- Polyester: non absorbent, dries fast, good elasticity, can be recycled, low warmth.
TEXTILE TREATMENTS:
• Flame resistance: dipped in chemicals to create a barrier between the fibre the flame.
• Stain resistance: coated with PTFE, again creating barrier between the fabric and the stain
SMART & MODERN MATERIALS:
SMART MATERIAL: *a material whose physical properties can be altered in response to a change in environment such as light, temp, pressure, etc.***MODERN MATERIAL
:A material which was developed through the invention of new or improved processes as a result of manmade materials or human intervention.• THERMO CERAMICS: A metal powder is placed within a mould or die under high pressure, causing particles to fuse and bond with each other. They are extremely hard, and stable at high temperatures. Uses: turbine blades, jet engines, tips on cutting tools, etc.• SHAPE MEMORY ALLOY SMA
:*Changes shape in response to a change in temperature or electrical input. If the material is bent out of shape, once it reaches a set temperature will return to original shape. Use: glasses frames, self closing windows, etc.• REACTIVE GLASS*
***:**reactive glass is a smart glass, changes in response to temperature fluctuations by changing the tint of the material. Uses: apartments or office blocks windows, conservatories, etc.***• LIQUID CRYSTAL DISPLAY:
***LCD changes colour when an electrical voltage is applied to it – the cells turn from light to dark. Provides a high resolution thin screen. Display for the user: digital clocks, watches, computer screen, etc.***▪ PHOTOCHROMIC MATERIAL:** changes colour with light intensity, photochromic paints contain pigments which change colour according to the uv it is subjected to. They are reversible, when the light source is removed – return to it original state. Uses: uv light warning sensors, clothing, security markers, etc.
***▪ THERMOCHROMIC MATERIAL:*** *changes colour according to the temperature its subjected to. Uses: pots, pans, thermometers, kettles, mugs, etc.***▪ QUANTUM TUNELLING COMPOSITE:** when GTC is in its relaxed state, it is a near perfect electrical insulator, but when it is stretched becomes an electrical conductor allowing electricity to flow through. Insulating rubber containing tiny metal particles. Uses: touch screen technology, pressure sensors, smart phone buttons.
TOPIC 2 - PROCCESSES, TECHNIQUES AND SPECIALIST TOOLS
KEY PROCESSES
HEAT TREATMENT
- : medium and high carbon steels are heated until red hot. It is then quenched in water– increases hardness and brittleness.
- this is reducing some of the excess hardness and brittleness from a hardened metal, also increases the toughness and ductility. The metal is heated to below critical point for a given time then slowly cooled in air, the exact temperature determines the amount of hardness removed.
- this process hardens the surface – carbon is added to the outer surface while the middle core stays the same. Carburising: this changes the chemical composition of the surface of low carbon steel so it can absorb more carbon increase surface hardness. Steel is placed in a ceramic box and the carbon atoms diffuse into the materials structure. The metal is then quenched in water to cool and seal the hardened surface.
- the heating and slow cooling of work hardened metal- softening the metal allowing it to be cut and shaped easily. Should be allowed to cool slowly – to obtain this affect.
- : A process which is undertaken to ferrous metals – material is heated to the same temp it was hardened at, it is then cooled in air after being quenched. Makes the metal much more ductile, with increased toughness.
- : Adding other metals to an original metal to increase certain properties such as aesthetics, conductivity, etc.

PRINTING PROCESSES
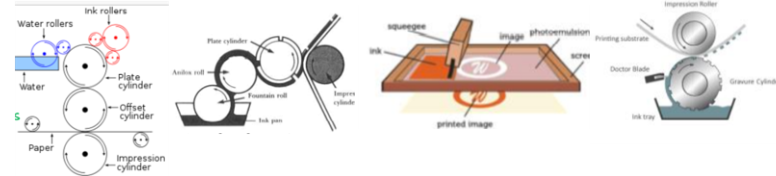
OFFSET LITHOGRAPHY: PROCESS:
- Printing plate is made from flexible aluminium, the rollers apply water to areas to the non imaging areas.
- Ink is applied and adheres to the dry area and is repelled by the wet areas.
- The print is transferred to a rubber blanket cylinder to avoid getting paper wet.
- It absorbs water and ink is transferred to paper
%%ADVANTAGES:%%
- Good quality
- Inexpensive
- High speed
- Long life of printing plates
==DISADVANTAGES:==
- • Expensive set up
- • Paper can get wet
- • Only flat prints
^^USES:^^ Posters, books, newspapers, packaging
FLEXOGRAPHY -
PROCESS:
- A plastic or rubber plate is made with a raised surface for the image area.
- Plate is fixed to a plate cylinder and a fountain roller is submerged in the ink.
- An anilox roller and doctor blade producing an even distribution of ink
- Transferred to a printing plate and pressed onto the printed surface.
%%ADVANTAGES:%%
- High speed
- Fast drying
- Long runs
- Print on variety of materials
==DISADVANTAGES:==
• High set up costs
• Difficult to achieve fine detail
^^USES:^^ Newspapers, comics. Carton labels, carrier bags.
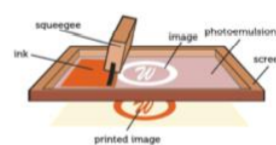
SCREEN PRINTING -
PROCESS:
- A wooden or aluminium screen has a finely woven fabric stretched
over it. - The non image area are blanked out using a photo emulsion, screen is placed over. Ink is applied to the screen & a squeegee is used to push the ink through the screen onto material.
- %%ADVANTAGES%%: Small set up costs, Batch production , Any surface
- ==DISADVANTAGES==: • Long drying time, slow process
^^USES^^: T shirts, mugs, posters
GRAVURE -
PROCESS:
- Digitally engraved copper plate, which is partially submerged in the ink fountain.
- The recessed cells are filled with ink, doctor blade removes excess ink. Impression cylinder then imprints the design onto paper.
%%ADVANTAGES:%% • Good quality • High speed
==DISADVANTAGES:== • Expensive plates • Only long runs
^^USES:^^ Labels, vinyl flooring, gift wrapping, etc.
CASTING
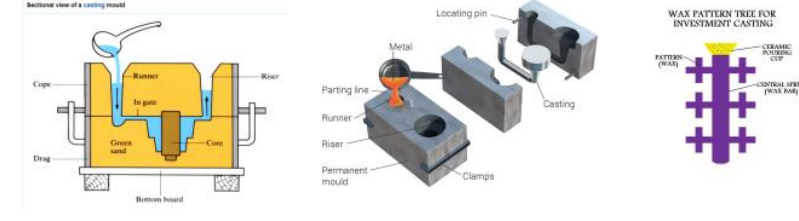
SAND CASTING -
PROCESS :
- Prepare the mould, and sieve the sand.
- The drag(bottom) rammed with sand and cope placed on top.
- Cope filed with sand, sprue pins removed.
- Remove pattern – fill with metal.
%%ADVANTAGES%%:
Suitable for one off/batch production, inexpensive, large components made
==DISADVANTAGES:==
- Sand moulds can only be used once
- surface finish not good
- labour intensive
<<^^USES:^^ Railway carriages, vices, motors, post boxes<<
GRAVITY DIE CASTING -
PROCESS :
- Two halves of the die are clamped, and the molten metal is injected into the chamber.
- It is then allowed to cool and solidify after being ejected.
%%ADVANTAGES:%%
- Large batch/ Mass production,
- gravity aids the molten metal to flow into the mould
==DISADVANTAGES:
- ==High set up costs
<<^^USES:^^ Alloy wheels, engine components, doorknobs and handles<<
INVESTMENT CASTING -
PROCESS: Wax pattern is created and then covered in a ceramic slurry connected by a sprue. Wax is melted out and filled with metal. (Tree arrangement intricate items)
%%ADVANTAGES:%%
- Excellent surface finish,
- good dimensional accuracy
- intricate
==DISADVANTAGES:==
- Specialized equipment
<<^^USES:^^
Jewellery, collectable figures, etc.<<**PLASTER OF PARIS PROCESS -**PROCESS: Similar to sand casting, make a pattern – usually made from metal. Plaster cover the metal and mould is baked. Metal poured into new mould.%%ADVANTAGES:%%
- \
- \
- \
Low costsExcellent surface finishMinimal scrap material==DISADVANTAGES:==
- \
Non ferrous metal onlyPlaster of Paris cannot be reused.<<^^USES:^^
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
Ornaments, gears, etc.<< MACHININGMILLING/ROUTING: Milling is the process by which material is removed. Milling is a slower process than routing but can be linked to a CNC manufacture. Routing makes slots and holes in wood, composites and plastics. Can be done both manually or via CNC.TURNING: through the use of a lathe, the material is rotated continuously, and a cutting tool is fixed to remove excess material from the object.DRILLING: process of making holes using a rotating drill bit into a static material such as wood, metal or a polymer. Produces holes for screw or dowel fittings.STAMPING: sheet material is removed using a CNC process which stamps the material into shape. Used for small production runs, and the upper and lower tools remove the material.PRESSING: sheet metal is placed in-between two dies, and pressed to a 3d form. Excellent for large scale manufacture or mass produced products such as car body parts.MOULDING**Blow moulding-**A split mould is produced.A parison is clamped inside the mould.Heat is applied and hot, compressed air is blown into the parison.It takes shape of the mould and is cooled with waterways.Ejector pins remove the plastic from the mould%%Pros:%%
- \
- \
- \
- \
- \
Good precision ,Low unit cost,Hollow shapes==Cons:== High set up costExpensive mould<<^^USE:^^
- \
- \
- \
bottles<<Injection moulding -Granules fed into the hopper.A motor (Archimedean screw) turns which pushes the granules along to the heater (melt).The hydraulic ram forces liquid into mould, then cooled.%%Pros:%%
- \
Mass production Precision moulding, Surface texture be added==Cons:==
- \
- \
- \
- \
- \
expensive<<Uses: electrical casing<< **Vacuum forming -**A wooden or aluminium mould is designed with a draft angle.A thermoplastic sheet is clamped above and meltsOnce the polymer is softened air is extracted.Polymer cools, excess trimmed and mould removed%%Pros:%%
- \
- \
InexpensiveEasy to make mould==Cons:==
- \
- \
- \
- \
- \
Accurate mould design needed, prevent webbingNot cost effective for one off batch.<<Uses: yoghurt pots, blister packs, trays<<**Extrusion moulding -**Similar to injection moulding – granules of plastic are poured or fed into a hopper which stores it until needed.Motor turns a thread, pushes granules along the heater section.Polymer (molten) forced through die. Extrusion is cooled forming a solid shape.%%Pros:%%
- \
- \
- \
Continuoushigh production volumeslow cost per unit.==Cons==
- \
- \
- \
- \
- \
:Limited complexity of partsUniform cross section shape only.<<Uses: solid rods, tubing, drain pipe<<**Rotational Moulding -**filled with powdered polyethylene or Polypropene.Mould heated to 300 degrees, and rotated forcing powder against the wall.Cool air is blown around the mould. Finish product removed.%%Pros:%%
- \
- \
- \
Large scalemas productionproduces seamless hollow components with large wall thickness.==Cons:==
- \
- \n
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
Lower volume productionlabour intensive.<
- \
- \
protects as a surface coatingprotecting on weatheringprovide a coloured/decorative effect.==Disadvantages==
- \
- \
:preparation requiredmany coats needed**VARNISH:**Available in many different finishes – gloss, satin and matt finish. Available in clear of coloured. Apply a thin coat in the direction of the grain – and multiple other thin layers on top if needed. %%Advantages:%%
indoors or outdoor use, shows of natural finish of the material.==Disadvantages:==
preparation required, regular maintenance, sanding down required.**SEALANTS :**A sealant Is a polymer based, protecting polished surfaces from corrosion. A sealant will seal the pores of the wood to give you smooth/even surface.%%Advantages:%%
- \
- \
- \
dries quicklyincreases toughness of surface.==Disadvantages:== additional barrier finish**PRESERVATIVES :**a coating applied to timber as protection against decay, insects, etc. Increases the resistance to fungal attacks – increasing durability.%%Advantages:%%
protects the wood from insects attack==Disadvantages:==
could contain VOCs**ANODISING :**Improves hardness, and can also provide colour. An electrical process which creates thickness of the natural oxide layer on the surface. Electric current passes through a sulphuric acid electrolyte solution from the part to be treated at cathode. Aluminium oxide builds up on the treated part after an electrical current is applied.%%Advantages:%%
- \
- \
- \
- \
increases hardness and toughnesseasy to maintain.==Disadvantages:== limited colour selectionthe anode corrodes protecting the cathode.**ELECTROPLATING:**electroplating involves plating one metal with another through the method of hydrolysis. Involves passing an electric current through a solution called an electrolyte. Two terminals are dipped into the electrolyte and connected to a circuit.%%Advantages:%%
- \
- \
used on low cost metal,makes surface more hardwearing==Disadvantages:==
- \
- \
non uniform plating,costly processPOWDER COATING: powder coating is a dry finishing process which is used as a functional and decorative finish. Polymer powder is sprayed through an airgun and is attracted to the negatively charged product. Product is then baked within an oven, melting the powder forming a coat. Advantages: high quality, durable finish. Range of coloursdisadvantages: difficult to obtain a thin film, slow colour change,OIL COATING: available in clear, applied with a lint free cloth and rubbed onto the surface following the grain. Normally applied to metallic surfaces to reduce corrosion.%%Advantages:%%
- \
- \
rust prevention,easy process==Disadvantages:==
- \
Temporary, needs to be removed before ay other treatment used.**GALVANISATION:**the process of applying a zinc layer/ coating to iron or steel. The metal is coated with molten zinc at 460 degrees.%%Advantages:%%
- \
- \
form's a barrier that prevents corrosive substances,scratch resistance galvanisation==Disadvantages:==
- \
- \
Will wear off,Need a dipping bathCATHODIC PROTECTION:control the corrosion of metal surfaces by making it the cathode of an electrochemical cell. The current flows from an inert electrode through any liquid to the component to be protected. There is a sacrifice metal which is involved which protects the metal product of value.%%Advantages:%%
- \
- \
- \
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
simple,reliable.Low installation costsPAPER FINISHES -**Laminating :**Lamination applies a transparent film to the surface of the paper. PP film which is fed through a heating wedge under high pressure. Encapsulation lamination seals the printed product all the way round.%%ADVANTAGES:%% Good gloss, strength,Low costSurface protection==DISADVANTAGES== If not encapsulated water can enter through the sides.**Varnishing-Clear ink used to enhance the colour and offer some protection against dirt, water, etc. different types of varnish are available, the most popular are water based and oil. UV varnish provides a smooth finish with high gloss and is applied to a sheet and cured by UV rays. Spot varnish: applied to certain areas rather than the whole surface – focus on certain location%%ADVANTAGES:%%UV dries instantly, gloss finish, high impact added value==DISADVANTAGES==Take hours to dry if not UVUV varnish is expensiveHot foil blocking-Heat and pressure applied to create areas of depth using metallic foil.%%ADVANTAGES:%%Premium branding,create a bespoke feel,enhances the design 100% opaque==DISADVANTAGES:==Adds costnot very cost efficient,hard to get right,image can spreadEmbossing -A raised design from the original surface, giving a high visual impact for the user.%%ADVANTAGES:%%Creates dimensional depth and detail Gives visual and tactile effect==DISADVANTAGES:==Adds cost to the printing jobTOPIC 3 - DIGITAL TECHNOLOGIESCAD & CAMWHAT IS CAD?**CAD ( COMPUTER AIDED DESIGN ) is the use of computers to develop a 2D and 3D drawing of the design/ prototype to facilitate transfer to CAM equipment. CAD is used throughout the design process and can allow designers to work individually or in teams.%%Advantages:%%
• The design and development process is faster• Much more accurate files can be sent to a range of CAM machines such as laser cutter, routers, etc.• Files can be sent to a 3D printer to make models or prototypes• Networking facilitates collaborative work across different offices and countries • Less overall cost rather than building actual models.• Model can be viewed from all angles.• All measurements are available.• Allows the product designer to present drafts, ideas and prototypes to make it easy for the client/ customer to visualise the final product.• Can generate ‘Tool Paths’ for automated machinery==Disadvantages:==
• It is expensive to set up due to the hardware and software costs of training• CAD is not always convenient for quick recording of ideas.• Highly skilled training neededEXAMPLES OF CAD -STIMULATIONS: *Stimulations is a computer run through of CAM process which can be received by the designer, showing how successful the product is. The advantages of this is it highlights potential problems in production, it also can indicate how long the design will take to machine. Problems such as clashes with clamps moving across the axis will show up on the stimulations.**Examples of stimulations are cutting paths of a CNC laser cutting path, CNC lathe creating a profile for a part.*FINITE ELEMENT ANALYSIS: Is an example of using CAD virtual modelling to test how a product component will withstand the conditions to which it will be subjected. FEA analyses stress, allowing the designer to stimulate forces, vibration, thermal, or shock onto components.==Potential disadvantages:==
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
\
• Expensive set up costs • Software requires regular updating and training • Software compatibility will need to be also assessedVIRTUAL MODELLING:
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
- \
| The ability to represent an accurate 3D models of a product or components on a computer, allowing stimulations of aspects of the performance of products before manufacture.Virtual models of mechanical designs such as car engines – are checked or fit for clearanceWHAT IS CAM?CAM (COMPUTER AIDED MANUFACTURE AND RAPID PROTOTYPING) process include using a CAD file to us CNC machinery to cut and form shapes allowing CAD to CAM processes become seamless. The machine will generate a control program, facilitating settings such as tool selection, feed rate, etcEXAMPLES OF CAM -**CNC COMPUTER NUMERICAL CONTROL – LASER CUTTER:A laser is moved along a stationary material sheet,2d CAD files are converts into a CNC programLaser use a high energy laser beam to cut or vaporise material.Compressed air blows the waste material away to leave a clean edgeCNC ROUTING:**CNC routers use high speed cutters to machine 2D CAD files into sheet material such as MDF, or laser ply.A router is a spinning component that can be manoeuvred to cut and carve a material into a desired shape.**CNC MILLING:**Milling machines move between the X, Y & Z Axes – they are much more robust and move at slower rates.Tools can be automatically selected to drill holes, cut slots and shape complex surfaces.CNC milling machines operate much more quickly, accurately and with greater endurance, etc.**CNC TURNING:***CNC lathes usually turn metals and plastics in bar form. Automatically change tools, which often use disposable tungsten CNC lathes are often teamed with milling machines and robot arms in FMS cells.***RAPID PROTOTYPING STEREOLITHOGRAPHY:***Stereolithography is one of the several methods used to create 3D printed objects via converting liquid plastic to solid objects.*A thin layer of photopolymer Is exposed above the perforated platform. UV laser hits the platform and prints the pattern.UV curable liquid hardens instantly when the UV laser touches it, forming the first layer of the 3D object.Platform is lowered and process repeated until full 3d object formed • Objects created are normally smooth surfaced• The amount of time it takes depends on the size of the object being created.**SELECTIVE LASER SINTERING:***SLS, uses tiny particles of ceramic or glass which are fused together at high levels of heat from a laser to form a solid 3D object.**Process:Objects printed with SLS are made with powdered materials, most commonly plastic such as nylon which is dispersed in a thin layer on top of the build platform inside the SLS.A laser is controlled by a computer and is set when to print. The laser will then heat the powder to just below its boiling point (sintering) or above boiling point (melting).Once the initial layer is complete the platform drops and a new layer of powder is exposed.The process is repeated until an object formsDoesn’t require any excess support beams to hold the object together, whereas it is necessary with other 3d printing processes such as stereolithographyCreate objects from a variety of materials such as ceramic, plastic, glass, etc.Good for industries which only need a small quantity of a high quality. An example is the aerospace industryTOPIC 4 - FACTORS INFLUCING PRODUCT DEVELOPEMENTUSER CENTRED DESIGNWHAT IS UCD?****User centred design is when the wants, needs and values of a consumer are prioritised in the design and manufacture of a product, which is designed to accommodate the client.*PURPOSE- *A product will be designed to carry out a specific role, making it fit for its purpose of life An example, is a mobile phone – its purpose is to keep people connected regardless of location. Therefore it will have to be portable to fit its purpose.****FUNCTIONALITY-****Ensures that the product performs well to work in the given environment. Functionality of a product can be improved through the use of ergonomic and anthropometric data, focus groups and market research can also increase functionality.****INNOVATION -***The creation of a new product or development of an existing product which showcases enhanced quality, hence improving the overall performance of the product – more appealing to the user. The word*{{“TECHNOLOGY PUSH” is used for products which are marketed to encourage consumers to adopt the use of innovative technology.{{ AUTHENTICITY -How reliable and genuine a product is. And how it uniquely meets the clients wants, needs and valuesEGRONOMICS AND ANTHROPMETRIC__ERGONOMICS:_ *The study of interaction between the human body, products and the surroundings environments. It is key factor in the designing all products- providing maximum levels of comfort. Considering ergonomics can increase the productivity, efficiency and reduce errors when carrying out the specific task.Ergonomic data/ factors which could potentially be considered are:• Material choice for certain components/ areas• Colour schemes• Shapes and sizes of components which are touched by the user• Movements and forces required by the user_ANTHROPOMETRICS:__ Anthropometrics is the use of body measurements to determine the optimum size for the product providing high level of comfort throughout usage.Examples of anthropometric data consist of:• The height of a person• How far people can reach• Weight, grip strength*Production company's use anthropometric data to ensure their product meets the needs of a range of consumers. The top and bottom 5% are extremes and are normally not considered when designing the product/ very hard to design products to meet their requirements.**The BSI is an organisations which provide data regarding the average measurements of male, female and child aiding a company to design their productKEY MOVEMENTS AND FIGURESINFLUNCES OF AESTHETICS , EGRONOMICS & ANTHROPMETRICFORM: *The form of an object is the aesthetics factors of the product and is usually determined by the shape, colour and visual appeal of the product.****AESTHETICS:****The visual beauty of a product/ object.****FUNCTION:****The function of a product is how well its adapted to aid the user to carry out the task, without considering its appearance.*FORM FOLLOWS FUNCTION: | |
This is when the designer prefer the aesthetic of a product to be dictated by the function and doesn't rely on adding unnecessary decorations aesthetic features. (Prefers function)It also promotes straight forward manufacture, making it easier for mass manufacture due to the reduction in excess processes.Examples of this can include the Chaise longue, which uses ergonomics and anthropometric data to maximise comfort within the design.FORM OVER FUNCTION:This is when the designer will prioritise the aesthetic features over the functionality of the product. Although the function of a product is important many clients buy goods based on their aesthetic appeal. Examples of designers and products favour this are Alessi, example being the lemon squeezer.The products is aesthetically appealing, and uses materials such as steel giving the product a good surface finish and colour. However, it is not fit for its function due to the shape being hard to store, and the material being rather heavy to transport. Furthermore, washing the product will be hard, and collecting the lemon juice would be difficult.<<FORM OVER FUNCTIONFORM FOLLOWS FUNCTION<<The designer prefers the aesthetics of the product and the aim is to favour the appearance of the object rather than functionThe designer considers the functionality to be much more important, therefore the product is designed to maximise functionalityThe material, shape and design are carefully designed to be unique and aesthetically pleasingThese designs are normally easy to mass manufacture due to the simple process the designer adoptsARTS AND CRAFTS 1850-1900• A very traditional movement which promoted traditional designs and simplicity: revolved around the working class people (ordinary).• Nature was a key aspect of this movement – plant birds and animal forms were a main source of inspiration during this time period, alongside simplicity. Furthermore natural textures such as wood, stone, linin ,etc.**• Splendour was showcased in the use of precious metals and unusual materials.<<William Morris (1834-1896) was influenced by Ruskin and they both formed their own designs which specialised in using natural materials and traditional craftsmanship • Influenced by medieval craft guilds, simplicity, natural forms and the beauty of timber<<ART NOUVEAU 1890-1905*• Appreciate mass production and the new possibilities which stem from new developed materials such as wrought iron, glass, ceramic, concrete, etc.• Embraced Arabian patterns, oriental designs, Greek decorations but in particular Japanese architecture.• The female form – feminine art due to the frequent use of the languid female figures – with free flowing hair.**• Nature orientated – natural forms where used such as seedpods, leaves, flowers and elongated, curvy “whiplash line”.*
\n
<<• Charles Rennie Mackintosh (1868-1928)- Born in Glasgow and attended the Glasgow School of Arts (Glasgow Four).He had the ability to produce harmonious interiors, including beautiful and practical blend of furnishing to homes.• Early in his career: floral motifs and curves were his preference, however later he turned to more of a geometric approach<< BAUHAUS MODERNIST 1919-1933*• Germany’s economy was at the state of collapse at the end of WW1, and therefore a new school was opened to reform new social order and rebuild Weimar. • “ Everyday products for everyday people” – functional, cheap and easy to manufacture*• “Products for the machine age” – products which have been made by machines - not natural incorporated the use of tubular steel and modern materials**• “Form follows Function” – the function of a product is much more important than its look.<<• Marianne Brandt 1893-1983: studied at the Bauhaus school and became the head of a metal workshop. Developed a range of geometrically pure kitchenware – her metal ashtrays, tea and coffee services were one of the few Bauhaus designs to be manufactured by mass.<<* MEMPHIS 1981-1988• A group of Italian designers & architects who created a series of designs which rebelled against the functionality of modernism. They challenged the idea that products had to follow conventional shapes, colours, textures and patterns.**• Playful, bold clashing colours used frequently. Often overlooked functionality and portrayed anthropomorphic (human) and zoomorphic features (animal). With the use of non traditional materials.
\n
<<• Ettore Sottsass (1917-2007): a leading member of the Memphis group who drew inspiration from a variety of sources e.g. popular culture and experiences from his travels. His bold abstract designs normally followed form over function, in contrast to the ideals of the Modernism movement.*<<ART DECO 1925-1939• End of WW1, popularity of travel and mass production grew alongside the discovery of Tutankhamun in 1922. A range of Aztec motifs, Egyptian temples and African carvings.• Bold colour features such as chrome and black symmetry, zigzag lines and geometric patterns. Use of expensive material were common.
\n